840D sl常用参数
Siemens840D全参数定义

Siemens.840D参数定义一.机床通用数据:系统设定数据:[10000-11999]10000.机床轴名称. [sell=200]. 10002.nck机械轴的逻辑图.10008.plc.控制的轴的最大号码. 10010.方式组的通道有效.10050.基本系统循环时间.10059.profibus.报警标识符(只对内部). 10060.位置控制循环系数.10061.位置控制循环.10062.位置控制循环延迟.10065.位置设定延迟.10070.插补运算器的周期系数. 10071.插补循环.10072.通讯任务周期的系数.10074.plc任务比插补任务的系数. 10075.plc循环时间.10080.取样实际值分配系数.10082.速度设定输出的超前时间. 10083.位置控制器输出保持时间的偏置. 10085.中断程序段监控时间(失效-激活). 10088.重新启动延迟.10089.缺少总线时脉冲抑制的等待时间. 10090.监控周期的系数.10091.检查周期时间的显示.10092.安全数据再确认循环时间显示. 10093.spl文件存取号.10094.安全报警禁用级.10095.安全方式屏蔽.10096.安全诊断功能.10097.对于.spl-差额停止反应. 10098.profisafe.通讯的系数. 10099.profi安全.通讯循环时间. 10100.最大plc周期.10110.plc确认的平均时间.10120.plc启动的监控时间.10130.与mmc通讯的时间限制. 10131.过载时屏幕更新处理.10132.在零件程序中监控时间mmc命令. 10134.同时发生的mmc节点数量. 10136.pcs位置的显示方式.10140.与驱动通讯的时间限制. 10150.与驱动通讯的系数.10160.与mmc通讯的系数.10165.预留:.10170.mmc任务的启动时间限制. 10180.mmc任务到准备任务的系数. 10185.nck运行时间分量.10190.模拟的换刀时间.10192.齿轮换挡时间. 10200.线性位置的计算精度.10210.角度位置的计算精度.10220.激活比例系数.10230.机床数据比例系数.10240.基本公制长度单位.10250.inch的转换系数.10260.有效转换的基本设定.10270.位置表的比例系统.10280.对rel.6.3的比较>和0(3的一般/t方向最小角度.二.通道数据:基本通道数据:[20000-21999]21084.一般/路径最小角度(3d.端面切削).21090.空间定位程序的最大导引角.21092.空间方向定位的最大倾斜角.21100.方位编程的角度定义.21102.通过g代码定义定位轴.21104.定向插补的g代码.21106.与笛卡尔的.jog.方式相应的系统.21108.大的循环插补方式,pole.po.21110.带自动frame定义的系统.21120.ori轴定义为参考轴.21130.ori轴定义为参考轴.21150.约定的定向轴快速移动.21155.约定的定向轴速度.21160.约定的几何轴快速移动.21165.约定的几何轴速度.21170.定向轴加速度.21180.原始轴软件极限的检查.21186.零偏tocarr圆轴的偏置.21190.刀具方向上的修正模式.21194.刀具方向上的在线修改速度.21196.刀具方向上的在线修改加速度.21200.快速返回的移动距离.21202.带镜像的快速返回.21204.急速返回时的停止特性.21210.用于中断的nck输入字节.21220.nck.i/o.几个进给速度/段.21230.几个进给/程序块内存响应.21240.受保护的同步活动.21300.同步主轴定义,机床轴号.21310.同步耦合类型主轴.21320.同步主轴的程序块过渡.21330.同步主轴特性中断.21340.同步主轴参数写保护.21380.延迟时间esr-axes.21381.ipo控制的esr-time中断.通道数据:数字化功能数据:[21400-21499]21400.数字化软件包的版本.21420.测头的轴分配.21422.z方向的初始应力.标准文档21424.测头的分辨率.21430.最小偏向.21432.典型偏斜值.21434.急停的偏向1.21436.急停的偏向2.21440.数字化测量时的到位误差范围. 21450.数字化测量时的快速运行.21460.数字化时的最大加速度.21462.定位时的最大加速度.21464.采样时的最大加速度.21470.手动方式p系数.21472.p系数浏览.21474.扫描的时间常数.21476.刀具传送到刀夹的矢量.fm.通道数据:研磨功能数据:21500.磨削轴的垂直偏置.21501.磨削轴的水平偏置.21502.调节轴的垂直偏置.21504.工作刃的垂直偏置.21506.工作刀头的水平偏置.21508.q1的垂直分量.21510.q1的水平分量.21512.q2的垂直分量.21514.q2的水平分量.21516.工作刃导角.21518.工作刃的高端接触限制.21520.工作刃接触低限.21522.磨削主轴的定义.21524.控制主轴的定义.21526.g0的特殊逻辑.通道数据:通道辅助功能数据:[22000-24050] 22000.辅助功能组.22010.辅助功能的类型.22020.辅助功能扩展.22030.辅助功能值.22035.输出说明.22040.预先定义的辅助功能组.22050.预先定义的辅助功能方式.22060.预先定义的辅助功能扩展.22070.预先定义的辅助功能值.22080.输出说明.22100.带辅助功能的程序段转变.22110.h辅助功能类型是整数.22200.m功能的输出时间.22210.s功能的输出时间.22220.t功能的输出时间.22230.h功能的输出时间.22240.f功能的输出时间.22250.d功能的输出时间.22252.dl功能的输出时间. 22254.附加的.m.功能到停止一个程序. 22256.对于有条件的.st.附加的.m.功能. 22260.e功能的输出时间.22300.程序块搜索后的辅助功能输出. 22400.通过复位使s功能生效.22410.reset(复位)使f功能生效.22420.fgroup.指令缺省值设置.22500.plc.g功能.22510.到plc的g代码.22512.外部nc语言的g代码发送.22515.g组到plc的模式.22530.刀架改变时的m代码.22532.几何轴改变时的m代码.22534.变换改变时的m代码.22550.带t或m功能的.新刀具补偿.22560.换刀的m功能.22562.刀具交换过程出错.22600.程序段搜索后的速度5.22601.程序段搜索后的速度系数5.22620.基本功能设置在特殊启动.22621.释放.$mc_start_mode_mask_prt. 22622.允许通过plc启动零件程序.22700.trace_starttrace_event.轨迹文件记录. 22702.启动轨迹文件记录的条件.22704.停止轨迹文件记录的条件.mandsequenzstep.停止跟踪文件记录. 22708.选择轨迹文件的内容.22710.指定的轨迹数据.22712.指定的跟踪数据的索引中.22714.设定跟踪文件.22800.简化轨迹输出激活.22900.strokecheck.方向(内部/外部). 22910.比例系数的输入灵敏度.22914.轴比例系数(.g51.)激活.22920.固定进给率.f1.-.f9.激活.22930.分配平行通道轴到几何轴.24000.g58和g9.frame区域.24002.通道基础frame复位后激活.24004.上电后复位通道基础frame.24006.系统frame复位后激活.24007.reset复位后清除系统frame.24008.上电后复位通道基础frame.24010.编程frame的复位方式.24020.frame抑制位置.24030.acs协调系统的调节.24040.有效frame的适配.24050.保存和激活数据frame.通道中转换定义数据:[24100-24999]24100.通道中的转换1.24110.转换1.的轴分配.24120.几何/通道轴分配,转换1.标准文档24130.带第一转换的刀具处理. 24200.通道中的转换2. 24210.转换2.的轴分配. 24220.几何/通道轴分配,转换2. 24230.带第二转换的刀具处理. 24300.通道中的转换3. 24310.转换3.的轴分配. 24320.几何/通道轴分配,转换3. 24330.带第三转换的刀具处理. 24400.通道中的转换4. 24410.转换4.的轴分配. 24420.几何/通道轴分配,转换4. 24426.带第四转换的刀具处理. 24430.通道中的转换5. 24432.转换5.的轴分配. 24434.几何/通道轴分配,转换5. 24436.带第五转换的刀具处理. 24440.通道中的转换6. 24442.转换6.的轴分配. 24444.几何/通道轴分配,转换6. 24446.带第六转换的刀具处理. 24450.通道中的转换7. 24452.转换7.的轴分配. 24454.几何/通道轴分配,转换7. 24456.带第七转换的刀具处理. 24460.通道中的转换8. 24462.转换8.的轴分配. 24464.几何/通道轴分配,转换8. 24466.带第八转换的刀具处理. 24500.五轴转换1的偏置矢量. 24510.旋转轴1/2的位置偏置. 24520.旋转轴.1/2的符号. 24530.五轴转换1的极点范围. 24540.pol-插补的结束角范围. 24550.底部刀具矢量.24558.运动学平台偏置的矢量. 24560.运动偏置矢量.24562.摆动直线轴的变换1. 24564.下垂头的角度.24566.虚拟方向轴.24570.第一旋转轴方向. 24572.第二旋转轴方向. 24574.刀具基本方向.24580.定向矢量的方向. 24585.ori/通道轴分配转换1. 24590.零偏trafo圆轴的偏置. 24600.五轴转换2的偏置矢量. 24610.旋转轴1/2的位置偏置. 24620.旋转轴.1/2的符号. 24630.五轴转换2的极点范围. 24640.pol-插补的结束角范围. 24650.底部刀具矢量. 24658.运动学平台偏置的矢量.24660.运动偏置矢量.24662.摆动直线轴的变换2.24664.下垂头的角度.24666.虚拟方向轴.24670.第一旋转轴方向.24672.第二旋转轴方向.24674.刀具基本方向.24680.定向矢量的方向.24685.ori/通道轴分配转换1.24690.零偏trafo圆轴的偏置.24700.倾斜轴1的角度.24710.底部刀具矢量.24720.速度留量.24721.反加速度.24750.倾斜轴2的角度.24760.底部刀具矢量.24770.速度留量.24771.反加速度.24800.旋转轴偏置.tracyl.1.24805.圆轴转换tracyl.1.24810.旋转轴符号.24820.底部刀具矢量.24850.旋转轴偏置tracyl.2.24855.圆轴转换tracyl.2.24860.旋转轴符号.24870.底部刀具矢量.24900.旋转轴偏置transmit.1.24905.圆轴转换transmit.1.24910.旋转轴符号.24911.工作区前后极的限制,2transm. 24920.底部刀具矢量.24950.旋转轴偏置transmit.2.24955.圆轴转换transmit.2.24960.旋转轴符号.24961.工作区前后极的限制,2transm. 24970.底部刀具矢量.24995.转换连接.24996.转换连接.通道数据:单冲和步冲数据:26000.冲击动作控制的硬件分配输入字节. 26002.编译启动方式.26004.快速输入位的屏蔽.26006.快速输出位的屏蔽.26008.m功能的定义.26010.冲击和多孔冲轴的定义.26012.激活冲/步冲功能.26014.激活自动路径分段.26016.单独轴的特性.26018.g603冲孔/步冲的延迟时间. 26020.冲加工信号不稳报警.标准文档27100.带绝对值参数的语句显示.27200.mmc信息(无物理单元).27201.mmc状态信息(无物理单元).27202.mmc信息(定位).27203.mmc状态信息(定位).27204.mmc信息(速度).27205.mmc状态信息(速度).27206.mmc信息(切削速度).27207.mmc状态信息(切削速度).27208.mmc信息(伺服).27209.mmc状态信息(伺服).27800.通道中的工艺方式.27860.激活程序执行时间测量.27880.激活工件计数器.27882.m代码零件计算由用户定义. 27900.%.ipo.缓冲器到使能记录文件.通道数据:通道专用存储器设定参数: 28000.reorg(dram)内存空间.28010.带reorg(重组)lud的模块(dram). 28020.lud的数量(dram).28030.局部用户变量数量.28040.lud(dram)内存大小.28050.r参数的数量(sram).28060.ipo缓冲区的程序块(dram).28070.用于准备程序块的程序块(dram). 28080.可设坐标frame数量(sram).28081.基本frame数量(sram).28082.系统frame.(sram).28085.分配刀偏单位通道(sram).(dram)的程序块元素.(dram)的程序块内存的大小. 28105.汇编循环堆栈存储器(kb)应用(dram). 28150.写plc变量单元(dram).28160.写ncu联接变量元素(dram).28180.轨迹数据缓冲器大小(dram).28200.特定通道保护范围(sram).28210.同步有效的保护范围(dram).28212.有效保护区域的元素.28250.同步移动单元(dram).28252.fctdef-元素数量(dram).28254.同步运动参数数量,s/dram.28255.$ac_param[].存储在.sram。
Siemens840D参数定义

Siemens.840D参数定义一.机床通用数据:系统设定数据:[10000-11999]10000.机床轴名称. [sell=200]. 10002.nck机械轴的逻辑图.10008.plc.控制的轴的最大号码. 10010.方式组的通道有效.10050.基本系统循环时间.10059.profibus.报警标识符(只对内部). 10060.位置控制循环系数.10061.位置控制循环.10062.位置控制循环延迟.10065.位置设定延迟.10070.插补运算器的周期系数. 10071.插补循环.10072.通讯任务周期的系数.10074.plc任务比插补任务的系数. 10075.plc循环时间.10080.取样实际值分配系数.10082.速度设定输出的超前时间. 10083.位置控制器输出保持时间的偏置. 10085.中断程序段监控时间(失效-激活). 10088.重新启动延迟.10089.缺少总线时脉冲抑制的等待时间. 10090.监控周期的系数.10091.检查周期时间的显示. 10092.安全数据再确认循环时间显示. 10093.spl文件存取号.10094.安全报警禁用级.10095.安全方式屏蔽.10096.安全诊断功能.10097.对于.spl-差额停止反应. 10098.profisafe.通讯的系数. 10099.profi安全.通讯循环时间. 10100.最大plc周期.10110.plc确认的平均时间.10120.plc启动的监控时间.10130.与mmc通讯的时间限制. 10131.过载时屏幕更新处理.10132.在零件程序中监控时间mmc命令. 10134.同时发生的mmc节点数量. 10136.pcs位置的显示方式.10140.与驱动通讯的时间限制. 10150.与驱动通讯的系数.10160.与mmc通讯的系数.10165.预留:.10170.mmc任务的启动时间限制. 10180.mmc任务到准备任务的系数. 10185.nck运行时间分量.10190.模拟的换刀时间.10192.齿轮换挡时间.10200.线性位置的计算精度.10210.角度位置的计算精度.10220.激活比例系数.10230.机床数据比例系数.10240.基本公制长度单位.10250.inch的转换系数.10260.有效转换的基本设定.10270.位置表的比例系统.10280.对rel.6.3的比较>和0(3的一般/t方向最小角度.二.通道数据:基本通道数据:[20000-21999]21084.一般/路径最小角度(3d.端面切削).21090.空间定位程序的最大导引角.21092.空间方向定位的最大倾斜角.21100.方位编程的角度定义.21102.通过g代码定义定位轴.21104.定向插补的g代码.21106.与笛卡尔的.jog.方式相应的系统.21108.大的循环插补方式,pole.po.21110.带自动frame定义的系统.21120.ori轴定义为参考轴.21130.ori轴定义为参考轴.21150.约定的定向轴快速移动.21155.约定的定向轴速度.21160.约定的几何轴快速移动.21165.约定的几何轴速度. 21170.定向轴加速度.21180.原始轴软件极限的检查.21186.零偏tocarr圆轴的偏置. 21190.刀具方向上的修正模式.21194.刀具方向上的在线修改速度. 21196.刀具方向上的在线修改加速度. 21200.快速返回的移动距离.21202.带镜像的快速返回.21204.急速返回时的停止特性.21210.用于中断的nck输入字节. 21220.nck.i/o.几个进给速度/段. 21230.几个进给/程序块内存响应. 21240.受保护的同步活动.21300.同步主轴定义,机床轴号. 21310.同步耦合类型主轴.21320.同步主轴的程序块过渡.21330.同步主轴特性中断.21340.同步主轴参数写保护.21380.延迟时间esr-axes.21381.ipo控制的esr-time中断.通道数据:数字化功能数据:[21400-21499] 21400.数字化软件包的版本.21420.测头的轴分配.21422.z方向的初始应力.21424.测头的分辨率.21430.最小偏向.21432.典型偏斜值.21434.急停的偏向1.21436.急停的偏向2.21440.数字化测量时的到位误差范围. 21450.数字化测量时的快速运行. 21460.数字化时的最大加速度. 21462.定位时的最大加速度. 21464.采样时的最大加速度. 21470.手动方式p系数.21472.p系数浏览.21474.扫描的时间常数.21476.刀具传送到刀夹的矢量.fm. 通道数据:研磨功能数据:21500.磨削轴的垂直偏置.21501.磨削轴的水平偏置.21502.调节轴的垂直偏置.21504.工作刃的垂直偏置.21506.工作刀头的水平偏置. 21508.q1的垂直分量.21510.q1的水平分量.21512.q2的垂直分量.21514.q2的水平分量.21516.工作刃导角.21518.工作刃的高端接触限制. 21520.工作刃接触低限.21522.磨削主轴的定义. 21524.控制主轴的定义.21526.g0的特殊逻辑.通道数据:通道辅助功能数据:[22000-24050] 22000.辅助功能组.22010.辅助功能的类型.22020.辅助功能扩展.22030.辅助功能值.22035.输出说明.22040.预先定义的辅助功能组.22050.预先定义的辅助功能方式.22060.预先定义的辅助功能扩展.22070.预先定义的辅助功能值.22080.输出说明.22100.带辅助功能的程序段转变.22110.h辅助功能类型是整数.22200.m功能的输出时间.22210.s功能的输出时间.22220.t功能的输出时间.22230.h功能的输出时间.22240.f功能的输出时间.22250.d功能的输出时间.22252.dl功能的输出时间.22254.附加的.m.功能到停止一个程序. 22256.对于有条件的.st.附加的.m.功能. 22260.e功能的输出时间.22300.程序块搜索后的辅助功能输出.22400.通过复位使s功能生效.22410.reset(复位)使f功能生效.22420.fgroup.指令缺省值设置.22500.plc.g功能.22510.到plc的g代码.22512.外部nc语言的g代码发送.22515.g组到plc的模式.22530.刀架改变时的m代码.22532.几何轴改变时的m代码.22534.变换改变时的m代码.22550.带t或m功能的.新刀具补偿.22560.换刀的m功能.22562.刀具交换过程出错.22600.程序段搜索后的速度5.22601.程序段搜索后的速度系数5.22620.基本功能设置在特殊启动.22621.释放.$mc_start_mode_mask_prt. 22622.允许通过plc启动零件程序.22700.trace_starttrace_event.轨迹文件记录. 22702.启动轨迹文件记录的条件.22704.停止轨迹文件记录的条件.mandsequenzstep.停止跟踪文件记录. 22708.选择轨迹文件的内容.22710.指定的轨迹数据.22712.指定的跟踪数据的索引中.22714.设定跟踪文件. 22800.简化轨迹输出激活.22900.strokecheck.方向(内部/外部). 22910.比例系数的输入灵敏度. 22914.轴比例系数(.g51.)激活. 22920.固定进给率.f1.-.f9.激活. 22930.分配平行通道轴到几何轴. 24000.g58和g9.frame区域. 24002.通道基础frame复位后激活. 24004.上电后复位通道基础frame. 24006.系统frame复位后激活. 24007.reset复位后清除系统frame. 24008.上电后复位通道基础frame. 24010.编程frame的复位方式. 24020.frame抑制位置.24030.acs协调系统的调节.24040.有效frame的适配.24050.保存和激活数据frame.通道中转换定义数据:[24100-24999] 24100.通道中的转换1.24110.转换1.的轴分配.24120.几何/通道轴分配,转换1. 24130.带第一转换的刀具处理. 24200.通道中的转换2.24210.转换2.的轴分配.24220.几何/通道轴分配,转换2. 24230.带第二转换的刀具处理.24300.通道中的转换3. 24310.转换3.的轴分配. 24320.几何/通道轴分配,转换3. 24330.带第三转换的刀具处理. 24400.通道中的转换4. 24410.转换4.的轴分配. 24420.几何/通道轴分配,转换4. 24426.带第四转换的刀具处理. 24430.通道中的转换5. 24432.转换5.的轴分配. 24434.几何/通道轴分配,转换5. 24436.带第五转换的刀具处理. 24440.通道中的转换6. 24442.转换6.的轴分配. 24444.几何/通道轴分配,转换6. 24446.带第六转换的刀具处理. 24450.通道中的转换7. 24452.转换7.的轴分配. 24454.几何/通道轴分配,转换7. 24456.带第七转换的刀具处理. 24460.通道中的转换8. 24462.转换8.的轴分配. 24464.几何/通道轴分配,转换8. 24466.带第八转换的刀具处理. 24500.五轴转换1的偏置矢量. 24510.旋转轴1/2的位置偏置. 24520.旋转轴.1/2的符号. 24530.五轴转换1的极点范围. 24540.pol-插补的结束角范围. 24550.底部刀具矢量. 24558.运动学平台偏置的矢量. 24560.运动偏置矢量. 24562.摆动直线轴的变换1. 24564.下垂头的角度. 24566.虚拟方向轴.24570.第一旋转轴方向. 24572.第二旋转轴方向. 24574.刀具基本方向. 24580.定向矢量的方向. 24585.ori/通道轴分配转换1. 24590.零偏trafo圆轴的偏置. 24600.五轴转换2的偏置矢量. 24610.旋转轴1/2的位置偏置. 24620.旋转轴.1/2的符号. 24630.五轴转换2的极点范围. 24640.pol-插补的结束角范围. 24650.底部刀具矢量. 24658.运动学平台偏置的矢量. 24660.运动偏置矢量. 24662.摆动直线轴的变换2. 24664.下垂头的角度. 24666.虚拟方向轴.24670.第一旋转轴方向.24672.第二旋转轴方向.24674.刀具基本方向.24680.定向矢量的方向.24685.ori/通道轴分配转换1. 24690.零偏trafo圆轴的偏置. 24700.倾斜轴1的角度.24710.底部刀具矢量.24720.速度留量.24721.反加速度.24750.倾斜轴2的角度.24760.底部刀具矢量.24770.速度留量.24771.反加速度.24800.旋转轴偏置.tracyl.1. 24805.圆轴转换tracyl.1.24810.旋转轴符号.24820.底部刀具矢量.24850.旋转轴偏置tracyl.2. 24855.圆轴转换tracyl.2.24860.旋转轴符号.24870.底部刀具矢量.24900.旋转轴偏置transmit.1. 24905.圆轴转换transmit.1. 24910.旋转轴符号.24911.工作区前后极的限制,2transm. 24920.底部刀具矢量.24950.旋转轴偏置transmit.2.24955.圆轴转换transmit.2.24960.旋转轴符号.24961.工作区前后极的限制,2transm. 24970.底部刀具矢量.24995.转换连接.24996.转换连接.通道数据:单冲和步冲数据:26000.冲击动作控制的硬件分配输入字节. 26002.编译启动方式.26004.快速输入位的屏蔽.26006.快速输出位的屏蔽.26008.m功能的定义.26010.冲击和多孔冲轴的定义.26012.激活冲/步冲功能.26014.激活自动路径分段.26016.单独轴的特性.26018.g603冲孔/步冲的延迟时间. 26020.冲加工信号不稳报警.27100.带绝对值参数的语句显示. 27200.mmc信息(无物理单元).27201.mmc状态信息(无物理单元). 27202.mmc信息(定位).27203.mmc状态信息(定位).27204.mmc信息(速度).27205.mmc状态信息(速度).27206.mmc信息(切削速度).27207.mmc状态信息(切削速度).27208.mmc信息(伺服).27209.mmc状态信息(伺服).27800.通道中的工艺方式.27860.激活程序执行时间测量.27880.激活工件计数器.27882.m代码零件计算由用户定义. 27900.%.ipo.缓冲器到使能记录文件.通道数据:通道专用存储器设定参数: 28000.reorg(dram)内存空间.28010.带reorg(重组)lud的模块(dram). 28020.lud的数量(dram).28030.局部用户变量数量.28040.lud(dram)内存大小.28050.r参数的数量(sram).28060.ipo缓冲区的程序块(dram). 28070.用于准备程序块的程序块(dram). 28080.可设坐标frame数量(sram). 28081.基本frame数量(sram).28082.系统frame.(sram).28085.分配刀偏单位通道(sram).(dram)的程序块元素.(dram)的程序块内存的大小. 28105.汇编循环堆栈存储器(kb)应用(dram). 28150.写plc变量单元(dram).28160.写ncu联接变量元素(dram).28180.轨迹数据缓冲器大小(dram).28200.特定通道保护范围(sram).28210.同步有效的保护范围(dram).28212.有效保护区域的元素.28250.同步移动单元(dram).28252.fctdef-元素数量(dram).28254.同步运动参数数量,s/dram.28255.$ac_param[].存储在.sram。
SINUMERIK_840D_sl_选项功能介绍

SINUMERIK_840D_sl_选项功能介绍Answers for industry.SINUMERIK 840D sl 选项功能介绍制造商部分适用于2.6 以上版本产品手册 ?? 05.2011SINUMERIK 840D sl 选项功能介绍一个附加的进给轴/主轴6FC5800-0AA00-0YB0 5一个附加的定位轴/辅助主轴 6FC5800-0AB00-0YB06附加一个操作方式组 6FC5800-0AC00-0YB07一个附加的通道6FC5800-0AC10-0YB08安全轴选项包附加 15 个轴/主轴6FC5800-0AC60-0YB09附加 1 个安全轴/主轴 6FC5800-0AC70-0YB010带力矩控制的固定点停止功能6FC5800-0AM01-0YB011同步轴对龙门轴6FC5800-0AM02-0YB012主从驱动控制6FC5800-0AM03-0YB013切线控制 6FC5800-0AM06-0YB014位置开关信号/软撞块功能 6FC5800-0AM07-0YB015高级位控功能APC6FC5800-0AM13-0YB016同步主轴/多边形车削COUP6FC5800-0AM14-0YB017多轴插补gt 4 插补轴6FC5800-0AM15-0YB018主从耦合以及曲线表插补LEAD6FC5800-0AM20-0YB019 电子齿轮EG6FC5800-0AM22-0YB020端面和圆柱面转换 6FC5800-0AM27-0YB021 斜轴转换功能 6FC5800-0AM28-0YB022冲压/剪切功能 6FC5800-0AM33-0YB023电子转换 6FC5800-0AM35-0YB024高级同步动作 6FC5800-0AM36-0YB025内部驱动变量分析 6FC5800-0AM41-0YB026从轮廓快速回退的异步中断子程序 6FC5800-0AM42-0YB027异步子程序及同步动作 6FC5800-0AM43-0YB028轮廓监控 6FC5800-0AM52-0YB029悬垂度补偿多维 6FC5800-0AM55-0YB030基本安全集成功能SI-Basic6FC5800-0AM63-0YB031高级安全集成功能SI-Comfort6FC5800-0AM64-0YB032耦合功能基本组合选项CPBasic6FC5800-0AM72-0YB033耦合功能高级组合选项CPComfort6FC5800-0AM73-0YB034SINUMERIK 840D sl 选项功能介绍耦合功能专家组合包CP Expert6FC5800-0AM74-0YB035耦合功能组—静态级6FC5800-0AM75-0YB036高级电子转换CP6FC5800-0AM76-0YB037刀具管理gt 3 个刀库6FC5800-0AM88-0YB038不配置 SINUMERIK OP 操作面板 6FC5800-0AP00-0YB039操作软件 HMI PRO sl RT 6FC5800-0AP47-0YB040电子钥匙系统 6FC5800-0AP53-0YB0415 轴加工郊拥?7 轴 6FC5800-0AS01-0YB042多轴扩展包 6FC5800-0AM10-0YB043紧急回退 ESR 功能6FC5800-0AM61-0YB044SINUMERIK Operate programming package 开发包运行授权 6FC5800-0AP60-0YB045SINUMERIK Operate Easy Screen 定制画面运行授权6FC5800-0AP64-0YB046SINUMERIK 840D sl 选项功能介绍SINUMERIK 840D sl 选项功能介绍—一个附加的进给轴/主轴 6FC5800-0AA00-0YB0目前SINUMERIK840D sl 系统的 CNC 软件在包含的轴数上有两种版本? 6-3包含 3 个轴/主轴最多可以扩展到 6 个轴/主轴? 31-5包含 5 个轴/主轴最多可以扩展到 31 个轴/主轴可以在机床所配置的 CNC 软件的基础下根据实际需要选择附加的进给轴/主轴个数。
840D sl常用参数PDF.pdf
840D sl常用参数1:MD9422 预置功能0---未出现任何软键1---出现“预设”软键2---出现“设计实际值”软键2:整定值分配MD 30110 CTRLOUT_MODULE_NR 整定值分配:通讯时隙。
用作MD13050 中I/O 地址表中的指针。
若不使用p978,则它相应于驱动器编号,例如:CU 或CU/ALM 之后的6 个驱动器: 1 ~ 6NX10 的3 个驱动器:7 ~ 9整定值类型MD 30130 CTRLOUT_TYPE1 整定值输出0 仿真编号MD 30200 NUM_ENCS测量系统 1 单位置测量系统2 双位置测量系统可通过IS DB31.DBX1.5/1.6 来选择测量系统1 或2索引[n] 测量系统机床数据具有索引[0] 或[1]。
[0] 第1 个测量系统的值[1] 第2 个测量系统的值实际值分配MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。
实际值输入MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值1/2/3 表示第1/2/3 个SINAMICS 编码器)编码器类型MD 30240 ENC_TYPE[n]1 增量型编码器(MD34200=1)4 绝对值编码器(MD34200=0)0 仿真极性实际值MD 32110 ENC_FEEDBACK_POL [n]0/1 默认值-1 极性改变运动方向MD 32100 AX_MOTION_DIR0/1 默认值-1 返回方向3:光栅尺MD 31000 ENC_IS_LINEAR [n]1 用于实际位置值采集的编码器为直线编码器(光栅尺)。
0 用于实际位置值采集的编码器是旋转编码器。
直接MD 31040 ENC_IS_DIRECT [n]测量系统 1 用于检测实际位置值的编码器直接位于机床上。
0 用于检测实际位置值的编码器直接位于电机上。
增量数MD 31020 ENC_RESOL [n]旋转测量系统中编码器旋转一圈的增量数。
Siemens840D参数定义
Siemens.840D参数定义一.机床通用数据:系统设定数据:[10000-11999]10000.机床轴名称. [sell=200]. 10002.nck机械轴的逻辑图.10008.plc.控制的轴的最大号码. 10010.方式组的通道有效.10050.基本系统循环时间.10059.profibus.报警标识符(只对内部). 10060.位置控制循环系数.10061.位置控制循环.10062.位置控制循环延迟.10065.位置设定延迟.10070.插补运算器的周期系数. 10071.插补循环.10072.通讯任务周期的系数.10074.plc任务比插补任务的系数. 10075.plc循环时间.10080.取样实际值分配系数.10082.速度设定输出的超前时间. 10083.位置控制器输出保持时间的偏置. 10085.中断程序段监控时间(失效-激活). 10088.重新启动延迟.10089.缺少总线时脉冲抑制的等待时间. 10090.监控周期的系数.10091.检查周期时间的显示. 10092.安全数据再确认循环时间显示. 10093.spl文件存取号.10094.安全报警禁用级.10095.安全方式屏蔽.10096.安全诊断功能.10097.对于.spl-差额停止反应. 10098.profisafe.通讯的系数. 10099.profi安全.通讯循环时间. 10100.最大plc周期.10110.plc确认的平均时间.10120.plc启动的监控时间.10130.与mmc通讯的时间限制. 10131.过载时屏幕更新处理.10132.在零件程序中监控时间mmc命令. 10134.同时发生的mmc节点数量. 10136.pcs位置的显示方式.10140.与驱动通讯的时间限制. 10150.与驱动通讯的系数.10160.与mmc通讯的系数.10165.预留:.10170.mmc任务的启动时间限制. 10180.mmc任务到准备任务的系数. 10185.nck运行时间分量.10190.模拟的换刀时间.10192.齿轮换挡时间.10200.线性位置的计算精度.10210.角度位置的计算精度.10220.激活比例系数.10230.机床数据比例系数.10240.基本公制长度单位.10250.inch的转换系数.10260.有效转换的基本设定.10270.位置表的比例系统.10280.对rel.6.3的比较>和0(3的一般/t方向最小角度.二.通道数据:基本通道数据:[20000-21999]21084.一般/路径最小角度(3d.端面切削).21090.空间定位程序的最大导引角.21092.空间方向定位的最大倾斜角.21100.方位编程的角度定义.21102.通过g代码定义定位轴.21104.定向插补的g代码.21106.与笛卡尔的.jog.方式相应的系统.21108.大的循环插补方式,pole.po.21110.带自动frame定义的系统.21120.ori轴定义为参考轴.21130.ori轴定义为参考轴.21150.约定的定向轴快速移动.21155.约定的定向轴速度.21160.约定的几何轴快速移动.21165.约定的几何轴速度. 21170.定向轴加速度.21180.原始轴软件极限的检查.21186.零偏tocarr圆轴的偏置. 21190.刀具方向上的修正模式.21194.刀具方向上的在线修改速度. 21196.刀具方向上的在线修改加速度. 21200.快速返回的移动距离.21202.带镜像的快速返回.21204.急速返回时的停止特性.21210.用于中断的nck输入字节. 21220.nck.i/o.几个进给速度/段. 21230.几个进给/程序块内存响应. 21240.受保护的同步活动.21300.同步主轴定义,机床轴号. 21310.同步耦合类型主轴.21320.同步主轴的程序块过渡.21330.同步主轴特性中断.21340.同步主轴参数写保护.21380.延迟时间esr-axes.21381.ipo控制的esr-time中断.通道数据:数字化功能数据:[21400-21499] 21400.数字化软件包的版本.21420.测头的轴分配.21422.z方向的初始应力.21424.测头的分辨率.21430.最小偏向.21432.典型偏斜值.21434.急停的偏向1.21436.急停的偏向2.21440.数字化测量时的到位误差范围. 21450.数字化测量时的快速运行. 21460.数字化时的最大加速度. 21462.定位时的最大加速度. 21464.采样时的最大加速度. 21470.手动方式p系数.21472.p系数浏览.21474.扫描的时间常数.21476.刀具传送到刀夹的矢量.fm. 通道数据:研磨功能数据:21500.磨削轴的垂直偏置.21501.磨削轴的水平偏置.21502.调节轴的垂直偏置.21504.工作刃的垂直偏置.21506.工作刀头的水平偏置. 21508.q1的垂直分量.21510.q1的水平分量.21512.q2的垂直分量.21514.q2的水平分量.21516.工作刃导角.21518.工作刃的高端接触限制. 21520.工作刃接触低限.21522.磨削主轴的定义. 21524.控制主轴的定义.21526.g0的特殊逻辑.通道数据:通道辅助功能数据:[22000-24050] 22000.辅助功能组.22010.辅助功能的类型.22020.辅助功能扩展.22030.辅助功能值.22035.输出说明.22040.预先定义的辅助功能组.22050.预先定义的辅助功能方式.22060.预先定义的辅助功能扩展.22070.预先定义的辅助功能值.22080.输出说明.22100.带辅助功能的程序段转变.22110.h辅助功能类型是整数.22200.m功能的输出时间.22210.s功能的输出时间.22220.t功能的输出时间.22230.h功能的输出时间.22240.f功能的输出时间.22250.d功能的输出时间.22252.dl功能的输出时间.22254.附加的.m.功能到停止一个程序. 22256.对于有条件的.st.附加的.m.功能. 22260.e功能的输出时间.22300.程序块搜索后的辅助功能输出.22400.通过复位使s功能生效.22410.reset(复位)使f功能生效.22420.fgroup.指令缺省值设置.22500.plc.g功能.22510.到plc的g代码.22512.外部nc语言的g代码发送.22515.g组到plc的模式.22530.刀架改变时的m代码.22532.几何轴改变时的m代码.22534.变换改变时的m代码.22550.带t或m功能的.新刀具补偿.22560.换刀的m功能.22562.刀具交换过程出错.22600.程序段搜索后的速度5.22601.程序段搜索后的速度系数5.22620.基本功能设置在特殊启动.22621.释放.$mc_start_mode_mask_prt. 22622.允许通过plc启动零件程序.22700.trace_starttrace_event.轨迹文件记录. 22702.启动轨迹文件记录的条件.22704.停止轨迹文件记录的条件.mandsequenzstep.停止跟踪文件记录. 22708.选择轨迹文件的内容.22710.指定的轨迹数据.22712.指定的跟踪数据的索引中.22714.设定跟踪文件. 22800.简化轨迹输出激活.22900.strokecheck.方向(内部/外部). 22910.比例系数的输入灵敏度. 22914.轴比例系数(.g51.)激活. 22920.固定进给率.f1.-.f9.激活. 22930.分配平行通道轴到几何轴. 24000.g58和g9.frame区域. 24002.通道基础frame复位后激活. 24004.上电后复位通道基础frame. 24006.系统frame复位后激活. 24007.reset复位后清除系统frame. 24008.上电后复位通道基础frame. 24010.编程frame的复位方式. 24020.frame抑制位置.24030.acs协调系统的调节.24040.有效frame的适配.24050.保存和激活数据frame.通道中转换定义数据:[24100-24999] 24100.通道中的转换1.24110.转换1.的轴分配.24120.几何/通道轴分配,转换1. 24130.带第一转换的刀具处理. 24200.通道中的转换2.24210.转换2.的轴分配.24220.几何/通道轴分配,转换2. 24230.带第二转换的刀具处理.24300.通道中的转换3. 24310.转换3.的轴分配. 24320.几何/通道轴分配,转换3. 24330.带第三转换的刀具处理. 24400.通道中的转换4. 24410.转换4.的轴分配. 24420.几何/通道轴分配,转换4. 24426.带第四转换的刀具处理. 24430.通道中的转换5. 24432.转换5.的轴分配. 24434.几何/通道轴分配,转换5. 24436.带第五转换的刀具处理. 24440.通道中的转换6. 24442.转换6.的轴分配. 24444.几何/通道轴分配,转换6. 24446.带第六转换的刀具处理. 24450.通道中的转换7. 24452.转换7.的轴分配. 24454.几何/通道轴分配,转换7. 24456.带第七转换的刀具处理. 24460.通道中的转换8. 24462.转换8.的轴分配. 24464.几何/通道轴分配,转换8. 24466.带第八转换的刀具处理. 24500.五轴转换1的偏置矢量. 24510.旋转轴1/2的位置偏置. 24520.旋转轴.1/2的符号. 24530.五轴转换1的极点范围. 24540.pol-插补的结束角范围. 24550.底部刀具矢量. 24558.运动学平台偏置的矢量. 24560.运动偏置矢量. 24562.摆动直线轴的变换1. 24564.下垂头的角度. 24566.虚拟方向轴.24570.第一旋转轴方向. 24572.第二旋转轴方向. 24574.刀具基本方向. 24580.定向矢量的方向. 24585.ori/通道轴分配转换1. 24590.零偏trafo圆轴的偏置. 24600.五轴转换2的偏置矢量. 24610.旋转轴1/2的位置偏置. 24620.旋转轴.1/2的符号. 24630.五轴转换2的极点范围. 24640.pol-插补的结束角范围. 24650.底部刀具矢量. 24658.运动学平台偏置的矢量. 24660.运动偏置矢量. 24662.摆动直线轴的变换2. 24664.下垂头的角度. 24666.虚拟方向轴.24670.第一旋转轴方向.24672.第二旋转轴方向.24674.刀具基本方向.24680.定向矢量的方向.24685.ori/通道轴分配转换1. 24690.零偏trafo圆轴的偏置. 24700.倾斜轴1的角度.24710.底部刀具矢量.24720.速度留量.24721.反加速度.24750.倾斜轴2的角度.24760.底部刀具矢量.24770.速度留量.24771.反加速度.24800.旋转轴偏置.tracyl.1. 24805.圆轴转换tracyl.1.24810.旋转轴符号.24820.底部刀具矢量.24850.旋转轴偏置tracyl.2. 24855.圆轴转换tracyl.2.24860.旋转轴符号.24870.底部刀具矢量.24900.旋转轴偏置transmit.1. 24905.圆轴转换transmit.1. 24910.旋转轴符号.24911.工作区前后极的限制,2transm. 24920.底部刀具矢量.24950.旋转轴偏置transmit.2.24955.圆轴转换transmit.2.24960.旋转轴符号.24961.工作区前后极的限制,2transm. 24970.底部刀具矢量.24995.转换连接.24996.转换连接.通道数据:单冲和步冲数据:26000.冲击动作控制的硬件分配输入字节. 26002.编译启动方式.26004.快速输入位的屏蔽.26006.快速输出位的屏蔽.26008.m功能的定义.26010.冲击和多孔冲轴的定义.26012.激活冲/步冲功能.26014.激活自动路径分段.26016.单独轴的特性.26018.g603冲孔/步冲的延迟时间. 26020.冲加工信号不稳报警.27100.带绝对值参数的语句显示. 27200.mmc信息(无物理单元).27201.mmc状态信息(无物理单元). 27202.mmc信息(定位).27203.mmc状态信息(定位).27204.mmc信息(速度).27205.mmc状态信息(速度).27206.mmc信息(切削速度).27207.mmc状态信息(切削速度).27208.mmc信息(伺服).27209.mmc状态信息(伺服).27800.通道中的工艺方式.27860.激活程序执行时间测量.27880.激活工件计数器.27882.m代码零件计算由用户定义. 27900.%.ipo.缓冲器到使能记录文件.通道数据:通道专用存储器设定参数: 28000.reorg(dram)内存空间.28010.带reorg(重组)lud的模块(dram). 28020.lud的数量(dram).28030.局部用户变量数量.28040.lud(dram)内存大小.28050.r参数的数量(sram).28060.ipo缓冲区的程序块(dram). 28070.用于准备程序块的程序块(dram). 28080.可设坐标frame数量(sram). 28081.基本frame数量(sram).28082.系统frame.(sram).28085.分配刀偏单位通道(sram).(dram)的程序块元素.(dram)的程序块内存的大小. 28105.汇编循环堆栈存储器(kb)应用(dram). 28150.写plc变量单元(dram).28160.写ncu联接变量元素(dram).28180.轨迹数据缓冲器大小(dram).28200.特定通道保护范围(sram).28210.同步有效的保护范围(dram).28212.有效保护区域的元素.28250.同步移动单元(dram).28252.fctdef-元素数量(dram).28254.同步运动参数数量,s/dram.28255.$ac_param[].存储在.sram。
(2020年整理)840D sl常用参数.pptx

1 第 1 个测量系统的值 2 第 2 个测量系统的值 实际值分配 MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。 实际值输入 MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值 1/2/3 表示第 1/2/3 个 SINAMICS 编码
CU 或 CU/ALM 之后的 6 个驱动器: 1 ~ 6
NX10 的 3 个驱动器: 7 ~ 9 整定值类型 MD 30130 CTRLOUT_TYPE
1 整定值输出 0 仿真
编号 MD 30200 NUM_ENCS
测量系统 1 单位置测量系统
2 双位置测量系统
可通过 IS DB31.DBX1.5/1.6 来选择测量系统 1 或 2 索引 [n] 测量系统机床数据具有索引 [0] 或 [1]。
器)
编码器类型 MD 30240 ENC_TYPE[n]
1 增量型编码器 (MD34200=1)
4 绝对值编码器 (MD34200=0)
1 仿真
极性实际值 MD 32110 ENC_FEEDBACK_POL [n] 0/1 默认值 -1 极性改变 运动方向 MD 32100 AX_MOTION_DIR
0/1 默认值 -1 返回方EAR [n]
1 用于实际位置值采集的编码器为直线编码器(光栅尺)。 0 用于实际位置值采集的编码器是旋转编码器。 直接 MD 31040 ENC_IS_DIRECT [n]
840dsl常用参数

840D sl常用参数1:MD9422 预置功能0---未出现任何软键1---出现“预设”软键2---出现“设计实际值”软键2:整定值分配MD 30110 CTRLOUT_MODULE_NR 整定值分配:通讯时隙。
用作MD13050 中I/O 地址表中的指针。
若不使用p978,则它相应于驱动器编号,例如:CU 或CU/ALM 之后的6 个驱动器: 1 ~ 6NX10 的3 个驱动器:7 ~ 9整定值类型MD 30130 CTRLOUT_TYPE1 整定值输出0 仿真编号MD 30200 NUM_ENCS测量系统 1 单位置测量系统2 双位置测量系统可通过IS 来选择测量系统 1 或 2索引[n] 测量系统机床数据具有索引[0] 或[1]。
[0] 第1 个测量系统的值[1] 第2 个测量系统的值实际值分配MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。
实际值输入MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值1/2/3 表示第1/2/3 个SINAMICS 编码器)编码器类型MD 30240 ENC_TYPE[n]1 增量型编码器(MD34200=1)4 绝对值编码器(MD34200=0)0 仿真极性实际值MD 32110 ENC_FEEDBACK_POL [n]0/1 默认值-1 极性改变运动方向MD 32100 AX_MOTION_DIR0/1 默认值-1 返回方向3:光栅尺MD 31000 ENC_IS_LINEAR [n]1 用于实际位置值采集的编码器为直线编码器(光栅尺)。
0 用于实际位置值采集的编码器是旋转编码器。
直接MD 31040 ENC_IS_DIRECT [n]测量系统 1 用于检测实际位置值的编码器直接位于机床上。
0 用于检测实际位置值的编码器直接位于电机上。
增量数MD 31020 ENC_RESOL [n]旋转测量系统中编码器旋转一圈的增量数。
840D sl常用参数

840D sl常用参数1:MD9422 预置功能 0---未出现任何软键1---出现“预设”软键2---出现“设计实际值”软键2:整定值分配 MD 30110 CTRLOUT_MODULE_NR 整定值分配:通讯时隙。
用作 MD13050 中 I/O 地址表中的指针。
若不使用 p978,则它相应于驱动器编号,例如:CU 或 CU/ALM 之后的 6 个驱动器: 1 ~ 6NX10 的 3 个驱动器: 7 ~ 9整定值类型MD 30130 CTRLOUT_TYPE1 整定值输出0 仿真编号 MD 30200 NUM_ENCS测量系统 1 单位置测量系统2 双位置测量系统可通过 IS DB31.DBX1.5/1.6 来选择测量系统 1 或 2索引 [n] 测量系统机床数据具有索引 [0] 或 [1]。
[0] 第 1 个测量系统的值[1] 第 2 个测量系统的值实际值分配 MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。
实际值输入 MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值 1/2/3 表示第 1/2/3 个 SINAMICS 编码器)编码器类型 MD 30240 ENC_TYPE[n]1 增量型编码器 (MD34200=1)4 绝对值编码器 (MD34200=0)0 仿真极性实际值 MD 32110 ENC_FEEDBACK_POL [n]0/1 默认值-1 极性改变运动方向 MD 32100 AX_MOTION_DIR0/1 默认值-1 返回方向3:光栅尺 MD 31000 ENC_IS_LINEAR [n]1 用于实际位置值采集的编码器为直线编码器(光栅尺)。
0 用于实际位置值采集的编码器是旋转编码器。
直接 MD 31040 ENC_IS_DIRECT [n]测量系统 1 用于检测实际位置值的编码器直接位于机床上。
0 用于检测实际位置值的编码器直接位于电机上。
Siemens840D参数定义
Siemens.840D参数定义一.机床通用数据:系统设定数据:[10000-11999]10000.机床轴名称. [sell=200]. 10002.nck机械轴的逻辑图.10008.plc.控制的轴的最大号码. 10010.方式组的通道有效.10050.基本系统循环时间.10059.profibus.报警标识符(只对内部). 10060.位置控制循环系数.10061.位置控制循环.10062.位置控制循环延迟.10065.位置设定延迟.10070.插补运算器的周期系数. 10071.插补循环.10072.通讯任务周期的系数.10074.plc任务比插补任务的系数. 10075.plc循环时间.10080.取样实际值分配系数.10082.速度设定输出的超前时间. 10083.位置控制器输出保持时间的偏置. 10085.中断程序段监控时间(失效-激活). 10088.重新启动延迟.10089.缺少总线时脉冲抑制的等待时间. 10090.监控周期的系数.10091.检查周期时间的显示. 10092.安全数据再确认循环时间显示. 10093.spl文件存取号.10094.安全报警禁用级.10095.安全方式屏蔽.10096.安全诊断功能.10097.对于.spl-差额停止反应. 10098.profisafe.通讯的系数. 10099.profi安全.通讯循环时间. 10100.最大plc周期.10110.plc确认的平均时间.10120.plc启动的监控时间.10130.与mmc通讯的时间限制. 10131.过载时屏幕更新处理.10132.在零件程序中监控时间mmc命令. 10134.同时发生的mmc节点数量. 10136.pcs位置的显示方式.10140.与驱动通讯的时间限制. 10150.与驱动通讯的系数.10160.与mmc通讯的系数.10165.预留:.10170.mmc任务的启动时间限制. 10180.mmc任务到准备任务的系数. 10185.nck运行时间分量.10190.模拟的换刀时间.10192.齿轮换挡时间.10200.线性位置的计算精度.10210.角度位置的计算精度.10220.激活比例系数.10230.机床数据比例系数.10240.基本公制长度单位.10250.inch的转换系数.10260.有效转换的基本设定.10270.位置表的比例系统.10280.对rel.6.3的比较>和0(3的一般/t方向最小角度.二.通道数据:基本通道数据:[20000-21999]21084.一般/路径最小角度(3d.端面切削).21090.空间定位程序的最大导引角.21092.空间方向定位的最大倾斜角.21100.方位编程的角度定义.21102.通过g代码定义定位轴.21104.定向插补的g代码.21106.与笛卡尔的.jog.方式相应的系统.21108.大的循环插补方式,pole.po.21110.带自动frame定义的系统.21120.ori轴定义为参考轴.21130.ori轴定义为参考轴.21150.约定的定向轴快速移动.21155.约定的定向轴速度.21160.约定的几何轴快速移动.21165.约定的几何轴速度. 21170.定向轴加速度.21180.原始轴软件极限的检查.21186.零偏tocarr圆轴的偏置. 21190.刀具方向上的修正模式.21194.刀具方向上的在线修改速度. 21196.刀具方向上的在线修改加速度. 21200.快速返回的移动距离.21202.带镜像的快速返回.21204.急速返回时的停止特性.21210.用于中断的nck输入字节. 21220.nck.i/o.几个进给速度/段. 21230.几个进给/程序块内存响应. 21240.受保护的同步活动.21300.同步主轴定义,机床轴号. 21310.同步耦合类型主轴.21320.同步主轴的程序块过渡.21330.同步主轴特性中断.21340.同步主轴参数写保护.21380.延迟时间esr-axes.21381.ipo控制的esr-time中断.通道数据:数字化功能数据:[21400-21499] 21400.数字化软件包的版本.21420.测头的轴分配.21422.z方向的初始应力.21424.测头的分辨率.21430.最小偏向.21432.典型偏斜值.21434.急停的偏向1.21436.急停的偏向2.21440.数字化测量时的到位误差范围. 21450.数字化测量时的快速运行. 21460.数字化时的最大加速度. 21462.定位时的最大加速度. 21464.采样时的最大加速度. 21470.手动方式p系数.21472.p系数浏览.21474.扫描的时间常数.21476.刀具传送到刀夹的矢量.fm. 通道数据:研磨功能数据:21500.磨削轴的垂直偏置.21501.磨削轴的水平偏置.21502.调节轴的垂直偏置.21504.工作刃的垂直偏置.21506.工作刀头的水平偏置. 21508.q1的垂直分量.21510.q1的水平分量.21512.q2的垂直分量.21514.q2的水平分量.21516.工作刃导角.21518.工作刃的高端接触限制. 21520.工作刃接触低限.21522.磨削主轴的定义. 21524.控制主轴的定义.21526.g0的特殊逻辑.通道数据:通道辅助功能数据:[22000-24050] 22000.辅助功能组.22010.辅助功能的类型.22020.辅助功能扩展.22030.辅助功能值.22035.输出说明.22040.预先定义的辅助功能组.22050.预先定义的辅助功能方式.22060.预先定义的辅助功能扩展.22070.预先定义的辅助功能值.22080.输出说明.22100.带辅助功能的程序段转变.22110.h辅助功能类型是整数.22200.m功能的输出时间.22210.s功能的输出时间.22220.t功能的输出时间.22230.h功能的输出时间.22240.f功能的输出时间.22250.d功能的输出时间.22252.dl功能的输出时间.22254.附加的.m.功能到停止一个程序. 22256.对于有条件的.st.附加的.m.功能. 22260.e功能的输出时间.22300.程序块搜索后的辅助功能输出.22400.通过复位使s功能生效.22410.reset(复位)使f功能生效.22420.fgroup.指令缺省值设置.22500.plc.g功能.22510.到plc的g代码.22512.外部nc语言的g代码发送.22515.g组到plc的模式.22530.刀架改变时的m代码.22532.几何轴改变时的m代码.22534.变换改变时的m代码.22550.带t或m功能的.新刀具补偿.22560.换刀的m功能.22562.刀具交换过程出错.22600.程序段搜索后的速度5.22601.程序段搜索后的速度系数5.22620.基本功能设置在特殊启动.22621.释放.$mc_start_mode_mask_prt. 22622.允许通过plc启动零件程序.22700.trace_starttrace_event.轨迹文件记录. 22702.启动轨迹文件记录的条件.22704.停止轨迹文件记录的条件.mandsequenzstep.停止跟踪文件记录. 22708.选择轨迹文件的内容.22710.指定的轨迹数据.22712.指定的跟踪数据的索引中.22714.设定跟踪文件. 22800.简化轨迹输出激活.22900.strokecheck.方向(内部/外部). 22910.比例系数的输入灵敏度. 22914.轴比例系数(.g51.)激活. 22920.固定进给率.f1.-.f9.激活. 22930.分配平行通道轴到几何轴. 24000.g58和g9.frame区域. 24002.通道基础frame复位后激活. 24004.上电后复位通道基础frame. 24006.系统frame复位后激活. 24007.reset复位后清除系统frame. 24008.上电后复位通道基础frame. 24010.编程frame的复位方式. 24020.frame抑制位置.24030.acs协调系统的调节.24040.有效frame的适配.24050.保存和激活数据frame.通道中转换定义数据:[24100-24999] 24100.通道中的转换1.24110.转换1.的轴分配.24120.几何/通道轴分配,转换1. 24130.带第一转换的刀具处理. 24200.通道中的转换2.24210.转换2.的轴分配.24220.几何/通道轴分配,转换2. 24230.带第二转换的刀具处理.24300.通道中的转换3. 24310.转换3.的轴分配. 24320.几何/通道轴分配,转换3. 24330.带第三转换的刀具处理. 24400.通道中的转换4. 24410.转换4.的轴分配. 24420.几何/通道轴分配,转换4. 24426.带第四转换的刀具处理. 24430.通道中的转换5. 24432.转换5.的轴分配. 24434.几何/通道轴分配,转换5. 24436.带第五转换的刀具处理. 24440.通道中的转换6. 24442.转换6.的轴分配. 24444.几何/通道轴分配,转换6. 24446.带第六转换的刀具处理. 24450.通道中的转换7. 24452.转换7.的轴分配. 24454.几何/通道轴分配,转换7. 24456.带第七转换的刀具处理. 24460.通道中的转换8. 24462.转换8.的轴分配. 24464.几何/通道轴分配,转换8. 24466.带第八转换的刀具处理. 24500.五轴转换1的偏置矢量. 24510.旋转轴1/2的位置偏置. 24520.旋转轴.1/2的符号. 24530.五轴转换1的极点范围. 24540.pol-插补的结束角范围. 24550.底部刀具矢量. 24558.运动学平台偏置的矢量. 24560.运动偏置矢量. 24562.摆动直线轴的变换1. 24564.下垂头的角度. 24566.虚拟方向轴.24570.第一旋转轴方向. 24572.第二旋转轴方向. 24574.刀具基本方向. 24580.定向矢量的方向. 24585.ori/通道轴分配转换1. 24590.零偏trafo圆轴的偏置. 24600.五轴转换2的偏置矢量. 24610.旋转轴1/2的位置偏置. 24620.旋转轴.1/2的符号. 24630.五轴转换2的极点范围. 24640.pol-插补的结束角范围. 24650.底部刀具矢量. 24658.运动学平台偏置的矢量. 24660.运动偏置矢量. 24662.摆动直线轴的变换2. 24664.下垂头的角度. 24666.虚拟方向轴.24670.第一旋转轴方向.24672.第二旋转轴方向.24674.刀具基本方向.24680.定向矢量的方向.24685.ori/通道轴分配转换1. 24690.零偏trafo圆轴的偏置. 24700.倾斜轴1的角度.24710.底部刀具矢量.24720.速度留量.24721.反加速度.24750.倾斜轴2的角度.24760.底部刀具矢量.24770.速度留量.24771.反加速度.24800.旋转轴偏置.tracyl.1. 24805.圆轴转换tracyl.1.24810.旋转轴符号.24820.底部刀具矢量.24850.旋转轴偏置tracyl.2. 24855.圆轴转换tracyl.2.24860.旋转轴符号.24870.底部刀具矢量.24900.旋转轴偏置transmit.1. 24905.圆轴转换transmit.1. 24910.旋转轴符号.24911.工作区前后极的限制,2transm. 24920.底部刀具矢量.24950.旋转轴偏置transmit.2.24955.圆轴转换transmit.2.24960.旋转轴符号.24961.工作区前后极的限制,2transm. 24970.底部刀具矢量.24995.转换连接.24996.转换连接.通道数据:单冲和步冲数据:26000.冲击动作控制的硬件分配输入字节. 26002.编译启动方式.26004.快速输入位的屏蔽.26006.快速输出位的屏蔽.26008.m功能的定义.26010.冲击和多孔冲轴的定义.26012.激活冲/步冲功能.26014.激活自动路径分段.26016.单独轴的特性.26018.g603冲孔/步冲的延迟时间. 26020.冲加工信号不稳报警.27100.带绝对值参数的语句显示. 27200.mmc信息(无物理单元).27201.mmc状态信息(无物理单元). 27202.mmc信息(定位).27203.mmc状态信息(定位).27204.mmc信息(速度).27205.mmc状态信息(速度).27206.mmc信息(切削速度).27207.mmc状态信息(切削速度).27208.mmc信息(伺服).27209.mmc状态信息(伺服).27800.通道中的工艺方式.27860.激活程序执行时间测量.27880.激活工件计数器.27882.m代码零件计算由用户定义. 27900.%.ipo.缓冲器到使能记录文件.通道数据:通道专用存储器设定参数: 28000.reorg(dram)内存空间.28010.带reorg(重组)lud的模块(dram). 28020.lud的数量(dram).28030.局部用户变量数量.28040.lud(dram)内存大小.28050.r参数的数量(sram).28060.ipo缓冲区的程序块(dram). 28070.用于准备程序块的程序块(dram). 28080.可设坐标frame数量(sram). 28081.基本frame数量(sram).28082.系统frame.(sram).28085.分配刀偏单位通道(sram).(dram)的程序块元素.(dram)的程序块内存的大小. 28105.汇编循环堆栈存储器(kb)应用(dram). 28150.写plc变量单元(dram).28160.写ncu联接变量元素(dram).28180.轨迹数据缓冲器大小(dram).28200.特定通道保护范围(sram).28210.同步有效的保护范围(dram).28212.有效保护区域的元素.28250.同步移动单元(dram).28252.fctdef-元素数量(dram).28254.同步运动参数数量,s/dram.28255.$ac_param[].存储在.sram。
WY-双面板操作840DSL-配置
WY-双面板操作840DSL-配置6FC5372-0AA30-0AA06FC5851-1YG41-2YA0-ZM10 6FC5851-1YC40-2YA8 6FC5860-1YC00-0YA06FC5210-0DF52-2AA06FC5203-0AF00-0AA16FC5248-0AF20-2AA06FC5303-0AF22-0AA16ES7390-1AE80-0AA06ES7153-1AA03-0XB06ES7321-1BL00-0AA06ES7322-1BL00-0AA06ES7392-1AM00-0AA06ES7972-0BA42-0XA06XV1830-0EH106XV1840-2AH106SL3040-1NB00-0AA06SL3060-4AB00-0AA06SL3060-4AD00-0AA06SL3060-4AK00-0AA06SL3060-4AP00-0AA06SL3060-4AU00-0AA06SL3162-2AA00-0AA06EP1437-2BA206SL3130-7TE23-6AA36SL3120-2TE21-0AA36SL3120-2TE21-0AA36SL3120-2TE21-0AA36SL3120-2TE21-0AA36SL3120-2TE21-0AA36SL3100-0BE23-6AB06FX5002-5CN01-1CA06FX5002-2DC10-1CA01FK7100-2AC71-1RG16FX5002-5CN01-1CA06FX5002-2DC10-1CA01FK7100-2AC71-1RG16FX5002-5CN01-1CA06FX5002-2DC10-1CA0 1FK7100-2AC71-1RG1 6FX5002-5CN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RG1 6FX5002-5CN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RG1 6FX5002-5DN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RH1 6FX5002-5DN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RH1 6FX5002-5DN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RH1 6FX5002-5DN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RH1 6FX5002-5DN01-1CA0 6FX5002-2DC10-1CA0 1FK7100-2AC71-1RH1 6FC5211-0BA01-0AA3SINUMERIK; 840D sl; NCU 720.3PN with PLC 317-3PN/DP1 SINUMERIK Operate, 4.5SP2, CF with license1 CNC software (toolbox), CD/DVD0 SINUMERIK Operate for PCU, Current, CD/DVD with license0 PCU 50.5-C 1.86 GHz / 1024 MB XP2 OP 010 (membrane keys, 640x480 pixels)2 Mounting bracket2 MCP 483C PN (mechanical keys, width 483 mm)2 Length 482 mm1 IM 153-1 interface, standard temperature range1 SM 321, 32 DI, 24 VDC, 40-pin2 SM 322, 32 DO, 24 VDC, 0.5 A, 40-pin2 40-pin front connector with screw contacts4 Connector; Inclined cable outlet2 Connecting cable; PROFIBUS20 Connecting cable; Ethernet (universal use)20 Numeric Extension NX15.31 DRIVE-CLiQ cable;DRIVE-CLiQ cable (in fixed lengths) IP20/IP20 (fixed mounting);0.11 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable (in fixed lengths) IP20/IP20 (fixed mounting); 0.16 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable (in fixed lengths) IP20/IP20 (fixed mounting); 0.31 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable (in fixed lengths) IP20/IP20 (fixed mounting); 0.41 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable (in fixed lengths) IP20/IP20 (fixed mounting); 0.60 m2 24 V terminal adapter1 SITOP smart 40.00 A1Drive system / Supply systemActive Line Module; 36.00 kW1 Double Motor Module; 9.00 Afor the following axes:Axis + Axis (1)1 Double Motor Module; 9.00 Afor the following axes:Axis (2) + Axis (3)1 Double Motor Module; 9.00 Afor the following axes:Axis (4) + Axis (5)1 Double Motor Module; 9.00 Afor the following axes:Axis (6) + Axis (7)1 Double Motor Module; 9.00 Afor the following axes:Axis (8) + Axis (9)1 Active Interface Module1 Motor supply cable; SPEED CONNECT MC500 without brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 without brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable;SPEED CONNECT MC500 without brake cable (fixed mounting);20.0 m1DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 without brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 without brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 with brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 with brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 with brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 with brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 Motor supply cable; SPEED CONNECT MC500 with brake cable (fixed mounting); 20.0 m1 DRIVE-CLiQ cable; DRIVE-CLiQ cable MOTION CONNECT 500 IP20/IP67 (fixed mounting); 20.00 m1 Synchronous servo motor (feed motor) 1FT/1FK; 3.04 kW; Shaft height 100 mm1 ADI41total:423486RMB。
840D参数说明书
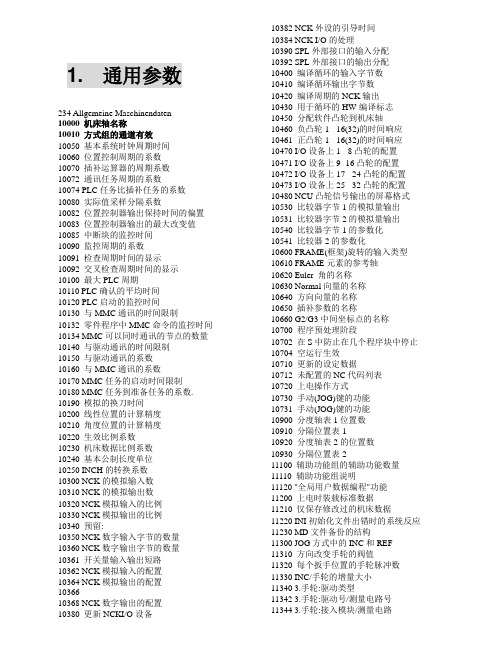
1. 通用参数234 Allgemeine Maschinendaten10000 机床轴名称10010 方式组的通道有效10050 基本系统时钟周期时间10060 位置控制周期的系数10070 插补运算器的周期系数10072 通讯任务周期的系数10074 PLC任务比插补任务的系数10080 实际值采样分隔系数10082 位置控制器输出保持时间的偏置10083 位置控制器输出的最大改变值10085 中断块的监控时间10090 监控周期的系数10091 检查周期时间的显示10092 交叉检查周期时间的显示10100 最大PLC周期10110 PLC确认的平均时间10120 PLC启动的监控时间10130 与MMC通讯的时间限制10132 零件程序中MMC命令的监控时间10134 MMC可以同时通讯的节点的数量10140 与驱动通讯的时间限制10150 与驱动通讯的系数10160 与MMC通讯的系数10170 MMC任务的启动时间限制10180 MMC任务到准备任务的系数. 10190 模拟的换刀时间10200 线性位置的计算精度10210 角度位置的计算精度10220 生效比例系数10230 机床数据比例系数10240 基本公制长度单位10250 INCH的转换系数10300 NCK的模拟输入数10310 NCK的模拟输出数10320 NCK模拟输入的比例10330 NCK模拟输出的比例10340 预留:10350 NCK数字输入字节的数量10360 NCK数字输出字节的数量10361 开关量输入输出短路10362 NCK模拟输入的配置10364 NCK模拟输出的配置1036610368 NCK数字输出的配置10380 更新NCKI/O设备10382 NCK外设的引导时间10384 NCK I/O的处理10390 SPL外部接口的输入分配10392 SPL外部接口的输出分配10400 编译循环的输入字节数10410 编译循环输出字节数10420 编译周期的NCK输出10430 用于循环的HW-编译标志10450 分配软件凸轮到机床轴10460 负凸轮1 - 16(32)的时间响应10461 正凸轮1 - 16(32)的时间响应10470 I/O设备上1 - 8凸轮的配置10471 I/O设备上9 -16凸轮的配置10472 I/O设备上17 - 24凸轮的配置10473 I/O设备上25 - 32凸轮的配置10480 NCU凸轮信号输出的屏幕格式10530 比较器字节1的模拟量输出10531 比较器字节2的模拟量输出10540 比较器字节1的参数化10541 比较器2的参数化10600 FRAME(框架)旋转的输入类型10610 FRAME元素的参考轴10620 Euler 角的名称10630 Normal向量的名称10640 方向向量的名称10650 插补参数的名称10660 G2/G3中间坐标点的名称10700 程序预处理阶段10702 在S中防止在几个程序块中停止10704 空运行生效10710 更新的设定数据10712 未配置的NC代码列表10720 上电操作方式10730 手动(JOG)键的功能10731 手动(JOG)键的功能10900 分度轴表1位置数10910 分隔位置表110920 分度轴表2的位置数10930 分隔位置表211100 辅助功能组的辅助功能数量11110 辅助功能组说明11120 "全局用户数据编程"功能11200 上电时装载标准数据11210 仅保存修改过的机床数据11220 INI初始化文件出错时的系统反应11230 MD文件备份的结构11300 JOG方式中的INC和REF 11310 方向改变手轮的阀值11320 每个扳手位置的手轮脉冲数11330 INC/手轮的增量大小11340 3.手轮:驱动类型11342 3.手轮:驱动号/测量电路号11344 3.手轮:接入模块/测量电路11346 手轮:11380 SI测试机床数据11382 地址单元的INTEGER整数显示11384 地址单元的REAL显示11386 地址单元的整数INTEGER输入11388 地址单元的REAL输入11390 地址单元的内容重写11400 生效内部跟踪功能11410 报警输出的屏蔽11411 报警生效.11412 报警响应CHAN_NOREADY有效11413 报警参数作为文本11420 记录文件大小(KB)11430 数字化时的通道定义11432 3轴或3+2轴数字化的选择11450 参数化搜索11460 异步往复的模式表单11500 受保护的同步动作11600 固定的BAG响应.11602 ASUP运行时不考虑停止的原因11604 从哪个Asupprio固定ASUP_START_MA 11610 生效用户定义ASUP程序11612 用户定义AS的保护级12000 灰度-编码轴进给率开关12010 轴进给倍率系数12020 速度滤波器1带宽- 设定点12030 路径进给倍率的系数12040 灰度码快速运行倍率开关12050 快速进给的倍率系数12060 灰度码主轴倍率开关12070 主轴倍率的系数12080 回参考点速度的倍率12082 进给倍率12100 二进制编码的倍率限定12200 在倍率0时运行12202 直线轴的固定进给率12204 旋转轴的固定进给率12205 主轴固定转速13000 驱动在运行13010 逻辑驱动号13020 驱动模块的功率部分代码13030 模块识别13040 驱动类型13100 诊断驱动母线13200 探头极性改变14000 SSI绝对值编码器的波特率14010 FIPO启动延迟14020 SSI的延迟时间14500 输入字节的个数(从PLC)14502 输出字节的个数(到PLC)14504 用户数据的号(I14506 用户数据的号(HEX)14508 用户数据的号(FLOAT) 14510 用户数据(INT)14512 用户数据(HEX)14514 用户数据(FLOAT)14516 用户数据(HEX)18000 更新PLC接口18040 PCMCIA卡的版本和可能日期18050 自由动态内存的显示18060 自由动态内存的显示18070 双口RAM的自由内存显示18080 TC(SRAM)保留内存18082 NCK(SRAM)中的刀具18084 NCK(SRAM)中的刀库18086 NCK(SRAM)中的刀库位置18088 被de的刀架最大数量18090 CC刀库数据的数量(SRAM) 18092 CC刀库位置数据的数量(SRAM) 18094 CC刀具数据的数量(SRAM) 18096 CC每个刀刃的数据数(SRAM) 18098 CC监控数据的数量(SRAM) 18100 刀偏区(SRAM)的刀偏值18102 D号编程的类型(SRAM)18110 TOA模块(SRAM)的个数18118 GUD文件的数量(SRAM)18120 全局GUD定义的数量(SRAM) 18130 通道GUD定义的数量(SRAM) 18140 轴GUD定义的数量(SRAM) 18150 GUD数值(SRAM)内存容量18160 宏指令的数量(SRAM)18170 附加功能的数量(DRAM)18180 附加参数的数量(DRAM)18190 全局保护范围的数量(SRAM) 18210 DRAM中的用户内存18220 双口RAM中的用户内存18230 SRAM中的用户内存18240 LUD无序表的大小(DRAM) 18242 LUD/GUD数值内存限制18250 通道数据(DRAM)的无序表尺寸18260 全局数据(DRAM)的无序表尺寸18270 子目录的数量18280 每个目录的文件数(SRAM) 18290 文件(SRAM)的无序表尺寸18300 子目录(SRAM)的无序表尺寸18310 被动文件系统(SRAM)的目录18320 被动文件系统的文件(SRAM) 18330 NC程序块(SRAM)的最大长度18342 低头补偿(SRAM)的中间点18350 最小零件程序内存(SRAM) 18360 FIFO-缓存大小18362 从外部执行的程序级数18400 曲线表的号(SRAM)18402 曲线段的号(SRAM)18404 曲线表多项值的数量(SRAM) 18500 外部通讯任务(DRAM)的堆栈大小18502 通讯任务(DRAM)的堆栈大小18510 伺服任务(DRAM)的堆栈大小18520 驱动任务(DRAM)的堆栈大小18530 MMC任务(DRAM)堆栈的大小18540 PLC任务(DRAM)堆栈大小18600 FRAME的精确变换18900 FPU计算错误的系统反应18910 FPU控制字的基本初始化18920 FPU计算错误的例外形式19000 操作数据19100 选项数据19110 选项数据19120 选项数据19130 选项数据19200选项数据19220 选项数据19250 选项数据19270 选项数据19280 选项数据19290 选项数据19300 选项数据19310 选项数据19320选项数据19330 选项数据19334 选项数据19340 选项数据19400 选项数据19410 选项数据19500 选项数据19600 选项数据2. 通道参数251 Kanal-Maschinendaten20000 通道名称20050 几何轴-通道轴的分配20060 通道中的几何轴名称20070 通道中机床轴号20080 通道中的通道轴名称20090 主导主轴的号20092 主轴旋转的使能/使能取消20100 带面对轴功能的几何轴20110 RESET复位时的基本功能设置20112 NC启动的基本功能设置20114 方式改变中断了MDA20116 不管怎样执行完中断程序20117 不管怎样执行完中断程序20118 使能自动几何轴改变20120 RESET复位时刀具生效20121 复位的预选刀具20122 TC和RESET复位时刀具生效20124 刀具夹持装置号20126 RESET复位时刀架生效20128 换刀在搜索中20130 RESET复位时刀沿生效20140 用RESET使变换生效.20150 G代码组的初始设定20152 G代码组复位20160 C 样条程序块的数量20170 COMPRESS压缩的最大程序块长度20172 COMPRESSION压缩方式计算的最大路径进给率20200 带倒角/圆弧过渡半径的空程序块20202 带SA不运动的程序块数量20204 在趋近/回退时的方向反转20210 带TRC的补偿程序块的最大角度20220 DISC的最大值20230 带TRC的插值计算的最大角度20240 TRC轮廓计算程序块20250 带TR不运动的程序块数量20252 被禁止的刀具C的最大程序块数量20254 在线刀具补偿使能20256 多项式插值是可能的20260 对样条插补的速度控制20262 执行SPLINE(样条)时路径速度错误20270 没有程序的初始位置边沿20310 刀具管理功能生效20320 主轴中刀具的时间监控20350 生效刀具监控20360 刀具参数的定义20400 预处理随后程序块的速度20430 预处理倍率速度字符的数量20440 程序预处理状态速度特征的倍率20450 程序块循环时间的释放系数20470 轮廓编程精度20500 固定速度的最小时间20600 与路径有关的最大冲击20610 覆盖的反加速度20620 几何轴手轮增量的限定20622 路径速度覆盖20624 PLC停止手轮进给20650 加工螺纹时轴的加速特性20660 快升角度的检测方式(螺纹)20700 没有参考点NC启动被禁止20750 带G96的G0逻辑20800 子程序结束/停止信号到PLC 21000 圆末端点的监控系数21010 圆末端点的监控系数21020 工作区限制的刀具半径21050 轮廓-通道-监控公差21060 轮廓通道监控响应21070 轮廓错误的模拟量输出21080 三维路径/刀具定位的最小角度21082 常规表面/刀具定位的最小角度21084 常规表面/路径(三维表面)的最小角度21090 空间定位程序的最大导引角21092 空间方向定位的最大倾斜角21100 方位编程的角度定义21110 带自动参照系定义的系统21200 快速回退的移动距离21202 带镜像的快速返回21210 NCK中断输入字节21220 NCK输入/输出"多个进给率/程序块" 21230 "几个进给/程序块"内存响应21300 同步主轴定义,机床轴号21310 同步耦合类型主轴21320 同步主轴的程序块过渡21330 同步主轴退出特性21340 同步主轴参数写保护21400 数字化软件包的版本21420 测头的轴分配21422 Z方向的初始应力21424 测头的分辨率21430 最小偏向21432 典型偏斜值21434 急停的偏向121436 急停的偏向221440 数字化测量时的到位误差范围21450 数字化测量时的快速运行21460 数字化时的最大加速度21462 定位时的最大加速度21464 采样时的最大加速度21470 手动方式P系数21472 P系数浏览21474 扫描的时间常数21476 从刀夹到探头的矢量21500 磨削轴的垂直偏置21501 磨削轴的水平偏置21502 调节轴的垂直偏置21504 工作刃的垂直偏置21506 工作刀头的水平偏置21508 Q1的垂直分量21510 Q1的水平分量21512 Q2的垂直分量21514 Q2的水平分量21516 工作刃导角21518 工作刃的高端接触限制21520 工作刃接触低限21522 磨削主轴的定义21524 控制主轴的定义21526 G0的特殊逻辑22000 辅助功能组22010 辅助功能的类型22020 辅助功能扩展22030 辅助功能值22200 M功能的输出时间22210 S功能的输出时间22220 T功能的输出时间22230 H功能的输出时间22240 F功能的输出时间22250 D功能的输出时间22260 E功能的输出时间22300 程序块查询后的辅助功能输出22400 通过RESET复位使S功能生效22410 RESET(复位)使F功能生效22500 PLC G功能22510 到PLC的G代码22530 刀架改变时的M代码22532 几何轴改变时的M代码22534 变换改变时的M代码22550 新刀具补偿的M功能22560 换刀的M功能22700 TRACE_STARTTRACE_EVENT 事件开始22702 开始记录的进一步的条件22704 TRACE_STARTTRACE_EVENT 事件停止22706 命令顺序步停止记录22708 选择跟踪文件的内容22710 指定的跟踪数据22712 指定的跟踪数据的索引中22714 设定跟踪文件24100 通道中的变换124110 变换1的轴分配24120 几何/通道轴分配,变换124200 通道中的变换224210 变换2的轴分配24220 几何/通道轴分配,变换224300 通道中的变换3 24310 变换3的轴分配24320 几何/通道轴分配,变换3 24400 通道中的变换424410 变换4的轴分配24420 几何/通道轴分配,变换4 24430 通道中的变换524432 变换5的轴分配24434 几何/通道轴分配,变换5 24440 通道中的变换624442 变换6的轴分配24444 几何/通道轴分配,变换6 24450 通道中的变换724452 变换7的轴分配24454 几何/通道轴分配,变换7 24460 通道中的变换824462 变换8的轴分配24464 几何/通道轴分配,变换8 24500 五轴变换1的偏置向量24510 旋转轴1/2的位置偏置24520 旋转轴1/2的符号24530 五轴变换1的极点范围24540 POL-插补的结束角范围24550 底部刀具向量24560 运动偏置向量24562 摇摆直线轴的变换1 24564 下垂头的角度24600 五轴变换2的偏置向量24610 旋转轴1/2的位置偏置24620 旋转轴1/2的符号24630 五轴变换2的极点范围24640 POL-插补的结束角范围24650 底部刀具向量24660 运动偏置向量24662 摇摆直线轴的变换2 24664 下垂头的角度24700 倾斜轴1的角度24710 底部刀具向量24720 速度留量24721 反加速度24750 倾斜轴2的角度24760 底部刀具向量24770 速度留量24771 反加速度24800 旋转轴偏置TRACYL 1 24810 旋转轴符号24820 底部刀具向量24850 旋转轴偏置TRACYL 2 24860 旋转轴符号24870 底部刀具向量24900 旋转轴偏置TRANSMIT 1 24910 旋转轴符号24911 在/之前的运动限制24920 底部刀具向量24950 旋转轴偏置TRANSMIT 224960 旋转轴符号24961 在/之前的运动限制24970 底部刀具向量26000 冲击动作控制的硬件分配输入字节26002 编译启动方式26004 快速输入位的屏蔽26006 快速输出位的屏蔽26008 M功能的定义26010 冲击和多孔冲轴的定义26012 生效冲床,步冲轮廓功能26014 生效自动路径分段26016 单独轴的特性26018 G603冲孔/步步冲的死区时间26020 报警冲击信号太多27800 通道中的工艺方式27900 f28000 REORG(DRAM)内存空间28010 带REORG(重组)LUD的模块(DRAM) 28020 LUD的数量(DRAM)28030 局部用户变量的个数28040 LUD(DRAM)内存大小28050 R参数的数量(SRAM)28060 IPO缓冲区的程序块(DRAM)28070 用于准备程序块的程序块(DRAM) 28080 可设坐标框架的数量(SRAM)28085 分配刀偏单位通道(SRAM)28090 CC(DRAM)的程序块元素28100 CC(DRAM)的程序块内存的大小28150 写PLC-变量的元素的数量28180 跟踪数据缓冲区的长度28200 特定通道保护范围(SRAM)28210 同步有效的保护范围28250 表达式元素的数量28252 FCTDEF元素的数量28254 同步$AC_PARAM参数的数量28256 同步$AC_MARKER标记的数量28258 同步运动的定时器数量28260 FIFO-变量的数量$AC_FIFO1 - $AC_ 28262 FIFO可变时R参数的号28264 FIFO-变量n的长度$AC_FIFO1到$A 28266 FIFO处理的方式28500 准备任务(DRAM)的堆栈大小28510 插补任务(DRAM)的堆栈大小28550 内部块的可用内存29000选项数据3.轴参数282 Achsmaschinendaten30100 设定点:驱动类型30110 设定点:驱动号/模块号30120 设定点:输出到子模块/模块30130 设定值输出的类型(=1)(=0为虚拟轴) 30132 此轴为虚拟轴30200 编码器的数量30210 实际值:驱动类型30220 实际值:驱动号/测量电路号30230 实际值:模块/测量电路的输入号30240 实际值:编码器类型30242 编码器是独立的30250 内部编码器位置30300 旋转轴/主轴30310 旋转轴/主轴模数变化30320 旋转轴360度模态显示30330 模块范围的值30350 模拟轴的轴信号30400 此轴可用C循环编程30450 复位缺省值:中性轴30500 此值为分度轴30501 分度轴等距位置命名30502 分度轴等距位置命名30503 等距分度轴30505 此轴为带分度齿的分度轴(H30550 轴改变的通道初始设定30552 恢复轴时自动GET30600 G75轴位置31000 线性尺[1]=131010 线性尺分隔时段(LB 0.04;LS 0.02) 31020 每转的编码器标志31030 丝杠螺距31040 编码器直接安装在机床上[1]=1 31050 负载变速箱的分母31060 负载齿轮箱的计数器31070 解算器齿轮箱的分母31080 解算器齿轮箱的计数器31090 INC/手轮增量权值31100 监控转动的步数31110 监控转动的步数容差31120 BERO检测信号沿31122 BERO延时时间31123 BERO延时时间31130 VCO特征修正62.5kHz31140 VCO特征修正125KHz31150 VCO特征修正185.5kHz 31160 VCO特征修正250kHz31200 G70/G71生效时的转换系数313003131031320313303134031350 步进电机的最大频率31350 每转的步数31400 每转的步数31500 所需值监控的轴号31510 所需数值监控的偏差值31520 所需值监控的增益32000 最大轴速度32010 JOG快速进给32020 JOG轴的进给率32040 快速倍率JOG方式下每转进给32050 JOG方式每转进给32060 定位轴速度的初始设定32070 手轮倍率定义的轴速度32074 参照系或修正值不允许32080 可选增量的限定32082 速度覆盖的限定32084 手轮上VDI信号的效果32090 JOG与手轮速度的比值32100 运动方向(不是反馈极性)32110 实际值的符号(反馈极性)32200 伺服增益系数32250 额定输出电压32260 额定电机速度32300 轴加速度32310 速度阶跃的过载32400 轴冲击限制32410 轴冲击滤波器的时间常数32420 轴冲击限制的使能32430 轴冲击32432 程序块过渡时几何轴的最大轴冲击32450 反向间隙32460 电子重力的附加力矩32490 摩擦补偿的类型32500 摩擦补偿在生效32510 摩擦补偿的适配在起作用32520 最大摩擦补偿值32530 最小摩擦补偿值32540 摩擦补偿时间常数32550 适应加速度值132560 适应加速度值232570 适应加速度值332580 摩擦补偿的系数(短程运动) 32610 速度前馈控制的系数32620 前馈控制的类型32630 PRO前馈控制的生效32640 动态刚性控制32650 扭矩前馈控制的惯性32652 力矩前馈控制的轴质量32700 编码器/丝杠螺距误差的补偿32710 低头补偿的使能32720 最大低头补偿值32730 带CEC的速度修改32750 温度补偿的类型32760 速度变化温度补偿32800 电流控制回路的等效时间常数32810 速度控制回路的等效时间常数32900 动态响应适配32910 动态适配的时间常数32920 自适应控制的光滑滤波器32950 位置控制回路的阻尼33000 细插补器类型33050 润滑脉冲的移动距离(PLC信号)压缩时的最大差值此轴带参考点凸块(长距离=0)负方向接近参考点34020 凸轮接近速度34030 参考凸轮的最大位移34040 参考点脉冲的查找速度(=2*34300)34092 电子凸轮的偏置34100 参考点位置(非长距离)=3)绝对值旋转编码器的模数区参考点标志距离(LB 80;LS 20)两个参考点中间的间隔(LB 0.04;LS 0.02)轴/编码器运动的方向相反检测到参考点标志时停止34400 SSI绝对值编码器同步数据34410 SSI绝对值编码器信息长度34420 编码器每转的步数35000 分配主轴到机床轴35010 变速级可以改变35020 主轴初始设定35030 生效基本主轴设定35032 单主轴复位方式的特点35040 自由主轴RESET(复位)35100 最大主轴速度35110 变速级切换的最大速度35120 齿轮档改变的最小速度35130 变速级的最大速度35140 齿轮档的最小速度35150 主轴速度容差35160 PLC给出的主轴速度限制35200 开环方式加速度35210 由位置控制方式的加速度35220 递减加速度的速度35230 减小的加速度35240 加速度递减的开关35242 加速度削减类型35300 位置控制生效速度35350 定位的旋转方向35400 往复运动速度35410 往复运动时的加速度35430 往复运动的起始方向35440 M3方向的往复时间35450 M4方向的往复时间35500 主轴在设定范围的进给使能35510 主轴静止时的进给使能35590 参数组可被修改36000 粗略准停36010 精确停36020 细精确停的延时36030 静态误差36040 静态监控的延迟时间36050 夹紧误差36060 轴静止的阀值速度36100 第一负向软限位开关36110 第一正向软限位开关36120 第二负向软限位开关36130 第二正向软限位开关36200 速度监控的阀值36210 最大速度设定值36220 速度设定点监控的死区时间36300 编码器极限频率36302 编码器极限频率重新同步36310 零脉冲监控36400 轮廓监控公差范围36500 位置实际值转换公差36510 编码器位置公差36520 所需速度监控的阀值36600 制动特性硬限位开关36610 出错时渐变制动的时间36620 伺服使能的延时时间36690 用于测量的内部数据36700 自动漂移补偿36710 自动漂移补偿的限定值36720 漂移基本值36730 附加实际驱动值的采集36750 数值赋值到轴倍率上的效果36901 安全功能的使能36902 旋转轴36905 凸轮模数值36910 实际值分配:驱动类型36911 驱动号/测量电路号的实际值分配36912 实际值分配:驱动的输入号36915 编码器类型36916 线性尺36917 线性尺分隔时段36918 每转的编码器标志36920 丝杠螺距36921 变速箱编码器比负载的分母36922 齿轮箱编码器比负载的分子36925 实际值的方向反转36930 静态误差36931 安全速度的限定值36932 安全速度倍率36933 SI生效时的所需速度限制36934 安全位置的高端限制36935 安全位置低限36936 安全凸轮的正凸轮位置36937 安全凸轮的负方向位置36940 安全凸轮公差36942 实际值比较公差(交叉方式) 36944 实际值比较公差(参考方式) 36946 安全速度阀值n_x36948 安全停止的速度容差36950 安全输入切换时间公差36951 速度改变的延迟时间36952 C类停机到安全静止的过渡时间36953 D类停止到安全静止的过渡时间36954 E类停止到安全静止的过渡时间36956 脉冲禁止的延迟时间36957 检查脉冲抑制的时间36960 爬行速度的脉冲抑制36961 安全速度的停止反应36962 安全位置的停止反应36963 安全速度的停止反应36970 SS/SV禁止的输入分配36971 SS禁止的输入分配36972 SV选择的输入分配36973 SP选择的输入分配36974 速比选择的输入分配36975 测试停止申请的输入分配36976 状态脉冲抑制的输入分配36977 外部停止申请的输入分配36978 SV-倍率的输入分配36980 SS/SV有效的输出分配36981 SS有效的输出分配36982 有效SV选择的输出分配36985 n<n_x的输出分配36986 脉冲释放的输出分配36987 轴安全回参考点的输出定义36988 SC1+到SC4+的输出分配36989 SC1-到SC4的输出分配36990 实际停的输出分配36995 静止位置36997 用户确认36998 实际校验和36999 所需的(预期的)校验和37000 运行到定点停的模式37010 缺省定点停夹持力矩37020 缺省定点停监控范围37030 定点停检测的阀值37040 通过传感器进行的定点停检测37050 定点停报警的使能37060 PLC确认的屏蔽37070 模拟驱动的力矩限制37100 同步轴的定义37110 同步误差报警极限37120 同步轴的运行限制37130 回参考点时的同步运行限制37140 使同步轴分组无效37200 "粗同步"的阀值37210 "精确同步"的阀值37220 "粗的"速度容差37230 "细的"速度容差37300 数字化测量时的工作范围限制""-"" 37310 数字化测量时的工作范围限制""+"" 37320 数字化时的最大轴速度37400 拐角识别的相切角37402 随后相切的缺省角38000 编码器/主轴补偿点38010 九十度弧误差补偿值4.驱动参数285 VSA机床数据1000 电流控制器周期1001 速度控制器周期1002 监控周期1003 STS配置1004 配置结构1005 电机测量系统的编码器标志数1007 直接测量系统的编码器标志数1008 编码器相位差补偿1011 间接测量的实际值采集的配置1012 功能开关1013 星形/三角形切换的使能1014 V/f方式有效1015 生效PE MSD1016 变换角度偏置1017 启动帮助1019 电流转子位置标志1020 最大转矩转子位置识别1021 电机多圈绝对值编码器1022 电机绝对编码器信道的测量步数1023 电机测量电路绝对通道诊断1025 电机测量系统的系列号1030 直接测量实际值采集的配置1031 直接测量多转绝对值编码器1032 直接测量绝对编码器信道的测量步数1033 直接测量系统绝对通道诊断1100 频率脉宽调制1101 电流控制回路的计算死区时间1102 电机代码1103 额定电机电流1104 最大电机电流1105 最大电机电流的削减1106 功率部分代码1107 晶体管的限定电流1108 功率单元的限定电流1109 功率单元S6工作方式下的限定电流1111 功率部分的额定电流1112 电机极对数1113 力矩常数1114 电压常数1115 电枢电阻1116 电枢感应系数1117 电机转动惯量1118 电机零速度电流1119 串联电抗器感应值1120 电流控制器的P增益1121 电流控制器复位时间1124 对称参考模式电流控制1125 V/f 模式的启动时间11126 V/f 模式的启动时间21127 f=0 V/f-传动功率1129 余弦Phi功率系数1130 额定电机功率1132 额定电机电压1134 额定电机频率1135 电机零速度电压1136 电机零速度电流1137 定子冷态电阻1138 转子冷态电阻1139 定子漏电抗1140 转子漏电抗1141 磁抗1142 速度弱磁阀值1143 Lh特征的高端速度1144 Lh特征的增益系数1145 故障力矩削减系数1146 电机最大速度1147 速度限制1150 磁通控制器的P增益1151 磁通控制器复位时间1160 磁通采集速度阀值1161 直流母线的固定电压1180 电流下限调整1181 电流上限调整1182 电枢感应减小系数1190 检测力矩限定值1191 伺服限定力矩的调整1200 电流设定点的滤波器数量1201 电流设定点滤波器类型1202 电流设定点滤波器1自然频率1203 电流设定点滤波器1的阻尼1204 电流设定点滤波器2自然频率1205 电流设定点滤波器2的阻尼1206 电流设定点滤波器3自然频率1207 电流设定点滤波器3的阻尼1208 电流设定点滤波器4自然频率1209 速度设定点滤波器4的阻尼1210 电流设定点滤波器1截止频率1211 电流滤波器1带宽- 设定点1212 电流设定点滤波器1的脉宽计数器1213 电流设定点滤波器2截止频率1214 电流滤波器2带宽- 设定点1215 电流设定点滤波器2的脉宽计数器1216 电流设定点滤波器3截止频率1217 电流滤波器3带宽- 设定点1218 电流设定点滤波器3的脉宽计数器1219 电流设定点滤波器4截止频率1220 电流滤波器4带宽- 设定点1221 电流设定点滤波器4的脉宽计数器1230 第一力矩限定值1231 第二力矩限定值1232 MD1230到MD1231的操作速度1233 再生限定1234 磁滞MD 12321235 第一功率限定值1236 第二功率限定值1237 再生的最大输出1238 电流限制值1239 调整操作的扭矩限制1245 取决于速度Mset光顺的阀值1246 M集平滑磁滞速度1250 电流实际值光滑的频率限制1251 光滑使用的时间常数1252 力矩设定点光滑频率限制1254 电流检测的时间常数1300 SI检测周期1301 安全功能的使能1302 安全功能的特定轴控制位1305 旋转轴SN的实际值范围1316 用于安全功能的电机编码器配置1317 线性尺的刻度1318 每转的编码器标志1320 丝杠螺距1321 变速箱编码器比负载的分母1322 变速箱编码器/负载的计数器1330 零速容差(SBH)1331 SG的限定值1332 SG的校正系数1334 SE的高端限定值1335 SE低限数值1336 SN正凸轮位置1337 SN的凸轮负方向1340 安全凸轮公差1342 交叉补偿的实际值公差1344 安全轴位置的实际值容差1346 速度限制nx1348 SBR实际速度公差1349 允差2编码器漂移/空走1350 安全输入切换时间公差1351 SG切换的延迟时间1352 STOP C类停止到SBH的过渡时间1353 STOP D类停止到SBH的过渡时间1354 STOP E类停止到SBH的过渡时间1356 脉冲禁止的延迟时间1357 检查脉冲抑制的时间1360 爬行速度的脉冲抑制1361 SG的停止响应1362 SE的停止响应1363 SG指定停机响应1390 固日期1391 诊断:NC诊断结果清单1 1392 诊断:611D诊断结果清单11393 诊断:NC诊断结果清单21394 诊断:611D诊断结果清单21395 STOP F(停止功能)诊断1396 用户确认1397 611D内部使能1398 SI-MD校验和的显示1399 SI-MD的校验和1400 额定电机速度1401 最大电机运行速度1403 爬行速度的脉冲抑制1404 脉冲抑制计时器1405 监控电机速度1406 速度控制器的类型1407 速度控制器的P增益1408 高端适配速度的P增益1409 速度控制器复位时间1410 无适配速度复位时间1411 低适配速度1412 高端适配速度1413 选择速度控制器适配系数1414 参考模型速度自然频率1415 参考模型速度阻尼1416 对称参考模式速度1417 'nact < nx'信息的nx值1418 'nact <nmin'信息的nmin值1420 调整操作时的最大电机速度1421 积分器时间常数1424 对称速度前馈控制通道1425 对称计算死区时间I控制器1426 'nset=nact'信息公差范围1427 'nset=nact'信息的延迟时间1428 Mdx的力矩阀值1429 'Md<Mdx'信息的延迟时间1451 AM速度控制器的P增益1453 AM速度控制器复位时间1458 AM控制区电流设定点1459 AM扭矩光滑时间常数1465 MSD/AM开关速度1466 AM开环/闭环控制的切换速度1500 速度设定点的滤波器数量1501 速度设定点滤波器类型1502 速度设定点滤波器1的时间常数1503 速度设定点滤波器2的时间常数1506 自然频率速度设定点滤波器1 1507 速度设定点滤波器1的阻尼1508 自然频率速度设定点滤波器2 1509 速度设定点滤波器2的阻尼1514 速度设定点滤波器1截止频率1515 速度滤波器1频宽- 设定点1516 速度设定点滤波器1的脉宽计数器1517 速度设定点滤波器2截止频率1518 速度滤波器2带宽- 设定点。
Siemens840D全参数定义
Siemens.840D参数定义一.机床通用数据:系统设定数据:[10000-11999]10000.机床轴名称. [sell=200]. 10002.nck机械轴的逻辑图.10008.plc.控制的轴的最大号码. 10010.方式组的通道有效.10050.基本系统循环时间.10059.profibus.报警标识符(只对内部). 10060.位置控制循环系数.10061.位置控制循环.10062.位置控制循环延迟.10065.位置设定延迟.10070.插补运算器的周期系数. 10071.插补循环.10072.通讯任务周期的系数.10074.plc任务比插补任务的系数. 10075.plc循环时间.10080.取样实际值分配系数.10082.速度设定输出的超前时间. 10083.位置控制器输出保持时间的偏置. 10085.中断程序段监控时间(失效-激活). 10088.重新启动延迟.10089.缺少总线时脉冲抑制的等待时间. 10090.监控周期的系数.10091.检查周期时间的显示.10092.安全数据再确认循环时间显示. 10093.spl文件存取号.10094.安全报警禁用级.10095.安全方式屏蔽.10096.安全诊断功能.10097.对于.spl-差额停止反应. 10098.profisafe.通讯的系数. 10099.profi安全.通讯循环时间. 10100.最大plc周期.10110.plc确认的平均时间.10120.plc启动的监控时间.10130.与mmc通讯的时间限制. 10131.过载时屏幕更新处理.10132.在零件程序中监控时间mmc命令. 10134.同时发生的mmc节点数量. 10136.pcs位置的显示方式.10140.与驱动通讯的时间限制. 10150.与驱动通讯的系数.10160.与mmc通讯的系数.10165.预留:.10170.mmc任务的启动时间限制. 10180.mmc任务到准备任务的系数. 10185.nck运行时间分量.10190.模拟的换刀时间.10192.齿轮换挡时间. 10200.线性位置的计算精度.10210.角度位置的计算精度.10220.激活比例系数.10230.机床数据比例系数.10240.基本公制长度单位.10250.inch的转换系数.10260.有效转换的基本设定.10270.位置表的比例系统.10280.对rel.6.3的比较>和0(3的一般/t方向最小角度.二.通道数据:基本通道数据:[20000-21999]21084.一般/路径最小角度(3d.端面切削).21090.空间定位程序的最大导引角.21092.空间方向定位的最大倾斜角.21100.方位编程的角度定义.21102.通过g代码定义定位轴.21104.定向插补的g代码.21106.与笛卡尔的.jog.方式相应的系统.21108.大的循环插补方式,pole.po.21110.带自动frame定义的系统.21120.ori轴定义为参考轴.21130.ori轴定义为参考轴.21150.约定的定向轴快速移动.21155.约定的定向轴速度.21160.约定的几何轴快速移动.21165.约定的几何轴速度.21170.定向轴加速度.21180.原始轴软件极限的检查.21186.零偏tocarr圆轴的偏置.21190.刀具方向上的修正模式.21194.刀具方向上的在线修改速度.21196.刀具方向上的在线修改加速度.21200.快速返回的移动距离.21202.带镜像的快速返回.21204.急速返回时的停止特性.21210.用于中断的nck输入字节.21220.nck.i/o.几个进给速度/段.21230.几个进给/程序块内存响应.21240.受保护的同步活动.21300.同步主轴定义,机床轴号.21310.同步耦合类型主轴.21320.同步主轴的程序块过渡.21330.同步主轴特性中断.21340.同步主轴参数写保护.21380.延迟时间esr-axes.21381.ipo控制的esr-time中断.通道数据:数字化功能数据:[21400-21499]21400.数字化软件包的版本.21420.测头的轴分配.21422.z方向的初始应力.标准文档21424.测头的分辨率.21430.最小偏向.21432.典型偏斜值.21434.急停的偏向1.21436.急停的偏向2.21440.数字化测量时的到位误差范围. 21450.数字化测量时的快速运行.21460.数字化时的最大加速度.21462.定位时的最大加速度.21464.采样时的最大加速度.21470.手动方式p系数.21472.p系数浏览.21474.扫描的时间常数.21476.刀具传送到刀夹的矢量.fm.通道数据:研磨功能数据:21500.磨削轴的垂直偏置.21501.磨削轴的水平偏置.21502.调节轴的垂直偏置.21504.工作刃的垂直偏置.21506.工作刀头的水平偏置.21508.q1的垂直分量.21510.q1的水平分量.21512.q2的垂直分量.21514.q2的水平分量.21516.工作刃导角.21518.工作刃的高端接触限制.21520.工作刃接触低限.21522.磨削主轴的定义.21524.控制主轴的定义.21526.g0的特殊逻辑.通道数据:通道辅助功能数据:[22000-24050] 22000.辅助功能组.22010.辅助功能的类型.22020.辅助功能扩展.22030.辅助功能值.22035.输出说明.22040.预先定义的辅助功能组.22050.预先定义的辅助功能方式.22060.预先定义的辅助功能扩展.22070.预先定义的辅助功能值.22080.输出说明.22100.带辅助功能的程序段转变.22110.h辅助功能类型是整数.22200.m功能的输出时间.22210.s功能的输出时间.22220.t功能的输出时间.22230.h功能的输出时间.22240.f功能的输出时间.22250.d功能的输出时间.22252.dl功能的输出时间. 22254.附加的.m.功能到停止一个程序. 22256.对于有条件的.st.附加的.m.功能. 22260.e功能的输出时间.22300.程序块搜索后的辅助功能输出. 22400.通过复位使s功能生效.22410.reset(复位)使f功能生效.22420.fgroup.指令缺省值设置.22500.plc.g功能.22510.到plc的g代码.22512.外部nc语言的g代码发送.22515.g组到plc的模式.22530.刀架改变时的m代码.22532.几何轴改变时的m代码.22534.变换改变时的m代码.22550.带t或m功能的.新刀具补偿.22560.换刀的m功能.22562.刀具交换过程出错.22600.程序段搜索后的速度5.22601.程序段搜索后的速度系数5.22620.基本功能设置在特殊启动.22621.释放.$mc_start_mode_mask_prt. 22622.允许通过plc启动零件程序.22700.trace_starttrace_event.轨迹文件记录. 22702.启动轨迹文件记录的条件.22704.停止轨迹文件记录的条件.mandsequenzstep.停止跟踪文件记录. 22708.选择轨迹文件的内容.22710.指定的轨迹数据.22712.指定的跟踪数据的索引中.22714.设定跟踪文件.22800.简化轨迹输出激活.22900.strokecheck.方向(内部/外部). 22910.比例系数的输入灵敏度.22914.轴比例系数(.g51.)激活.22920.固定进给率.f1.-.f9.激活.22930.分配平行通道轴到几何轴.24000.g58和g9.frame区域.24002.通道基础frame复位后激活.24004.上电后复位通道基础frame.24006.系统frame复位后激活.24007.reset复位后清除系统frame.24008.上电后复位通道基础frame.24010.编程frame的复位方式.24020.frame抑制位置.24030.acs协调系统的调节.24040.有效frame的适配.24050.保存和激活数据frame.通道中转换定义数据:[24100-24999]24100.通道中的转换1.24110.转换1.的轴分配.24120.几何/通道轴分配,转换1.标准文档24130.带第一转换的刀具处理. 24200.通道中的转换2. 24210.转换2.的轴分配. 24220.几何/通道轴分配,转换2. 24230.带第二转换的刀具处理. 24300.通道中的转换3. 24310.转换3.的轴分配. 24320.几何/通道轴分配,转换3. 24330.带第三转换的刀具处理. 24400.通道中的转换4. 24410.转换4.的轴分配. 24420.几何/通道轴分配,转换4. 24426.带第四转换的刀具处理. 24430.通道中的转换5. 24432.转换5.的轴分配. 24434.几何/通道轴分配,转换5. 24436.带第五转换的刀具处理. 24440.通道中的转换6. 24442.转换6.的轴分配. 24444.几何/通道轴分配,转换6. 24446.带第六转换的刀具处理. 24450.通道中的转换7. 24452.转换7.的轴分配. 24454.几何/通道轴分配,转换7. 24456.带第七转换的刀具处理. 24460.通道中的转换8. 24462.转换8.的轴分配. 24464.几何/通道轴分配,转换8. 24466.带第八转换的刀具处理. 24500.五轴转换1的偏置矢量. 24510.旋转轴1/2的位置偏置. 24520.旋转轴.1/2的符号. 24530.五轴转换1的极点范围. 24540.pol-插补的结束角范围. 24550.底部刀具矢量.24558.运动学平台偏置的矢量. 24560.运动偏置矢量.24562.摆动直线轴的变换1. 24564.下垂头的角度.24566.虚拟方向轴.24570.第一旋转轴方向. 24572.第二旋转轴方向. 24574.刀具基本方向.24580.定向矢量的方向. 24585.ori/通道轴分配转换1. 24590.零偏trafo圆轴的偏置. 24600.五轴转换2的偏置矢量. 24610.旋转轴1/2的位置偏置. 24620.旋转轴.1/2的符号. 24630.五轴转换2的极点范围. 24640.pol-插补的结束角范围. 24650.底部刀具矢量. 24658.运动学平台偏置的矢量.24660.运动偏置矢量.24662.摆动直线轴的变换2.24664.下垂头的角度.24666.虚拟方向轴.24670.第一旋转轴方向.24672.第二旋转轴方向.24674.刀具基本方向.24680.定向矢量的方向.24685.ori/通道轴分配转换1.24690.零偏trafo圆轴的偏置.24700.倾斜轴1的角度.24710.底部刀具矢量.24720.速度留量.24721.反加速度.24750.倾斜轴2的角度.24760.底部刀具矢量.24770.速度留量.24771.反加速度.24800.旋转轴偏置.tracyl.1.24805.圆轴转换tracyl.1.24810.旋转轴符号.24820.底部刀具矢量.24850.旋转轴偏置tracyl.2.24855.圆轴转换tracyl.2.24860.旋转轴符号.24870.底部刀具矢量.24900.旋转轴偏置transmit.1.24905.圆轴转换transmit.1.24910.旋转轴符号.24911.工作区前后极的限制,2transm. 24920.底部刀具矢量.24950.旋转轴偏置transmit.2.24955.圆轴转换transmit.2.24960.旋转轴符号.24961.工作区前后极的限制,2transm. 24970.底部刀具矢量.24995.转换连接.24996.转换连接.通道数据:单冲和步冲数据:26000.冲击动作控制的硬件分配输入字节. 26002.编译启动方式.26004.快速输入位的屏蔽.26006.快速输出位的屏蔽.26008.m功能的定义.26010.冲击和多孔冲轴的定义.26012.激活冲/步冲功能.26014.激活自动路径分段.26016.单独轴的特性.26018.g603冲孔/步冲的延迟时间. 26020.冲加工信号不稳报警.标准文档27100.带绝对值参数的语句显示.27200.mmc信息(无物理单元).27201.mmc状态信息(无物理单元).27202.mmc信息(定位).27203.mmc状态信息(定位).27204.mmc信息(速度).27205.mmc状态信息(速度).27206.mmc信息(切削速度).27207.mmc状态信息(切削速度).27208.mmc信息(伺服).27209.mmc状态信息(伺服).27800.通道中的工艺方式.27860.激活程序执行时间测量.27880.激活工件计数器.27882.m代码零件计算由用户定义. 27900.%.ipo.缓冲器到使能记录文件.通道数据:通道专用存储器设定参数: 28000.reorg(dram)内存空间.28010.带reorg(重组)lud的模块(dram). 28020.lud的数量(dram).28030.局部用户变量数量.28040.lud(dram)内存大小.28050.r参数的数量(sram).28060.ipo缓冲区的程序块(dram).28070.用于准备程序块的程序块(dram). 28080.可设坐标frame数量(sram).28081.基本frame数量(sram).28082.系统frame.(sram).28085.分配刀偏单位通道(sram).(dram)的程序块元素.(dram)的程序块内存的大小. 28105.汇编循环堆栈存储器(kb)应用(dram). 28150.写plc变量单元(dram).28160.写ncu联接变量元素(dram).28180.轨迹数据缓冲器大小(dram).28200.特定通道保护范围(sram).28210.同步有效的保护范围(dram).28212.有效保护区域的元素.28250.同步移动单元(dram).28252.fctdef-元素数量(dram).28254.同步运动参数数量,s/dram.28255.$ac_param[].存储在.sram。
840DSL基本操作

選擇鍵及方向鍵以及視窗切換鍵當異警前方有出現此符號時,可按此鍵消除異警雙系統畫面切換鍵可於異警畫面若前方有顯示此符號按此鍵會顯示說明於參數畫面當游標停在參數上時 按此鍵亦會顯示說明數字,英文,各種符號,空格鍵空格鍵功能鍵,同電腦鍵盤使用方式輸入鍵機台功能鍵開機畫面座標畫面目前是機械座標工件會顯示WORKPIECE目前刀具資訊畫面目前主軸百分比,以及負載,紅色代表禁止主軸移動若有第二主軸,可使用選擇鍵及方向鍵選擇顯示第二主軸狀態選擇顯示機械座標或是工件座標目前操作模式於手輪狀態會顯示*1,*10,*100 寸動模式顯示JOG , MDI 顯示MDI AUTO 模式顯示AUTO3-3.將緊急停止旋鈕釋放,然後壓一下RESET鍵,再壓下機械準備鈕,待機械準備鈕燈亮起,表示機台已準備完成,這時在按下主軸及伺服啟用鈕即完成機台開機步驟緊急停止旋鈕RESET按鈕機械準備按鈕主軸啟用按鈕伺服啟用按鈕主軸進給率旋鈕伺服進給率旋鈕修改參數1. 先按MENU SELECT2. 按Start-up(按對應的下方軟鍵)3. 按Mach. data請注意若有修改到Drive MD 內參數,務必要按SAVE,並確認執行,不然重開機後會復原成原本的數值 10000及50000號 開頭及 50000號 開頭 30000號 開頭 控制器硬體參數 ALM 硬體參數 軸AMP 參數 出現此箭頭表示可按右鍵至下一頁出現此箭頭表示可按上鍵回至一頁要搜尋參數前,請先確認選擇的軸是否正確,然後一定要按Search 鍵,再輸入要搜尋的參數號碼,再按ok 即可及50000號開頭區間都在此設定及50000號開頭9000請注意參數後方標註im 代表立即生效re 代表需按reset鍵cf 代表需按set MD active(cf),再按resetpo 代表需按Reset(PO)重開機(需先壓緊急停止)查I/O1.EX: 輸入IB32然後INPUT 可看I32.0~32.7(FANUC X點)EX: 輸入I32.0然後INPUT 只可看I32.0EX: 輸入QB44然後INPUT 可看Q44.0~44.7(FANUC Y點) EX: 輸入Q44.0然後INPUT 只可看Q44.0輸入T100然後INPUT 代表看TIMER100,但格式記得選擇D(使用選擇鍵及方向鍵)目前異警清單異警歷史清單按此鍵可修改目前I/O點及PLC訊號狀態操作方式按下Change後移動游標誌要修改的欄位然後輸入1或0,再按接受即可一般用於測試橫樑(請看橫樑測試資料)強制進入退出C軸M1.4=1,M1.5=0 強制進入C軸M1.4=0,M1.5=1 強制退出C軸異警暫時清除DB20.DBX204.1 X軸未在區間橫樑可移動DB20.DBX205.1 暫時忽略手輪ENABLE按鍵DB20.DBX213.0 用於刀號校正MB4,MB5,MB6 看目前刀號DB20.DBX213.2 用於VTL機型橫樑未定位時要先移動軸向(剛開機時)強制可轉動第二主軸M1.3=1 ,使用完務必修改回原始數值828DSLDB9004.DBX1.0=1 強制進入C軸DB9004.DBX1.1=0DB9004.DBX1.0=0 強制退出C軸DB9004.DBX1.1=1DB9005.DBW22 看目前刀號DB9005.DBW14 目前記憶的刀號強制可轉動第二主軸DB9004.DBX0.7 =1使用完務必修改回原始數值機台異警相關510000~510015 所有伺服軸禁止移動510100~510131 所有伺服軸禁止移動,M-CODE等待完成510200~510231 M-CODE等待完成510300~510315 循環啟動不可使用600100~600115 第1軸禁止移動600200~600215 第2軸禁止移動600300~600315 第3軸禁止移動600400~600415 第4軸禁止移動600500~600515 第5軸禁止移動600600~600615 第6軸禁止移動600700~600715 第7軸禁止移動600800~600815 第8軸禁止移動600900~600915 第9軸禁止移動601000~601015 第10軸禁止移動一般大立車單系統1 2 3 4 5 6X, Z, SP1, C, SP2, A大立車雙系統1 2 3 4 5 6 7 8X1, Z1 , SP1, X2 , Z2 , C ,SP2 ,AHMC1 2 3 4 6 7 10X1, Y, Z , B , SP1, W, X2YH1 2 3X, Z, SP1MCR1 2 3 7 8 9X, Y, Z, W1, W2, MG700000以後只顯示訊息,無法做任何動作如何看負載進入參數後選擇 Drive MD然後按此按鍵選擇要看的軸,然後按Search ,輸入33按OK,即可看到目前軸向負載如何看伺服狀態於此畫面按右鍵此畫面顯示目前該軸READY狀態,這時按此畫面會顯示軸向目前相關資訊,可使用這兩個按鍵選擇要看的軸向按此鍵回到上一頁 按此鍵可看Drive 狀態這裡顯示第一量測系統(馬達)及第二量測系統(光學尺) 以及目前目標值狀態這裡顯示第一量測系統(馬達)及第二量測系統(光學尺) 目前雷射補正及背隙補正數值,沒有補正時顯示為0這裡顯示第一量測系統(馬達)及第二量測系統(光學尺)及目前目標值當參數設定正確,主軸最高轉速無法到達時,請檢查以下設定按按Setting data,然後Spindle data如何寫程式按最小請設定1最大及G96請設和參數一樣使用方向鍵選擇Workpieces,按INPUT打開選擇QC按INPUT,然後將游標移至附檔名為MPF的地方,然後按NEW 若要使用就的程式,只需將游標移至要的程式按INPUT即可打開選擇G code輸入檔名,然後按OK出現此畫面後即可開始編寫程式編寫完成後按Ex-ecute即可載入程式,這時按cycle start即可執行程式若要再修改,按Prog.corr即可回到該程式畫面修改如何刪除程式只需將游標移至要的程式,然後按按Delete此時按OK即會刪除橫樑,C軸,換刀程式放的地方按使用游標選擇CYCLES再選擇Manufacturer cycles程式皆放在此資料夾C_ACTIVE 進入C軸副程式C_RELEASE 退出C軸副程式L6 換刀主程式TOOLCHAN 換刀副程式(要修改軸向動作請改此程式)SYS1_TOOL 刀具表重整程式(系統一,單系統),要修改刀具表刀具數量,請先修改參數14510[0]=要的刀具數然後重新開機,於MDI輸入此名稱,然後執行,就可重整刀具表刀具數量SYS2_TOOL 刀具表重整程式(系統二),要修改刀具表刀具數量,請先修改參數14510[0]=要的刀具數然後重新開機,於MDI輸入此名稱,然後執行,就可重整刀具表刀具數量X_HOME_POINT M174副程式機台常用參數西門子主軸相關參數(齒輪比設定方法(『』中為FANUC參數))以YV1600ATC+C為例高檔1:17.2、低檔1:68.8參數說明設定齒輪比時31060[0]*31050[0]=FANUC『4057』31060[1]*31050[1]=FANUC『4057』31060[2]*31050[2]=FANUC『4056』轉速有誤差時31060[0]*31050[0]=FANUC『3742』31060[1]*31050[1]=FANUC『3742』31060[2]*31050[2]=FANUC『3741』PS:31060[0]和31060[1]需設一樣31050[0]和31050[1]需設一樣西門子主軸相關參數(自動換檔及轉速限制設定值設定值)以YV1600ATC+C為例常用相關參數(1)14512:設定外部ENCODER是否使用PS:請參考選配功能說明(4)32100:修改馬達的轉向 1 or -1(5)35200:主軸加減速時間(等於FANUC『4030』或伺服軸的『1620』)(6)35410:換檔加減速時間(7)35210:主軸定位加減速時間(8)32010:主軸(伺服軸)快速進給轉速(等於FANUC『1420』)(9)32020:主軸寸動轉速(用於伺服軸為最大切削進給率) (等於FANUC『1424』)(10)35400:主軸換檔轉速(等於FANUC『3732』)(11)35300:主軸定位轉速(等於FANUC『4038』)(12)34070:歸零速度(等於FANUC『1425』)(13)10715:M-CODE的名稱(14)10716:這個M-CODE要呼叫的程式(15)35350:主軸定位時的旋轉方向(3->M3的方向)(16)36200:設定最大進給率跳ALARM的值(一般以G00的值×10%)(17) 34090:設定原點漂移(18) 32000:最大進給率(19) 32010:最大快速進給率(20) 32020:最大切削進給率(21) 當主軸負載不穩定時參數45 設定100在DRIVE中修改前請先將參數10=4,修改完再改為0,然後按儲存,(22) 51000:座標顯示位數(23) 24030=1 於程式編輯畫面可模擬程式(24) 51037=1 TRANS立即更新(25) 第二主軸使用外部一轉訊號在SP2 DRIVE 中,修改前請先將參數10=4,修改完再改為0,然後按儲存, 495=2設定完可由 722 BIT10看是否有變化,在CONTROL中設定原點1.設定軸向原點(X軸)1.1 在JOG模式下移動X軸至機台中心1.2 將手輪軸向選擇轉至OFF1.3 無光學尺:參數34210[0]『1815.5』先設1有光學尺:參數34210[1]『1815.5』先設11.4 按下REF.POINT鍵1.5 將軸向進給率旋鈕轉至0%1.6 先按一下該軸的正向寸動按鍵(如+X),再按一下該軸的負向寸動按鍵(如-X) 1.8無光學尺:待參數34210[0]『1815.4』自動變為2即代表原點設定完成有光學尺:待參數34210[1]『1815.4』自動變為2即代表原點設定完成1.9 設定完成後先做一次歸零1.10 然後設定正負極限2.設定軸向原點(Z軸)1.1 在JOG模式下移動Z軸至原點LS由0變1時,1.2 將手輪軸向選擇轉至OFF1.3 無光學尺:參數34210[0]『1815.5』先設1有光學尺:參數34210[1]『1815.5』先設11.4 按下REF.POINT鍵1.5 將軸向進給率旋鈕轉至0%1.6 先按一下該軸的正向寸動按鍵(如+Z),再按一下該軸的負向寸動按鍵(如-Z) 1.8無光學尺:待參數34210[0]『1815.4』自動變為2即代表原點設定完成有光學尺:待參數34210[1]『1815.4』自動變為2即代表原點設定完成1.9 設定完成後先做一次歸零1.10 然後設定正負極限區間參數使用說明(1)10450[0] ~10450[31]設定這一組參數是要給哪一軸使用FANUC『6930~6939』(2)41500[0]~41500[31]此參數設定的值往負方向PLC訊號(DB10.DBX110.0~31)皆為1(3)41501[0]~41501[31]此參數設定的值往正方向PLC訊號(DB10.DBX114.0~31)皆為1設定刀具量測訊號13210=1在CONTROL中,修改前請先將參數10=4,修改完再改為0,然後按儲存,並確認執行680[0]=0在DRIVE中修改前請先將參數10=4,修改完再改為0,然後按儲存,並確認執行,記得X,Z軸都要改488[0]=3488[1]=3設定工件量測訊號(請先壓急停)13210=1在CONTROL中,修改前請先將參數10=4,修改完再改為0,然後按儲存,並確認執行680[1]=0728 BIT15=0在DRIVE中修改前請先將參數10=4,修改完再改為0,然後按儲存,並確認執行,記得X,Z軸都要改489[0]=6489[1]=613200[0]=0 (設定刀具量測接點狀態)13200[1]=0 (設定工件量測接點狀態)54799 BIT2=1 (SHOP TURN半自動刀具量測介面)51607[0]=0 (刀具量測用)51606[0]=1 (工件量測用)確認測頭訊號刀具量測 DB10.DBX107.0 測頭碰到為1工件量測 DB10.DBX107.1 測頭碰到為1第二主軸使用外部一回轉訊號在DRIVE中修改前請先將參數10=4,修改完再改為0,然後按儲存,並確認執行495[0]=2(注:可编辑下载,若有不当之处,请指正,谢谢!)。
840D参考点简单介绍和常用参数理解与整理

机床回参考点有两种情况:一种是绝对值式的,一种是增量式的。
对于增量式的来说又分为零脉冲在参考点开关之外和零脉冲在参考点开关之上。
这两种情况由机床数据MD34050? REFP_SEARCH_MARKER_REVERSE[0][编码器零脉冲在参考点开关的反向(编码器号)]来决定。
当MD34050=1时用上升沿触发,而MD34050=0用下降沿触发。
增量式的回参相对来说比较麻烦,它需要在每次开机或者传输程序后会造成参考点丢失,都要重新会参考点。
为了防止发生事故可以设置MD20700? REFP_NC_START_LOCK=1(未回参考点NC? 启动禁止)来保护机床。
对于增量式来说有以下几种方式会参考点:1? 手动方式回参:它是通过设置相应的参数,然后点击MCP上的Reform键触发,至于回参的方向则由MD? 34010? REFP_CAM_DIR_IS_MINUS(负向逼近参考点)的值来决定。
如果按错方向键或者按键的过程中中断则程序没有反映或者回参失败。
? ? ? ? 2? 触发方式回参:它是通过MD11300? JOG-INC-MODE-LEVELTRIGGRD(返回参考点触发方式)来决定的。
将该数据设置为0时,只需要点击相应的方向键,方向还是由MD34010来决定。
如果按错后程序没有反映。
它只需要点击相应的方向键一下就可以自动回参考点。
其实并不只对进给轴有效,对主轴也也可以有效,那就是与机床参数MD34200ENC_REFP_MODE[n]有关。
当该数据为1时,主轴也可以采用触发方式回参,那就意味着我们可能不是用Bero回参了。
如果有多个进给轴的话,它们可以按照顺序回参,顺序在MD34110? REFP_CYCLE_NR? 中定义,也可以都定义为同一个那么所有的轴就是同时进行。
4.2)。
它很多时候需要程序员自己来编写一个简单的激活程序,相当于定义一个键用来触发通道回参。
同样它也可以对主轴有效。
相关设计参数和触发方式中的红字部分相似。
西门子840D各参数中文含义
siemens 840d参数中文含义840d中文参数[sell=200] 10000 机床轴名称10002 nck机械轴的逻辑图10008 plc 控制的轴的最大号码10010 方式组的通道有效10050 基本系统循环时间10059 profibus 报警标识符(只对内部) 10060 位置控制循环系数10061 位置控制循环10062 位置控制循环延迟10065 位置设定延迟10070 插补运算器的周期系数10071 插补循环10072 通讯任务周期的系数10074 plc任务比插补任务的系数10075 plc循环时间10080 取样实际值分配系数10082 速度设定输出的超前时间10083 位置控制器输出保持时间的偏置10085 中断程序段监控时间(失效-激活) 10088 重新启动延迟10089 缺少总线时脉冲抑制的等待时间10090 监控周期的系数10091 检查周期时间的显示10092 安全数据再确认循环时间显示10093 spl文件存取号10094 安全报警禁用级10095 安全方式屏蔽10096 安全诊断功能10097 对于 spl-差额停止反应10098 profisafe 通讯的系数10099 profi安全通讯循环时间10100 最大plc周期10110 plc确认的平均时间10120 plc启动的监控时间10130 与mmc通讯的时间限制10131 过载时屏幕更新处理10132 在零件程序中监控时间mmc命令10134 同时发生的mmc节点数量10136 pcs位置的显示方式10140 与驱动通讯的时间限制10150 与驱动通讯的系数10160 与mmc通讯的系数10165 预留:10170 mmc任务的启动时间限制10180 mmc任务到准备任务的系数10185 nck运行时间分量10190 模拟的换刀时间10192 齿轮换挡时间10200 线性位置的计算精度10210 角度位置的计算精度10220 激活比例系数10230 机床数据比例系数10240 基本公制长度单位10250 inch的转换系数10260 有效转换的基本设定10270 位置表的比例系统10280 对rel.6.3的比较>和0(3的一般/t方向最小角度21084 一般/路径最小角度(3d 端面切削)21090 空间定位程序的最大导引角21092 空间方向定位的最大倾斜角21100 方位编程的角度定义21102 通过g代码定义定位轴21104 定向插补的g代码21106 与笛卡尔的 jog 方式相应的系统21108 大的循环插补方式,pole po21110 带自动frame定义的系统21120 ori轴定义为参考轴21130 ori轴定义为参考轴21150 约定的定向轴快速移动21155 约定的定向轴速度21160 约定的几何轴快速移动21165 约定的几何轴速度21170 定向轴加速度21180 原始轴软件极限的检查21186 零偏tocarr圆轴的偏置21190 刀具方向上的修正模式21194 刀具方向上的在线修改速度21196 刀具方向上的在线修改加速度21200 快速返回的移动距离21202 带镜像的快速返回21204 急速返回时的停止特性21210 用于中断的nck输入字节21220 nck i/o 几个进给速度/段21230 几个进给/程序块内存响应21240 受保护的同步活动21300 同步主轴定义,机床轴号21310 同步耦合类型主轴21320 同步主轴的程序块过渡21330 同步主轴特性中断21340 同步主轴参数写保护21380 延迟时间esr-axes21381 ipo控制的esr-time中断21400 数字化软件包的版本21420 测头的轴分配21422 z方向的初始应力21424 测头的分辨率21430 最小偏向21432 典型偏斜值21434 急停的偏向121436 急停的偏向221440 数字化测量时的到位误差范围21450 数字化测量时的快速运行21460 数字化时的最大加速度21462 定位时的最大加速度21464 采样时的最大加速度21470 手动方式p系数21472 p系数浏览21474 扫描的时间常数21476 刀具传送到刀夹的矢量 fm 21500 磨削轴的垂直偏置21501 磨削轴的水平偏置21502 调节轴的垂直偏置21504 工作刃的垂直偏置21506 工作刀头的水平偏置21508 q1的垂直分量21510 q1的水平分量21512 q2的垂直分量21514 q2的水平分量21516 工作刃导角21518 工作刃的高端接触限制21520 工作刃接触低限21522 磨削主轴的定义21524 控制主轴的定义21526 g0的特殊逻辑22000 辅助功能组22010 辅助功能的类型22020 辅助功能扩展22030 辅助功能值22035 输出说明22040 预先定义的辅助功能组22050 预先定义的辅助功能方式22060 预先定义的辅助功能扩展22070 预先定义的辅助功能值22080 输出说明22100 带辅助功能的程序段转变22110 h辅助功能类型是整数22200 m功能的输出时间22210 s功能的输出时间22220 t功能的输出时间22230 h功能的输出时间22240 f功能的输出时间22250 d功能的输出时间22252 dl功能的输出时间22254 附加的 m 功能到停止一个程序22256 对于有条件的 st 附加的 m 功能22260 e功能的输出时间22300 程序块搜索后的辅助功能输出22400 通过复位使s功能生效22410 reset(复位)使f功能生效22420 fgroup 指令缺省值设置22500 plc g功能22510 到plc的g代码22512 外部nc语言的g代码发送22515 g组到plc的模式22530 刀架改变时的m代码22532 几何轴改变时的m代码22534 变换改变时的m代码22550 带t或m功能的新刀具补偿22560 换刀的m功能22562 刀具交换过程出错22600 程序段搜索后的速度522601 程序段搜索后的速度系数522620 基本功能设置在特殊启动22621 释放 $mc_start_mode_mask_prt 22622 允许通过plc启动零件程序22700 trace_starttrace_event 轨迹文件记录22702 启动轨迹文件记录的条件22704 停止轨迹文件记录的条件22706 commandsequenzstep 停止跟踪文件记录22708 选择轨迹文件的内容22710 指定的轨迹数据22712 指定的跟踪数据的索引中22714 设定跟踪文件22800 简化轨迹输出激活22900 strokecheck 方向(内部/外部) 22910 比例系数的输入灵敏度22914 轴比例系数( g51 )激活22920 固定进给率 f1 - f9 激活22930 分配平行通道轴到几何轴24000 g58和g9 frame区域24002 通道基础frame复位后激活24004 上电后复位通道基础frame 24006 系统frame复位后激活24007 reset复位后清除系统frame 24008 上电后复位通道基础frame 24010 编程frame的复位方式24020 frame抑制位置24030 acs协调系统的调节24040 有效frame的适配24050 保存和激活数据frame 24100 通道中的转换124110 转换1 的轴分配24120 几何/通道轴分配,转换1 24130 带第一转换的刀具处理24200 通道中的转换224210 转换2 的轴分配24220 几何/通道轴分配,转换2 24230 带第二转换的刀具处理24300 通道中的转换324310 转换3 的轴分配24320 几何/通道轴分配,转换3 24330 带第三转换的刀具处理24400 通道中的转换424410 转换4 的轴分配24420 几何/通道轴分配,转换4 24426 带第四转换的刀具处理24430 通道中的转换524432 转换5 的轴分配24434 几何/通道轴分配,转换5 24436 带第五转换的刀具处理24440 通道中的转换624442 转换6 的轴分配24444 几何/通道轴分配,转换6 24446 带第六转换的刀具处理24450 通道中的转换724452 转换7 的轴分配24454 几何/通道轴分配,转换7 24456 带第七转换的刀具处理24460 通道中的转换824462 转换8 的轴分配24464 几何/通道轴分配,转换8 24466 带第八转换的刀具处理24500 五轴转换1的偏置矢量24510 旋转轴1/2的位置偏置24520 旋转轴 1/2的符号24530 五轴转换1的极点范围24540 pol-插补的结束角范围24550 底部刀具矢量24558 运动学平台偏置的矢量24560 运动偏置矢量24562 摆动直线轴的变换1 24564 下垂头的角度24566 虚拟方向轴24570 第一旋转轴方向24572 第二旋转轴方向24574 刀具基本方向24580 定向矢量的方向24585 ori/通道轴分配转换1 24590 零偏trafo圆轴的偏置24600 五轴转换2的偏置矢量24610 旋转轴1/2的位置偏置24620 旋转轴 1/2的符号24630 五轴转换2的极点范围24640 pol-插补的结束角范围24650 底部刀具矢量24658 运动学平台偏置的矢量24660 运动偏置矢量24662 摆动直线轴的变换2 24664 下垂头的角度24666 虚拟方向轴24670 第一旋转轴方向24672 第二旋转轴方向24674 刀具基本方向24680 定向矢量的方向24685 ori/通道轴分配转换1 24690 零偏trafo圆轴的偏置24700 倾斜轴1的角度24710 底部刀具矢量24720 速度留量24721 反加速度24750 倾斜轴2的角度24760 底部刀具矢量24770 速度留量24771 反加速度24800 旋转轴偏置 tracyl 124805 圆轴转换tracyl 124810 旋转轴符号24820 底部刀具矢量24850 旋转轴偏置tracyl 224855 圆轴转换tracyl 224860 旋转轴符号24870 底部刀具矢量24900 旋转轴偏置transmit 124905 圆轴转换transmit 124910 旋转轴符号24911 工作区前后极的限制,2transm 24920 底部刀具矢量24950 旋转轴偏置transmit 224955 圆轴转换transmit 224960 旋转轴符号24961 工作区前后极的限制,2transm 24970 底部刀具矢量24995 转换连接24996 转换连接26000 冲击动作控制的硬件分配输入字节26002 编译启动方式26004 快速输入位的屏蔽26006 快速输出位的屏蔽26008 m功能的定义26010 冲击和多孔冲轴的定义26012 激活冲/步冲功能26014 激活自动路径分段26016 单独轴的特性26018 g603冲孔/步冲的延迟时间26020 冲加工信号不稳报警27100 带绝对值参数的语句显示27200 mmc信息(无物理单元)27201 mmc状态信息(无物理单元) 27202 mmc信息(定位)27203 mmc状态信息(定位)27204 mmc信息(速度)27205 mmc状态信息(速度)27206 mmc信息(切削速度)27207 mmc状态信息(切削速度)27208 mmc信息(伺服)27209 mmc状态信息(伺服)27800 通道中的工艺方式27860 激活程序执行时间测量27880 激活工件计数器27882 m代码零件计算由用户定义27900 % ipo 缓冲器到使能记录文件28000 reorg(dram)内存空间28010 带reorg(重组)lud的模块(dram) 28020 lud的数量(dram)28030 局部用户变量数量28040 lud(dram)内存大小28050 r参数的数量(sram)28060 ipo缓冲区的程序块(dram)28070 用于准备程序块的程序块(dram) 28080 可设坐标frame数量(sram)28081 基本frame数量(sram)28082 系统frame (sram)28085 分配刀偏单位通道(sram)28090 cc(dram)的程序块元素28100 cc(dram)的程序块内存的大小28105 汇编循环堆栈存储器(kb)应用(dram) 28150 写plc变量单元(dram)28160 写ncu联接变量元素(dram)28180 轨迹数据缓冲器大小(dram)28200 特定通道保护范围(sram)28210 同步有效的保护范围(dram)28212 有效保护区域的元素28250 同步移动单元(dram)28252 fctdef-元素数量(dram)28254 同步运动参数数量,s/dram28255 $ac_param[] 存储在 sram。
840dsl机床轴的传动比的参数
840DSL数控机床轴的传动比参数的研究1.概述数控机床在工业生产中具有重要的作用,而数控机床的关键部件之一就是数控机床轴。
数控机床轴的传动比参数是决定数控机床性能的重要因素之一。
本文将以840DSL数控机床轴的传动比参数为研究对象,对其传动比参数进行深入探讨。
2.840DSL数控机床轴的传动比参数的概述840DSL数控机床轴的传动比参数是指数控机床轴的输出转速和输入转速之比。
在数控机床加工过程中,不同的加工工件和加工要求需要不同的传动比参数,以满足加工的需要。
3.840DSL数控机床轴的传动比参数的影响因素840DSL数控机床轴的传动比参数受多种因素影响,主要包括机床本身的结构、动力源的性能和加工件的加工要求等。
3.1 机床本身的结构机床的结构包括机床床身、主轴和进给系统等部分,这些部分的结构设计会直接影响到机床轴的传动比参数。
3.2 动力源的性能机床轴的传动比参数受动力源的性能限制,如果动力源的性能不足,机床轴的传动比将受到限制。
3.3 加工件的加工要求不同的加工件和加工要求需要不同的传动比参数来满足加工的需要,因此加工件的加工要求也是影响机床轴传动比参数的重要因素之一。
4.840DSL数控机床轴的传动比参数的优化为了实现更高效、更精确的加工,需要对840DSL数控机床轴的传动比参数进行优化。
在优化传动比参数时,需要考虑以下几个方面:4.1 采用先进的传动装置先进的传动装置可以提高机床轴的传动效率和精度,从而优化传动比参数。
4.2 选用合适的功率电机合适的功率电机可以保证机床轴足够的动力输出,从而根据加工件的需求优化传动比参数。
4.3 优化数控系统的控制策略通过优化数控系统的控制策略,可以实现对机床轴传动比参数的精确控制,以满足不同加工要求。
5.结论通过对840DSL数控机床轴的传动比参数进行深入研究,可以实现对机床轴传动比参数的优化,从而提高数控机床的加工效率和质量。
希望本文的研究成果能为相关领域的研究和实践提供一定的参考和借鉴。
2020年整理840D sl常用参数.pdf

840D sl常用参数1:MD9422 预置功能0---未出现任何软键1---出现“预设”软键2---出现“设计实际值”软键2:整定值分配MD 30110 CTRLOUT_MODULE_NR 整定值分配:通讯时隙。
用作MD13050 中I/O 地址表中的指针。
若不使用p978,则它相应于驱动器编号,例如:CU 或CU/ALM 之后的6 个驱动器: 1 ~ 6NX10 的3 个驱动器:7 ~ 9整定值类型MD 30130 CTRLOUT_TYPE1 整定值输出0 仿真编号MD 30200 NUM_ENCS测量系统 1 单位置测量系统2 双位置测量系统可通过IS DB31.DBX1.5/1.6 来选择测量系统1 或2索引[n] 测量系统机床数据具有索引[0] 或[1]。
[0] 第1 个测量系统的值[1] 第2 个测量系统的值实际值分配MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。
实际值输入MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值1/2/3 表示第1/2/3 个SINAMICS 编码器)编码器类型MD 30240 ENC_TYPE[n]1 增量型编码器(MD34200=1)4 绝对值编码器(MD34200=0)0 仿真极性实际值MD 32110 ENC_FEEDBACK_POL [n]0/1 默认值-1 极性改变运动方向MD 32100 AX_MOTION_DIR0/1 默认值-1 返回方向3:光栅尺MD 31000 ENC_IS_LINEAR [n]1 用于实际位置值采集的编码器为直线编码器(光栅尺)。
0 用于实际位置值采集的编码器是旋转编码器。
直接MD 31040 ENC_IS_DIRECT [n]测量系统 1 用于检测实际位置值的编码器直接位于机床上。
0 用于检测实际位置值的编码器直接位于电机上。
增量数MD 31020 ENC_RESOL [n]旋转测量系统中编码器旋转一圈的增量数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
840D sl常用参数1:MD9422 预置功能0---未出现任何软键1---出现“预设”软键2---出现“设计实际值”软键2:整定值分配MD 30110 CTRLOUT_MODULE_NR 整定值分配:通讯时隙。
用作MD13050 中I/O 地址表中的指针。
若不使用p978,则它相应于驱动器编号,例如:CU 或CU/ALM 之后的6 个驱动器: 1 ~ 6NX10 的3 个驱动器:7 ~ 9整定值类型MD 30130 CTRLOUT_TYPE1 整定值输出0 仿真编号MD 30200 NUM_ENCS测量系统 1 单位置测量系统2 双位置测量系统可通过IS DB31.DBX1.5/1.6 来选择测量系统1 或2索引[n] 测量系统机床数据具有索引[0] 或[1]。
[0] 第1 个测量系统的值[1] 第2 个测量系统的值实际值分配MD 30220 ENC_MODULE_NR[n] 实际值分配: 通讯时隙。
实际值输入MD 30230 ENC_INPUT_NR[0] SINAMICS 编码器编号(值1/2/3 表示第1/2/3 个SINAMICS 编码器)编码器类型MD 30240 ENC_TYPE[n]1 增量型编码器(MD34200=1)4 绝对值编码器(MD34200=0)0 仿真极性实际值MD 32110 ENC_FEEDBACK_POL [n]0/1 默认值-1 极性改变运动方向MD 32100 AX_MOTION_DIR0/1 默认值-1 返回方向3:光栅尺MD 31000 ENC_IS_LINEAR [n]1 用于实际位置值采集的编码器为直线编码器(光栅尺)。
0 用于实际位置值采集的编码器是旋转编码器。
直接MD 31040 ENC_IS_DIRECT [n]测量系统 1 用于检测实际位置值的编码器直接位于机床上。
0 用于检测实际位置值的编码器直接位于电机上。
增量数MD 31020 ENC_RESOL [n]旋转测量系统中编码器旋转一圈的增量数。
电机测量系统每圈的增量数为2048。
光栅尺刻度MD 31010: ENC_GRID_POINT_DIST直线测量系统的刻度格间距,[mm]导螺杆螺距MD 31030 LEADSCREW_PITCH 滚珠螺杆的螺距。
变速箱MD 31060 DRIVE_AX_RATIO_NUMERA [n]电机/负载装载机构的分子MD 31050 DRIVE_AX_RATIO_DENOM [n] 装载机构的分母辅助变速箱MD 31066 DRIVE_AX_RATIO2_NUMERA MD 31064 DRIVE_AX_RATIO2_DENOM通过软件V6.4 及更高版本,可以定义辅助变速箱;它们的位置可通过MD 31044 ENC_IS_DIRECT2 来设置。
变速箱MD 31080 DRIVE_ENC_RATIO_NUMERA [n]电机/测量系统测量机构的分子MD 31070 DRIVE_ENC_RATIO_DENOM [n] 测量机构的分母索引[n] 测量系统机床数据具有索引[0] 或[1]。
[0] 第1 个测量系统的值[1] 第2 个测量系统的值4:编码器极限频率监控MD 36300:ENC_FREQ_LIMIT(编码器极限频率),对在MD36300 中输入的此频率进行监控。
若超过此频率,则输出报警“21610 已超出通道[名称] 轴[名称] 的编码器频率”,并将轴停止。
零点标记监控过MD 36310: ENC_ZERO_MONITORING > 0,可激活零点监控。
该值指示出允许丢失的脉冲数量。
出错时会显示报警“25020 轴[名称] 零点标记监控”,并通过制动斜坡(MD 36610) 将轴停止。
特殊功能:MD 36310 = 100 编码器的硬件监控关闭。
编码器切换误差在切换过程中,将对位置实际值偏差进行监控。
若此偏差大于在MD 36500: ENC_CHANGE_TOL 中输入的值,则输出报警“25100 轴%1 不能进行测量系统切换”,并禁止切换编码器同步误差两个测量系统的实际值之间的允许偏差。
在对两个测量系统进行循环比较过程中,不得超过此误差设置,否则会输出错误消息。
5:转速必须定义以下转速:MD 32000:MAX_AX_VELO(最高轴转速G0)MD 32010:JOG_VELO_RAPID(JOG 模式下的快速移动)MD 32020:JOG_VELO(JOG 模式下的JOG 轴进给速度)对于轴驱动器,必须在MD 1401 中输入达到转速MAX_AX_VELO (MD 32000) 时的电机转速。
转速整定值监控MD 36210 CTRLOUT_LIMIT(以百分比表示的最高转速整定值)100% 表示最高转速整定值对应于模拟接口的10 V 电压。
超过此限值后,将触发报警“25060 轴%1 转速整定值限制”,并将轴停止。
MD 36220 CTRLOUT_LIMIT_TIME(转速整定值监控延时)此MD 定义了触发监控之前转速整定值可以超过MD 36210 值的时间长短。
达到此限值时,会发生轮廓错误。
转速实际值监控MD 36200 AX_VELO_LIMIT(转速实际值监控的门限值)超过该门限时,会触发报警“25030转速实际值报警限值”并将轴停止。
轮廓监控MD 36400:CONTOUR_TOL(轮廓监控的误差带)通过将NC 位置整定值与测量的实际值之间的偏差与预先计算的跟随误差进行比较,进行监控。
轮廓监控始终在位置控制操作中有效。
若超过了此误差带,则生成报警“25050 轴[名称] 轮廓监控”,并通过预设的制动斜坡对轴进行减速(MD 36610)。
6:硬限位开关对于每个轴,可通过PLC 接口(接口“硬限位开关-/+”DB31.DBX12.0 / 12.1)实现监控。
在达到限位开关时,会将轴停止。
可通过MD 36600 来设置制动行为。
MD 36600:BRAKE_MODE_CHOICE(带硬限位开关时的制动行为)1通过整定值“0”进行快速减速0 抱闸特性可通过报警“21614 通道[名称1] 轴[名称2] 硬限位开关[+/-]”进行编辑。
软限位开关MD 36100:POS_LIMIT_MINUS(第1 软限位开关-)MD 36110:POS_LIMIT_PLUS(第1 软限位开关+)MD 36120:POS_LIMIT_MINUS2(第2 软限位开关-)MD 36130:POS_LIMIT_PLUS2(第2 软限位开关+)有效的软限位开关可通过PLC(IS“第2 软限位开关-/+”DB31.DBX12.2 / DBX12.3)来选择。
.只有在基准点逼近之后,监控才有效。
预设(PRESET) 之后,监控功能不再有效。
报警“10620/10621/10720 所达到/定位/编程到的通道[名称1] 块[编号] 轴[名称2] 的端点位于软限位开关+/- 之后”工作区域限制- 设置数据对于几何轴,可以设置工作区域限制,并通过设置数据来激活(参数OA、“设置数据”(Setting data) 软键、“工作区域限制”(Working area limitation) 软键)。
只有在基准点逼近之后,监控才有效。
工作区域限制- 零件程序对于几何轴,可通过G25/G26 来设置零件程序的工作区域限制。
报警“10630 / 10631 / 10730 所达到/定位/编程到的通道[名称1] 块[编号] 轴[名称2] 的端点位于工作区域限制+/- 之后”7:定位期间进行监控在定位期间,将监控轴是否已接近定位窗口(精确停止),以及没有移动指令的轴是否已离开特定的误差窗口(零转速监控、夹紧误差)。
粗精确停止MD 36000 STOP_LIMIT_COARSE IS“通过粗精确停止达到位置”(DB31 ~ DBX60.6)细精确停止MD 36010 STOP_LIMIT_FINE NST“通过细精确停止达到位置”(DB31 ~ DBX60.7)细精确停止延时MD 36020 POSITIONING_TIME在此延时之后,实际值必须已达到在达到整定值位置之后的“细精确停止”误差窗口。
若在指定时间内未达到细精确停止窗口,则输出报警“25080 轴[名称] 定位监控”。
零转速误差MD 36030 STANDSTILL_POS_TOL 零转速轴必须遵守的位置误差。
若超出此误差窗口,则输出报警“25040 轴[名称] 零转速监控”。
零转速监控延时MD 36040 STANDSTILL_DELAY_TIME在此延时之后,实际值必须已达到在达到整定值位置之后的“零转速误差”误差窗口。
若未达到此位置误差,则输出报警“25040 轴[名称] 零转速监控”。
夹紧误差MD 36050 CLAMP_POS_TOL(夹紧误差)存在PLC 接口信号“夹紧运行”(DB31 ~ DBX2.3) 时监控的位置误差。
超过此误差时,将输出报警“26000 轴[名称] 夹紧监控”。
8:伺服增益系数在MD32200 POSCTRL_GAIN(伺服增益系数)中,为轴输入所需的伺服增益。
目的是取得较大的伺服增益。
这会带来:•较小的跟随误差/控制偏移•较小的圆半径误差•更块的块切换•更高的轮廓精度伺服增益系数的大小是有限的。
在指定整定值斜坡和移动至特定位置时,不能发生过冲。
为避免产生轮廓误差,参与插补的所有轴必须具有相同的伺服增益系数。
伺服增益可通过下式计算:加速度轴将使用在MD32300: MAX_AX_ACCEL(轴加速度)中输入的值进行加速和减速。
此值应允许轴快速和精确地加速和定位,同时确保机床不会过度承载负荷。
加速度的默认值在0.5 m/s2 至2 m/s2 范围内。