粉末冶金材料
高性能粉末冶金材料

粉末制备工艺流程: 包括原料选择、制 备方法选择、工艺 参数控制等
粉末冶金材料制备工艺简 介
压制成型工艺原理
压制成型工艺流程
压制成型工艺优缺点
烧结原理:粉末冶金材料通过加热 和加压的方式,使粉末颗粒间发生 物理化学变化,形成致密的结构
烧结工艺参数:包括温度、压力、 时间等,这些参数对材料的性能和 结构有重要影响
高性能粉末冶金材 料性能特点
高强度:粉末冶金材料具有优异的力学性能,能够承受高负荷和应力,具有较高的抗拉强度和 抗压强度。
单击此处输入你的智能图形项正文,文字是您思想的提炼,请尽量言简意赅的阐述观点。单击此处输入你的智能图形项正文
硬度:粉末冶金材料具有较高的硬度,能够抵抗磨损和划痕,保持长期稳定的使用性能。 以 上内容仅供参考,您可以根据需要进一步补充和完善。
医疗器械领域:粉末冶金零件用于制造人工关节、牙科种植体和手术器械等,具有生物相容性 和耐磨性。
高性能粉末冶金材 料发展趋势与挑战
粉末冶金材料 制备技术不断 创新,提高材 料性能与质量
粉末冶金材料 在新能源汽车、 航空航天等领 域的应用不断
拓展
粉末冶金材料 在3D打印、增 材制造等领域 的应用前景广
以上内容仅供参考,您可以根据需要进一步补充和完善。
01 高 导 电 性 : 高 性 能 粉 末 冶 金 材 料 具 有 优 异 的 导 电 性 能 , 能 够 有 效 地 传 递 电 流 , 减 少 电 阻 , 提 高 导 电 效 率 。
单击此处输入你的正文,文字是您思想的提炼,为了最终演示发布的良好效果,请尽量言简意赅的阐述观点;根据需要可酌情增减文字
添加标题
添加标题
添加标题
添加标题
烧结设备:包括真空烧结炉、气氛 烧结炉等,根据材料特性和制备要 求选择合适的设备
粉末冶金材料标准表

公司制造的铁基粉末冶金零件执行标准与成分性能〈一> GB/T14667。
1-93<二> MPIF—35烧结铁和烧结碳钢的化学成分(%).材料牌号Fe C F—0000 97。
7-100 0。
0-0。
3 F-0005 97.4-99。
7 0.3—0。
6 F—0008 97。
1-99。
4 0。
6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2。
0%。
▲烧结铁—铜合金和烧结铜钢的化学成分(%).材料牌号Fe Cu CFC-0200 83.8—98.5 1.5-3.9 0.0-0.3FC-020593。
5-98。
21。
5—3。
90.3-0.6FC-020893。
2-97.9 1.5—3。
90.6—0。
9烧结铁—镍合金和烧结镍钢的化学成分(%).材料牌号Fe Ni Cu CFN-0200 92.2—99。
0 1.0-3.0 0。
0-2.50。
0—0.3FN-0205 91。
9-98.7 1。
0-3.0 0.0-2.5 0。
3-0.6FN-0208 91.6-98。
4 1。
0-3.0 0.0-2.50。
6—0。
9FN-0405 89.9—96.7 3.0-5。
5 0。
2-2.0 0。
3-0。
注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2。
0%。
FC—050591。
4—95。
74.0—6。
00。
3—0.6FC—050891.1—95。
44。
0-6.00.6—0。
9FC-080888。
1-92。
47。
0—9。
0。
6—0.9FC—1000 87.2-90。
59.5—10。
50.0—0.36FN—040889。
6—96。
43。
0—5。
50.0—2.0 0.6—0.9注:用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF—35)铁—镍合金和镍钢粉末冶金材料性能(MPIF—35)↑上一页⊙不锈钢系列粉末冶金制品执行标准与典型牌号的成分和性能-不锈钢(MPIF—35)⊙铜基系列粉末冶金制品执行标准成分与性能—铜基(GB2688—81)⊙<三>"DIN V 30 910” 及”ISO5755” (成分与性能略)⊙烧结铝镍钴永磁合金的磁特性及其它物理特性〈 規 格 二 - 不銹鋼 >TypeChemical Composition (%)Physical Mechanical PropertiesFe Cr Ni Cu Tin Si Mn Mo C S Other Density (g/cm 3) Ultimate Tensile Strength (kg/mm 2)Elong-ation (%) Hard-nessSUS303LSCba l 18。
粉末冶金材料标准表
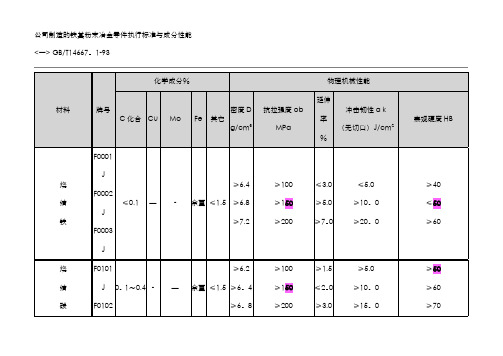
公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667。
1-93<二〉MPIF-35烧结铁和烧结碳钢的化学成分(%).材料牌号Fe C F—0000 97.7—100 0。
0—0.3 F-0005 97。
4-99.7 0。
3-0。
6 F-0008 97。
1—99。
4 0.6-0.9 注:用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2。
0%。
▲烧结铁-铜合金和烧结铜钢的化学成分(%).材料牌号Fe Cu CFC—0200 83.8-98.5 1.5-3。
9 0.0-0。
3FC-0205 93.5—98。
2 1.5—3。
90。
3—0。
6FC-020893。
2-97.9 1.5-3。
9 0.6-0。
9FC-0505 91.4-95。
7 4。
0-6.0 0。
3—0。
烧结铁-镍合金和烧结镍钢的化学成分(%).材料牌号Fe Ni Cu CFN—0200 92.2-99.0 1.0-3。
00。
0-2。
50。
0—0。
3FN-0205 91。
9-98.7 1.0—3。
00。
0—2.50.3-0。
6FN—0208 91.6—98。
4 1。
0-3.0 0.0-2.50。
6-0。
9注:用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2。
0%。
6FC-0508 91.1—95。
4 4.0—6。
0 0。
6-0.9FC—0808 88.1-92.4 7.0-9.0 0.6-0.9FC-1000 87.2-90。
59。
5—10。
50.0-0。
3FN-0405 89。
9—96.7 3.0-5。
50。
2—2.00.3—0.6FN—040889。
6—96。
43.0—5.50。
0-2。
0。
6—0。
9注:用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%⊙ 铁—铜合金和铜钢粉末冶金材料性能(MPIF—35)铁—镍合金和镍钢粉末冶金材料性能(MPIF-35)↑上一页⊙不锈钢系列粉末冶金制品执行标准与典型牌号的成分和性能-不锈钢(MPIF-35)⊙ 铜基系列粉末冶金制品 执行标准成分与性能-铜基(GB2688-81)⊙ <三> ”DIN V 30 910” 及 "ISO5755” (成分与性能略) ⊙ 烧结铝镍钴永磁合金的磁特性及其它物理特性< 規 格 二 — 不銹鋼 〉TypeChemical Composition (%)Physical Mechanical PropertiesFe Cr Ni Cu Tin Si Mn Mo C S Other Density(g/cm 3) Ultimate Tensile Strength (kg/mm 2)Elong-ation(%) Hard-nessSUS303LSCba l 18。
粉末冶金材料概述
Return
PPT文档演模板
粉末冶金材料概述
现代粉末冶金技术与发展
• 技术特征: • 技术多样性;
粉末制备、成形、烧结技术多选择
• 工艺复杂性; • 手段先进性;
压机、烧结炉等设备与最新科技结合
• 性能优异性; • 零件复杂性; • 规模扩大性; • 成本低廉性。
530人,年销售额6210万 美元,人均年销售额97.25 万元人民币。
宁波粉末冶金厂
400人,年销售额1.2亿元,人 均年销售额30万元; 扬州保来得公司
300人,年销售额1.8亿元,人 均年销售额60万元; 国内一般粉末冶金厂
人均年销售2万元。
PPT文档演模板
粉末冶金材料概述
• 发展趋势
• 辐射领域越来越广
PPT文档演模板
粉末冶金材料概述
• PM Production of notch segment for truck transmission
PPT文档演模板
粉末冶金材料概述
PPT文档演模板
粉末冶金材料概述
• 采用PM技术制备材料/产品的缺点:
• 原料粉末价格较贵; • 模具成本高,靠产量规模降低费用; • 烧结制品残余孔隙影响性能; • 氧和杂质含量较高; • 制备高纯活性金属困难;
PPT文档演模板
粉末冶金材料概述
St*
*1st=0.9078
**Reflects P/M grade powders only includes stainless steels after 1996
Sourse:MPIF,JPMA,EPMA
International iron and steel powder Metal powder in
粉末冶金摩擦材料

粉末冶金摩擦材料粉末冶金摩擦材料是一种新型的摩擦材料,它由金属粉末和其他添加剂通过一系列的加工工艺制备而成。
这种材料具有优异的摩擦性能和耐磨性能,被广泛应用于汽车、机械设备、航空航天等领域。
下面将从材料特性、制备工艺和应用领域三个方面来介绍粉末冶金摩擦材料。
首先,粉末冶金摩擦材料具有优异的摩擦性能和耐磨性能。
由于其特殊的结构和成分,使得其在摩擦过程中具有较低的摩擦系数和较高的耐磨性能,能够有效减少机械设备的能量损耗和零部件的磨损。
此外,粉末冶金摩擦材料还具有良好的耐高温性能和抗腐蚀性能,能够在恶劣的工作环境下保持稳定的摩擦性能,大大延长了机械设备的使用寿命。
其次,粉末冶金摩擦材料的制备工艺相对复杂,但是具有很高的可控性和灵活性。
制备过程主要包括原料的混合、成型、烧结和表面处理等环节。
在原料的选择和配比上,可以根据具体的应用要求来确定金属粉末和添加剂的种类和比例,从而调控材料的摩擦性能和耐磨性能。
在成型和烧结过程中,可以通过压制工艺和热处理工艺来控制材料的微观结构和力学性能,从而满足不同工作条件下的需求。
此外,表面处理工艺可以进一步改善材料的摩擦性能和耐磨性能,提高其在实际应用中的性能表现。
最后,粉末冶金摩擦材料在汽车、机械设备、航空航天等领域有着广泛的应用前景。
在汽车领域,粉末冶金摩擦材料可以用于制造摩擦片、离合器、制动器等摩擦副零部件,能够提高汽车的能效和安全性能。
在机械设备领域,粉末冶金摩擦材料可以用于制造轴承、齿轮、润滑材料等零部件,能够降低设备的能耗和维护成本。
在航空航天领域,粉末冶金摩擦材料可以用于制造发动机零部件、飞机结构件等高温高载零部件,能够提高航空器的性能和可靠性。
综上所述,粉末冶金摩擦材料具有优异的摩擦性能和耐磨性能,其制备工艺具有很高的可控性和灵活性,有着广泛的应用前景。
随着科技的不断进步和工业的不断发展,相信粉末冶金摩擦材料将会在未来发挥越来越重要的作用,为各行各业带来更多的技术创新和经济效益。
粉末冶金材料的热处理工艺

粉末冶金材料的热处理工艺热处理是粉末冶金材料制备过程中的关键步骤之一,通过控制材料的温度和时间,在一定的环境条件下改变材料的组织结构和性能,从而达到提高材料性能的目的。
本文将介绍粉末冶金材料的热处理工艺及其影响因素。
一、热处理的基本原理热处理是通过加热和冷却来改变材料的组织结构和性能。
具体来说,热处理可以改变材料的晶粒尺寸、晶界分布、相组成和相形态等。
通过调控这些因素,可以改善材料的硬度、强度、耐磨性、耐腐蚀性等性能。
二、热处理的基本步骤粉末冶金材料的热处理通常包括加热、保温和冷却三个步骤。
1. 加热:将粉末冶金材料置于炉中,通过加热设备提供的热能使材料升温。
加热温度应根据材料的成分和热处理要求进行选择,一般可以分为预热、保温和回火等几个阶段。
2. 保温:在达到所需的加热温度后,将材料保持在一定温度下一段时间,以使材料内部发生相应的组织变化。
保温时间的长短应根据材料的性质和要求来确定。
3. 冷却:在保温结束后,需要将材料迅速冷却至室温。
冷却速度的选择对于材料性能的改善至关重要,过快或过慢的冷却速度都可能导致材料性能不理想。
三、影响热处理效果的因素1. 温度:热处理温度是影响材料组织和性能的重要因素。
过高的温度可能导致材料过度烧结或晶粒长大,而过低的温度则可能使材料的相变不完全。
2. 时间:保温时间的长短对于材料的组织结构和性能有着重要影响。
过短的保温时间可能无法完全实现相变,而过长的保温时间则可能导致材料的晶粒长大。
3. 冷却速度:冷却速度的选择对于材料性能的改善至关重要。
过快的冷却速度可能导致材料的内部应力过大,而过慢的冷却速度则可能使材料的相变不完全。
4. 环境气氛:热处理过程中的气氛对于材料的表面质量和性能有着重要影响。
不同的气氛条件下,材料的表面可能会发生氧化、碳化等现象,从而影响材料的性能。
四、热处理工艺的应用粉末冶金材料的热处理工艺广泛应用于汽车、航空航天、电子、机械等行业。
例如,在汽车制造中,通过热处理可以提高发动机零部件的耐磨性和耐高温性能;在航空航天领域,热处理可以提高飞机结构材料的强度和耐腐蚀性能。
粉末冶金材料
粉末冶金材料
粉末冶金是一种将金属零件或非金属零件制造成型的方法。
粉末冶金材料指的是由粉末颗粒制成的材料。
粉末冶金材料具有独特的特点和优势,在许多领域得到广泛的应用。
首先,粉末冶金材料具有良好的材料性能。
由于粉末冶金材料是通过将金属粉末或非金属粉末进行模具压制制成的,所以其晶格结构相对松散,缺陷较多,因此具有较高的强度和硬度。
此外,粉末冶金材料还具有优异的耐磨性、耐腐蚀性和耐高温性能,适用于各种恶劣的工作环境。
其次,粉末冶金材料的制造过程简单、高效。
相对于传统的金属加工方法,粉末冶金材料制造过程中无需进行熔融、铸造等繁琐的工艺,而是通过将粉末进行压制和烧结,以及热处理等简单工序即可完成。
这不仅大大节省了能源和材料的消耗,还能够大幅降低生产成本。
再次,粉末冶金材料具有良好的成型能力。
由于颗粒之间的间隙和相互作用力,粉末冶金材料在模具压制过程中易于形成复杂的形状和细小的结构,能够生产出具有高度精度和良好一致性的零部件。
因此,粉末冶金材料可广泛用于汽车、机械、电子等领域,用于制造各种精密零件。
最后,粉末冶金材料还能够实现多种材料的复合和表面工艺。
通过混合不同的金属粉末,可以制备具有特殊性能的复合材料,扩展了材料的应用范围。
同时,通过在粉末冶金材料的表面进行涂覆、热处理和喷涂等工艺,还能够改善材料的表面性能,
提高其耐磨、耐腐蚀和摩擦性能。
综上所述,粉末冶金材料是一种具有良好性能、制造过程简单高效、具有良好成型能力和适用于复合和表面工艺的材料。
在工业生产和科学研究中,粉末冶金材料已经得到广泛应用,并在不同领域发挥着重要作用。
粉末冶金材料
粉末冶金材料粉末冶金材料是一种通过将金属粉末或粉末混合物在一定的温度、压力条件下压制成型,再经过烧结或热处理得到所需形状和性能的金属材料的制备工艺。
粉末冶金材料具有独特的优点,因此在各种工业领域得到广泛应用。
首先,粉末冶金材料具有优异的工艺性能。
由于粉末冶金材料的原料为金属粉末,因此可以通过模具压制成各种复杂形状的零件,且可以在不同的温度和压力条件下进行成型,适应各种加工工艺要求。
这使得粉末冶金材料在制造复杂零件时具有独特的优势,大大提高了生产效率。
其次,粉末冶金材料具有优异的机械性能。
由于粉末冶金材料在成型后需要进行烧结或热处理,使得材料内部结构得到优化,晶粒得到再结晶,从而提高了材料的硬度、强度和耐磨性等机械性能。
此外,粉末冶金材料还可以通过合金化、表面处理等方式进行性能调控,满足不同工程应用的要求。
再次,粉末冶金材料具有优异的耐腐蚀性能。
由于粉末冶金材料可以通过合金化、表面处理等方式改变材料的化学成分和表面状态,因此可以在一定程度上提高材料的耐腐蚀性能。
这使得粉末冶金材料在化工、航空航天等领域得到广泛应用,成为了替代传统材料的重要选择。
最后,粉末冶金材料具有优异的经济性能。
由于粉末冶金材料可以通过粉末冶金成型、烧结或热处理等工艺制备成型,因此可以实现材料的高效利用,减少了材料浪费,降低了生产成本。
同时,粉末冶金材料还可以通过批量生产、自动化生产等方式降低生产成本,提高了产品的竞争力。
综上所述,粉末冶金材料具有优异的工艺性能、机械性能、耐腐蚀性能和经济性能,因此在汽车、航空航天、电子、军工等领域得到广泛应用。
随着科技的不断进步和工业的不断发展,相信粉末冶金材料将会在未来发展中发挥越来越重要的作用。
粉末冶金材料概述
粉末冶金材料概述引言粉末冶金材料是一类通过粉末冶金工艺制备的新型材料。
粉末冶金是指通过粉末冶金工艺将金属或非金属粉末压制成型,经过烧结或其他处理方法得到所需材料的一种制备方法。
粉末冶金材料因其独特的结构和性能,在许多工业和科研领域受到广泛关注。
本文将对粉末冶金材料进行概述,包括其制备方法、特点和应用领域等方面。
粉末冶金材料的制备方法粉末冶金材料的制备方法主要包括粉末制备、成型和烧结等步骤。
粉末制备粉末制备是粉末冶金材料制备的第一步。
粉末制备方法有很多种,包括物理方法和化学方法两大类。
物理方法主要包括气雾法、机械法、电解法和溅射法等。
其中,气雾法是指通过气体或喷雾器产生粉末颗粒,例如高温气雾法和超声气雾法。
机械法是指通过机械力使原料产生破碎、研磨或合金化的方法,常见的机械法有球磨法和挤压法等。
电解法是指通过电解原理将金属溶液电解析出粉末。
溅射法是将金属或合金靶材置于真空或较低压力下,在被轰击时产生粉末颗粒。
化学方法主要包括沉积法和还原法等。
沉积法是将金属盐溶液注入电化学池中,通过电解原理在电极上析出粉末。
还原法是指通过还原反应将金属离子还原成金属粉末。
成型是将粉末加工成所需形状的步骤。
常见的成型方法有压制、注射成型和挤压等。
压制是将粉末放入模具中,在一定压力下使其成型。
注射成型是将粉末与有机绑定剂混合,通过注射机将混合物喷射到模具中,经过固化后得到成型件。
挤压是将粉末放入带有孔的金属筒子中,在压力下挤出形状。
烧结是粉末冶金材料制备的最后一步,通过加热使粉末颗粒之间的结合力增强,形成致密的材料。
烧结温度和时间根据材料的要求进行选择,一般在金属的熔点以下,同时需要保证烧结后的材料具有所需的物理和化学性质。
粉末冶金材料的特点粉末冶金材料具有许多独特的特点,使其在许多领域具有广泛的应用前景。
高纯度由于粉末冶金材料可以通过粉末制备方法获得,因此可以获得高纯度的材料。
在制备过程中,可以通过选择合适的原料和控制工艺参数,减少杂质的含量,从而获得高纯度的材料。
粉末冶金行业相关材料
粉末冶金行业相关材料
粉末冶金是指先将金属或者非金属的原料粉末化,再进行成型、烧结、热处理等加工过程的一种先进的材料制备工艺,它作为一种针对性很强的材料制备技术,被广泛地应用在航空、航天、汽车、电子、机械等领域,尤其是在新材料的开发与制造中,其应用前景非常广阔。
而在粉末冶金行业中,相关材料的种类也是多种多样,下面我们就来详细了解一下。
1. 金属粉末:金属粉末是粉末冶金行业中最基础的材料。
金属粉末是指将金属铸块、金属管材等物体进行粉碎或溅射而形成的颗粒状物质,它具有高密度、高纯度、化学性稳定、热稳定等特点。
目前市场上常用的金属粉末有铝、镁、铜、铁、钛、锌、锡等等。
2. 陶瓷粉末:陶瓷粉末也是粉末冶金行业中使用较为广
泛的一种材料。
陶瓷粉末是由氧化物、碳酸盐或者其他未完全熔化的原材料制备而成,具有多孔、高半导体和耐高温等性质,广泛应用于制造陶瓷器具、电子陶瓷、陶瓷刀具等领域。
3. 碳素材料:碳素材料是由高纯度的碳粉制备而成的材料,主要包括石墨、碳纤维、碳纳米管等各种形态。
碳素材料具有高强度、高温稳定、电导率高等特点,在航空航天、轻工等领域有非常广泛的应用。
4. 功能材料:功能材料是指在粉末冶金行业中经过特殊
加工,赋予特殊的功能的材料。
常见的功能材料有高强度耐高
温合金、复合材料、超硬材料等,这些材料在军品、工业、医疗、通信等领域都有广泛的应用。
总的来说,随着科技的不断进步,粉末冶金行业在未来将会成为更加重要的产业之一。
而在这个行业中,各种材料的应用将会更加广泛,也会激发出更多的科技创新和发展潜力。
粉末冶金烧结后的硬度

粉末冶金烧结后的硬度摘要:1.粉末冶金烧结后的硬度概述2.粉末冶金材料的种类与硬度3.粉末冶金齿轮的硬度4.粉末冶金硬度的测量方法5.粉末冶金烧结后硬度的影响因素6.结论正文:一、粉末冶金烧结后的硬度概述粉末冶金烧结后的硬度因其材料种类、制备工艺、用途等因素而异。
粉末冶金是一种将金属或非金属粉末通过压制、烧结等方法制成制品的工艺。
在烧结过程中,粉末颗粒间的结合会得到增强,因此烧结后的材料硬度通常会提高。
二、粉末冶金材料的种类与硬度粉末冶金材料种类繁多,包括铁基、铜基、镍基等。
其中,钨的硬度仅次于钻石,可以达到8-9M。
粉末冶金齿轮的硬度一般可以达到40HRC 以上。
三、粉末冶金齿轮的硬度粉末冶金齿轮的硬度会受到材料、热处理工艺等因素的影响。
通常,粉末冶金齿轮在热处理后的硬度可以达到40HRC 以上,但这并不意味着硬度越高越好。
过高的硬度可能导致齿轮脆性增加,影响使用寿命。
因此,齿轮硬度的选择需要根据实际使用需求进行合理设定。
四、粉末冶金硬度的测量方法粉末冶金硬度的测量方法有多种,常用的有洛氏硬度计、维氏硬度计和布氏硬度计。
根据工艺状态和材料硬度,选择合适的硬度标尺进行测量。
例如,软点的材料可以使用100 公斤总负荷、钢球压头测量洛氏HRB;硬的材料可以使用150 公斤总负荷、金刚石压头测量洛氏HRC;很高硬度的材料可以选择60 公斤总负荷、金刚石压头测量洛氏HRA。
五、粉末冶金烧结后硬度的影响因素粉末冶金烧结后的硬度受多种因素影响,如粉末颗粒大小、粉末比例、压制密度、烧结温度、保温时间等。
为了获得理想的硬度,需要对这些因素进行优化和控制。
六、结论粉末冶金烧结后的硬度是一个复杂且受多种因素影响的问题。
在选择硬度时,需要综合考虑材料的用途、加工工艺、成本等因素,以达到最佳的性能。
粉末冶金(材料)
粉末冶金粉末冶金简介粉末冶金是冶金和材料科学的一个分支,是以制造金属粉末和以金属粉末(包括混入少量非金属粉末)为原料,用成形——烧结法制造材料与制品的行业。
粉末冶金行业是机械工业中重要的基础零部件制造业。
粉末冶金制品按金属粉基和用途的不同,大致可分为粉末冶金机械零件、摩擦材料、磁性材料、硬质合金材料等,其中粉末冶金机械零件的应用领域广、需求量大、技术含量高,是粉末冶金行业中的主导产品。
随着现代粉末冶金制造技术的发展,粉末冶金制品作为可替代常规的金属铸、锻、切削加工和结构复杂难以切削加工的机械零件,其配套应用领域不断拓宽。
从普通机械制造到精密仪器,从五金工具到大型机械,从电子工业到电机制造,从民用工业到军事工业,从一般技术到尖端高技术,均能见到粉末冶金工艺的身影。
在民用工业领域,粉末冶金制品已成为汽车、摩托车、家电、电动工具、农业机械、办公用具等行业不可或缺的配套基础零部件。
粉末冶金材料的主要类型1、硬质合金硬质合金是以一种或几种难熔碳化物的粉末为主要成分,加入起粘结作用的钴粉末,用粉末冶金法制得的材料。
常用硬质合金按成分和性能特点分为:钨钴类、钨钴钛类、钨钛钽(铌)类。
(1)硬质合金的性能硬度高,常温下硬度可达69-81HRC。
热硬性高,可达900-1000℃。
耐磨性好,其切削速度比高速工具钢高4-7倍,刀具寿命高5-80倍,可切削50HRC左右的硬质材料。
抗压强度高,但抗弯强度低,韧性差。
耐腐蚀性和抗氧化性良好。
线膨胀系数小,但导热性差。
硬质合金材料不能用一般的切削方法加工,只能采用电加工(如电火花、线切割、电解磨削等)或砂轮磨削。
因此,一般是将硬质合金制品钎焊、粘结或机械夹固在刀体或模具上使用。
(2)切削加工用硬质合金的分类和分组代号根据GB2075-87规定,切削加工用硬质合金按其切屑排除形式和加工对象范围不同分为P、M、K三个类别,根据被加工材质及适应的加工条件不同,将各类硬质合金按用途进行分组,其代号由在主要类别代号后面加一组数字组成,如P01、M10、K20等。
粉末冶金的概念
粉末冶金的概念
一、粉末冶金的概念
粉末冶金(Powder Metallurgy;PM)是一种材料加工技术,它将金属粉末作为原料,通过压制、热处理等工艺步骤,加工出特定的功能形状,并可以达到特定性能的加工方法。
通常,粉末冶金工艺的原料以金属为主,但也可以是非金属,如碳素或碳/硅酸盐组成的特殊粉末,或者金属与碳素、碳/硅酸盐混合而成的特殊粉末。
粉末冶金工艺的主要特点是:
1、可以制备出具有复杂形状的零件,复杂的压力型件经常用于此项工艺;
2、材料可以以节约能源的方式加工,常见的工艺步骤是压制和热处理,其中压制过程中并没有使用任何溶剂或润滑剂;
3、可以制备出较低的材料强度,特别是在微型压力零件中,这些零件可以以较低的体积加工出来,而且具有较高的强度;
4、有利于机械性能的增强;
5、可以制备出复合材料,这些材料具有良好的塑性性能以及抗磨损和抗腐蚀性能;
6、可以制备出高熔点的材料,如钨、铌、钛、银等高熔点材料。
此外,粉末冶金工艺还可以通过添加各种金属粉末,碳素粉末,碳素/硅酸盐粉末和其他材料的组合来获得复合材料,这些复合材料可以提高材料的强度,E值和抗磨损性能。
在热处理过程中,粉末冶金工艺也可以提高材料的强度和耐高温性能,以及提升材料的热加工
性能。
总之,粉末冶金工艺是目前非常重要的加工方法,可以获得具有多种功能功能和性能的零件。
粉末冶金

7.爆炸成形
借助爆炸波的高能量使粉末固结的成形方法。 可加工普通压制和烧结工艺难以成形的材料,如难熔金属、高 合金材料等,且成形密度接近于理论密度。还可压制普通压力机 无法压制的大型压坯。
5.2.4 烧结
按一定的规范加热到规定高温并保温一段时间,使 压坯获得一定物理与力学性能的工序。 1.连续烧结和间歇烧结 (1)连续烧结:待烧结材料连续地或平稳、分段地通过具有脱腊、
预热、烧结或冷却区段的烧结炉进行烧结的方式。 生产效率高,适用于大批、大量生产 (2) 间歇烧结:在炉内分批烧结零件的方式。 通过对炉温控制进行所需的预热,加热及冷却循环 生产效率较低,适用于单件、小批生产
2.固相烧结和液相烧结 (1)固相烧结:烧结速度较慢,制品强度较低 (2) 液相烧结:烧结速度较快,制品强度较高,用于具有特殊性能
5.1.2 粉末冶金的机理
1.压制的机理
压制是在模具或其它容器 中,在外力作用下,将粉末紧 实成具有预定形状和尺寸的工 艺过程。 压缩过程中,从而形成具有一定密度和强度的压 坯。随着粉末的移动和变形,较大的空隙被填充,颗 粒表面的氧化膜被破碎,接触面积增大,使原子间产 生吸引力且颗粒间的机械楔合作用增强。
5.2
粉末冶金工艺
金属粉末的制取→预处理→坯料的成形→烧结→后处理等
5.2.1 粉末的制取 机械法和物理化学法两大类 1.机械法
用机械力将原材料粉碎而 化学成分基本不发生变化的 工艺过程。
球磨法:用于脆性材料及合金
研磨法:用于金属丝或小块边
角料
雾化法:用于熔点较低的金属
a) 高速气流雾化 b) 离心雾化 c) 旋转电极雾化
4.等静压制
对粉末(或压坯)表面或对装粉末(或压坯)的软膜表面施以各 向大致相等的压力的压制方法
高性能粉末冶金材料

板的支架、反射镜等部件,具有轻量化、耐腐蚀等优点。
生物医疗领域应用
医疗器械
粉末冶金材料可用于制造医疗器械的部件,如手术刀、牙科钻头 等,具有高精度、高耐磨性和生物相容性。
生物植入物
粉末冶金材料可用于制造生物植入物,如人工关节、牙科种植体 等,具有良好的生物相容性和力学性能。
药物载体
粉末冶金材料还可作为药物载体,用于药物的缓释和靶向输送, 提高药物治疗效果和降低副作用。
研究材料在不同温度下的相结构和相变行 为,为材料热处理和性能调控提供依据。
界面与缺陷分析
微观力学性能测试
观察材料内部的界面结构、缺陷类型和分 布,评估其对材料性能的影响。
通过微观力学测试方法,如纳米压痕、微柱 压缩等,获取材料在微观尺度下的力学性能 参数。
04 材料发展趋势与挑战
发展趋势分析
粉末冶金材料向高性能、高精度、 高可靠性方向发展,以满足航空、 航天、汽车等领域对材料性能的
更高要求。
粉末冶金工艺技术的不断创新, 如热等静压、温压成形、注射成 形等技术的广泛应用,提高了材
料的致密度和性能。
粉末冶金材料的功能性不断拓展, 如磁性材料、超导材料、储氢材 料等新型功能材料的研发和应用。
3
研究了多种高性能粉末冶金材料的强化机制,为 开发新型高性能材料提供了理论基础和技术支持。
对未来研究的建议与展望
进一步研究高性能粉末冶金材料的制 备科学,探索更加高效、环保的制备 技术,降低生产成本,提高材料性能。
加强高性能粉末冶金材料的基础理论 研究,深入揭示材料的强化机制、失 效机理等,为材料设计和优化提供更 有力的支持。
能源领域应用
石油钻采设备
01
粉末冶金材料在石油钻采设备中具有广泛应用,如钻头、钻杆、
粉末冶金是什么材料
粉末冶金是什么材料
粉末冶金是一种通过粉末冶金工艺制备金属、合金、陶瓷和复合材料的新型材料。
它是将金属或非金属粉末通过压制、烧结等工艺形成所需产品的一种方法。
粉末冶金技术具有高效节能、原料利用率高、可以制备复杂形状和高性能材料等优点,因此在航空航天、汽车、机械制造、电子等领域得到了广泛应用。
粉末冶金材料主要包括金属粉末和非金属粉末两大类。
金属粉末是指通过机械
方法将金属块破碎、研磨而成的细小颗粒,而非金属粉末则是指氧化物、氮化物、碳化物等非金属材料的粉末。
这些粉末经过混合、压制、烧结等工艺,可以制备出具有特定性能的材料。
粉末冶金技术的优势在于可以制备出具有特殊性能的材料。
通过控制粉末的形状、尺寸、分布以及添加其他元素等方法,可以调控材料的力学性能、磁性能、耐磨性、耐腐蚀性等特性。
而且,粉末冶金材料还可以制备出具有多孔结构的材料,应用于过滤、吸附等领域。
粉末冶金材料还具有良好的加工性能。
由于粉末冶金材料的原料是粉末,因此
可以通过压制、注射成形、烧结等工艺制备出复杂形状的零部件,而且还可以减少加工过程中的废料,提高材料的利用率。
此外,粉末冶金材料还具有良好的均匀性。
由于粉末冶金材料是由微小颗粒组
成的,因此可以实现各向同性的材料性能,而且可以实现多种材料的复合,从而得到具有多种性能的复合材料。
总的来说,粉末冶金是一种重要的材料制备技术,它可以制备出具有特殊性能
的材料,并且具有良好的加工性能和均匀性。
随着科学技术的不断发展,相信粉末冶金技术将会在更多的领域得到应用,为人类的发展做出更大的贡献。
粉末冶金
粉末冶金材料粉末冶金材料用粉末冶金工艺制得的多孔、半致密或全致密材料(包括制品)。
粉末冶金材料具有传统熔铸工艺所无法获得的独特的化学组成和物理、力学性能,如材料的孔隙度可控,材料组织均匀、无宏观偏析(合金凝固后其截面上不同部位没有因液态合金宏观流动而造成的化学成分不均匀现象),可一次成型等。
[英文]:powder metallurgy material[解释]:用粉末冶金工艺制得的多孔、半致密或全致密材料(包括制品)。
粉末冶金材料具有传统熔铸工艺所无法获得的独特的化学组成和物理、力学性能,如材料的孔隙度可控,材料组织均匀、无宏观偏析(合金凝固后其截面上不同部位没有因液态合金宏观流动而造成的化学成分不均匀现象),可一次成型等。
通常按用途分为7类。
①粉末冶金减摩材料。
又称烧结减摩材料。
通过在材料孔隙中浸润滑油或在材料成分中加减摩剂或固体润滑剂制得。
材料表面间的摩擦系数小,在有限润滑油条件下,使用寿命长、可靠性高;在干摩擦条件下,依靠自身或表层含有的润滑剂,即具有自润滑效果。
广泛用于制造轴承、支承衬套或作端面密封等。
②粉末冶金多孔材料。
又称多孔烧结材料。
由球状或不规则形状的金属或合金粉末经成型、烧结制成。
材料内部孔道纵横交错、互相贯通,一般有30%~60%的体积孔隙度,孔径1~100微米。
透过性能和导热、导电性能好,耐高温、低温,抗热震,抗介质腐蚀。
用于制造过滤器、多孔电极、灭火装置、防冻装置等。
③粉末冶金结构材料。
又称烧结结构材料。
能承受拉伸、压缩、扭曲等载荷,并能在摩擦磨损条件下工作。
由于材料内部有残余孔隙存在,其延展性和冲击值比化学成分相同的铸锻件低,从而使其应用范围受限。
④粉末冶金摩擦材料。
又称烧结摩擦材料。
由基体金属(铜、铁或其他合金)、润滑组元(铅、石墨、二硫化钼等)、摩擦组元(二氧化硅、石棉等)3部分组成。
其摩擦系数高,能很快吸收动能,制动、传动速度快、磨损小;强度高,耐高温,导热性好;抗咬合性好,耐腐蚀,受油脂、潮湿影响小。
铜基粉末冶金材料
铜基粉末冶金材料铜基粉末冶金材料是一类以铜粉为主体,添加少量其他金属元素,经过粉末冶金技术制成的材料。
它具有高强度、高导热、高导电、高耐磨等优良性能,被广泛应用于电子、机械、汽车、航空航天等领域。
一、铜基粉末冶金材料的制备技术铜基粉末冶金材料的制备技术包括粉末制备、混合、压制、烧结等工艺。
其中,粉末制备是铜基粉末冶金材料制备的关键步骤之一。
目前,常见的粉末制备方法有机械法、化学法、气相法等。
而混合、压制、烧结等工艺的优化也是铜基粉末冶金材料制备的重要环节。
铜基粉末冶金材料具有以下几个显著的性能特点:1.高强度:铜基粉末冶金材料的强度高于铸造材料和锻造材料。
2.高导热性:铜基粉末冶金材料具有良好的导热性能,能够快速传递热量,适用于高温环境。
3.高导电性:铜基粉末冶金材料具有优异的导电性能,适用于电子器件。
4.高耐磨性:铜基粉末冶金材料的硬度高,具有较好的耐磨性能,适用于高强度、高磨损的工作环境。
三、铜基粉末冶金材料的应用领域铜基粉末冶金材料在电子、机械、汽车、航空航天等领域都有应用。
其中,电子领域应用最为广泛。
铜基粉末冶金材料可以制成电子器件的散热片、导电板、焊接材料等。
而在机械领域,铜基粉末冶金材料可以制成摩擦材料、轴承、齿轮等。
在汽车领域,铜基粉末冶金材料可以制成摩擦材料、制动器等。
在航空航天领域,铜基粉末冶金材料可以制成航空发动机叶轮等。
四、铜基粉末冶金材料的发展前景铜基粉末冶金材料具有优良的性能特点和广泛的应用前景,目前已经成为了粉末冶金材料的重要组成部分之一。
随着科技的不断进步和应用领域的不断拓展,铜基粉末冶金材料的市场需求也在不断增加。
因此,铜基粉末冶金材料的发展前景十分广阔。
铜基粉末冶金材料具有高强度、高导热、高导电、高耐磨等优良性能,被广泛应用于电子、机械、汽车、航空航天等领域。
随着科技的不断进步和应用领域的不断拓展,铜基粉末冶金材料的市场需求也在不断增加,其发展前景十分广阔。
粉末冶金工艺及材料

粉末冶金工艺及材料粉末冶金是制取金属粉末并通过成形和烧结等工艺将金属粉末或与非金属粉末的混合物制成制品的加工方法,既可制取用普通熔炼方法难以制取的特殊材料,又可制造各种精密的机械零件,省工省料。
但其模具和金属粉末成本较高,批量小或制品尺寸过大时不宜采用。
粉末冶金材料和工艺与传统材料工艺相比,具有以下特点:1.粉末冶金工艺是在低于基体金属的熔点下进行的,因此可以获得熔点、密度相差悬殊的多种金属、金属与陶瓷、金属与塑料等多相不均质的特殊功能复合材料和制品。
2.提高材料性能。
用特殊方法制取的细小金属或合金粉末,凝固速度极快、晶粒细小均匀,保证了材料的组织均匀,性能稳定,以及良好的冷、热加工性能,且粉末颗粒不受合金元素和含量的限制,可提高强化相含量,从而发展新的材料体系。
3.利用各种成形工艺,可以将粉末原料直接成形为少余量、无余量的毛坯或净形零件,大量减少机加工量。
提高材料利用率,降低成本。
粉末冶金的品种繁多,主要有:钨等难熔金属及合金制品;用Co、Ni等作粘结剂的碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)等硬质合金,用于制造切削刀具和耐磨刀具中的钻头、车刀、铣刀,还可制造模具等;Cu合金、不锈钢及Ni 等多孔材料,用于制造烧结含油轴承、烧结金属过滤器及纺织环等。
随着粉末冶金生产技术的发展,粉末冶金及其制品将在更加广泛的应用。
1粉末冶金基础知识⒈1粉末的化学成分及性能尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。
1.粉末的化学成分常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。
2.粉末的物理性能⑴粒度及粒度分布粉料中能分开并独立存在的最小实体为单颗粒。
实际的粉末往往是团聚了的颗粒,即二次颗粒。
图7.1.1描绘了由若干一次颗粒聚集成二次颗粒的情形。
实际的粉末颗粒体中不同尺寸所占的百分比即为粒度分布。
粉末冶金材料标准表
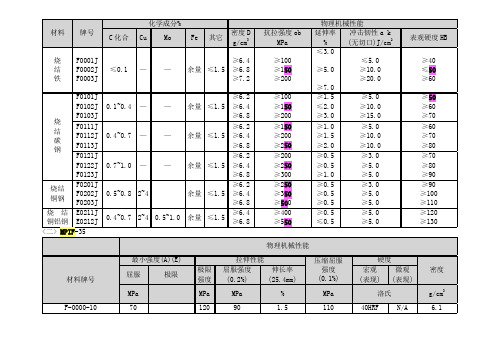
-15 -20 100 170 120 2.5 120 60 6.7 140 260 170 7.0 130 80 7.3F-0005-10-20-25 100 170 120 < 1 125 25HRBN/A6.1 140 220 160 1.0 160 40 6.6 170 260 190 1.5 190 55 6.9F-0005-50HT -60HT-70HT 340 410(D)< 0.5 300 20HRC 58HRC 6.6 410 480 < 0.5 360 22 58 6.8 480 550< 0.5 420 25 58 7.0F-0008-20-25-30-35 140 200 170 < 0.5 190 35HRBN/A5.8 170 240 210 < 0.5 210 506.2 210 290 240 < 1.0 210 60 6.6 240 390 260 1.0 250707.0F-0008-50HT -65HT-75HT-85HT 380 450< 0.5 S 480 22HRC 60HRC 6.3 450520 < 0.5 55028 60 6.6 520 590 < 0.5 620 32 60 6.9 590 660 < 0.5 690 35 60 7.1烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe CF-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。
▲注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。
烧结铁-铜合金和烧结铜钢的化学成分(%).材料牌号Fe Cu CFC-0200 83.8-98.5 1.5-3.9 0.0-0.3FC-0205 93.5-98.2 1.5-3.9 0.3-0.6FC-020893.2-97.9 1.5-3.9 0.6-0.9FC-0505 91.4-95.7 4.0-6.0 0.3-0.6FC-0508 91.1-95.4 4.0-6.0 0.6-0.9FC-0808 88.1-92.4 7.0-9.0 0.6-0.9FC-1000 87.2-90.5 9.5-10.5 0.0-0.3烧结铁-镍合金和烧结镍钢的化学成分(%).材料牌号Fe Ni Cu CFN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35)材料编号最小强度(A)(E) 拉伸性能横向断裂压缩屈服硬度密度屈服极限极限强度屈服强度伸长率宏观微观⊙<三>"DIN V 30 910" 及"ISO5755" (成分与性能略)< 规格二- 不锈钢>FTG60-25(50R) 材料的物理性能FTG60-25(50R) 材料的力学性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14.1 粉末冶金材料简介
14.1.5后处理
烧结后的粉末冶金制品有的可直接使用,有的根据需要还要 进行后处理。后处理方法一般有:整形、切削加工、热处理、 浸油等。
上一页
返回
14.2 粉末冶金材料的应用
粉末冶金材料具有传统熔铸工艺所无法获得的独特的化学组 成物理性能和力学性能,如材料的孔隙度可控,材料组织均 匀、无宏观偏析(合金凝固后其截面上不同部位没有因液态合 金宏观流动而造成的化学成分不均匀现象),可一次成型等。 通常按用途分为以下七类。
上一页 下一页 返回
14.2 粉末冶金材料的应用
(7)粉末冶金高温材料,包括粉末冶金高温合金、难熔金属 和合金、金属陶瓷、弥散强化和纤维强化材料等。用于制造 高温下使用的涡轮盘、喷嘴、叶片及其他耐高温零部件。
上一页
返回
上一页 下一页 返回
14.1 粉末冶金材料简介
该法是利用高压气体、液体和高速旋转的叶片将熔融金属打 碎成雾滴状,冷却后成粉末。主要用于Al, Cu, Fe和低熔点 的金属粉末。
3.物理化学法 该法是利用热分解法和电解法。还原法用氢气作还原剂,可 生产W, Mo, Fe, Ni, Cu等金属粉末;热分解法主要用于 生产金或白金粉末;电解法可制取Cu, Fe, Ni, Cr, Zn等及其 合金的粉末。
(5)粉末冶金工模具材料,包括硬质合金、粉末冶金高速钢 等。后者组织均匀,晶粒细小,没有偏析,比熔铸高速钢韧 性和耐磨性好,热处理变形小,使用寿命长可用于制浩切削 刀具、樟具和零件的坯件。
上一页 下一页 返回
14.2 粉末冶金材料的应用
(6)粉末冶金电磁材料,包括电工材料和磁性材料。电工材 料中,用做电能头材料的有金、银、铂等贵金属的粉末冶金 材料和以银、铜为基体添加钨、镍、铁、碳化钨、石墨等制 成的粉末冶金材料;用作电极的有钨铜、钨镍铜等粉末冶金材 料;用做电刷的有金属一石墨粉末冶金材料;用做电热合金和热 电偶的有钥、担、钨等粉末冶金材料。磁性材料分为软磁材 料和硬磁材料。软磁材料有磁性粉末、磁粉芯、软磁铁氧体、 矩磁铁氧体、压磁铁氧体、微波铁氧体、正铁氧体和粉末硅 钢等;硬磁材料有硬磁铁氧体、稀土钻硬磁、磁记录材料、微 粉硬磁、磁性塑料等。用于制造各种转换、传递、储存能量 和信息的磁性器件。
(1)粉末冶金减摩材料,又称烧结减摩材料。通过在材料孔 隙中浸润滑油或在材料成分中加减摩剂或固体润滑剂制得。 材料表面间的摩擦系数小,在有限润滑油条件下,使用寿命 长、可靠性高;在干摩擦条件下,依靠自身或表层含有的润滑 剂,即具有自润滑效果。广泛用于制造轴承、支承衬套或作 端面密封等。
下一页 返回
14.1.3压制成形
成形的目的是将松散的混合好的粉末通过压制或其他方法制 成具有一定形状、尺寸和密度的型坯。常用的成形方法是模 压成形。它是将混合均匀的粉末装入压模中,然后在压力机 上压制成形。
上一页 下一页 返回
14.1 粉末冶金材料简介
14.1.4烧结
压坯只有通过烧结,使孔隙减少或消除,才能得到组织致密、 具有一定的物理性能和力学性能的烧结体。烧结是在保护性 气氛的高温炉或真空炉中进行。
上一页 下一页 返回
14.1 粉末冶金材料简介
14.1.2筛分和混合
目的是使粉料中的各组分均匀化。如果各组分密度相差较 大且均匀程度又要求较高,常采用混湿。即在粉料中加入液 体,常用于硬质合金的生产。为了改善粉末的成型和可塑性, 可在材料中加汽油、橡胶液或石蜡等增塑剂。
上一页 下一页 返回
14.1 粉末冶金材料简介
(3)粉末冶金结构材料,又称烧结结构材料。能承受拉伸、 压缩、扭曲等载荷,并能在摩擦磨损条件下工作。由于材料 内部有残余孔隙存在,其延展性和冲击值比化学成分相同的 铸锻件低,从而使其应用范围受限。
上一页 下一页 返回
14.2 粉末冶金材料的应用
(4)粉末冶金摩擦材料,又称烧结摩擦材料。由基体金属(铜、 铁或其他合金)、润滑组元(铅、石墨、二硫化钥等)、摩擦组 元(二氧化硅、石棉等)三部分组成。其摩擦系数高,能很快 吸收动能,制动、传动速度快、磨损小;强度高,耐高温,导 热性好;抗咬合性好,耐腐蚀,受油脂、潮湿影响小。主要用 于制造离合器和制动器。
14.2 粉末冶金材料的应用
(2)粉末冶金多孔材料,又称多孔烧结材料。由球状或不规 则形状的金属或合金粉末经成型、烧结制成。材料内部孔道 纵横交错、互相贯通,一般有30%~60%的体积孔隙度, 孔径1~100 μm。透过性能和导热、导电性能好,耐高温、 低温,抗热震,抗介质腐蚀。用于制造过滤器、多孔电极、 灭火装置、防冻装置等。
项目十四 粉末冶金材料
14.1 粉末冶金材料简介 14.2 粉末冶金材料的应用
14.1 粉末冶金材料简介
粉末冶金是用金属粉末或金属与非金属粉末经混合、压制、 烧结后制成材料或零件的一种方法。它是一种不经过熔炼生 产材料或零件的方法。粉末冶金零件尺寸精确,生产过程可 无切削或少切削。
粉末冶金工艺过程一般包括制粉、筛分与混合、压制成形、 烧结及后处理等几个工序。
下一页 返回
14.1 粉末冶金材料简介
14.1.1制粉
粉末生产可分为机械粉碎法、金属液雾化法、物理化学法 三大类。
1.机械粉碎法 该法利用球磨机、涡流机对材料进行机械粉碎。球磨机粉
碎时是利用钢球和待粉碎材料在旋转的容器中不断地撞击获 得粉末的方法,它适合于粉碎脆性材料。涡流机是把材料装 入带有搅拌装置的容器中进行剧烈搅拌并使材料粉碎的方法, 它适合于韧性材料。 2.金属液雾化法