02030102-焊钉(栓钉)焊接工程检验批质量验收记录
焊钉(栓钉)焊接工程检验批质量验收记录

施工单位 检查结果
主体结构分部
主控项目全部合格,一般项目满足规范规定
-钢结构子分部
要求
项目专业质量检查员:
年月日
监理单位 验收结论
XX-C5-71180
验收合格
专业监理工程师: 年月日
焊钉(栓钉)焊接工程检验批质量验收记录
XX-C5-71180
单位(子单位) XXXXXXXX及综合配套 分部(子分部) 主体结构分部 分项工程名
工程名称
设施工程
工程名称
-钢结构子分部
称
钢结构焊接分项
施工单位
XXXX建设有限公司 项目负责人
陈品
检验批容量
50件
分包单位
/
分包单位 项目负责人
/
施工依据
《钢结构工程施工规范》GB5075合格,报告编号 XXX
√
/
文件符合规定,资料齐全
√
4
焊后弯曲试验
第5.3.2条 10 / 10
抽查10处,全部合格
√
一1 般 项 目2
焊钉和瓷环尺寸 焊缝外观质量
第4.3.3条 10 / 10 第5.3.3条 10 / 10
抽查10处,全部合格 抽查10处,全部合格
100% 100%
验收依据
验收项目
设计要求及 最小/实际 规范规定 抽样数量
检验批部位
体育馆
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1
焊接材料品种规格
第4.3.1条
/
质量证明文件齐全,试验合格,报告编号 XXX
√
主2 控 项 目3
焊接材料复验 焊接工艺评定
第4.3.2条 第5.3.1条
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
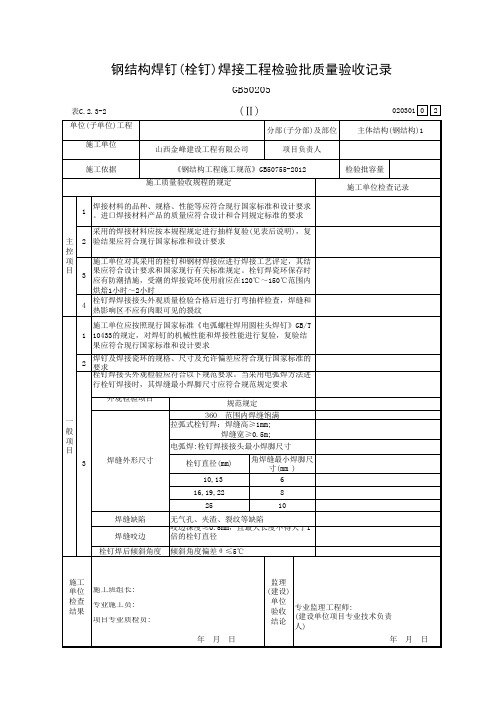
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
【工程文档】钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
DBJ04-226-2003 钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
GB0205—2001
010901□□
DBJ04-226-2003
说明
010901
(Ⅱ) 020401 主控项目:
1.检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件,中文标志及检验报告。
2.检查数量:全数检查。
检验方法:检查复验报告。
3.检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
4.检查数量:每批同类构件抽查10%;且不应少于10件,被抽查的构件中,每100个焊钉检查1个不
足100个时,亦应检查1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目:
1.检查数量:按量抽查1%,且不应少于10套。
检验方法:同钢尺和游标卡尺量测。
2.检查数量:按总焊钉数量抽查1%,且不应少于10。
检验方法:观察检查。
焊钉(栓钉)焊接工程检验批质量验收记录
单位(子单位) 工程名称
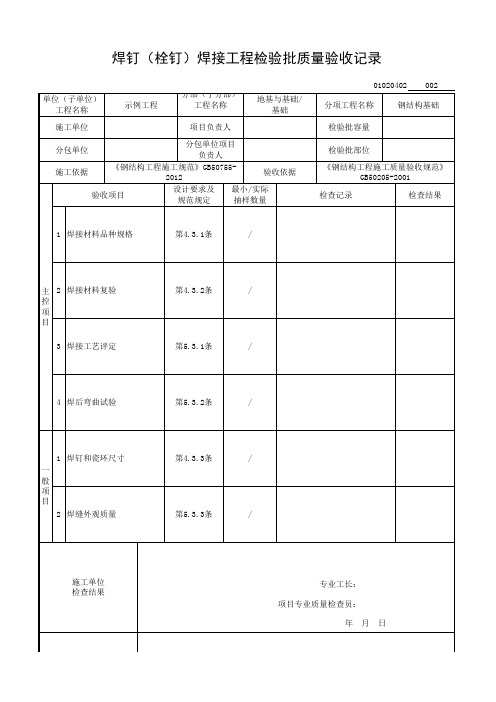
示例工程
分部(子分部) 工程名称
地基与基础/ 基础
施工单位
项目负责人
分包单位
分包单位项目 负责人
施工依据
《钢结构工程施工规范》GB507552012
验收依据
验收项目
设计要求及 规范规定
最小/实际 抽样数量
01020402 002
分项工程名称
钢结构基础
检验批容量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸
一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
监理单位 验收结论
专业工长: 项目专业质专业监理工程师: 年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录

钢结构焊钉(栓钉)焊接工程检验批质量验收记录
钢构造焊钉(栓钉)焊接工程查验批质量查收记录工程名称分项工程名称查收部位
施工单位项目经理专业工长
施工履行标准
名称及编号
分包单位分包项目经理施工班组长
GB50205-2001 的规定
施工单位监理( 建设) 单检查评定记录位查收记录
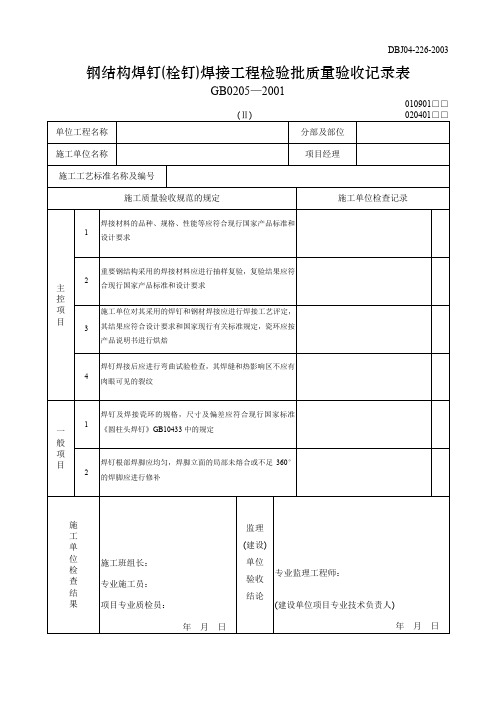
1焊接资料的品种、规格、性能等应切合现行国产业品标准和设计要求。
2重要钢构造采纳的焊接资料应进行抽样复验,复验结果应符主
合现行国产业品标准和设计要求。
控
3施工单位对其采纳的焊钉和钢材焊策应进行焊接工艺评定,
项
其结果应切合设计要乞降国家现行相关标准的规定。
瓷环应目
按其产品说明书进行烘焙。
4焊钉焊接后应进行曲折试验检查,其焊缝和热影响区不该有肉眼可见的裂纹。
一1
焊钉及焊接瓷环的规格、尺寸及误差应切合现行国家标准《圆
般柱头焊钉》GB10433中的规定。
项焊钉根部焊脚应平均,焊脚立面的局部未熔合或不足360o的
2
目焊脚应进行修理。
施工单位检查评定结果
年月日
项目专业质量检查员:
监理(建设)单位
专业监理工程师:
查收结论
:年月日
(建设单位项目专业技术负责人)。
焊钉(栓钉)焊接工程检验批质量验收记录

分包单位 项目负责人
检验批部位
施工依据 钢结构工程施工规范(GB50755-2012) 验收依据
验收项目
设计要求及 规范规定
最小/实 际
抽样数量
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
1 焊接材料品种规格
第4.3.1条
/
检验合格,符合要求
√
主 2 焊接材料复验 控 项 目 3 焊接工艺评定
焊钉(栓钉)焊接工程检验批质量验收记录
01020402 02030102 001
单位(子单位) 浙江资料软件销售: 分部(子分部) 主体结构分部-
工程名称
15824421188
工程名称
钢结构子分部
分项工程名称
钢结构焊接分项
施工单位
资料软件全套:1280 元
项目负责人检验批容量分包单位资料员QQ群: 375178245
第4.3.2条
/
第5.3.1条
/
检验合格,报告编号
√
检验合格,符合要求
√
4 焊后弯曲试验
第5.3.2条
/
抽查 处,合格 处
√
一 1 焊钉和瓷环尺寸 般 项 目 2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
抽查 处,合格 处
√
抽查 处,合格 处
√
施工单位 检查结果
主控项目全部合格,一般项目满足规范规定 要求;检查评定合格
专业工长: 项目专业质量检查员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录(Ⅱ)
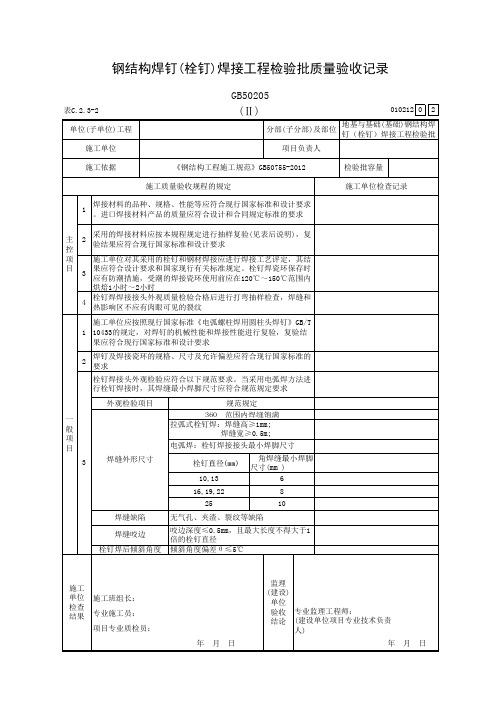
无气孔、夹渣、裂纹等缺陷
咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ≤5℃
施工 单位 检查 结果
施工班组长: 专业施工员: 项目专业质检员:
年月日
监理 (建设)
单位 验收 专业监理工程师: 结论 (建设单位项目专业技术负责
人)
年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
表C.2.3-2 单位(子单位)工程 施工单位
GB50205
(Ⅱ)
010212 0 2
分部(子分部)及部位
地基与基础(基础)钢结构焊 钉(栓钉)焊接工程检验批
项目负责人
施工依据
《钢结构工程施工规范》GB50755-2012
施工质量验收规程的规定
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
烘焙1小时~2小时
4
栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 热影响区不应有肉眼可见的裂纹
施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结
果应符合现行国家标准和设计要求
2
焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求
栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求
外观检验项目
规范规定
一 般 项 目
3
拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m;
电弧焊:栓钉焊接接头最小焊脚尺寸
焊缝外形尺寸
10,13 16,19,22
尺寸(mm ) 6 8
焊钉(栓钉)检验批施工质量验收记录
表5.4.1-3 工程名称 检验批部位 H010901( 0 1 0 9 0 1 ) 0 1 B
施工单位 总包 项目经理 施工执行 标准名称 及编号 验收项目及要求 分包 项目经理
分包单位 专业工长 (施工员) 施工 班组长施 Nhomakorabea单位验收意见
监理(建设)单位 验收意见
主
※1 焊接材料的品种、规格、性能
控
2
焊接材料的复检
项
3
焊接工艺评定
目 一
4
焊后弯曲试验
1 般 项 目 2
焊钉和瓷环的规格、尺寸
焊缝外观质量
施工 单位 检验 结果
监理 (建设) 单位 验收 结论 项目质量检查员: 监理工程师 (建设单位项目技术负责人): 年 月 日 年 月 日
黑龙江省工程质量监督总站
栓钉钢结构验收记录

单位(子单位) 工程名称
施工单位
分包单位
/
施工依据
验收项目
分部(子分部) 工程名称
主体结构/ 钢结构
项目负责人
分包单位项目 负责人
验收依据
设计要求及 规范规定
最小/实际 抽样数量
02030102
分项工程名称
钢结构焊接
检验批容量
检验批部位
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查结果
1 焊接材料品种规格
第4.3.1条
/
主 2 焊接材料复验 控 项 目
3 焊接工艺评定
第4.3.2条
/
第5.3.1条
/
4 焊后弯曲试验
第5.3.2条
/
1 焊钉和瓷环尺寸 一 般 项 目
2 焊缝外观质量
第4.3.3条
/
第5.3.3条
/
施工单位 检查结果
监理单位 验收结论
专业工长:
项目专业质量检查 员:
年月日
专业监理工程师:
年月日Biblioteka
焊钉(栓钉)焊接工程检验批质量验收记录表模板

主控项目
1
焊接材料品种规格
第4.3.1条
2
焊接材料复验
第4.3.2条
3
焊接工艺评定
第5.3.1条4焊来自弯曲试验第5.3.2条
一般项目
1
焊钉和瓷环尺寸
第4.3.3条
2
焊缝外观质量
第5.3.3条
施工单位检查评定结果
专业工长(施工员)
施工班组长
项目专业质量检查员:年月日
监理(建设)单位验收结论
专业监理工程师:
焊钉(栓钉)焊接工程检验批质量验收记录表
焊钉( 栓钉) 焊接工程检验批质量验收记录表
GB50205-
( Ⅱ)
010901
020401
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
焊钉栓钉焊接工程检验批质量验收记录
工程名称
鲁
验收部位 GG—053
施工单位
项目经理
分包单位
项目负责人
施工执行标准名称及编号
GB50205—2001 的规定
施工单位检查 监理(建设)单位
评定记录
验收记录
焊接材料品种、规格、
1
主
性能
控 2 焊接材料复验
项 3 焊接工艺评定
目
4 焊后弯曲试验
一 1 焊钉和瓷环尺寸
般 2 焊缝外观质量
项
目
施工单 专业负责人
位检查
结果评 定
项目专职质量检验员:
监理
专业监理工程师:
(建 (建设单位专业技术负责人) 设)
单位
验收
结论
施工班组长
年
月
日
年
月
日
山东省建设工程质量监督总站监制
焊钉焊接工程检验批质量验收记录表 1页

页(doc 1记录表.
焊钉(栓钉)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅱ)010
901 020 401
单位(子单位)工程名称
分部(子分部)工程名称
验收部位
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
施工质量验收规范的规定
施工单位检查评定记录
监理)(建设单位验收记录
主控项目
1
料接材品焊种规格
第4.3.1条
2
焊接复材料验
第4.3.2条
3
评艺工焊接定
第5.3.1条.
4
焊后弯曲试验
第5.3.2条
一般项目
1
环瓷焊钉和尺寸
第4.3.3条
2
质缝外观焊量
第5.3.3条
施工单位检查评定结果
工专业长(施工员)
施工班组长项目专业质量检来自员:年月日监理(建设)单
位验收结论
专业监理工程师:
:(建设单位项目专业技术负责人).
年月日
钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
钢结构焊钉(栓钉)焊接工程检验批质量验收记录表
GB0205—2001
010901 □□
(n ) 020401 □□
DBJ04-226-2003
说明
010901
(n) 020401
主控项目:
1. 检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件,中文标志及检验报告。
2. 检查数量:全数检查。
检验方法:检查复验报告。
3. 检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
4. 检查数量:每批同类构件抽查 10%;且不应少于 10 件,被抽查的构件中,每 100 个焊钉检查 1 个不足100 个
时,亦应检查 1 个。
检验方法:焊钉弯曲 30°后用角尺检查和观察检查。
一般项目:
1. 检查数量:按量抽查 1%,且不应少于 10 套。
检验方法:同钢尺和游标卡尺量测。
2. 检查数量:按总焊钉数量抽查 1%,且不应少于 10。
检验方法:观察检查。
焊钉(栓钉)焊接工程检验批质量验收记录
焊钉(栓钉)焊接工程检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分焊钉(栓钉)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.3.1 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
5.3.2 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目4.3.3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB10433中的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
填写说明
一、填写依据
1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分
焊钉(栓钉)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要
主控项目
4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.3.1 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现行有关标准的规定。
瓷环应按其产品说明书进行烘焙。
检查数量:全数检查。
检验方法:检查焊接工艺评定报告和烘焙记录。
5.3.2 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
检查数量:每批同类构件抽查10%,且不应少于10件;被抽查构件中,每件检查焊钉数量的1%,但不应少于1个。
检验方法:焊钉弯曲30°后用角尺检查和观察检查。
一般项目
4.3.3 焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB10433中的规定。
检查数量:按量抽查1%,且不应少于10套。
检验方法:用钢尺和游标卡尺量测。
5.3.3 焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°的焊脚应进行修补。
检查数量:按总焊钉数量抽查1%,且不应少于10个。
检验方法:观察检查。