折弯系数
折弯系数计算公式多种算法
折弯系数计算公式多种算法折弯系数是用于计算材料在弯曲过程中的变形程度的一个重要参数,它可以帮助工程师和设计师确定材料在弯曲过程中的性能和可靠性。
在工程设计和制造过程中,正确计算折弯系数对于保证产品的质量和安全至关重要。
本文将介绍折弯系数的计算公式和多种算法,以帮助读者更好地理解和应用这一重要参数。
折弯系数的定义。
折弯系数是指材料在弯曲过程中受到的应力与材料的抗弯强度之比。
它通常用符号k表示,其计算公式为:k = M / (S W)。
其中,M表示弯矩,S表示截面模量,W表示截面宽度。
折弯系数的大小反映了材料在弯曲过程中的变形程度,可以帮助工程师和设计师选择合适的材料和设计结构,以确保产品在使用过程中不会发生过度变形或破坏。
计算公式。
折弯系数的计算公式可以根据不同的材料和弯曲情况进行选择。
常见的计算公式包括:1. 金属材料的折弯系数计算公式。
对于金属材料,其折弯系数可以根据材料的弯曲强度和截面形状来计算。
常见的计算公式包括:k = (σ / σy) (1 / R)。
其中,σ表示材料的抗弯强度,σy表示材料的屈服强度,R表示截面曲率。
这个公式适用于不同形状和尺寸的金属截面,可以帮助工程师和设计师根据具体的材料和结构来确定折弯系数。
2. 塑料材料的折弯系数计算公式。
对于塑料材料,其折弯系数的计算公式与金属材料有所不同。
常见的计算公式包括:k = (σ / σy) (1 / R) (t / T)。
其中,σ表示材料的抗弯强度,σy表示材料的屈服强度,R表示截面曲率,t 表示材料的厚度,T表示材料的宽度。
这个公式考虑了塑料材料的厚度和宽度对折弯系数的影响,可以帮助工程师和设计师更准确地计算塑料材料的折弯系数。
多种算法。
除了常见的折弯系数计算公式外,还有一些基于数值模拟和实验数据的算法可以用于计算折弯系数。
这些算法可以更准确地考虑材料的非线性和变形特性,适用于复杂的结构和加载条件。
常见的算法包括:1. 有限元分析。
折弯系数完整版

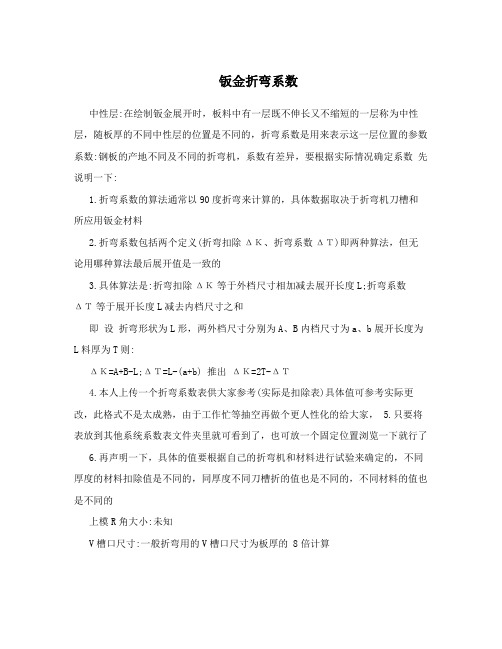
折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
圆钢折弯系数表一览表

圆钢折弯系数表一览表圆钢折弯系数表一览表以下是圆钢折弯系数的一览表,用于参考与计算圆钢材料在折弯过程中的弯曲变形。
圆钢折弯系数是指在一定工艺条件下,圆钢材料发生弯曲变形时所需的力矩与截面抵抗变形的能力之间的比值。
了解圆钢折弯系数对于合理设计和加工圆钢具有重要意义。
表1:圆钢折弯系数表(单位:N/mm^2)圆钢直径(mm)材料折弯角度(°)折弯系数--------------------------------------------4 Q235 90 0.0186 Q235 90 0.0128 Q235 90 0.01010 Q235 90 0.00912 Q235 90 0.00816 Q235 90 0.00620 Q235 90 0.00525 Q235 90 0.00430 Q235 90 0.00340 Q235 90 0.00350 Q235 90 0.002表2:圆钢折弯系数表(单位:N/mm^2)圆钢直径(mm)材料折弯角度(°)折弯系数-------------------------------------------4 304 90 0.0226 304 90 0.0168 304 90 0.01410 304 90 0.01312 304 90 0.01116 304 90 0.00920 304 90 0.00725 304 90 0.00630 304 90 0.00540 304 90 0.00450 304 90 0.003表3:圆钢折弯系数表(单位:N/mm^2)圆钢直径(mm)材料折弯角度(°)折弯系数--------------------------------------------4 45# 90 0.0206 45# 90 0.0158 45# 90 0.01210 45# 90 0.01112 45# 90 0.01016 45# 90 0.00820 45# 90 0.00725 45# 90 0.00630 45# 90 0.00540 45# 90 0.00450 45# 90 0.003以上三个表格列举了不同直径的圆钢在不同材料和折弯角度下的折弯系数。
钣金折弯系数表和计算公式

钣金折弯系数表
钣金折弯系数
折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料及加工的状况及折弯的角度;PROE在进行钣金的折弯和展平时,会自动计算材料被拉伸或压缩的长度;计算公式如下:
L=π×R+K系数×T×θ/90
L: 钣金展开长度Developed length
R: 折弯处的内侧半径Inner radius
T: 材料厚度
θ: 折弯角度
Y系数: 由折弯中线Neurtal bend line的位置决定的一个,其默认值为所谓的“折弯中线”;可在config中设定其默认值initial_bend_factor
在钣金设计实际中,常用的钣金展平计算公式是以K系数为主要依据的,范围是0~1,表示材料在折弯时被拉伸的抵抗程度;与Y系数的关系如下
Y系数=π/2×k系数。
折弯系数完整版

折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
折弯系数表

5
内R5 6、0 内R3 4.8
4 足4.0 直角 6.8 内R5
5 足5.0 直角 8.5 内R5
1.2 足1.2 直角
2
内R5
0.3
足 直角 0.7
材料
铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板 铝板
厚度 平常叫法 折弯角 折弯系数
0.4 不足0.5 直角 0.6 0.45 足0.5 直角 0.7 0.7 不足0.8 直角 1.1 0.75 足0.8 直角 1.2 0.88 不足1.0 直角 1.4 0.95 足1.0 直角 1.5 1.05 不足1.2 直角 1.7 1.15 足1.2 直角 1.8 1.35 不足1.5 直角 2.1 1.45 足1.5 直角 2.3 1.75 不足2.0 直角 2.8
足1.0 足1.2 足1.5 足2.0 足2.5 足3.0 足4.0 足5.0 足6.0
直角 直角 直角 直角 直角 直角 直角 直角 直角 直角 直角 直角 直角
0.9
1.5
1.8 内R3 2.9
2
内R3
3
2.5 内R3 3.5
3.5
4
5
7
8.5
10 内R20 15
内R5 4(电解板1.7) 内R5 4.2
材料
铜板 铜板 铜板 铜板 铜板 铜板 铜板 铜板 铜板
厚度 平常叫法 折弯角 折弯系数 折弯角 折弯系数 折弯角 折弯系数
0.5 足0.5 直角 0.85 内R5
1 足1.0 直角 1.7 内R5
1.5 足1.5 直角 2.5 内R5
2 足2.0 直角 3.4 内R5 4.7 内R3 3.8
3
足3.0 直角
折弯系数
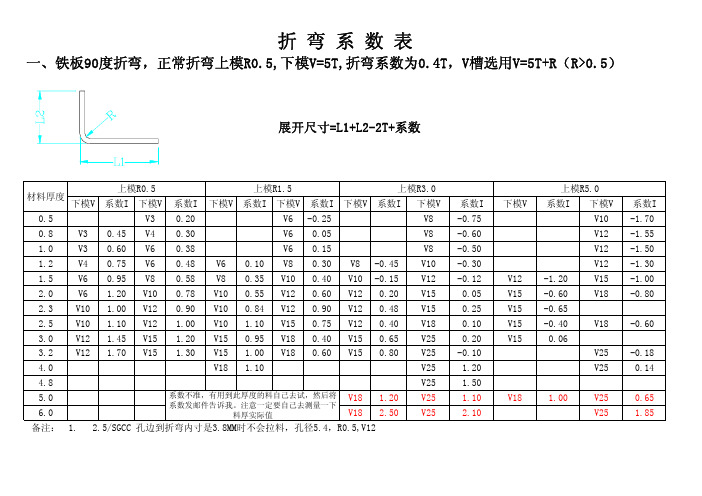
一、铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
上模R0.5
上模R1.5
上模R3.0
材料厚度
下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V
0.5
V3 0.20
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
上模R0.5
上模R1.5
上模R3.0
材料厚度
下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V 系数I 下模V
0.5
V5 -0.20
V8 -0.30
V12 -0.30
0.8
V5 -0.80
V8 -0.40
V12 -0.20
V12 -0.40
1.0
V5 -0.90
V8 -0.80
V12 -0.50
1.2(1.13) V5 -1.55
V8 -0.90
V12 -0.80
1.5
V8 -1.30
V8 -1.30
V12 -1.00
2.0 V12 -1.80
V12 -1.80
V12 -1.80
2.3 V12 -2.00
V12 -2.00
0.8
V5 -0.60
V8 0.60
V12 1.30
1.0
V5 -0.50
V8 0.10
V12 1.20
1.2
V5 -0.40
V8 -0.30
V12 0.80
1.5
V8 -0.90
钣金折弯系数
钣金折弯系数中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数先说明一下:1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T则:ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家,5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的上模R角大小:未知V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关 4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。
两个办法:1、根据实际结果和计算值,得出这种材料的中间层位置系数。
2、根据截面密度计算理论值,再修正。
1折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
教育训练教材
主题:展开图绘制方法.注意事项与技巧适用对象:
工艺部新进人员
课时: 版次:1.0
教官: 日期:
一.展开公式
1. 一般90˚折弯L=a+b-ε(式中L:展开长度, a,b:折弯尺寸, ε:折弯系数)
2.压死边L= a+b-0.5T也等于T/4(单边)
3.任一角度折弯L= a+b-(180˚-β)/90Xε
公式3) 在180°>β﹥120°时比较困难,在此范围之外则最好不要用此公式,一般使用经验工式4.经验公式: L=内层长度之和(或外层长度之和)
二展开系数90˚展开系数表
板厚(T)材质值板厚(T)材质值
0.8钢板 1.6
2.5
钢板 4.4铝板 1.4铝板 4.2
1.0钢板 1.8
3.0
钢板 5.2铝板 1.6铝板 5.0
1.2钢板
2.2
3.2
钢板 5.4铝板 2.0铝板 5.2
1.5 钢板
2.7
3.5钢板 6.2
β
第1页,共4页
主题: 展开图绘制方法.注意事项与
适用对象: 工艺部新进人员
技巧
以上表值均为在标准槽宽为(TX6)时之数值,如遇到板厚比较厚,而折弯尺寸较小时,展开数需根据实际情况放大,放大需根据实际情况而定.
三,压段差(Z弯曲)
Z弯曲之展开尺寸(=L) L = A + B + Z
Z值表(MM)
板厚(T)
0.50.8 1.0 1.2 1.5 1.7 2.0 3.0
高度(H)
0.50.08~~~~~~~
0.80.150.080.1~~~~~
1.00.450.180.150.130.120.1~~
1.50.90.60.40.250.220.20.180.15
2.0 1.35 1.050.90.70.40.30.250.2
2.5 1.8 1.5 1.35 1.20.80.70.40.3
3.0 2.3 2.0 1.8 1.6 1.3 1.20.80.4
3.5~ 2.5 2.3 2.1 1.8 1.6 1.20.5
4.0~ 3.0 2.8 2.6 2.3 2.1 1.70.6
4.5~ 3.4 3.2 3.0 2.7 2.5 2.2 1.0
5.0~~ 3.7 3.5 3.2 3.0 1.6 1.3
四反折平压弯曲(折叠)之展开尺寸
第2页,共4页。