生产中钢制水夹套氯化氢合成炉的设计
氯化氢合成与吸收工艺设计及运行总结
氯化氢合成与吸收工艺设计及运行总结王真贝,黄建成(江苏扬农化工集团,江苏扬州225000)[关键词]:氯化氢合成石墨二合一氯化氢吸收设备选型运行情况[摘要]:对扬农化工集团产能扩建项目中盐酸合成工艺的设计过程进行了简要的概述。
对于设备选型以及后期运行情况进行了分析,并对生产过程出现的异常现象以及处理办法进行了描述。
Hydrogen chloride synthesis and absorption of process designand operation summaryWang Zhenbei*,Huang Jiancheng(Jiangsu Yangnong Chemical Industry Co.,Ltd., Jiangsu Yangzhou 225000,China) [key words]: hydrogen chloride synthetic graphite hydrochloric acid absorption type equipment operation[Abstract]: the design process of the synthesis of hydrochloric acid production capacity expansion project Yangnong Chemical Industry Co.,Ltd., in brief. For equipment selection and post operation are analyzed, the abnormal phenomenon and appeared on the production process and processing method are described.1、前言盐酸是氯碱化工的主要产品之一,目前盐酸合成工艺多数采用合成和吸收两大操作单元组成。
合成炉是制造氯化氢气体或盐酸的主要设备。
氯化氢合成炉工艺流程

氯化氢合成炉工艺流程英文回答:The synthesis of hydrogen chloride (HCl) is a critical industrial process that involves the reaction of hydrogen (H2) with chlorine (Cl2) to produce HCl gas. The HCl synthesis furnace plays a crucial role in this process, providing the high temperatures necessary for the reactionto occur efficiently.The HCl synthesis furnace consists of a refractory-lined steel vessel equipped with a burner and a series of heat exchange tubes. The H2 and Cl2 gases are preheated in the heat exchange tubes before entering the furnace chamber, where they are mixed and ignited by the burner. The combustion of the gases generates heat, which raises the temperature of the reaction mixture to the desired level.The reaction between H2 and Cl2 is exothermic, meaning that it releases heat. This heat is utilized to maintainthe high temperature of the furnace and to preheat the incoming gases. The HCl gas produced in the reaction is cooled in the heat exchange tubes and condensed into a liquid.The following steps outline the basic process flow of an HCl synthesis furnace:1. Preheating: The H2 and Cl2 gases are preheated in the heat exchange tubes to a temperature of approximately 200-300°C.2. Mixing: The preheated gases are mixed in the furnace chamber.3. Combustion: The mixed gases are ignited by the burner, initiating the reaction between H2 and Cl2.4. Reaction: The H2 and Cl2 react to form HCl gas.5. Cooling: The HCl gas is cooled in the heat exchange tubes and condensed into a liquid.The efficient operation of the HCl synthesis furnace is essential for the production of high-quality HCl gas. The furnace must be designed and operated to ensure that the reaction occurs at the desired temperature and that the HCl gas is effectively condensed. Careful control of theprocess parameters, such as the temperature, pressure, and gas flow rates, is necessary to optimize the efficiency and yield of the process.中文回答:氯化氢合成炉工艺流程。
科技成果——氯化氢合成余热利用技术
科技成果——氯化氢合成余热利用技术适用范围石化行业现有或新建氯碱企业的氯化氢或盐酸合成炉新建或改造行业现状对于氯化氢合成中的热能利用,国内主要有两种方法:一种是使用钢制水夹套氯化氢合成炉副产热水。
这种钢合成炉在炉顶部和底部容易受腐蚀,使用寿命短,副产的热水应用范围有限;另一种是使用石墨制的氯化氢合成炉副产热水或0.2-0.3MPa压力的蒸汽。
由于石墨是非金属脆性材料,受强度和使用温度的限制,在副产蒸汽时石墨炉筒作为产汽的受压部件,安全上存在一定隐患,采用该方法副产的热水或低压蒸汽热能利用只能达到40%,应用范围同样有限。
目前该技术可实现节能量2万tce/a,减排约5万tCO2/a。
成果简介1、技术原理氯气与氢气反应生成氯化氢时伴随释放出大量反应热,完全可以用来副产蒸汽。
副产中压蒸汽合成炉在高温区段,使用钢制水冷壁炉筒;在合成段顶部和底部钢材容易受腐蚀的区段,采用石墨材料制作。
采用这种方法既克服了石墨炉筒强度低和使用温度受限制的缺点,又克服了合成段的顶部和底部容易腐蚀的缺点,从而使氯化氢合成的热能利用率提高到70%,副产蒸汽压力可在0.2-1.4MPa间任意调节,可并入中、低压蒸汽网使用,使热能得到充分利用。
2、关键技术自循环换热蒸汽发生技术、腐蚀控制技术、生产运行自动控制技术。
3、工艺流程图1 氯化氢合成余热利用技术图图2 氯化氢合成余热利用技术设备图主要技术指标每合成生产1t氯化氢可副产0.8-1.4MPa中压蒸汽0.7t。
技术水平该技术已在部分化工行业推广应用,使氯化氢合成的热能利用率提高到70%,节能效果显著。
典型案例典型用户:浙江巨化股份有限公司电化厂、江苏大和氯碱化工有限公司、重庆三阳化工有限公司典型案例1:浙江巨化股份有限公司电化厂:建设规模:08-140-84型副产蒸汽氯化氢合成炉一套,日产氯化氢140t,副产1.2MPa蒸汽84t。
主要技改内容:拆除原水套式石墨氯化氢合成炉,利用原厂房框架新上一套副产蒸汽氯化氢合成炉。
夹套氯化氢合成炉换热面积的设计方法
[ /]
!
$% /’ 壁温校核与合成炉换热面积 合成气与冷却水为逆流传热, 可用下式校核壁 温
[ 6]
, 校核时采用最高合成气与最低冷却水的温度
数据对、 最低合成气与最高冷却水的温度数据对获 得最高壁温和最低壁温。 G )" 7 ) 7 G G ) 7 7 ) 9 G + ! ! , ( 8" , ( 89 -" -9 合成炉换热面积数学模型为: :+ ; < . !) =
[ %] 成气露点温度可通过下式得到 :
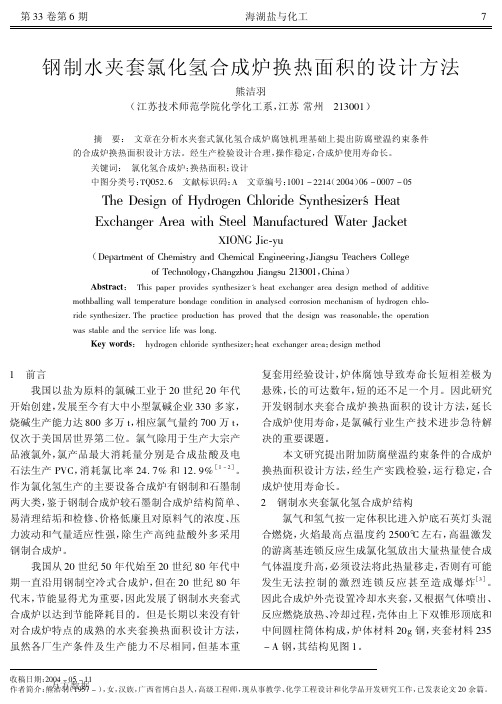
!" 视镜口 #" 套管式灯头内管 $" 套管式灯头外管 %" 点火口 &" 下 锥体 ’" 圆筒段 (" 上锥体 )" 防爆膜 *" 水夹套 图 !+ 钢制水夹套氯化氢合成炉结构图
$+ 合成炉换热面积设计方法 本文提出附加防腐壁温约束条件的钢制水夹套 合成炉换热面积的设计方法, 即首先根据合成炉腐 蚀机理确定炉体防腐最佳壁温范围, 再通过假设合 成炉气体出口温度, 运用壁温校核的数学模型试差 计算, 满足最佳壁温范围计算的换热面积为其设计 值, 设计步骤见图 # 。
的合成炉换热面积设计方法。经生产检验设计合理, 操作稳定, 合成炉使用寿命长。 关键词: ! 氯化氢合成炉; 换热面积; 设计 中图分类号: &’%(") *! 文献标识码: +! 文章编号: #%%# , ""#( "%%- ) %* , %%%. , %(
氯化氢合成炉的防腐措施
=防腐与节能>氯化氢合成炉的防腐措施周德祥X(柳州东风化工有限责任公司氯碱分厂,广西柳州545005)[关键词]氯化氢;合成炉;防腐[摘 要]介绍了在使用钢制氯化氢合成炉过程中遇到的问题及解决办法,对氯化氢合成炉的腐蚀原因进行了分析,并采取了相应的预防措施。
[中图分类号]T Q050.96 [文献标识码]B [文章编号]1008-133X(2001)09-0042-02前言氯化氢合成炉是合成氯化氢的重要设备,目前国内很多氯碱厂家已采用了耐腐蚀性较好的石墨合成炉或三合一炉。
相对于石墨合成炉,碳钢制氯化氢合成炉具有制作方便、不受能力限制、材料价格低廉、维护费用低等优点,因此很多厂家仍在使用。
我厂使用钢制氯化氢合成炉已有30多年历史,在合成炉的防腐方面积累了一定的经验。
目前,我厂使用的钢制氯化氢合成炉寿命已超过5年,单炉日处理氯气40t 以上,生产出的盐酸颜色几乎无色。
下面就我厂在氯化氢合成炉的设计、使用以及防腐措施等方面作一介绍,供大家参考。
1 在使用钢制氯化氢合成炉过程中遇到的问题及解决方法我厂使用的合成炉上下为圆锥形,中间为圆柱形。
在建厂初期曾使用过没有夹套冷却的合成炉,炉体的温度很高,使用寿命仅为半年。
后采用水夹套冷却合成炉,使用寿命延长到2年。
生产能力也有了很大的提高。
1990年1月,我厂使用金属阳极电解槽后,氯化氢合成炉在夹套进水口处,出现了严重的腐蚀,不到半年的时间里,出现了10多次穿孔漏水现象。
这主要是因为刚投入使用的金属阳极电解槽产生的氯气含氧偏高,经大量液化后,用于合成氯化氢气的尾氯含氧高达8%,合成的氯化氢气体露点达到80e 以上。
又因合成炉的冷却水进口设计不甚合理,存在低温区,该处的炉壁温度低于氯化氢的露点,因此冷凝出盐酸,造成酸腐蚀。
经改进夹套进水工艺后,消除了进水口处局部过冷,合成炉又恢复正常使用。
1994年,随着我厂烧碱生产能力的扩大,氯化氢合成炉的生产负荷也随之增大。
氯化氢合成工艺技术及装置的选择

氯化氢合成工艺技术及装置的选择
氯化氢合成工艺技术及装置的选择
摘要:介绍了氯化氢合成工艺技术,就装置的选择对国产合成炉和国外合成炉进行了对比。
关键词:氯化氢合成国产合成炉国外合成炉
我公司1 00万t/a PVC项目,其中一期工程拟建30万t/a烧碱装置,24万t/a HC1(折lOO%HCl)装置,高纯盐酸4.5万t/a(折31%HCl)。
我公司在氯化氢合成工序,工艺技术采用热量回收副产蒸汽的正压二合一石墨合成炉,合成的氯化氢气经冷却后可直接送至VCM装置,不需设置加压系统,副产蒸汽供冷冻工序溴化锂机组生产烧碱装置和乙炔装置所需的+7℃冷冻水。
氯化氢吸收系统按全负荷吸收设计,采用6套吸收系统,其中2套负压吸收系统,用于点火和生产烧碱装置自用盐酸,4套正压吸收系统,用于事故吸收。
VCM装置所需氯化氢和离子膜烧碱装置自用盐酸所需的氯化氢的总量约为815t/d,结合国内目前已有成熟的正压合成炉生产能力,暂按选用国产的单台生产能力为135t/d的副产蒸汽的正压二合一石墨合成炉6+1套。
故采用国产合成炉在合成工艺技术及装置配置上是可行的。
下面主要从以下几个方面就国产合成炉和国外合成炉进行比较。
1氯化氢合成炉的结构特点
国产合成炉由钢制外壳、热能利用器、气室、石墨炉盖、下酸盘、。
年产10万吨氯碱车间氯化氢合成工段的初步设计_毕业论文设计
年产10万吨氯碱车间氯化氢合成⼯段的初步设计_毕业论⽂设计(此⽂档为word格式,下载后您可任意编辑修改!)摘要本设计是以氯化氢为产品,年产10万吨氯碱车间氯化氢合成⼯段的初步设计。
说明书⾸先阐述了合成氯化氢的意义与作⽤,国内外氯化氢合成的研究现状以及发展前景。
其次介绍了本设计的设计依据,⼚址选择,原材料及产品规格。
确定⼯艺路线,⼯艺流程的简述,以及整个⽣产过程的物料和热量衡算。
对氯化氢合成炉、吸收器以及解析塔等主要设备进⾏了计算以及相应的选型,并综合各⽅⾯因素对车间布置,⾃动控制,安全和环境保护⼯程以及公⽤⼯程进⾏了合理的设计。
完成了20000字的设计说明书,同时对⽣产流程图,车间平⽴⾯布置图以及主体设备图进⾏了绘制。
关键词:氯化氢;氯碱;合成;⼯艺路线AbstractHydrogen chloride is the product of the the design, the preliminary design of an annual output of 100,000 tons of chlor-alkali workshop chloride Section. Manual first expounded the significance and role of the synthesis of chloride, chloride synthesis of current research and development prospects at basis of the design, site selection, raw material and product specifications. Determine the process route, a brief description of the process, as well as material and process. Hydrogen chloride synthesis furnace, the main equipment of the absorber, as well as analytical tower were calculated and the corresponding selection, and integration of various factors on the plant layout, automatic control, safety and environmental protection engineering and public works for a reasonable design. Completed a 20,000-word design specification, flow chart of production workshop and facade layout and the main equipment Figure drawing.Keywords: Hydrogen chloride; Chlor-alkali; Synthesis;Process route⽬录摘要 (I)ABSTRACT............................................................................................................................................... I I 第1章总论 (1)1.1概述 (1)1.1.1⽣产的意义与作⽤ (1)1.1.2国内外的现状及发展前景 (1)1.1.3产品的性质与特点 (2)1.1.4产品的⽣产⽅法概述 (3)1.2设计依据 (4)1.3⼚址选择 (4)1.4设计规模与⽣产制度 (4)1.4.1设计规模 (4)1.4.2 ⽣产制度 (5)1.5 原料与产品规格 (5)1.5.1 主要原料规格及技术指标 (5)1.5.2 产品规格 (6)1.6 经济核算 (6)第2章⼯艺设计和计算 (7)2.1 ⼯艺原理 (7)2.2 ⼯艺路线的选择 (8)2.3 ⼯艺流程简述 (9)2.3.1 ⼯艺流程⽰意图 (9)2.3.2 ⼯艺流程简述 (9)2.4 物料衡算 (10)2.4.1 ⽣产能⼒及原料氯⽓与氢⽓量的计算 (10) 2.4.2 合成炉的物料衡算 (10)2.4.3 降膜吸收器的物料衡算 (13)2.4.4 解吸塔的物料衡算 (14)2.4.5 尾⽓吸收塔的物料衡算 (15)2.5 热量衡算 (16)2.5.1 合成炉的热量衡算 (16)2.5.2 ⽯墨冷却器的热量衡算 (22)2.5.3降膜吸收器的热量衡算 (24)2.5.4解吸塔的热量衡算 (26)2.5.5 尾⽓吸收塔的热量衡算 (27)2.5.6⽯墨换热器的热量衡算 (29)2.5.7盐⽔⽯墨冷却器的热量衡算 (30)2.6 Aspen模拟 (31)2.6.1全流程的Aspen模拟图 (31)2.6.2氯化氢合成炉的Aspen模拟图 (31)2.6.3降膜吸收器的Aspen模拟图 (32)第3章设备选型 (35)3.1 关键设备的计算 (35)3.1.1合成炉炉体直径的计算 (35)3.1.2合成炉换热⾯积的计算 (35)3.1.3合成炉炉⾼的计算 (39)3.1.4合成炉灯头尺⼨的计算 (39)3.1.5爆破膜尺⼨的计算 (42)3.1.6 厚度的计算 (43)3.1.7 封头的选择及计算 (44)3.2 其他设备的计算及选型 (45)3.2.1⽯墨冷却器的计算及选型 (45)3.2.2降膜吸收器的计算及选型 (46)3.2.3 尾⽓吸收塔的计算及选型 (47)3.2.4解吸塔的计算及选型 (48)3.2.5⽯墨换热器的计算及选型 (49)3.2.6盐⽔⽯墨冷却器的计算及选型 (52)第4章设备⼀览表 (53)第5章车间设备布置 (54)第6章⾃动控制 (55)第7章安全和环境保护 (57)7.1 安全 (57)7.2 三废产⽣情况 (58)7.3 三废处理情况 (58)第8章公⽤⼯程 (58)8.1 供⽔ (58)8.2 供电 (59)8.3 供暖 (59)8.4 通风 (60)参考⽂献 (60)致谢 (61)第1章总论1.1概述1.1.1⽣产的意义与作⽤⼯业上⽤电解饱和⾷盐⽔的⽅法来制取NaOH、Cl2、H2,并以它们为原料⽣产⼀系列化⼯产品,称之为氯碱⼯业。
氯化氢合成炉的结构改造设计思路及具体方法解析
氯化氢合成炉的结构改造设计思路及具体方法解析作者:刘国霞崔慧敏来源:《中国科技博览》2016年第06期[摘要]介绍了氯化氢合成及合成炉的工艺,分析了该炉的特、优点及运行中的存在的问题,并进行了相应改进。
?[关键词]氯化氢合成炉工艺缺陷改进中图分类号:TQ124.4 文献标识码:A 文章编号:1009-914X(2016)06-0148-011、氯化氢合成炉结构工艺流程该炉由两套相同的合成单元和一套分子筛合成炉单元组成。
由自电解制氢工序的合成炉氢气与由液氯汽化工序来的合成炉氯气经过调压阀减压和流量调节进入二合一合成炉内的燃烧室,氢气和氯气在火焰向下的燃烧器里混合燃烧生成氯化氢气体,气体向下流经燃烧室和冷却段,出合成炉的氯化氢气体含水量约700ppmv。
气体再进入石墨冷凝冷却器、除雾器经 -21℃冷冻盐水冷凝除水后含水量降至100ppmv左右,再经过合成炉单元的分子筛吸附塔进行变温吸附脱水后,氯化氢气体含水量小于5ppmv。
然后经隔膜压缩机压缩后送入三氯氢硅合成工序。
为保证安全和环保,本炉每条生产线还配备有一套主要由氯化氢降膜吸收器、盐酸中间罐、尾气塔组成的氯化氢吸收系统,可用来吸收因负荷调整或紧急泄放而排出的氯化氢气体。
工艺的核心是合成单元(或整合的燃烧室和冷却器),这个单元由浸渍石墨材料构成,并由水冷却的钢外壳包住。
氢气和氯气由合成炉的顶部进入专业设计的特殊燃烧器燃烧,从而确保完全燃烧。
分子筛合成炉单元主要由2个轮流使用,用于吸附氯化氢水份和再生的吸附塔组成。
2个塔在操作过程中进行切换,至少一个吸附塔是在吸附模式,另一个在再生模式。
一个循环合计有96小时,48个小时用于吸附,48个小时用于再生、备用。
再生结束,吸附塔又重新具备处理原料气并生产净化气的能力。
两个吸附塔轮流进行上述的步骤,保证连续处理原料气,同时连续生产净化气。
2、氯化氢合成炉的特点及运行中的优点2.1此炉的氯化氢合成炉燃烧室、冷却部分均为等均压石墨材质,较传统钢制合成炉,防腐性能更为优越,但热利用率较低。
氯化氢合成炉工艺设计及运行效果
( n i gR s l tXixa g4 3 1 , hn ) Xi a ei Pa , n i 5 0 1 C ia x n n n n
小 于 7 %的尾 氯 与氢 气混 合 燃 烧 , 空 冷 、 冷 、 5 经 石 三
级闭路循 环吸 收等工序制 3 %的盐 酸。送 气炉 也 1 备有 同样 的制 酸 工 序 , 以便 单 台送 气 炉 开 停 车 短 时 间制 酸 和 制 酸 炉 设 备 更 新 及 检 修 。合 成 炉 先 后 由
K yW lSh d o e ho ie s n h t u n c ; r c s ein;u n n e Od : y r g n c lr ;y t e i f r a e p o esd g r n ig d c s Abt c: e slc in o h i a a tr n h e in o h o y sr cu e o s atTh ee t ft e man p r mee sa d t e d g ft e b d tu t r f r o s 22 0 0
产炉 型 之 一 。
1 原 合成炉 系统
我 厂合 成 炉 系统 分两 套 装 置 : 制酸 和送气 单元 。
制酸单元( 1 设计能力为 60 0t , P C树脂 3 %) 0 a 向 V / 车间生产纯度不小于 9 %的氯化氢气体 ; 3 输送单元 的能力为 1 t 。该系统包括 20 0 80送 万 / a 0 7 0 X 气 合 成炉 2台 , 内燃烧 容 积 V=1 . , 体 散 炉 3 5m3炉
氯化氢合成炉的腐蚀机理与设计对策
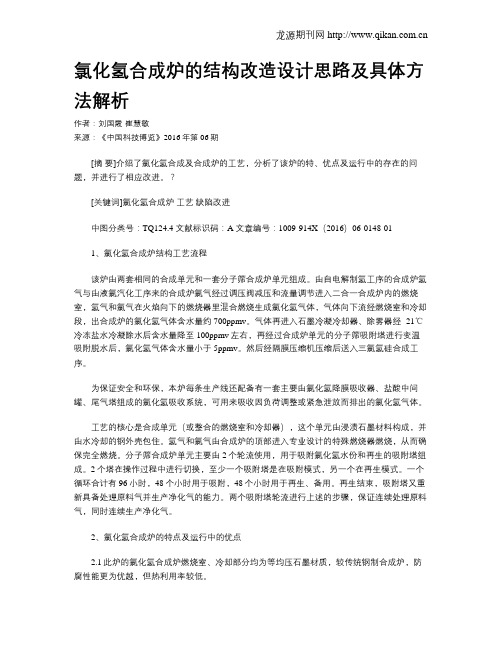
氯化氢合成炉的腐蚀机理与设计对策熊洁羽王国军文颖频(江苏技术师范学院应用化学系, 江苏常州213001)摘要本文在分析氯化氢合成炉腐蚀机理的基础上提出了合成炉设计对策,包括根据炉体壁温约束条件确定适宜的合成炉气体出口温度和灯头中氯气喷射速度、进水口处炉体防腐及合成炉开车防腐技术方案。
经生产检验合成炉设计合理,操作稳定,使用寿命长。
关键词氯化氢合成炉;腐蚀机理;设计对策The Corrosion Mechanism and Design Strategyof Hydrogen Chloride SynthesizerXIONG Jie–yu WANG Guo-jun WEN Ying-pin(Department of Applied Chemistry,Jiangsu Teachers College of Technology, Jiangsu Changzhou 213001)Abstract This paper provide design strategy of the synthesizer in analysed corrosion mechanism of hydrogen chloride synthesizer. It is included determining adaptive gas exit temperature and the chlorine injection velocity in lamp adapter with bondage condition of synthesizer wall temperature, provided the mothballing technology scheme in inlet opening and when on stream. The practice production has proved that the synthesizer design was reasonable and the operation was stable.Key words hydrogen chloride synthesizer, corrosion mechanism, design strategy以海湖盐为原料的氯碱厂普遍采用燃烧合成法生产盐酸,鉴于钢制合成炉较石墨制三合一、二合一合成炉结构简单,易清理结垢和检修,且对原料氯气浓度、压力波动和气量无特殊要求,故多采用钢制水夹套式合成炉[1],其生产工艺流程见图1。
氯化氢夹套合成炉设计及生产中应注意的问题
氯化氢夹套合成炉设计及生产中应注意的问题
徐绪林;虞霖瑞
【期刊名称】《中国氯碱》
【年(卷),期】1990(000)003
【总页数】2页(P39-40)
【作者】徐绪林;虞霖瑞
【作者单位】不详;不详
【正文语种】中文
【中图分类】TQ124.42
【相关文献】
1.钢制水夹套氯化氢合成炉换热面积的设计方法 [J], 熊洁羽
2.PVC生产中钢制水夹套氯化氢合成炉的设计 [J], 熊洁羽;王国军;文颖频
3.钢制水夹套氯化氢合成炉的设计 [J], 付雪;杨华
4.水冷却夹套式钢制合成炉在氯化氢合成中的应用 [J], 张鸿
5.水夹套式氯化氢合成炉的改进与热利用 [J], 谢文晓;张红
因版权原因,仅展示原文概要,查看原文内容请购买。
合成炉的结构特点及设计技巧

合成炉的结构特点及设计技巧
孟海波;杨丙生;李健
【期刊名称】《全面腐蚀控制》
【年(卷),期】2018(32)11
【摘要】氯化氢合成炉在工业中应用非常广泛;是\"合成法\"制取氯化氢的核心设备.设备是工艺过程控制的工具;为了实现化工单元操作任务,设计中必须做好工艺和设备的有机结合;遵循化工工艺原理;结合工艺特点;通过合理的结构设计,对化工反应的每一个细节和过程做到安全、合理、有效的控制.本文介绍了氯化氢合成炉的种类、性能结构特点、发展演变过程、设计选型技巧等;结合工艺原理分析,使氯化氢合成炉的结构设计工作能够更加科学合理、有的放矢.
【总页数】6页(P28-32,37)
【作者】孟海波;杨丙生;李健
【作者单位】山东赫达股份有限公司,山东淄博 255300;山东赫达股份有限公司,山东淄博 255300;山东赫达股份有限公司,山东淄博 255300
【正文语种】中文
【中图分类】TE432.1
【相关文献】
1.观察结构特点灵活选用解法——谈一元一次方程的解法技巧 [J], 张志明
2.抓有机物结构特点,找同分异构体的解题技巧 [J], 许连生
3.发动机活塞环的结构特点与安装技巧 [J], 何丽敏
4.历史最佳选择题的结构特点和解题技巧 [J], 李强
5.新闻英语的语言结构特点及翻译技巧 [J], 米淑一[1]
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EF)61=@6FCOPQ JKJ$’ KMKURY$Q LO$ [KXQI KMS %I[OKMPQ% "N ["’’"QP"M PM ORS’"VIM [OU"’PSI QRMLOIQPYI’ \PLO QL$$UH%K]$ \KL$’ ^_T‘IL PM DE6 J’"SXTLP"M _MS SILI’%PMIQ LOI ’IQL’PTLP"M T"MSPLP"MQ _MS SIQPVMPMV T"XMLI’! %I_QX’IQ N"’ \_UU LI%JI’_LX’I PM LOI QRMLOIQPYI’+;PLO %_LOI%_LPT_U QP%XU_LPMV %ILO"S4LOI SIQPVM %ILO"S N"’ ORS’"VIM TOU"’PSI QRMLOIQPYI’ _MMIZIS \PLO \_UU LI%JI’_LX’I ’IQL’PTLP"M T"MSPLP"M PQ JXL N"’\_’S+ COI J’"SXT! LP"M J’_TLPTI O_Q J’"#IM LO_L LOI SIQPVM PQ ’I_Q"M_aUI4 LOI "JI’_LP"M PQ QL_aUI _MS LOI QI’#PTI UPNI PQ U"MVI’+ G2/ >"10)FDE6 J’"SXTLP"Mb ORS’"VIM TOU"’PSI QRMLOIQPYI’bSIQPVM %ILO"S 1
! 设计不当使炉壁温度低于氯化氢气体露点 "
炉内壁局部凝结盐酸导致快速腐蚀穿孔 ’ 冷却水进 水口的冷水直冲炉内壁 " 致使该处炉壁温度长期低
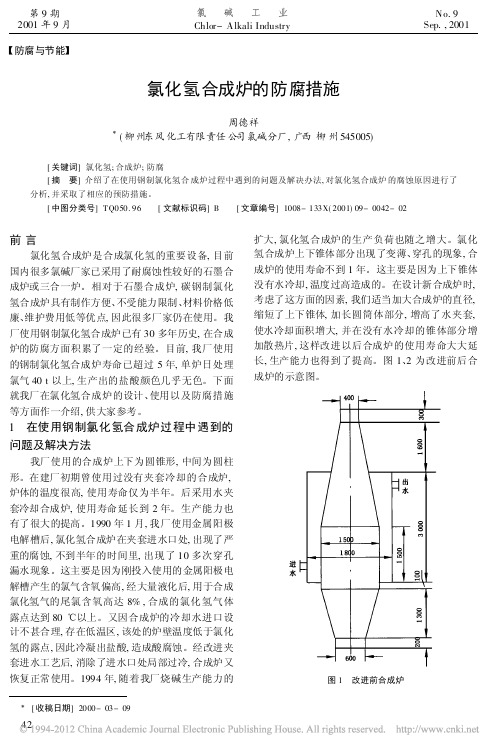
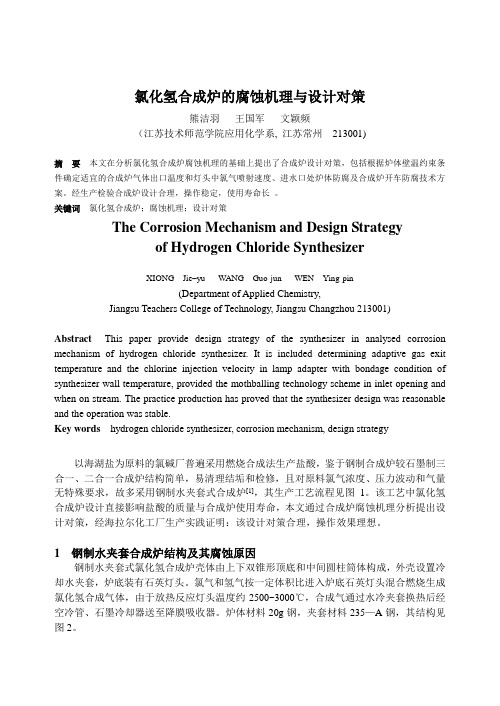
!" 钢制水夹套合成炉 #" 空冷管 $" 石墨水冷却器 " 图 2 氯化氢生产工艺流程示意图
钢制水夹套合成炉的设置长期以来由于没有规 范的设计资料 " 同行企业尽管生产能力 $ 使用条件不 同仍重复套用进行经验设计 " 致使合成炉使用寿命
%89%(+" & %89%(+" &
0 .03(Re ) ´ Pr l ´ De 1 + 1 .74 (Re )1 8 ´ (Pr - 1)
%" &
根据热量衡算计算灯头合成气温度 :0!
Tk ìG ’ ´ é D H 0 ( 298 .15 k ) + ( Tk -3 ’ 0 + GH ´ éDH m D C p , m 2 dT ) ´ 10 - 3 ù ü í HCl ê ý 2 ( 298 . 15 k ) + ( ò m1 ò298 .15 k D C p ,m1dT ) ´ 10 ù 2O ú ê ú 298 . 15 k ë û ë ûþ t1 = t + î G! ´ C p
套的冷却水与夹套中由下部向上升的热水形成对流 混合 # 避免从底部进水时冷水在底部的沉积 ! %( & 将 单 一 进 水 口 改 为 多 口 进 水 方 式 > 以 便 于 水扩散 # 防止局部过冷 ! %! & 在进水口水流部位炉体上增设挡板及切线 进水 # 有效防止冷却水直冲炉体 # 避免进水口处低温 氢去极化腐蚀 !
段 &# 该段需降低气流速度增加气体在合成炉内停留 时间以保证合成反应燃烧充分 # 根据生产实际经验
!""# 年 $$ 月第 % 期
%#
万方数据
熊洁羽等 !456 生产中钢制水夹套氯化氢合成炉的设计
根据设计条件及物料衡算计算合成气体露点温度 :?C!
t DP = 3 . 7368 - 0 . 1591 ´ l n ( P! 1000 G H 2O G" ) - 0 . 0326 ´ l n ( P! P G P G G HCl ) + 0 . 0026 ´ ! HCl ´ l n ( ! H 2 O ) G" G! G!
的腐蚀 # 合成炉设计壁温应控制在合成气体的露点 以上 # 高温临界腐蚀温度 !00! 以下 ! !3( 设计对策 !"("4 确定适宜的合成炉气体出口温度设计换热面积 根据腐蚀机理 # 合成炉的设计关键在于附加防 腐壁温约束条件设计合成炉换热面积 # 这就需要确
&3(
中间圆筒部分 合成炉中间圆筒部分是气体燃烧段 % 也称放大
第 50 卷
中
国
井
矿
盐
!"#$%&
6789: ;<== :9> ?@6A B:=C
DE6!"#$%&’()*+,-./01
熊洁羽 ! 王国军 ! 文颖频
! 江苏技术师范学院化学化工系 " 江苏常州 (.5)). #
摘 要 $ 分析了 DE6 生产中钢制水夹套氯化氢合成炉腐蚀原因和腐蚀机理 ! 确定了合成炉设计的壁 温约束条件和设计对策 # 采用数学模拟法提出了附加壁温约束条件的氯化氢合成炉系统设计方法 # 经生 产检验设计合理 ! 操作稳定 ! 合成炉使用寿命长 # 关键词 $DE6 生产 % 氯化氢合成炉 % 设计方法 文献标识码 FG 文章编号 F.)).H)550-())*3),H))5)H), 中图分类号 FCB55
! 氯气和氢气中含水 " 含氧量过高及合成过程
中过氢量大 # 灯头氯气喷射气速选择不当等 # 也会影 响炉体使用寿命 !
! !"#
腐蚀机理分析及设计对策 腐蚀机理分析 氯化氢合成炉的腐蚀主要表现为两种机理$!%&’$ 一是因合成炉温度过高造成的高温腐蚀 ! 由于
43599 环型腐蚀带 # 设计时可采用如下防腐措施 ! %4 & 将进水口设置在夹套的中下部 # 使刚进入夹
目前国内以井矿盐或海湖盐为原料采用电石法 生产聚氯乙烯的中小型氯碱厂 " 所需原料氯化氢大 多采用燃烧合成法 " 鉴于钢制水夹套合成炉可产生 节能效益 " 且结构简单造价低 $ 易 清 理 结 垢 和 检 修 $ 对氯气浓度$ 压力波动和对气量无特殊要求"故
DE6 生 产 企 业 多 采 用 钢 制 水 夹 套 合 成 炉 燃 烧 合 成
34!"#$%&$’ ())* !"+,
万方数据
熊洁羽等 !CD, 生产中钢制水夹套氯化氢合成炉的设计
炉气出口
A( 1&
定适宜的合成炉气体出口温度 # 即首先根据设计条 件确定氯化氢合成气体的露点温度 # 在假设合成炉 气体出口温度条件下根据所确定的数学模型计算合
= 6 ?
A($ 1( 1($
成炉对流传热系数 # 再对壁温进行条件校核 # 若壁温 在防腐温度区域计算结果成立 # 确定得适宜合成炉 气体出口温度及相应的合成炉换热面积 # 否则需重 新计算直至满足合成炉壁温的设计条件 $5"6’! 其设计
根据气体状态方程式和最适宜气速确定合成炉圆柱体直径 ?0 及夹套直径 ?(!
D1 = G " R ( t1 + 273 . 15 ) ´ 10 3 1 ´ P! ´ 3600 0 . 785 u
;%> $
?(@?0AB;%>
假设合成炉气体出口温度 :($ 根据热量衡算计算冷却水流量 !
G! = G " ´ t 2 - t1 ) ´ C p ," D t ´ C p ,!
2 5 4 & ! ( ,-( 入口 1( 入口
"4 A4$ 14 1! 1!# 1B A4 "( A!$ A!
程序及数学模型见框图 ! !
!3(3( 确定适宜的氯气喷射速度设计喷射灯头
氯化氢合成炉灯头中氯气喷射速度亦是影响合 成炉腐蚀的因素 ! 当氯气喷射速度 78!9:; 时 # 燃烧 火焰低 # 大量热集中在炉膛底 部 # 发 生 高 温 腐 蚀 ’ 当
氯化氢气体经空冷 $ 水冷至氯乙烯合成系统的工艺 过程 " 其流程见图 .c."(d%
#
(
钢制水夹套合成炉结构及其腐蚀原因 钢制水夹套合成炉壳体由上下双锥形顶底和中
间圆柱筒体构成 " 外壳设置冷却水夹套 " 炉底装有石 英灯头 % 氯气和氢气按一定体积比进入炉底石英灯 头混合燃烧生成氯化氢气体 " 由于放热反应最高火 焰温度达 (0))"5)))# " 因此炉 体 材 料 ()V 钢 " 夹 套 材料 (50H: 钢 " 其结构及尺寸标注见图 ( % 影响炉体使用寿命主要有以下因素 &
7<=9:; 时 # 火 焰 较 长 热 量 较 多 地 冲 向 炉 顶 # 使 炉 顶
产生高温腐蚀 # 而炉底则会产生低温区氢去极化腐 蚀 ! 灯头虽有单层和多层结构之分 # 但生产运行证实 适宜的灯头中氯气喷射速度为 7.530%5359:;! 其单 层喷射灯头结构及尺寸标注见图 & # 设计程序及数 学模型见图 5 # 多层灯头设计计算依此类推 !
)*!)*!++!*
)*!)*(++(* 阴极过程是氢离子的还原 # 即 $(1++(*!1( 总反应式为 $ ()*+21,-.()*,-!+!1( )*+(1,-.)*,-(+1(
由此可见 # 为减轻钢制水夹套式氯化氢合成炉
! 合成炉工艺尺寸的选择"##$ &34
生产强度 根据生产实际 # 钢制水夹套合成炉的生产强度 ( 一般在 (35 吨 1,-:9! @!