托辊的主要技术性能参数
皮带输送机托辊规格型号技术参数表
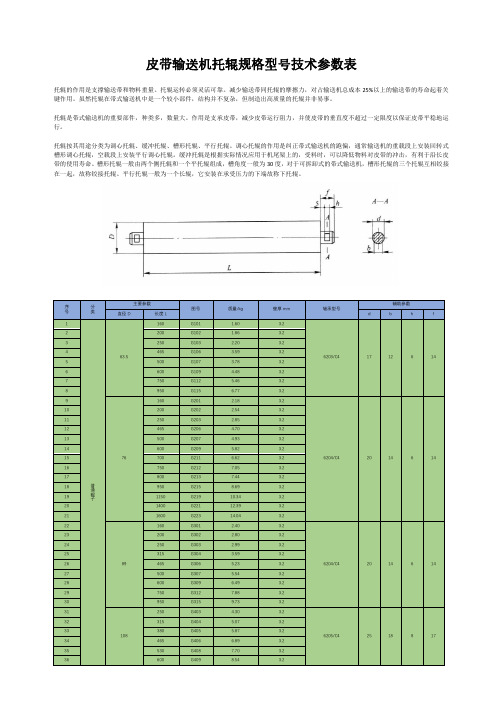
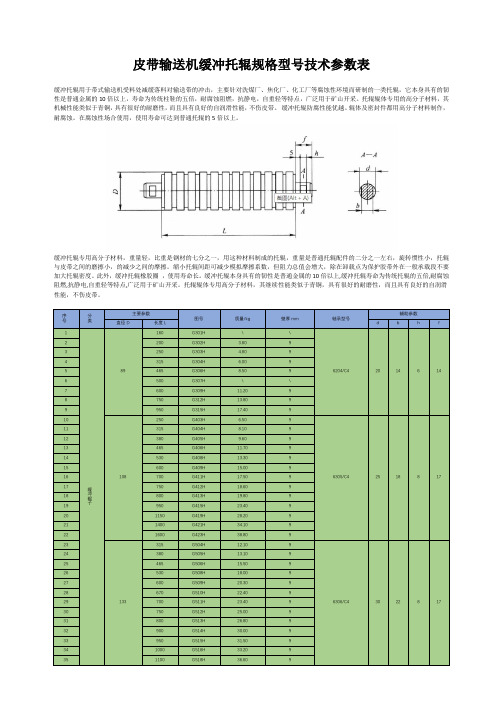
皮带输送机托辊规格型号技术参数表托辊的作用是支撑输送带和物料重量。
托辊运转必须灵活可靠。
减少输送带同托辊的摩擦力,对占输送机总成本25%以上的输送带的寿命起着关键作用。
虽然托辊在带式输送机中是一个较小部件,结构并不复杂,但制造出高质量的托辊并非易事。
托辊是带式输送机的重要部件,种类多,数量大。
作用是支承皮带,减少皮带运行阻力,并使皮带的垂直度不超过一定限度以保证皮带平稳地运行。
托辊按其用途分类为调心托辊、缓冲托辊、槽形托辊、平行托辊。
调心托辊的作用是纠正带式输送机的跑偏,通常输送机的重载段上安装回转式槽形调心托辊,空载段上安装平行调心托辊。
缓冲托辊是根据实际情况应用于机尾架上的,受料时,可以降低物料对皮带的冲击,有利于沿长皮带的使用寿命。
槽形托辊一般由两个侧托辊和一个平托辊组成,槽角度一般为30度,对于可拆卸式的带式输送机,槽形托辊的三个托辊互相铰接在一起,故称铰接托辊。
平行托辊一般为一个长辊,它安装在承受压力的下端故称下托辊。
37700G4119.67 3.2 38750G41210.37 3.2 39800G41310.83 3.2 40950G41512.78 3.2 411150G41915.20 3.2 421400G42118.11 3.2 431600G42320.70 3.244133250G503 6.0646305/C4251881745315G5047.124 46380G5058.234 47465G5069.624 48530G50810.714 49600G50911.864 50670G51012.954 51700G51113.534 52750G51214.264 53800G51315.174 54900G51416.774 55950G51517.664 561000G51618.364 571100G51820.004 581150G51920.984 591250G52022.484 601400G52125.004 611600G52328.484 621800G52431.584 632000G52534.904 642200G52638.264 652500G52743.24466159315G60410.39 4.56306/C4302281767380G60511.87 4.5 68465G60613.80 4.5 69530G60815.27 4.5 70600G60916.86 4.5 71670G61018.35 4.5 72700G61119.13 4.5 73750G61220.16 4.5 74800G61321.40 4.5 75900G61423.58 4.5 76950G61524.70 4.5 771000G61625.86 4.5 781100G61828.06 4.5 791150G61929.34 4.5 801250G62031.51 4.5 811400G62135.02 4.5 821600G62339.56 4.5 831800G62444.00 4.5 842000G62548.53 4.5 852200G62653.00 4.5 862500G62759.91 4.5 872800G62866.65 4.588194600G70926.2056407/C43526102089670G71028.505 90750G71231.205 91800G71332.805 92900G71436.105 931000G71639.405 941100G71842.705 951250G72047.605 961400G72152.605 971800G72465.705 982000G72572.605 992200G72678.805 1002500G72788.705。
矿用托辊标准
矿用托辊标准:
矿用托辊的标准主要包括外形尺寸、承载力、使用寿命、耐磨性、抗冲击性和旋转阻力等方面。
此外,对于托辊的制造和使用还有一些具体的要求:
1.托辊应按照经规定程序批准的图样和技术文件制造,并且应能适应在搬运和安装过
程中出现的正常碰撞情况。
2.托辊的各个部分,如管体、轴承座、轴承、托辊轴和密封装置等,都需要符合相关
的质量性能指标。
例如,管体可以使用金属或非金属材料,但需要符合MT/T1019—2006的规定;轴承座可以采用铸铁件或冲压件,其机械物理性能也有一定要求;轴承应优先采用KA系列托辊专用轴承,并符合MT/T 655的规定,也可以采用其他深槽大游隙轴承,但其性能应符合相关国家标准的规定。
3.托辊的装配也需要符合一定的要求,例如各零件应清洗干净,应在清洁干净的环境
中进行装配;各部分的装配也需要符合一定的公差和配合要求。
4.对于托辊的性能也有一定的要求,例如托辊的径向圆跳动量、轴向窜动量、旋转阻
力等都需要符合规定;托辊还需要进行跌落强度试验、轴向载荷试验和密封性能试验等,以确保其性能符合要求。
5.此外,对于托辊的使用也有一些具体的要求,例如托辊应齐全,转动灵活,无异响,
无卡阻现象;托辊的使用环境温度应为-10℃~+40℃,并且应能适应井下空气的成分和淋水情况。
托辊技术要求招标
托辊技术要求1、技术要求1.1托辊采用托辊专用轴承,采用腔隙式深沟道长密封,浅沟冲压轴承座,轴承座内充锂基润滑脂,润滑脂要求耐高温;密封材料采用ABS+PP+阻燃材质;轴承采用大游隙双密封轴承,应保证两轴承有良好的同心度;托辊油漆采用静电喷涂技术,先喷涂后组装,避免喷涂工艺对密封的腐蚀;托辊采用专用流水线作业。
要求冲压轴承座与托辊辊体间采用二氧化碳气体保护焊焊接。
全部轴承采用国内大厂正厂产品(1、瓦房店轴承集团,轴承标记ZWZ,2、哈尔滨轴承制造有限公司,轴承标记HRB,3、洛阳轴承集团有限公司,轴承标记LYC;由供货方提供购买正品轴承厂家所出具的正规发票和合格证,并欢迎提供优于以上要求的产品)。
1.2托辊在正常工作条件下的使用寿命不小于(三)万小时,在寿命期内损坏率不得超过5%。
托辊在装配后,要进行抽检,性能检测项目有:防尘、防水、旋转阻力、轴向窜动、径向跳动等。
1.3托辊的主要技术性能参数(最低要求)托辊辊体壁厚 4.5mm托辊理论重量 14.26kg/m运行阻力系数≤0.022外圆径向跳动≤±0.12旋转阻力≤1.9托辊轴向承载能力≥20000N轴向位移量≤0.251.4托辊壁厚等静态参数符合《DTⅡ设计选用手册》设计要求。
1.5托辊组有足够的刚度,正常运行时,不晃动。
1.6托辊组与机架连接尺寸按《DTⅡ设计选用手册》设计供货。
1.7组装前应从每个零部件内部清除全部加工垃圾,如金属切屑、填充物等,应从内外表面清除所有渣屑、锈皮油脂等。
1.8TD75和DTⅡ型的托辊一律按照DTⅡ型托辊的制作标准制作,供货方制作一种托辊,可以直接安装在这2种托辊架上,以减少备件的混乱,但质量必须保证。
1.9供货方的所有托辊及托辊架必须在非磨损位置打钢字码,内容为生产厂家和日期。
1.10屏蔽以前不合格的托辊生产厂家。
1.11供货方需安照需求方提供的托辊及托辊架样本制作,以减少因为不同生产厂家而造成备件的混乱的现象。
托辊生产设备主要技术参数(11)

托辊生产设备主要技术参数及性能一.自动切管机(新——刀旋式)工作方式:刀具旋转主机型号 DX-160机床主轴中心高 1300mm 主轴转速(r/min)变频器无极调速进刀量 0.09mm/r切管厚度 2--10mm 液压系统工作压力 2.5- 4.0MPa切断钢管长度 200~2200 mm切断钢管直径φ89—φ160mm主轴电机 Y132M2-8 3Kw 液压电机 2HP 1.5Kw切断速度φ89*2.5mm厚约10秒切断长度误差≤0.3mm切断两端面行度≤0.5mm外形尺寸(主机) L3100* W90* H1400mm 我公司开发的刀旋式切管机采用PLC控制、主轴电机变频器调速、步进电机送料、中文触摸屏操作界面,其最大特点1.切断快 2.切口小(3mm非常省料)3.不易断刀 4.尾料非常短 5.节能(总共4.5千瓦)6.没噪音 7.操作安全!综述:效率高、节省料、节能、安全四大优点。
1.1自动切管机(旧)工作方式工件旋转主轴中心高 900mm液压系统工作压力 3-5 MPa主轴转速 150、220r/min进刀速度无级调速切断钢管长度 180-2200mm切断钢管直径φ89-φ159mm最大送料长度 6000mm送料速度 15000m/min主轴电机 11 Kw液压系统电机 5.5 Kw工作电源 380V 220V切断长度误差(小于) 0.4mm切断两端平行度(小于) 0.4mm外形尺寸 19000*1650*1250mm 此款我公司已淘汰停产,缺点太多,其他厂家还在生产! 附:主要缺点1.设备技术含量底,生产场地占用大2.因整根钢管(6-9米长)需要旋转起来才能切削,极度不安全,滚落的管子容易砸伤工人 3.切削速度慢4.切口宽,约7mm,浪费重 4.整机总功率约20千瓦,能耗严重1.2手动切管机主轴中心高 800mm主轴转速 180r/min主轴电机 Y132M-6 3Kw 380V 设备特点:结构简单,造价低。
煤矿井下用带式输送机托辊

3.2.1环境温度为-10℃~+40℃.
3.2.2井下空气的成分应符合《煤矿安全规程》第104条所规定的要求;
3.2.3工作环境允许存在淋水情况;
3.2.4托辊应能适应在搬运过程中出现的摔、扔现象。
3.3零件要求
3.3.1管体可使用金属或非金属材料,材料的机械物理性能不得低于Q235钢号,其他各项质量性能指标必须保证成品符合本标准所规定的有关条款。
3.3.4托辊轴
托辊轴材料的机械物性能不得低于Q235钢号。托辊轴与轴承装配部分外径公差为js6。
3.3.5密封装置
密封装置必须具有良好的密封性能,能有效地防止煤粉和水进入轴承,并需符合本标准所规定的有关条款。
3.3.6润滑脂
托辊使用的润滑脂的质量指标必须符合表1规定。
3.4组装要求
表1序号
测试项目质量指标l滴点.℃≥175 2针入度(25℃60次),1/10mm 265~295 3剪切安定性,十万次针入度≤350 4耐水性(加水10%,剪切十万次针入度)≤375 5游离碱,NaOH%≤0.1 6氧化安定性(100℃、100h、0.78Mpa),压力降MPa≤0.35 7机械杂质(酸分介法)无杂质8轴承防锈(52℃、48h、100%温度)≥2级9相似粘度(-20℃,D=10/s),P≤15000 10使用寿命(在托辊轴承中使用),h≥20002.803.4.1零件(包括外购件)需经检验合格方准装配使用;
托辊强化试验寿命折算到托辊实际使用寿命不得少于20000h。
4.检验规则
4.1产品须经检验合格后方准出厂。检验包括出厂检验和型式检验。
出厂检验项目为外形尺寸、径向跳动、旋转阻力、轴向载荷。型式检验项目为外形尺寸、径向跳动、旋转阻力、跌落试验、轴向载荷、密封性能(煤尘、浸水、淋水密封)及使用寿命试验。
托辊生产设备主要技术参数
托辊生产设备主要技术参数及性能一.钢管自动切断机床(刀旋式)工作方式:刀具旋转机床主轴中心高 1300mm 主轴转速(r/min)变频器无极调速切管厚度 2--10mm 液压系统工作压力 2.5- 4.0MPa切断直径φ89—φ159mm主轴电机 Y132M2-8 3Kw 液压电机 2HP 1.5Kw切断长度误差≤0.3mm外形尺寸(主机) L3100* W90* H1400mm我公司开发的刀旋式切管机采用PLC控制、主轴电机变频器调速、步进电机送料、中文触摸屏操作界面,其最大特点1.切断快 2.切口小(3mm非常省料)3.不易断刀 4.尾料非常短 5.节能(总共4.5千瓦)6.没噪音 7.操作安全!综述:效率高、节省料、节能、安全四大优点。
+二.新型钢管双端车孔机床(同步带式)加工钢管外径:φ89—φ159mm加工钢管长度:200----2200mm加工两端止口深度: 0--60mm滑座移动速度3m/min主轴转速350,500r/min进给速度无级调速切削深度 0-5mm液压系统工作压力 2.5-4Mpa液压系统电动机功率 2.2Kw外形尺寸 L5600*W1200*H1200主轴电机 Y132M-6/4 4/5.5kw * 2台减速机 GSF67-Y3-4P-11.03工作电源 380V 220V 我公司独家研发的自动托料/卸料装置,可降低工人劳动强度,提高工效;传动系统采用同步带传动方式,动力传输效率更高(节能),设备运转时几乎没噪音,改善生产工作环境,有利于安全文明生产。
另我公司研发的最新数控双端车孔机床已交付客户使用,此设备适用金属、聚乙烯高分子(塑料)等管材的端口的任意形状加工(只需编好程序即可),体现出我公司不断追求技术创新、适应市场需求的经营理念和实力。
三.托辊双端自动焊接机床设备中心高 850mm焊接钢管外径:φ89—φ159mm焊管钢管长度:200----2200mm滑座移动速度8m/min主轴转速 0—7r/min焊接速度1m/min工作压力 2.5-4 Mp主轴电机直流电机工作电源 380V 220V外形尺寸 L4000*W620*H970mm1.焊机枪架系统为我公司独创三维立体任意角度可调,可方便精确的调整到焊接最佳角度;2.每把焊枪的地线都通过铜滑环与焊嘴在最短的距离内形成焊接电流回路,这样避免了其他厂家通过轴承过电流而烧毁轴承的弊端,且焊接电流稳定,焊缝精美。
皮带输送机缓冲托辊规格型号技术参数表
皮带输送机缓冲托辊规格型号技术参数表
缓冲托辊用于带式输送机受料处减缓落料对输送带的冲击,主要针对洗煤厂、焦化厂、化工厂等腐蚀性环境而研制的一类托辊,它本身具有的韧性是普通金属的10倍以上,寿命为传统柱鞋的五倍,耐腐蚀阻燃,抗静电,自重轻等特点,广泛用于矿山开采。
托辊辊体专用的高分子材料,其机械性能类似于青铜,具有很好的耐磨性,而且具有良好的自润滑性能,不伤皮带。
缓冲托辊防腐性能优越。
辊体及密封件都用高分子材料制作,耐腐蚀。
在腐蚀性场合使用,使用寿命可达到普通托辊的5倍以上。
缓冲托辊专用高分子材料,重量轻,比重是钢材的七分之一,用这种材料制成的托辊,重量是普通托辊配件的二分之一左右,旋转惯性小,托辊与皮带之间的磨擦小,的减少之间的摩擦。
缩小托辊间距可减少模拟摩擦系数,但阻力总值会增大,除在卸载点为保护胶带外在一般承载段不要加大托辊密度。
此外,缓冲托辊橡胶圈,使用寿命长。
缓冲托辊本身具有的韧性是普通金属的10倍以上,缓冲托辊寿命为传统托辊的五倍,耐腐蚀阻燃,抗静电,自重轻等特点,广泛用于矿山开采。
托辊辊体专用高分子材料,其继续性能类似于青铜,具有很好的耐磨性,而且具有良好的自润滑性能,不伤皮带。
托辊架技术要求

托辊架技术要求⼀、引⾔托辊架是⼯业输送设备中的重要组成部分,主要⽤于⽀撑和传动输送带上的托辊。
其设计、制造和安装质量直接影响到输送设备的稳定性和运⾏效率。
因此,对托辊架的技术要求⼗分严格。
本⽂将从材料选择、结构设计、制造⼯艺、安装与调试等⽅⾯,对托辊架的技术要求进⾏详细阐述。
⼆、材料选择托辊架的材料选择应遵循强度⾼、耐磨性好、抗腐蚀性强等原则。
通常,托辊架的主要结构部分采⽤碳素结构钢或低合⾦⾼强度钢,这些材料具有良好的机械性能和焊接性能。
对于⼯作环境恶劣、湿度⼤或腐蚀性强的场合,还应考虑使⽤不锈钢或耐候钢等材料。
三、结构设计1.稳定性要求:托辊架的设计应确保在输送机运⾏过程中,托辊架不发⽣晃动或变形,以保证托辊的稳定运⾏。
2.刚性要求:托辊架应具有⾜够的刚性,以承受输送带和托辊的重量,以及在运⾏过程中产⽣的动载荷。
3.强度要求:托辊架的强度应满⾜输送机在各种⼯况下的使⽤要求,特别是在启动、制动和重载⼯况下,应能承受较⼤的冲击载荷。
4.耐磨性要求:托辊架与输送带和托辊的接触部分应具有良好的耐磨性,以减少磨损,延⻓使⽤寿命。
5.维修便利性:托辊架的设计应考虑维修和更换托辊的便利性,以便于⽇常维护和保养。
四、制造⼯艺1.焊接⼯艺:托辊架的焊接应采⽤合理的焊接⽅法和⼯艺参数,确保焊缝质量,防⽌焊接变形和裂纹等缺陷的产⽣。
2.热处理⼯艺:对于需要提⾼机械性能的钢材,应进⾏适当的热处理,如退⽕、正⽕、淬⽕等,以提⾼其⼒学性能和抗腐蚀性。
3.机械加⼯:托辊架的机械加⼯应符合图纸要求,保证各部件的尺⼨精度和形位公差。
4.表⾯处理:托辊架的表⾯应进⾏除锈、喷漆等处理,以提⾼其抗腐蚀性和美观性。
五、安装与调试1.安装前准备:在安装托辊架前,应对其进⾏全⾯检查,确保各部件完好⽆损,尺⼨符合图纸要求。
同时,还应对安装基础进⾏验收,确保其平整度和强度满⾜要求。
2.安装过程:托辊架的安装应按照图纸和⼯艺要求进⾏,确保各部件的位置正确、紧固可靠。
皮带机滚筒及托辊技术要求

皮带机滚筒与托辊技术要求一、滚筒1、滚筒的选择要严格按照输送机的功率和张力计算进行,其许用扭矩和合力应满足输送机各种工况的要求。
滚筒轴与轮毂之间的焊接必须采用完全穿透的连续焊。
滚筒轴在加工前必须进行超声波检查,加工后采用电磁介质或渗透性检查。
2、滚筒直径≥630结构采用铸焊结构,铸焊结构的滚筒,要对其焊缝进行超声波和X光探伤检查,以确保焊接质量,还要进行退火处理,以消除内应力。
不得有夹层、折叠、裂纹、结疤等缺陷。
滚筒装配后,要进行静平衡实验。
3、采用双列球面滚子系列轴承,剖分式轴承座,采用油嘴沟槽方式润滑。
4、所有传动滚筒表面采用菱形胶层,改向滚筒表面采用平面胶层。
传动滚筒表面胶层的形成方式为铸胶覆面,胶层厚度不得小于12mm,胶层硬度不得低于邵氏70度;改向滚筒表面胶层的形成方式为铸胶,胶层厚度不得小于12mm,800毫米以上直径滚筒胶层厚度不得小于15mm,胶层硬度不得低于邵氏60度。
胶层不允许出现脱层、起泡等缺陷。
面胶和底胶的物理机械性能应符合GB10595-89中的有关规定。
5、使用寿命≥3万小时6、、滚筒的主要技术参数滚筒外圆径向跳动改向滚筒φ≤800mm时≤1.05mmφ>800mm时≤1.40mm传动滚筒φ≤800mm时≤1.05mmφ>800mm时≤1.40mm静平衡精度G40二、托辊1、托辊壁厚≥3.5毫米,钢管内需涂防锈漆。
2、托辊采用大游隙轴承,迷宫式密封,冲压式轴承座,轴承座内充锂基润滑脂。
轴向定位方式为双卡簧,保证两轴承有良好的同心度。
冲压轴承座,使用冲压板材,要求冲压轴承座与托辊辊体间采用二氧化碳气体保护焊焊接。
3、托辊在正常工作条件下的使用寿命不低于3万小时,在寿命期内损坏率不得超过12%。
,托辊在装配后,要进行抽检,性能检测项目有:防尘、防水、旋转阻力、轴向窜动、径向跳动等。
4、托辊的主要技术性能参数运行阻力系数≤0.022外圆径向跳动≤0.5旋转阻力≤1.9托辊轴向承载能力≥20000N轴向位移量≤0.25轴承使用寿命≥3万小时。
MT-煤矿井下用带式输送机托辊技术条件
煤矿井下用带式输送机托辊技术条件(执行标准:MT821-1999 )1主题内容与适用范围本标准规定了煤矿井下及露天煤矿、选煤等工作场所用带式输送机上槽形托辊和平形托辊的技术要求、实验方法、检验规则和标志、包装、运输、贮存。
本标准主要适用于煤矿井下用带式输送机及露天煤矿、选煤等工作场所用带式输送机上的槽形托辊和平形托辊(以下简称托辊)。
2引用标准MT820-99 煤矿井下用带式输送机技术条件MT 73-92 煤矿井下用带式输送机及露天托辊品种与基本尺寸MT/T655-97 煤矿用带式输送机托辊轴承技术条件GB 5675 灰铸铁分级GB 710 优质碳素钢结构钢薄钢板技术条件3技术要求3 . 1槽形托辊和平形托辊应符合MT 73和本标准的规定,并应按规定程序批准的图样和技术文件制造.3 .2使用条件3 . 2 . 1环境温度为—10C〜+ 40 C.3 .2 . 2井下空气的成分应符合《煤矿安全规程》第104条所规定的要求;3 .2 . 3工作环境允许存在淋水情况;3 . 2 . 4托辊应能适应在搬运过程中出现的摔、扔现象。
3 .3零件要求3 . 3 . 1管体可使用金属或非金属材料,材料的机械物理性能不得低于Q235钢号,其他各项质量性能指标必须保证成品符合本标准所规定的有关条款。
3 .3 . 2轴承座轴承座可采用铸铁件或冲压件。
铸铁件材料的机械物理性能不得低于HT150,冲压材料的机械物理性能不得低于0.8F 优质碳素结构钢,名义厚度不得小于3mm。
轴承座的轴承孔内公差为M7。
轴承应采用KA系列托辊专用轴承,其公称尺寸性能参数和技术要求(MT/T655-97)。
采用进口轴承时其游隙等级为C33 . 3 . 4托辊轴托辊轴材料的机械物性能不得低于Q235钢号。
托辊轴与轴承装配部分外径公差为js6。
3 . 3 . 5密圭寸装置密封装置必须具有良好的密封性能,能有效地防止煤粉和水进入轴承,并需符合本标准所规定的有关条款。
胶带机技术协议

胶带运输机技术协议甲方:乙方:甲乙双方经友好协商,达成如下技术协议:一、设备性能:●有足够的供料能力和供料速度。
皮带机的作业率预留20~30%的富裕量。
●能长期安全运行。
●托辊的间距适合皮带上所承载物料荷载。
●尽可能实现自动化。
●结构简单、合理,便于操作和维护。
二、胶带运输机主要技术参数:合同设备制造标准及到货时间按设计要求及投标要求规定执行。
三、设备技术资料交付:3.1设备供货合同生效后10日内乙方向甲方提供胶带运输机安装和土建设计所需的资料(一式2套)●驱动系统相关参数资料●控制系统相关资料3.2合同设备交货时随机提供下列资料(一式2套)●胶带运输机总图●各机构部件图●胶带运输机点检、维护使用说明书●合格证、装箱单●胶带运输机备品备件清单四、设备制造技术要求4.1 设备零部件应采用先进、可靠的加工制造技术,应有良好的表面几何形状及合适的公差配合。
并严格按照酒钢设计院图纸制造。
买方不接受带有试制性质的部件。
4.2 所使用的零件或组件应有良好的互换性。
4.3 滚筒(1)滚筒的选择要严格按照胶带机功率进行计算,其许用扭矩满足皮带机满负荷启动和各种工况下的要求。
滚筒筒体采用铸焊结构,轮毂与轮轴之间采用胀套联接。
毂与缘之间的焊接必须采用完全穿透的连续焊。
筒体焊接后,要对其焊缝进行超声波和X光探伤检查,以确保焊接质量,还要进行退火处理,以消除内应力。
不能有夹层、折叠、裂纹、结疤等缺陷。
(2)滚筒筒体长度应比胶带宽度大200mm。
(3)滚筒轴为锻件,其许用扭矩及许用合力均应满足设计要求。
(4)轴承要求选用哈尔滨、洛阳或瓦房店轴承厂产品。
(5)传动滚筒表面采用人字形胶层,改向滚筒表面采用平面胶层。
传动滚筒表面胶层的形成方式为硫化橡胶覆面,传动滚筒表面胶层厚度不得小于14mm,传动滚筒表面胶层硬度不得低于邵氏60度,改向滚筒表面胶层的形成方式为硫化橡胶覆面,改向滚筒表面胶层厚度不得小于12mm,改向滚筒表面胶层硬度不得低于邵氏60度。
托辊货物技术规格书

托辊货物技术规格书托辊货物技术规格书是指在物流和运输领域中,用于描述托辊货物相关技术参数和性能的文档。
以下是一份简化版的托辊货物技术规格书的目录和部分内容:一、封面1. 文件名称:托辊货物技术规格书2. 编制单位:XXX公司3. 编制日期:XXXX年XX月XX日二、目录1. 概述2. 技术参数2.1 托辊型号2.2 承载能力2.3 滚筒直径2.4 滚筒长度2.5 转动惯量2.6 转动阻力系数2.7 最高运行速度3. 性能指标3.1 可靠性3.2 耐磨性3.3 抗冲击性3.4 耐腐蚀性寿命周期4. 安装与维护4.1 安装要求4.2 维护保养4.3 故障排除5. 安全注意事项6. 附录三、正文1. 概述本技术规格书主要介绍了我公司生产的托辊货物的各项技术参数和性能,以指导用户正确选用、安装、使用和维护托辊货物。
2. 技术参数2.1 托辊型号:根据不同应用场景和客户需求,提供多种型号的托辊货物。
2.2 承载能力:托辊货物承载能力分为轻型、中型和重型,可根据用户需求选择。
2.3 滚筒直径:根据承载能力和运行速度要求进行选择。
2.4 滚筒长度:根据输送线路长度和设备布局确定。
2.5 转动惯量:根据最高运行速度和转动稳定性要求选取。
2.6 转动阻力系数:依据设计要求和运行工况选取。
2.7 最高运行速度:根据输送线速度要求确定。
3. 性能指标3.1 可靠性:托辊货物在正常使用条件下,具有较高的可靠性。
3.2 耐磨性:托辊货物采用优质材料,具有良好的耐磨性能。
3.3 抗冲击性:托辊货物具备良好的抗冲击性能,适应各种工况。
3.4 耐腐蚀性:根据用户要求,提供耐腐蚀性较好的材料和涂层。
寿命周期:在正常使用和维护条件下,托辊货物具有较长的使用寿命。
4. 安装与维护4.1 安装要求:按照厂家提供的安装指南进行安装,确保安装质量。
4.2 维护保养:定期进行润滑、检查、清洁和保养,确保托辊货物正常运行。
4.3 故障排除:如遇故障,参照厂家提供的故障排除指南进行处理。
【精品】MT821-煤矿井下用带式输送机托辊技术条件讲解
M T821-煤矿井下用带式输送机托辊技术条件讲解煤矿井下用带式输送机托辊技术条件(执行标准:MT821-1999)1主题内容与适用范围本标准规定了煤矿井下及露天煤矿、选煤等工作场所用带式输送机上槽形托辊和平形托辊的技术要求、试验方法、检验规则和标志、包装、运输、贮存。
本标准主要适用于煤矿井下用带式输送机及露天煤矿、选煤等工作场所用带式输送机上的槽形托辊和平形托辊(以下简称托辊)。
2引用标准MT820-99煤矿井下用带式输送机技术条件MT 73-92煤矿井下用带式输送机及露天托辊品种与基本尺寸MT/T655-97煤矿用带式输送机托辊轴承技术条件GB 5675灰铸铁分级GB 710优质碳素钢结构钢薄钢板技术条件3技术要求3.1槽形托辊和平形托辊应符合MT73和本标准的规定,并应按规定程序批准的图样和技术文件制造.3.2使用条件3.2.1环境温度为-10℃~+40℃.3.2.2井下空气的成分应符合《煤矿安全规程》第104条所规定的要求;3.2.3工作环境允许存在淋水情况;3.2.4托辊应能适应在搬运过程中出现的摔、扔现象。
3.3零件要求3.3.1管体可使用金属或非金属材料,材料的机械物理性能不得低于Q235钢号,其他各项质量性能指标必须保证成品符合本标准所规定的有关条款。
3.3.2轴承座轴承座可采用铸铁件或冲压件。
铸铁件材料的机械物理性能不得低于HT150,冲压材料的机械物理性能不得低于0.8F优质碳素结构钢,名义厚度不得小于3mm。
轴承座的轴承孔内公差为M7。
3.3.3轴承轴承应采用KA系列托辊专用轴承,其公称尺寸性能参数和技术要求(MT/T655-97)。
采用进口轴承时其游隙等级为C3。
3.3.4托辊轴托辊轴材料的机械物性能不得低于Q235钢号。
托辊轴与轴承装配部分外径公差为js6。
3.3.5密封装置密封装置必须具有良好的密封性能,能有效地防止煤粉和水进入轴承,并需符合本标准所规定的有关条款。
3.3.6润滑脂托辊使用的润滑脂的质量指标必须符合表1规定。
皮带输送机V型托辊组规格型号技术参数表
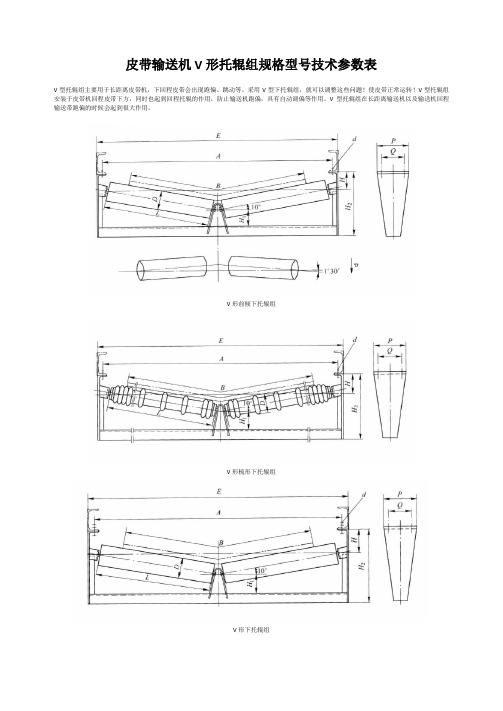
皮带输送机V形托辊组规格型号技术参数表
V型托辊组主要用于长距离皮带机,下回程皮带会出现跑偏、跳动等。
采用V型下托辊组,就可以调整这些问题!使皮带正常运转!V型托辊组安装于皮带机回程皮带下方,同时也起到回程托辊的作用,防止输送机跑偏,具有自动调偏等作用。
V型托辊组在长距离输送机以及输送机回程输送带跑偏的时候会起到很大作用。
V形前倾下托辊组
V形梳形下托辊组
V形下托辊组
V形下托辊组技术参数表
反V形下托辊组
反V形下托辊组技术参数表。
托辊的主要技术性能参数

托辊的主要技术性能参数优质的材料:(1) 轴承座:冷轧钢, ISO M7 工差.steel for deep drawing DIN 1623-1624. 厚度:2.5mm - PSV1(2)轴:冷轧钢,St 37 DIN 17100, E 24 AFNOR NFA 35501 , 或不低于Q235A.(3)钢管: DIN 2394标准的焊缝钢管,材质为St 37 DIN 17100 , 或不低于Q235A.(4)轴承: 采用standard DIN 625, 德国的 Loeffler Fischer - LFD Walzlager brand.(5)内部密封圈: Lip seal; 材质 ISO PA 6 (Nylon 6).(6)迷宫式密封件: Triple lip; 材质 ISO PA 6 (Nylon 6).(7) 盖: Cold pressed steel for deep drawing DIN 1623-1624.(8) V-型橡胶密封套: Rubber sliding V-ring; material anti-abrasive, low friction,anti-ozone nitrilic rubber.(9)防石保护罩: Mechanical protection bushingagainst rocks and shocks; material non-corrosive alloy Zama 13 (aluminium 3.9 /4.3%,copper 0.03%, magnesium 0.03 /0.04%, all the rest zinc) or POM, type of polymer, anti-corrosive material.(10) 油脂: Lithium grease NLGI grade 2 or 3 or Shell Super grease R2 or R3.托辊的主要技术性能参数:(1)运行阻力系数≤0.03(2)外圆径向跳动≤0.7D(托辊直径)(3)进水量≤5g(按国际标准进行淋水实验)(4)钢管壁厚:当托辊直径为159mm,轴承为6308时,钢管壁厚不小于4.5mm当托辊直径为194mm,轴承为6308时,钢管壁厚不小于6.3mm(5)轴承座壁厚: 当托辊直径为159mm,轴承为6308时,轴承座壁厚不小于4mm 当托辊直径为194mm,轴承为6308时 ,轴承座壁厚不小于5mm(6)托辊轴向承载能力≥20000N(7)轴向位移量≤0.1mm旋转阻力试验准备托辊经1450r/min跑合15min,然后在20-250 C环境温度下放置2h后,将托辊置于支撑辊上,在托辊的一端安装力臂杆,力臂杆的另外一端置于旋转阻力仪上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
托辊的主要技术性能参数
优质的材料:
(1) 轴承座:冷轧钢, ISO M7 工差.steel for deep drawing DIN 1623-1624. 厚度:2.5mm - PSV1
(2)轴:冷轧钢,St 37 DIN 17100, E 24 AFNOR NFA 35501 , 或不低于Q235A.
(3)钢管: DIN 2394标准的焊缝钢管,材质为St 37 DIN 17100 , 或不低于Q235A.
(4)轴承: 采用standard DIN 625, 德国的 Loeffler Fischer - LFD Walzlager brand.
(5)内部密封圈: Lip seal; 材质 ISO PA 6 (Nylon 6).
(6)迷宫式密封件: Triple lip; 材质 ISO PA 6 (Nylon 6).
(7) 盖: Cold pressed steel for deep drawing DIN 1623-1624.
(8) V-型橡胶密封套: Rubber sliding V-ring; material anti-abrasive, low friction,
anti-ozone nitrilic rubber.
(9)防石保护罩: Mechanical protection bushing
against rocks and shocks; material non-corrosive alloy Zama 13 (aluminium 3.9 /4.3%,copper 0.03%, magnesium 0.03 /0.04%, all the rest zinc) or POM, type of polymer, anti-corrosive material.
(10) 油脂: Lithium grease NLGI grade 2 or 3 or Shell Super grease R2 or R3.
托辊的主要技术性能参数:
(1)运行阻力系数≤0.03
(2)外圆径向跳动≤0.7D(托辊直径)
(3)进水量≤5g(按国际标准进行淋水实验)
(4)钢管壁厚:当托辊直径为159mm,轴承为6308时,钢管壁厚不小于4.5mm
当托辊直径为194mm,轴承为6308时,钢管壁厚不小于6.3mm
(5)轴承座壁厚: 当托辊直径为159mm,轴承为6308时,轴承座壁厚不小于4mm 当托辊直径为194mm,轴承为6308时 ,轴承座壁厚不小于5mm
(6)托辊轴向承载能力≥20000N
(7)轴向位移量≤0.1mm
旋转阻力
试验准备
托辊经1450r/min跑合15min,然后在20-250 C环境温度下放置2h后,将托辊置于支撑辊上,在托辊的一端安装力臂杆,力臂杆的另外一端置于旋转阻力仪上。
放下摩擦轮,使托辊承受250N的压力,如图示:。