涂装喷涂机器人仿形与漆膜性能调试
喷涂机器人喷涂效果影响因素
喷涂机器人喷涂效果影响因素
喷涂机器人特点柔性大;喷涂工作范围大,升级可能性大;可实现内表面及外表面的喷涂;可实现多品种车型的混线生产,如车身混线生产自动化。
尽管喷涂机器人优势特点那么多,但是如果不了解喷涂机器人喷涂规则和作业流程等,喷涂机器人的喷涂效果也没那么明显。
喷涂机器人喷涂效果影响因素有:
一、喷涂机器人喷涂的涂料粘度:利用机器人进行喷涂作业时,涂料的粘度要比空气喷涂略低,以利于提高雾化效果,使漆雾易于沿电力线方向环抱沉积。
二、风速对喷涂机器人喷涂的影响:风速也是影响喷涂效果的一个很关键的因素,通常我们建议在喷涂工作过程中,喷涂室内的风速要小于空气喷涂时的风速,风速控制在0.5~0.7m/s为最佳。
三、涂料的电阻:涂料的带电性能也会直接影响到喷涂效果,电阻值过高带电困难,静电效果差,过小则易漏电,危害喷枪且不利于安全。
四、喷涂机器人喷枪相对位置:在多支喷枪同时操作的场所,使用时应注意其相对位置,应使喷出漆流互不干扰,避免同性电荷的漆雾相斥,尤其是对于喷中小型零件的场所。
五、输料的压力:要有一个合适的熟料压力,一般静电喷枪喷涂所需料压要略低于普通的空气喷枪,这样可以保证喷涂过程中涂料的均匀程度。
正常情况下原料的粘度、工作范围轨迹是影响喷涂机器人喷涂效果的主要原因,因此大家在进行编程示教时,要按照喷涂工件的实际情况进行编程,从而确保机器人的重复精度,提高产品的质量。
汽车保险杠的机器人喷涂程序设计及调试
0引言
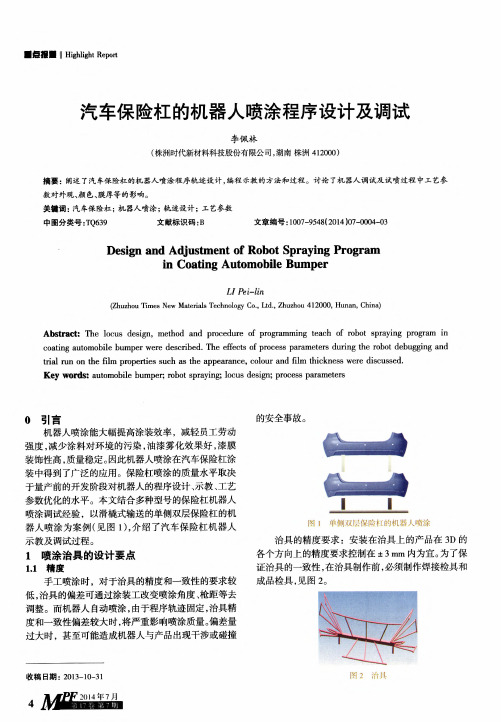
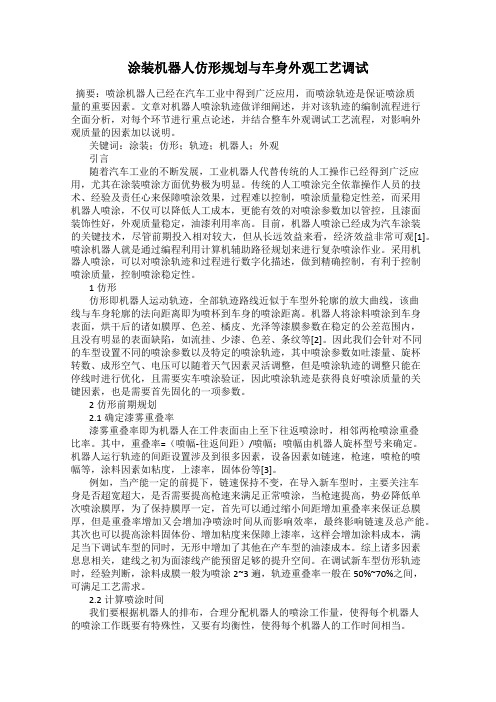
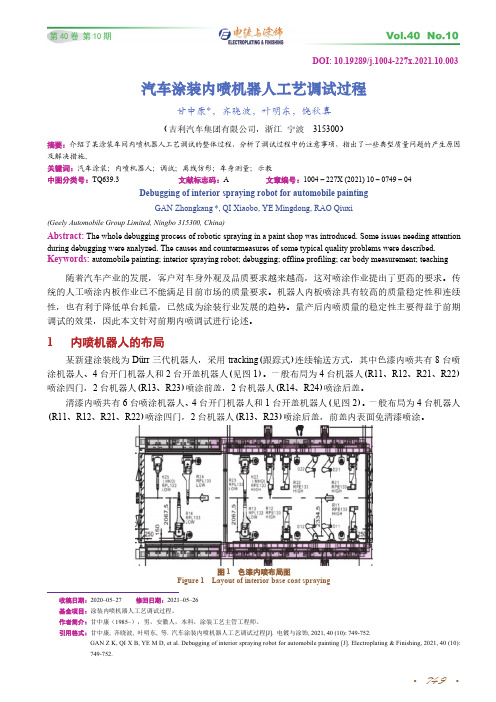
机器人喷涂能大幅提高涂装效率,减轻员工劳动 强度,减少涂料对环境的污染,油漆雾化效果好,漆膜 装饰性高,质量稳定。因此机器人喷涂在汽车保险杠涂 装中得到了广泛的应用。保险杠喷涂的质量水平取决 于量产前的开发阶段对机器人的程序设计、示教、工艺 参数优化的水平。本文结合多种型号的保险杠机器人 喷涂调试经验,以滑橇式输送的单侧双层保险杠的机 器人喷涂为案例(见图1),介绍了汽车保险杠机器人 示教及调试过程。
增厚
喷涂距离 旋杯转速 静电电压 走枪速度 成型空气 喷涂轨迹
增加
减小
降低
傲不作凋整.若在划定的区域内漆膜整体均匀性较
差,或在某处漆膜有问题.凡用以上调整方式不能达到
膜厚控制要求时.则适当调整喷涂轨迹(如矿柱和门把 手等边角部位)
5结语
机器人喷涂程序设计及调试是影响新车型保险杠 机器人喷涂合格率、稳定性、效率、成本等的关键环节。 调试成功与否直接影响保险杠的外观、颜色、漆膜厚度 等。因此在实际生产线施工过程中,机器人示教一旦定 型,批量生产后轨迹一般不可作调整。若轨迹设计和刷 子表设置合理,出现任何外观、颜色等的异常,则均可 通过工艺参数调整进行快捷、灵活地调控。
◆
(上接第3页)问题后果:胶条波纹; 解决办法:用砂纸将枪嘴出胶口磨圆滑。
改善前:胶枪嘴无受力固定点,长期受扭力应力的 影响容易折断,如果一断裂将会使枪嘴螺纹断接部位 余留在枪嘴螺杆内无法取出,导致整把胶枪螺杆无法 使用造成报废,并且造成潜在的生产停线。 改善后:在每把胶枪嘴的螺纹处安装一颗螺母作 为受力固定点,既能避免因枪嘴螺纹断接部位余留在 枪嘴螺杆内造成螺杆报废,又避免了更换工具潜在停
的安全事故。
甾-
I I
治具的精度要求:安装在治具上的产品在3D的 各个方向上的精度要求控制在±3 mm内为宜。为了保 证治具的一致性,在治具制作前,必须制作焊接检具和 成品检具,见图2。
FANUC喷涂机器人调试与检测-陈霆资料
Gun on:-95 Gun off:-35
Gun on:-100 Gun off:-80
PAGE 23 / YFPO
动喷手动画面-点位确认
喷房 PC BC1
BC3
开关泵设定(单位ms)
on:-100 off:-180 on:-80 off:-45
on:-180 off:-130
PAGE 3 / YFPO
前期调试齿轮泵流量校准
校准这个数值: • 底漆为6cc/rve 2.35cc/rve • 色漆为旋杯6cc/rve 喷枪6cc/rve • 清漆为喷枪5.8cc/rve 2.35/rve 旋杯 6/rve 2.4/rve
PAGE 4 / YFPO
前期调试齿轮泵流量校准
值得注意的是我们在校准的时候油漆的尽量 用油漆去测试,固化剂用固化剂测试,同时 测完注意清洁
PAGE 5 / YFPO
旋杯转速的校准
旋杯的转速是取一个范围,最大值和最小值, 在中间设定一组数据对应的转速,系统自动生 成曲线去计算出你设定转速的数值,实际就是 去控制气体流量大小而改转速
PAGE 6 / YFPO
旋杯转速的校准
PAGE 7 / YFPO
根据脉冲 数去判定 对应是显 示数值, 这样机器 人内部程 序就自动 会生成一 条曲线去 计算出相 应关系。
其他的动喷依照此方式去测试能很容易看出开关枪的位 置等,从而去对泵的开关时间和开枪时间延时等。 我对仪征厂的开关枪进行了一个统计,根据齿轮泵转速 和流量以及调漆间的压力我们是否可以参考一下仪征的 参数。
PAGE 22 / YFPO
动喷手动画面-点位确认
喷房 PC BC1
BC3
奇瑞-涂装线机器人新车型仿形与参数设置

涂装线机器人新车型仿形与参数设置图1 机器人运动轴系在汽车涂装工艺中,喷涂机器人的应用越来越广泛,其显著的优点是可以同时在同一生产线上混线生产多种车型,提升了涂装的自动化程度及生产效率,其六轴或七轴的运动轴系比传统的往复机和自动喷涂机更灵活。
在汽车涂装生产线中,任何一款新车型在生产试制及批量投产前,都需要对涂装设备进行工艺参数设置或设备改造,如吊具支点、机械化滑橇系统、机器人喷涂仿形及参数设置等,其中机器人喷涂仿形及参数设置尤显重要,因为白车身上的中涂层、面漆层和清漆层全部由机器人进行喷涂,下面主要介绍汽车涂装线机器人新车型仿形及参数设置。
机器人的喷涂动作按预先设定好的轨迹程序和工艺参数进行,其曲面运动通过多个LIN点进行,如LIN(P1)→LIN(P2)→LIN(P3)→LIN(P…),每个LIN点之间的运行,机器人程序默认为直线移动。
每个LIN点都是由机器人的“WORLD”坐标系(X,Y,Z)组成。
同时,车身表面的油漆喷涂参数按照工艺预设定值进行。
机器人运动轴系机器人根据其加工工件的复杂度及运动仿形坐标系(X,Y,Z)需求,运动轴系一般分为如下七轴(见文中表和图1,视不同机器人厂家、参数而异)机器人坐标系机器人系统通常采用“WORLD”坐标系(见图2),该坐标系有以下2个特性:X,Y,Z轴互成直角;机械化输送链的前进方向对准+X方向。
图2 “WORLD”坐标系如图3所示,在机器人“WORLD”坐标系中,各坐标系代表的含义如下:+X:机械化前进方向;-X:与机械化前进相反的方向;+Y:沿机械化进行左侧方向;-Y:沿机械化进行右侧方向;+Z:喷漆室的顶部方向;-Z:喷漆室的地板(格栅)方向。
图3 各坐标系的含义机器仿形程序设置以上述机器人运动轴系及坐标系为基础,下面以某机器人厂家的仿形程序为例,阐述机器人的仿形程序设置。
该站共有机器人4台,分左右两边布置,左侧机器人为R11、R12,右侧机器人为R21、R22,进行仿形设置:...…(省略)STARTPROG(“DOOR”)开始DOOR程序SELECT(“R11”)选择R11机器人S E L E C TSELECT SETTOOL(HT_BELL250)加载机器人旋杯参数TOOL数据SETTOOL SETOBJECT(HP)SETOBJECTLOADBRUSHFILE()加载刷子文件VEL(V 650)设置机器人TCP速度ACC(A2500)设置机器人TCP加速度OVERLAP( NODEC50)加载有关机器人运动的参数值SETTRIGGERPAR(G50)加载机器人触发参数值MOVE(“DOOR”)开始ROOD仿形路径MOVE LIN(P1)机器人TCP向P1点直线移动SETBRUSH(Gun1 1 PO3 TRG3)设置刷子文件SETBRUSH GUN(Gun1 GunOn PO6 TRG6)主针(Main Gun)开启LIN(P4) 向P4点移动LIN(P5) 向P5点移动LIN(P6) 向P6点移动LIN(P7) 向P7点移动GUN(Gun1 GunOff P9 TR3) 主针(Main Gun)关闭LIN(P10) 向P10点移动WAIT_PAINTPOSITION(180.0)等机械化反馈值达到180mmGUN(Gun1 GunOn P12 TR4)主针(Main Gun)开启LIN(P13) 向P13点移动LIN(P14) 向P14点移动LIN(P15) 向P15点移动LIN(P16) 向P16点移动LIN(P17) 向P17点移动LIN(P18) 向P18点移动LIN(P19) 向P19点移动GUN(Gun1 GunOff P73 TR14)主针(Main Gun)关闭LIN(P22) 向P22点移动END MOVE(“DOOR”)DOOR 路径完成终止RELEASE(“R11”)R11机器人作业完成ENDPROG(“DOOR”)程序DOOR终了RETURN 返回主程序如上所述,经过程序编译后,在机器人的工控机上产生如图4所示的机器人轨迹走向图,至此,机器人R11的仿形已经设置完毕,运用同样的程序设置R12、R21和R22,最后再用主程序将4台机器人的分程序串接起来,就构成了机器人的运动仿形程序。
喷涂机器人的调试、设定参数的知识

4
1.1 再现控制面板
Alarm
Servo On Ready
Turn On Servo Power Lights when an alarm occurs
Teach & Play
Set Controller To Play Or Teach Model
Emergence Stop Star Button
33
(2) 接通伺服电源。
◆ 再现模式情况下:
直接按下此键,伺服电源接通。
34
◆ 示教模式情况下:
按下示教盘上的Servo On Ready键;
按下示教盘上的Teach Lock键;
握紧示教盘后的安全开关。
35
3. 机器人坐标系说明
(1)机器人外部轴(含基座轴和工装轴)
(2) 用于操作机器人的坐标系
直角坐标系
圆柱坐标系
工具坐标系
用户坐标系
37
(3)
一般的操作顺序:
№.1 首先选择坐标系:
轴节坐标
直角/圆柱坐标
工具坐标
用户坐标
注:状态行显示
38
№.2 选择手动速度;
状态行如右侧循环显示
39
№.3 轴操作:
具体操作情况如下:
40
轴节运动:
41
直角运动:
42
圆柱坐标:
43
工具坐标:
44
示教盘
状态区域
翻页键 选择键 区域键 安全开关
在后侧, 握住 时,伺服电源 接通。
手动速度键 轴操作键
回车键
插补方式健
数值键/专用健
6
急停键 安全开关 编辑锁定 光标键
按下时,切断伺服电源;顺时针旋转,急停解除。
机器人喷涂的漆膜厚度控制

机器人喷涂的漆膜厚度控制一、研究背景及意义机器人技术是综合了计算机、控制论、机构学、信息和传感技术、人工智能、仿生学等多学科而形成的高新技术,是当代研究十分活跃、应用日益广泛的领域。
对机器人研究和应用水平,是一个国家工业自动化水平的重要标志。
随着工业自动化水平的提高,工业机器人在汽车等行业的应用也越来越广泛。
机器人喷涂作为工业机器人的一个应用领域早在1975年就投入运用,它可以避免危害人体的健康,提高经济效益(如节省涂料)和喷涂质量。
其主要包括喷漆、家电喷涂、静电喷涂及家具喷涂等几大类. 其中对于汽车、家电等产品。
由于具有可编程能力,所以喷涂机器人能适应于各种应用场合。
例如,在汽车工业上,可利用喷涂机器人对下车架和前灯区域、轮孔、窗口、下承板、发动机部件、门面以及行李箱等部分进行喷涂。
由于能够代替人在危险和恶劣环境下进行喷涂作业,因此喷涂机器人得到了日益广泛的应用。
在自动喷涂操作中,喷涂机器人的机械手围绕待涂工件表面来回移动,适当的轨迹和其它过程参数的选择都能使生产成本得到节约。
喷涂机器人的喷涂效果(如涂层厚度的均匀性、喷涂时间等)与物体表面形状、喷枪参数等诸多因素有关。
对于诸如汽车、电器及家具等产品,其表面的喷涂效果对质量有相当大的影响。
产品表面的色泽一定程度上取决于涂层厚度,如果表面上的涂层厚度不能保持一致,产品表面就会产生溶剂的凸起,引起表面不光洁,而且涂层过厚的地方在使用过程中会有皲裂倾向,也会导致涂料的浪费。
在喷涂成千上万的产品时,减少每一个工件表面的涂料量,从经济角度而言,潜在的利润也相当大(特别是汽车、飞机等大型产品)。
同时也可相应地减少排放到喷涂车间环境中的涂料总量,减轻环境污染。
近年来随着人们对产品质量的追求和对环保的重视,这方面的意义更是凸显出来。
对于喷涂工艺的有约束单目标优化问题,主要先利用罚函数法或Lagrange乘子法,将带约束单目标优化问题转化为无约束单目标优化问题,再运用差分拟牛顿法求解. 有些研究人员将喷枪轨迹和喷涂工艺的优化合二为一,但考虑的工艺参数较少,主要以轨迹优化为主,运用无约束梯度法进行优化. 对于喷涂工艺的有约束多目标优化问题,有些研究人员直接运用带权无穷范数理想点法来求解喷漆多目标优化问题,先分别求出各目标函数的极小值,作为理想值,然后再让各分量目标函数尽量逼近各自的理想值. 在喷涂机器人喷枪路径的规划中,研究人员采用单目标遗传算法优化涂层厚度方差,仿真的结果得到了很大改善. 以平面或规则曲面作为对象的喷漆机器人喷枪规划方法已经逐渐熟,Ramabhadran 等人具体讨论了喷枪轨迹优化问题,用数值方法求解优化轨迹. 但在喷枪轨迹规划中,主要考虑的是对喷枪速度的优化,其他的喷漆工艺参数均是取自经验值,缺乏实际性,也并没有考虑上漆率对喷漆效果的影响,所以本文拟从影响喷涂漆膜厚度的因素出发,将喷漆流量、喷枪口径及输送压力与漆膜厚度的关系,作为影响参数。
涂装喷涂机器人工艺参数及常见问题的解决
结构的越来越复杂和较高的油漆外观质量要求,这样对高压 静电喷涂机器人的喷涂仿形轨迹的设计制作、旋杯雾化技术 的运用及喷涂参数的设置就会提出更高的要求,因仿形的制 作费用较高,一般涂装车间均由设备工程师设计制作,不能 将旋杯雾化技术和喷涂工艺技术有效合理的结合在一起,以 达到较好的喷涂油漆车身外观。
本文从机器人静电喷涂仿形轨迹参数和工艺参数的设置 方面进行阐述,以达到高质量的油漆外观和稳定的喷涂质量。
171
汽车实用技术
射状分布,这里所谓的辐射状是指在静止状态下取得涂料的 示意图窄,漆雾集中,涂膜变厚;同时整形空气压力过大,
喷射形状,其涂层厚度由四周向中心递减,涂层厚度分布不 漆雾反弹加剧,易于污染旋杯。整形空气压力过低时,对喷
均,主要是由于雾化喷涂装置的结构所造成的,但是通过加 幅影响较小,喷涂区域变大,膜厚变薄;同时也容易造成旋
引言
在实际生产过程中,高压静电机器人喷涂的各种不适宜 的仿形轨迹和工艺参数均对漆膜质量有影响。随着车身棱线
现代化的自动静电喷涂线上采用了智能化的自动静电喷 涂机器人(Robot),实现了喷涂无人化。自动静电喷涂机器 人不仅适用于传统的有机溶剂型涂料(中涂、面漆、罩光清 漆)的喷涂,经改进后也适用于导电的水性涂料的喷涂。自 动化程度很高,不仅能识别车型,自动换色,还能按照设定 的工艺要求自动调节供漆供气量,雾化旋杯的转速及行程(速 度、轨迹),自动清洗等。无论从节省涂料,节省工时和改善 喷涂工的劳动条件的角度考虑,还是从提高涂层的品质和环
大成形空气的量,可以在一定的程度上缓和这一现象。
杯的污染。
实践证明,一般将涂料的流量增加 1 倍,漆粒的直径、
一般中涂、清漆、1C1B 面漆的整形空气控制在 200-350
喷漆操作中的喷涂工艺参数与调整方法
喷漆操作中的喷涂工艺参数与调整方法喷涂工艺参数是影响喷漆效果和涂层质量的关键因素之一。
合理的工艺参数选择和调整能够确保涂层的均匀性、附着力和光泽度。
本文将介绍喷涂工艺参数的基本要素以及常用的调整方法,帮助读者更好地掌握喷漆操作技巧。
一、喷涂工艺参数的基本要素1. 喷枪压力:喷枪压力是调节喷涂气流来控制喷雾的关键参数。
一般而言,较低的喷枪压力可以获得细小的喷雾颗粒,适用于细腻的表面涂装;而较高的压力则适用于粗糙表面的涂装。
合适的喷枪压力可根据涂装物体的要求和喷枪型号进行调整。
2. 喷嘴孔径:喷嘴孔径的大小会直接影响喷雾的粗细程度。
较小的孔径会产生细小的喷雾,适用于细致的工艺要求;相反,较大的孔径则可产生粗糙的喷雾颗粒,适用于粗糙面的喷涂。
合适的喷嘴孔径应根据涂装物体的要求和涂料的粘度来选择。
3. 气体流量:气体流量是指喷枪从喷嘴喷出的空气量。
较小的流量会产生柔和的雾化效果,适合于细腻的喷漆表面;较大的流量则产生强力的雾化效果,适用于结构较复杂或表面不平整的涂装。
合适的气体流量可根据涂装物体的要求和喷涂效果来调整。
4. 喷涂速度:喷涂速度是指喷涂过程中移动喷枪的速度。
过快的速度容易导致涂层厚度不均匀,过慢的速度则容易产生滴落和浮雕效果。
合适的喷涂速度应根据涂料的粘度、涂装物体的形状和表面要求来确定。
二、喷涂工艺参数的调整方法1. 喷枪调整:首先,根据涂装物体的尺寸和形状选择合适的喷枪型号。
然后,通过调整喷枪的喷枪压力、喷嘴孔径和气体流量,控制喷涂的雾化状态和喷涂效果。
调整时应注意逐步调整,观察液雾的均匀程度和涂层的质量,适时进行微调。
2. 涂料稀释:根据涂料的粘度和喷涂要求,适当稀释涂料。
过粘的涂料容易产生滴落和流挂现象,影响涂层的质量;过稀的涂料则会导致喷涂效果不佳。
应根据涂料厂家提供的使用指南,按比例稀释涂料至合适的粘度。
3. 喷涂距离:喷涂距离是指喷枪与涂装物体的距离。
喷涂距离过近会导致过度喷涂,涂层厚度不均匀;喷涂距离过远则会造成喷漆感观不佳。
涂装机器人仿形规划与车身外观工艺调试
涂装机器人仿形规划与车身外观工艺调试摘要:喷涂机器人已经在汽车工业中得到广泛应用,而喷涂轨迹是保证喷涂质量的重要因素。
文章对机器人喷涂轨迹做详细阐述,并对该轨迹的编制流程进行全面分析,对每个环节进行重点论述,并结合整车外观调试工艺流程,对影响外观质量的因素加以说明。
关键词:涂装;仿形;轨迹;机器人;外观引言随着汽车工业的不断发展,工业机器人代替传统的人工操作已经得到广泛应用,尤其在涂装喷涂方面优势极为明显。
传统的人工喷涂完全依靠操作人员的技术、经验及责任心来保障喷涂效果,过程难以控制,喷涂质量稳定性差,而采用机器人喷涂,不仅可以降低人工成本,更能有效的对喷涂参数加以管控,且漆面装饰性好,外观质量稳定,油漆利用率高。
目前,机器人喷涂已经成为汽车涂装的关键技术,尽管前期投入相对较大,但从长远效益来看,经济效益非常可观[1]。
喷涂机器人就是通过编程利用计算机辅助路径规划来进行复杂喷涂作业。
采用机器人喷涂,可以对喷涂轨迹和过程进行数字化描述,做到精确控制,有利于控制喷涂质量,控制喷涂稳定性。
1仿形仿形即机器人运动轨迹,全部轨迹路线近似于车型外轮廓的放大曲线,该曲线与车身轮廓的法向距离即为喷杯到车身的喷涂距离。
机器人将涂料喷涂到车身表面,烘干后的诸如膜厚、色差、橘皮、光泽等漆膜参数在稳定的公差范围内,且没有明显的表面缺陷,如流挂、少漆、色差、条纹等[2]。
因此我们会针对不同的车型设置不同的喷涂参数以及特定的喷涂轨迹,其中喷涂参数如吐漆量、旋杯转数、成形空气、电压可以随着天气因素灵活调整,但是喷涂轨迹的调整只能在停线时进行优化,且需要实车喷涂验证,因此喷涂轨迹是获得良好喷涂质量的关键因素,也是需要首先固化的一项参数。
2仿形前期规划2.1确定漆雾重叠率漆雾重叠率即为机器人在工件表面由上至下往返喷涂时,相邻两枪喷涂重叠比率。
其中,重叠率=(喷幅-往返间距)/喷幅;喷幅由机器人旋杯型号来确定。
机器人运行轨迹的间距设置涉及到很多因素,设备因素如链速,枪速,喷枪的喷幅等,涂料因素如粘度,上漆率,固体份等[3]。
《教学分析》-FANUC喷涂机器人调试与检测-陈霆
机器人调试
• 前期调试齿轮泵流量校准 • 高压值的校准 • 旋杯转速的校准 • 定喷、扇面、动喷位置校准和参数设定
前期调试齿轮泵流量校准
清漆和底漆的设定是双组分的,所有在校准的时候要校准 两个齿轮泵,我们这边分别为6CC和3CC的齿轮泵,一下 为设定齿轮泵的画面。
动喷手动画面-点位确认
很明显开枪延时 关枪也延时了, 同时根据线的粗 细对比能判定齿 轮泵的开枪时间 也延时了。
动喷手动画面-点位确认
根据这个两出来 的去计算 13/1200大约 10ms,
动喷手动画面-点位确认
开枪画面画面是 这个位置,但不 是这个参数,将 开枪时间减少 10MS。
动喷手动画面-点位确认
喷房 PC BC1
BC3
CC1
CC3
开关枪枪设定(单位ms) Gun on:-150 Gun off:-150 Gun on:-110 Gun off:-50
Gun on:-135 Gun off:-120
Gun on:-95 Gun off:-35
Gun on:-100 Gun off:-80
动喷手动画面-点位确认
机器人跟踪偏移
一辆小车同样的TCP工具和测试板作为测量工具
机器人跟踪偏移
在小车离机器人中心-100mm处示教三个不同姿态的 点P1、P2、P3
P1
P2
P3
机器人跟踪偏移
根据机器人这三个点的偏移去调整W P R这三个点的数 值一直到在跟踪的时候能够一直紧贴这三个点不发生位 移为止。这样经过更改后的坐标系就和链条的XYZ就在 同一个方向上,在跟踪的时候就不发生变化。
如下图中的0-4800的一个范围
定喷、扇面、动喷位置校准和参数设定
涂装车间pvc喷涂机器人工艺调试及质量控制
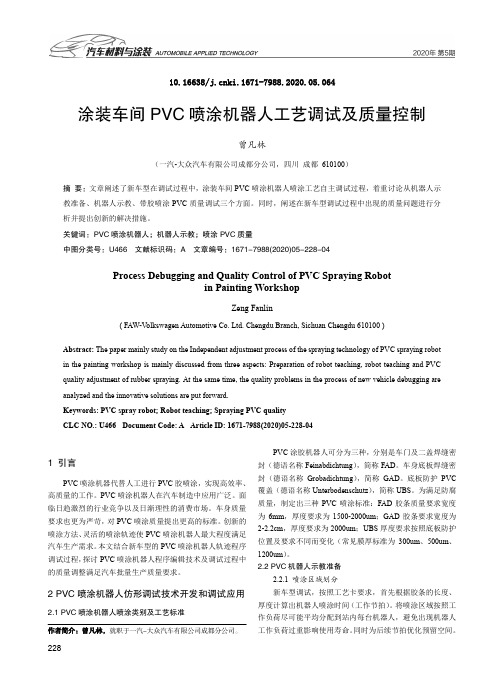
10.16638/ki.1671-7988.2020.05.064涂装车间PVC喷涂机器人工艺调试及质量控制曾凡林(一汽-大众汽车有限公司成都分公司,四川成都610100)摘要:文章阐述了新车型在调试过程中,涂装车间PVC喷涂机器人喷涂工艺自主调试过程,着重讨论从机器人示教准备、机器人示教、带胶喷涂PVC质量调试三个方面。
同时,阐述在新车型调试过程中出现的质量问题进行分析并提出创新的解决措施。
关键词:PVC喷涂机器人;机器人示教;喷涂PVC质量中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)05-228-04Process Debugging and Quality Control of PVC Spraying Robotin Painting WorkshopZeng Fanlin( FAW-V olkswagen Automotive Co. Ltd. Chengdu Branch, Sichuan Chengdu 610100 )Abstract: The paper mainly study on the Independent adjustment process of the spraying technology of PVC spraying robot in the painting workshop is mainly discussed from three aspects: Preparation of robot teaching, robot teaching and PVC quality adjustment of rubber spraying. At the same time, the quality problems in the process of new vehicle debugging are analyzed and the innovative solutions are put forward.Keywords: PVC spray robot; Robot teaching; Spraying PVC qualityCLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)05-228-041 引言PVC喷涂机器代替人工进行PVC胶喷涂,实现高效率、高质量的工作。
FANUC喷涂机器人调试与检测-陈霆

机器人软件去更改程序时间
案例分析,在调试期间发现每次开机第一 车都油漆都未干,
分析:1 影响这方面因素有清漆烘房的温 度时间,
2 清漆的固化剂的量是不是少了,
PAGE 40 / YFPO
机器人软件去更改程序时间
清漆的固化 剂量肯定是 准的,首先 其他保险杠 能烘干就证 明不是固化 剂量有问题 ,条件是每 一次开机,
PAGE 9 / YFPO
定喷、扇面、动喷位臵校准和参数设定
程序里面需要调用的喷涂刷子号 如图252
PAGE 10 / YFPO
定喷、扇面、动喷位臵校准和参数设定
根据252刷子号找到调用这种颜色的刷子参数如图, 分别为流量、雾化、扇面、
PAGE 11 / YFPO
问题终结
当时调试底漆扇面测试步骤的时候发生了一种现象,喷 枪移动到需要喷涂的位置,喷枪里面的液体就先流出来 了,工艺要求我设备去解决这种现象,根据以前安亭的 情况,首先我做了测试判定不是开枪阀门关不死。后面 我更改了一个参数,就是将开枪延时了50ms,就没有 这种现象了。但发那科的机器人有个特点,这个数值更 改后不只是生产以及喷涂中开枪都延时了50ms.但是这 样会不会影响动喷。
PAGE 23 / YFPO
动喷手动画面-点位确认
喷房 PC BC1 开关泵设定(单位ms) on:-100 off:-180 on:-80 off:-45 on:-180 off:-130
BC3
PAGE 24 / YFPO
动喷手动画面-点位确认
喷房
CC1
开关泵设定(单位ms)
on:-90 off:-80 on:-30 off:0
PAGE 21 / YFPO
动喷手动画面-点位确认
ABB机器人涂胶调试

ABB涂胶调试ABB涂胶调试1:概述本文档旨在提供ABB涂胶调试的详细步骤和操作指南。
涂胶调试是确保在涂胶工作中正常运行的关键步骤之一。
2:前期准备在进行涂胶调试之前,需要完成以下准备工作:2.1 确认控制器和涂胶设备的连接,并进行相应的配置。
2.2 安装和调试涂胶设备,确保其正常工作。
2.3 编写涂胶程序。
3:涂胶调试流程以下是ABB涂胶调试的详细流程:3.1 程序与3.1.1 将编写好的涂胶程序至控制器。
3.1.2 涂胶程序至控制器,确保程序能够正常运行。
3.2 坐标系校准3.2.1 确定涂胶工作区域的坐标系。
3.2.2 运行校准程序,对的坐标系进行校准,以确保涂胶准确度。
3.3 工具校准3.3.1 安装涂胶工具,并确保其与末端执行器的连接正确。
3.3.2 运行工具校准程序,调整涂胶工具的姿态和位置。
3.4 动作轨迹调试3.4.1 设置涂胶路径和速度参数。
3.4.2 运行涂胶程序,观察涂胶轨迹是否准确,速度是否适中。
3.5 传感器调试3.5.1 连接和配置涂胶传感器。
3.5.2 运行传感器调试程序,确保传感器能够正常工作并准确地检测涂胶工作区域。
3.6 调整参数3.6.1 根据实际需求调整涂胶参数,如涂胶厚度、涂胶速度等。
3.6.2 运行调整参数程序,验证参数调整效果。
4:文档结束内容附件:1:涂胶程序示例2:校准程序示例3:传感器连接和配置说明法律名词及注释:1:控制器:系统中的核心设备,负责控制的运动和功能。
2:涂胶设备:用于涂布物体表面的设备,如喷涂枪、涂胶机等。
3:涂胶程序:编写的程序,用于控制进行涂胶操作。
4:坐标系校准:调整的坐标系,以确保涂胶准确度。
5:工具校准:调整涂胶工具的姿态和位置,以确保涂胶效果。
6:传感器调试:连接和配置涂胶传感器,并调试其工作效果。
7:参数调整:根据实际需求,调整涂胶参数以达到期望的涂胶效果。
汽车涂装内喷机器人工艺调试过程
• 749 •DOI: 10.19289/j.1004-227x.2021.10.003汽车涂装内喷机器人工艺调试过程甘中康*,齐晓波,叶明东,饶秋喜(吉利汽车集团有限公司,浙江 宁波 315300)摘要:介绍了某涂装车间内喷机器人工艺调试的整体过程,分析了调试过程中的注意事项,指出了一些典型质量问题的产生原因及解决措施。
关键词:汽车涂装;内喷机器人;调试;离线仿形;车身测量;示教中图分类号:TQ639.3 文献标志码:A 文章编号:1004 – 227X (2021) 10 – 0749 – 04Debugging of interior spraying robot for automobile paintingGAN Zhongkang *, QI Xiaobo, YE Mingdong, RAO Qiuxi(Geely Automobile Group Limited, Ningbo 315300, China)Abstract: The whole debugging process of robotic spraying in a paint shop was introduced. Some issues needing attention during debugging were analyzed. The causes and countermeasures of some typical quality problems were described. Keywords: automobile painting; interior spraying robot; debugging; offline profiling; car body measurement; teaching随着汽车产业的发展,客户对车身外观及品质要求越来越高,这对喷涂作业提出了更高的要求。
传统的人工喷涂内板作业已不能满足目前市场的质量要求。
喷涂机械设备调整操作规程

严格按照设备 操作规程进行 操作,避免设
备损坏
发现设备故障 或异常情况, 及时报告并处
理
定期检查与维修计划
定期检查:按照规定的时间间隔对喷涂机械设备进行全面的检查,包括设备的各个部 件和系统。
预防性维修:根据设备的磨损规律和使用情况,提前进行必要的维修和更换,以避免 设备在运行中发生故障。
故障维修:当喷涂机械设备发生故障时,应及时进行维修,以恢复设备的正常运行。
操作规程培训计划
培训目标:提高操作人员的技能水平和 安全意识
培训内容:喷涂机械设备的操作方法、 安全注意事项、维护保养等
培训方式:理论讲解、实际操作演示、 案例分析等
培训周期:根据实际情况确定,一般不 少于2天
考核方式:理论考试和实践操作考核相 结合,合格后方可上岗
培训内容与方法建议
喷涂机械设备的基本原理与操作技巧 常见故障排除与维护保养方法 安全操作规程与注意事项 培训方式:理论讲解、实践操作、案例分析等
检查喷涂机械设备的控制系统是否 灵敏可靠
电源连接
电源插头:确保电源插头完 好无损,无松动现象
电源电压:检查电源电压是 否符合设备要求
电源线:检查电源线是否破 损、老化或接触不良
保险丝:检查保险丝是否完 好,如有损坏需及时更换
喷枪检查
喷枪外观检查: 检查喷枪是否 有损坏或松动
喷枪性能检查: 检查喷枪的雾 化效果、出漆 量等性能指标
转
涂料流量调整
涂料流量调整的目的:确保喷涂过程中涂料流量稳定,提高喷涂质量和效率。
涂料流量调整的方法:通过调整设备上的阀门或流量计,控制涂料流量的大小。
涂料流量调整的注意事项:在调整过程中要保持设备清洁,避免杂质进入管道;同时要根据实际需 求进行微调,避免过大或过小的涂料流量影响喷涂效果。
安川喷涂机器人仿形制作及其参数设定

【自动喷涂/Automatic Spraying 】 DOI: 10.19289/j.1004-227x.2021.10.001安川喷涂机器人仿形制作及其参数设定陶洋*,姜磊,晏飞(奇瑞汽车股份有限公司,安徽 芜湖 241009)摘要:以安川MPX3500喷涂机器人为例,介绍了车身喷涂时离线仿形的编制,仿形的测试、拷贝和备份,以及喷漆工艺参数的设定。
关键词:汽车;喷涂机器人;仿形;喷涂参数 中图分类号:TQ630.5文献标志码:A文章编号:1004 – 227X (2021) 10 – 0737 – 06Profiling and parameter setting of Yaskawa painting robotTAO Yang *, JIANG Lei, YAN Fei(Chery Automobile Co., Ltd., Wuhu 241009, China)Abstract: Taking the Yaskawa MPX3500 robot as an example, the offline profiling, the test, copy, and backup of profiling,and the setting of painting parameters were introduced.Keywords: automobile; painting robot; profiling; spraying parameter随着汽车制造业的发展,机器人喷涂已经成为行业主流。
用机器人替代人工在高污染环境下进行作业,既解放了劳动力,改善了用工条件,极大地提高了劳动效率,又能有效避免人为的不稳定因素对喷涂效果的影响。
机器人的仿形制作和工艺设定尤其重要,直接影响车身的喷涂质量。
本文以安川MPX3500系列喷涂机器人为例,探讨了其仿形的制作和工艺参数的设定。
1 MPX3500喷涂机器人简介MPX3500(见图1)采用本质安全防爆与内压防爆的组合防爆结构,有适合左右对称布局的2种型号(YR-MPX3500-*0*和YR-MPX3500-*1*),可以安装在地面,也可以壁挂、倒挂。
如何控制机器人喷涂漆膜厚度【干货技巧】
如何控制机器人喷涂漆膜厚度内容来源网络,由深圳机械展收集整理!随着国内乘用车工业的发展,越来越多的机械喷涂取代了手工作业。
在这种趋势中,机器人喷涂所占的比例也越来越大。
如原先在车身喷涂中普遍使用的6杯站或9杯站系统,也有被机器人喷涂替代的趋势。
汽车车身外覆件也大量使用机器人喷涂,如国内轿车保险杠喷涂中超过一半的产量使用了机器人。
机器人喷涂既保持了手工喷对复杂形面的适应,又具精确性和重复性。
本文将讨论机器人施工时影响最终涂膜厚度的各种因素,为生产中对膜的控制调整提供一些思路。
膜厚控制的意义对于涂装施工而言,涂膜厚度是涂装工艺中最重要的控制因素,其意义在于:(1)防止因膜厚不适当导致的涂层缺陷。
根据经验,现场生产中涂层的外观缺陷有超过一半以上是因为漆层膜厚控制不当造成的。
一些常见的涂装缺陷如流挂、漆层薄、露底色等直接与膜厚控制失控有关,还有一些缺陷也间接同这有关。
譬如,保险杠喷涂的第一层助黏底漆膜厚不够,会导致整个涂层附着力下降,同时底漆的膜厚达不到要求时其导电效果也会下降,这会引起第一道色漆使用静电喷涂时涂料的转移率下降,最后导致色漆不足。
(2)帮助外观指标的调整。
常见的漆膜外观指标如光泽、色差、桔皮、DOI等都需要以膜厚控制作为基础。
上述指标都明显受到膜厚,特别是面漆膜厚的影响,因此,在整个涂装质量控制中,把膜厚作为最重要的控制因素是必须的。
(3)成本的控制。
除了膜厚控制对涂装质量影响体现的质量成本外,涂装的主要成本中约有一半被涂料所占据。
精确的膜厚控制不仅有助于涂装质量的稳定,还有利于涂料的节约。
统计显示,采用同样设备喷涂时,是否精确控制膜厚其所消耗的涂料相差25%以上。
目前在国内使用的机器人喷涂主要有日本岩田或三菱机器人,这些设备引进较早,控制精度较差;新的涂装线普遍采用ABB、FANUC、MOTOMAN、DURR等多轴机器人,在本文中主要是以ABB机器人为基础进行讨论影响漆膜厚度的因素在机器人喷涂施工中,涂层膜厚可以按如下公式计算:干膜厚度=(流量×涂料体积固体含量×涂料转移率)/(走枪速度×喷幅宽度)(1)流量,即喷涂时单位时间从喷枪口流出的涂料体积。
汽车涂装中机器人喷涂的漆膜缺陷分析及对策

汽车涂装中机器人喷涂的漆膜缺陷分析及对策王海平【摘要】阐述了汽车涂装中机器人喷涂的工艺参数,包括喷涂流量、旋杯转速、成型空气、静电高压和喷枪移动速率对漆膜的影响.分析了流挂、橘皮、发花、色差等常见漆膜缺陷的产生原因,并提出了相应的解决措施.【期刊名称】《电镀与涂饰》【年(卷),期】2015(034)018【总页数】4页(P1049-1052)【关键词】机器人喷涂;汽车制造;缺陷;对策【作者】王海平【作者单位】长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定071000【正文语种】中文【中图分类】TQ639Author’s address:Great Wall Motor Co., Ltd., Hebei Province Centre of the Vehicle Engineering Technology, Baoding 071000, China在现代汽车制造中,高效率、低成本和高质量的要求使机器人技术得到了广泛应用。
随着涂装线柔性化生产方式的引入,灵活的机器人喷涂日益受到重视。
但要获得良好的喷涂质量,保证生产稳定运行,关键是控制机器人喷涂的车身外观质量。
本文结合调试经验,介绍了机器人喷涂工艺参数对漆膜的影响,探讨了常见的漆膜缺陷,并给出了解决措施。
要保证车身喷涂的质量,需密切联系工艺参数的调控与涂料及环境。
机器人喷涂的工艺参数有喷涂流量、旋杯转速、成型空气、静电高压、喷涂TCP(传输控制协议)速率等。
1. 1 喷涂流量机器人的喷涂流量是单位时间内定量泵(齿轮泵)输送给每个旋杯的涂料量,是生产中调整最频繁的参数。
流量是决定漆膜厚度的最直接因素,提高流量会增大吐出量,从而增大膜厚。
流量过大时会产生一些雾化不良的问题(如漆点、流挂、气泡等漆膜缺陷),影响车身外观;反之,随流量降低,吐出量会减少,漆膜会变薄。
作中涂的涂料一般控制流量在300 ~ 400 mL/min,免中涂的底涂和色漆流量一般控制在150 ~ 250 mL/min,金属色漆的流量一般控制在100 ~ 180 mL/min,双组分清漆流量一般控制在350 ~ 450 mL/min。