塑胶模具生产计划表
注塑模具项目进度表

计划制定日期:2012年10月18日 实际更新日期: 模具基本信息
模具名称:
周数 月份
2
3
4 五 六 周日 一 2 3 4 5 二 三 6 7
5
6
7
10月份 星期 周日 一 二 三 四 五 六 周日 一 二 三 四 五 六 周日 一 二 三 四 部门 制作流程 日期 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 产品评审 开模反馈 模架开框图 模架完整图 动模芯3D图 定模芯3D图
11月份 四 五 六 周日 一 二 三 四 五 六 周日 一 二 三 四 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
模具编号: 型腔数: 成型材料: 缩水率: 注塑机吨位:
√ √ √ √ √ √ √ √ √ √ √ √
模具大日程
T1时间:2012年11月10日 MP时间:20 年 月 日
计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际
设计
斜顶3D图 镶件3D图 动模芯2D图 定模芯2D图 斜顶2D图
模厂相关负责人
项目: 设计: 采购: 钳工: 调度:
镶件2D图 其它3D图 其它2D图 全部模架 定模芯料
采购
动模芯料 斜顶料 热流道 其它材料
迟
CNC EDM
制造
散件加工 组配 省模、晒纹 总装
注塑塑料模具制作计划与进度跟踪表(一)
每周制造信息反馈一览表 update schedule per week
说明
2020年8月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
2020年9月
26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
14
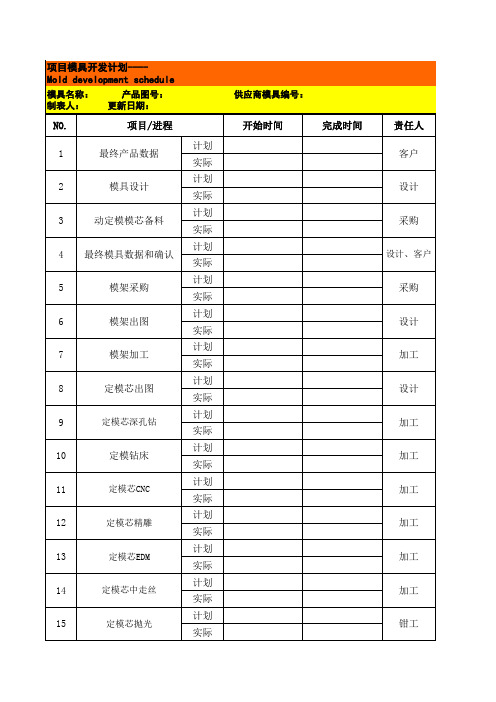
定模芯中走丝
15
定模芯抛光
计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际
供应商模具编号:
开始时间
完成时间
责任人 客户 设计 采购
设计、客户 采购 设计 加工 设计 加工 加工 加工 加工 加工 加工 钳工
项目模具开发计划---Mold development schedule
模具名称:
产品图号:
制表人:
更新日期:
NO.
项目/进程
1
最终产品数据
2
模具设计
3
动定模模芯备料
4 最终模具数据和确认
5
模架采购
6
模架出图
7
模架加工
8
定模芯出图
9
定模芯深孔钻
10
பைடு நூலகம்
定模钻床
11
定模芯CNC
12
定模芯精雕
13
定模芯EDM
计划
16
动模芯出图
实际
17
动模芯深孔钻(水路, 顶针)
计划 实际
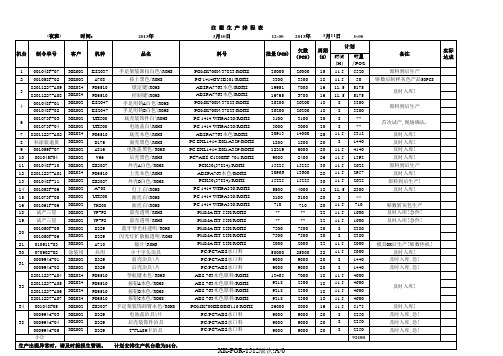
注塑生产排程月计划(ASDJS)自动排程
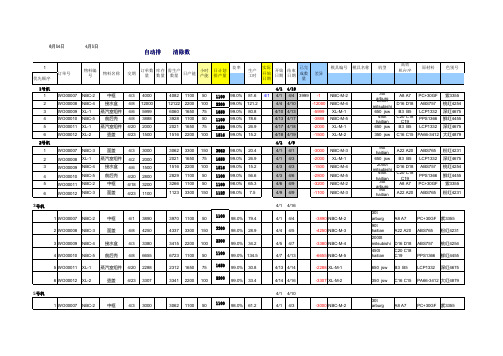
30t 90t
arburgA8 A7 haitianA22 A20
PC+30GF ABS765 ABS757
紫3355 粉红4231 桃红4254 鲜红4455 深红4675
2000t mitsubishi D16 D18
450t haitianC20 C18 C19 PPS1366 650 jsw 350 jsw B3 B5 C16 C15 LCP1332
511 8164 6061 3031 5051 7071
1100 3300 2200 1100 1650 2200
50 150 100 50 75 100
511 3300 2200 1100 1650 2200
98.0% 98.0% 99.0% 99.0% 99.0% 99.0%
10.2 54.4 60.6 60.6 67.3 70.7
3月9日
4月1日
自动排 产
1 订单号 优先顺序 1号机 1 2 3 4 5 6 2号机 1 2 3 4 5 6 3号机 1 WO00007 2 WO00008 3 WO00009 4 WO00010 5 WO00011 6 WO00012 5号机 1 WO00007 2 WO00008 3 WO00009 4 WO00010 5 WO00011 6 WO00012 6号机 NBC-2 NBC-3 NBC-4 NBC-5 XL-1 XL-2 中框 面盖 接水盒 前后壳 蒸汽室组件 壶盖 4/3 4/8 4/6 4/8 4/20 4/23 3000 12000 2500 1000 1200 1500 NBC-2 NBC-3 NBC-4 NBC-5 XL-1 XL-2 中框 面盖 接水盒 前后壳 蒸汽室组件 壶盖 4/1 4/8 4/3 4/8 4/20 4/23 3890 4250 3380 6655 2288 3307 WO00007 WO00008 WO00009 WO00010 WO00011 WO00012 NBC-3 XL-1 NBC-4 NBC-5 NBC-2 NBC-3 面盖 蒸汽室组件 接水盒 前后壳 中框 面盖 4/3 4/2 4/6 4/20 4/18 4/23 3000 2000 1500 2800 3200 1100 WO00007 WO00008 WO00009 WO00010 WO00011 WO00012 NBC-2 NBC-4 XL-1 NBC-5 XL-1 XL-2 中框 接水盒 蒸汽室组件 前后壳 蒸汽室组件 壶盖 4/3 4/8 4/6 4/8 4/20 4/23 4000 12000 5999 3888 2000 1500 物料编号 物料名称 交期
注塑课周工作计划表
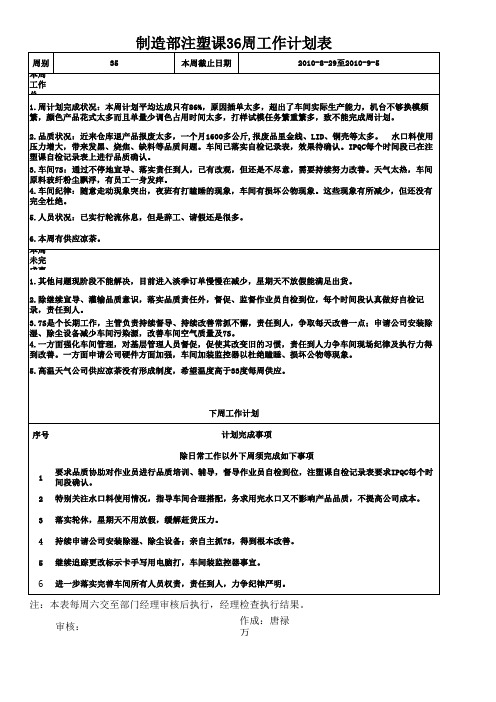
6
注:本表每周六交至部门经理审核后执行,经理检查作计划 序号 计划完成事项 除日常工作以外下周须完成如下事项 1 2 3 4 5 要求品质协助对作业员进行品质培训、辅导,督导作业员自检到位,注塑课自检记录表要求IPQC每个 时间段确认。 特别关注水口料使用情况,指导车间合理搭配,务求用完水口又不影响产品品质,不提高公司成本。 落实轮休,星期天不用放假,缓解赶货压力。 持续申请公司安装除湿、除尘设备;亲自主抓7S,得到根本改善。 继续追踪更改标示卡手写用电脑打,车间装监控器事宜。 进一步落实完善车间所有人员权责,责任到人,力争纪律严明。
制造部注塑课36周工作计划表
周别 本周工作总结: 1.周计划完成状况:本周计划平均达成只有86%,原因插单太多,超出了车间实际生产能力,机台不够换模频 繁,颜色产品花式太多而且单量少调色占用时间太多,打样试模任务繁重繁多,致不能完成周计划。 2.品质状况:近来仓库退产品报废太多,一个月1600多公斤,报废品里金线、LID、铜壳等太多。 水口料使 用压力增大,带来发黑、烧焦、缺料等品质问题。车间已落实自检记录表,效果待确认。IPQC每个时间段已 在注塑课自检记录表上进行品质确认。 3.车间7S:通过不停地宣导、落实责任到人,已有改观,但还是不尽意,需要持续努力改善。天气太热,车 间原料玻纤粉尘飘浮,有员工一身发痒。 4.车间纪律:随意走动现象突出,夜班有打瞌睡的现象,车间有损坏公物现象。这些现象有所减少,但还没 有完全杜绝。 5.人员状况:已实行轮流休息,但是辞工、请假还是很多。 6.本周有供应凉茶。 本周未完成事项及改善方向: 1.其他问题现阶段不能解决,目前进入淡季订单慢慢在减少,星期天不放假能满足出货。 2.除继续宣导、灌输品质意识,落实品质责任外,督促、监督作业员自检到位,每个时间段认真做好自检记 录,责任到人。 3.7S是个长期工作,主管负责持续督导、持续改善常抓不懈,责任到人,争取每天改善一点;申请公司安装 除湿、除尘设备减少车间污染源,改善车间空气质量及7S。 4.一方面强化车间管理,对基层管理人员督促,促使其改变旧的习惯,责任到人力争车间现场纪律及执行力 得到改善。一方面申请公司硬件方面加强,车间加装监控器以杜绝瞌睡、损坏公物等现象。 5.高温天气公司供应凉茶没有形成制度,希望温度高于33度每周供应。 35 本周截止日期 2010-8-29至2010-9-5
塑胶模具计划书
塑胶模具计划书1. 项目背景随着塑胶制品需求的增加,塑胶模具制造业也得到了快速发展。
塑胶模具作为塑胶制品生产的重要工具,其制造过程直接影响着塑胶制品的质量和效率。
因此,本计划书旨在提出一个塑胶模具制造项目的计划,以满足市场对塑胶制品的不断增长需求。
2. 项目目标本项目的主要目标是建立一个专业的塑胶模具制造工厂,以满足市场的需求,并提供高质量的塑胶模具产品。
以下是本项目的具体目标:•建设一个现代化的厂房,配备先进的设备和技术。
•招募和培训一支高素质的专业团队,包括工程师和技术人员。
•开展市场调研,了解塑胶模具的需求和趋势。
•开发自主研发的塑胶模具产品,满足不同客户的需求。
•建立合作关系,扩大市场份额,提高产品的知名度和竞争力。
3. 项目计划3.1 市场调研在项目启动前,我们将进行全面的市场调研,了解目标市场的需求和竞争情况。
通过调研,我们将收集以下信息:•目标市场的塑胶制品需求和趋势;•主要竞争对手的产品特点和价格;•目标市场的规模和增长率;•潜在客户的需求和偏好。
3.2 厂房建设项目启动后,我们将租赁或购买一处适合塑胶模具制造的厂房,并进行改造和装修。
厂房的具体要求包括:•具备合适的面积和布局,以容纳生产设备和办公区域;•符合相关的安全和环保要求;•配备先进的设备和工具,包括CNC机床、注塑机等。
3.3 人员招募和培训为了确保项目的顺利进行,我们将招募一支高素质的团队,包括工程师、技术人员、生产人员等。
在招募的过程中,我们将重点注重以下要素:•丰富的塑胶模具制造经验;•熟练的操作和维护塑胶模具设备的能力;•不断学习和创新的精神。
同时,我们将为团队成员提供培训机会,提高其技术水平和专业素养。
3.4 产品开发在项目启动后,我们将进行塑胶模具产品的开发。
根据市场需求和客户反馈,我们将自主研发以下产品:•注塑模具•压铸模具•发泡模具•吹塑模具我们将注重产品的质量和可靠性,同时不断提升产品的性能和生产效率。
模具开发生产计划表
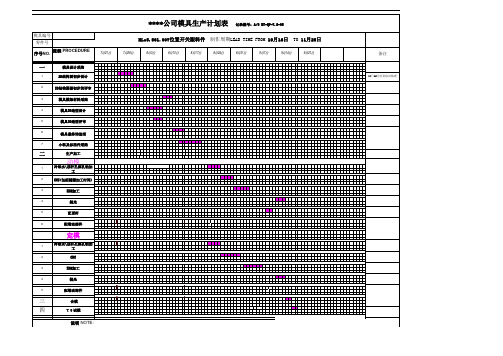
模具编号 零件号 序号NO. 流程 PROCEDURE
7月21日 7月28日
记录编号:A/0 BT-QP-7.5-05
KLc5.561.007位置开关塑料件
8月3日 8月10日 8月17日
制作周期LEAD TIME FROM 10月16日
8月24日 8月31日 9月7日 9月14日
2
3
4
5
6
定模
1
冷却水\顶杆孔深孔钻加工 CNC EDM加工 抛光 配滑动部件 合模 T0试模
2
3
4
5
三月21日
备注
一
1
模具设计采购 2D结构图初步设计 2D结构图做初步的评审 模具模架材料采购 模具3D造型设计 模具3D造型评审 模具最终3D造型 小料及标准件采购 生产加工
10月15号收到冻结数据
2
3
4
5
6
7
二
1
动模
冷却水\顶杆孔深孔钻加工 CNC(包括精雕加工时间) EDM加工 抛光 配顶杆 配滑动部件
注塑周生产计划单
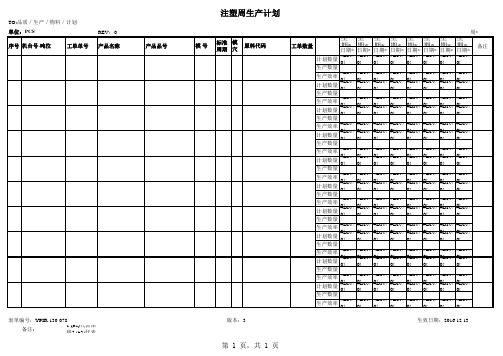
计划数量 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 生产数量
生产效率 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
计划数量 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 生产数量 生产效率 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
计划数量 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 生产数量 生产效率 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
生效日期:2016.12.13
第 1 页,共 1 页
计划数量 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 生产数量
生产效率 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
计划数量 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!V/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
计划数量 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 生产数量 生产效率 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
注塑周计划安排表

排单员: 王佳
领班确认:
白班/夜班生产计划表(5 )月(27 )日-(6 )月( 1)日
日期 5月27日 5月27日 5月27日 5月27日 5月28日 5月28日 5月28日 5月28日 5月29日 5月29日 5月29日 5月29日 5月30日 5月30日 5月30日 5月30日 5月31日 5月31日 5月31日 5月31日 6月1日 6月1日 6月1日 6月1日 机台 模具号 现生产产品 31# 31# 转 31# 转 31# 转 31# 31# 转 31# 转 31# 转 31# 31# 转 31# 转 31# 转 31# 31# 转 31# 转 31# 转 31# 31# 转 31# 转 31# 转 31# 31# 转 31# 转 31# 转 颜色 材质 数量 白班产量 夜班产量 未完成数量 原因
排单员: 王佳
领班确认:
白班/夜班生产计划表(5 )月(27 )日-(6 )月( 1)日
日期 5月27日 5月27日 5月27日 5月27日 5月28日 5月28日 5月28日 5月28日 5月29日 5月29日 5月29日 5月29日 5月30日 5月30日 5月30日 5月30日 5月31日 5月31日 5月31日 5月31日 6月1日 6月1日 6月1日 6月1日 机台 模具号 现生产产品 8# 8# 转 8# 转 8# 转 8# 384# RB10BH-4 太阳能板上盖150x200 黑色 ABS(0215) 3715 8# 转 8# 转 8# 转 8# 384# RB10BH-4 太阳能板上盖150x200 金发/插头套 黑色 黑色 ABS(0215) PVC-NB10 140000 8# 转895# AP0001 塑料顶套 8# 转 8# 转 8# 895# AP0001 塑料顶套 金发/插头套 黑色 PVC-NB10 8# 转 8# 转 8# 转 8# 895# AP0001 塑料顶套 金发/插头套 黑色 PVC-NB10 8# 转 8# 转 8# 转 8# 895# AP0001 塑料顶套 金发/插头套 黑色 PVC-NB10 8# 转 8# 转 8# 转 颜色 材质 数量 白班产量 夜班产量 未完成数量 原因
注塑生产排程表
实际 ห้องสมุดไป่ตู้成
1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 18 19 20 21 30 31
001048F-07 001058F-02 82011227-A09 82011227-A08 001048F-01 001048F-02 001073F-03 001073F-04 82011227-A02 补涂装退货 001059F-07 001045F04 001048F-10 82011227-A01 001048F-11 001058F-06 001073F-05 001061F-06 试产三星 试产三星 001050F-05 001050F-06 010911-03 070902-02 000994d-01 000994d-02 82011227-A04 82011227-A05 82011227-A06 82011227-A07 001048F05 000994d-03 000994d-04 000994d-05 小计
XK002 XK002 XK024 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK024 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 XK002 涂装用 XK002 XK002 XK024 XK024 XK024 XK024 XK002 XK002 XK002 XK002
32
及时入库!
34 38
及时入库! 及时入库,急! 及时入库,急! 及时入库,急!
XK-FOR-1512版次:A/0
生产出现异常时,请及时提报生管课。 审核:
计划安排生产机台数为24台. 制表:
注塑模具项目进度表
注塑模具项目进度表项目名称:注塑模具制造项目项目起始日期:YYYY/MM/DD项目预计完成日期:YYYY/MM/DD项目概述:注塑模具制造项目旨在开发和制造高质量的注塑模具,以满足客户的需求。
该项目主要涉及模具设计、模具制造、模具测试和模具调整等环节。
通过有效的项目管理和协调,本项目将确保按时交付满足质量标准的注塑模具。
项目进度表:阶段1:需求分析和设计-阶段开始日期:YYYY/MM/DD-阶段预计完成日期:YYYY/MM/DD-阶段预计耗时:X天-阶段详细描述:在这个阶段,我们将与客户一起讨论需求,收集和分析相关数据,并制定注塑模具的设计方案。
通过使用CAD软件进行设计和模拟,我们将生成详细的模具设计图纸和规格说明。
阶段2:模具制造-阶段开始日期:YYYY/MM/DD-阶段预计完成日期:YYYY/MM/DD-阶段预计耗时:X天-阶段详细描述:在这个阶段,我们将根据设计图纸和规格说明制造注塑模具。
我们将采购所需的材料,进行切削、铣削、蚀刻和抛光等工艺,最终组装成可用的注塑模具。
阶段3:模具测试与调整-阶段开始日期:YYYY/MM/DD-阶段预计完成日期:YYYY/MM/DD-阶段预计耗时:X天-阶段详细描述:在这个阶段,我们将进行模具的测试和调整,以确保其符合预期的质量标准。
我们将对注塑模具进行样品注塑,检查制品的质量,并进行必要的调整。
一旦实现满足要求的注塑效果,我们将进行最终的模具调整和优化。
阶段4:模具交付与验收-阶段开始日期:YYYY/MM/DD-阶段预计完成日期:YYYY/MM/DD-阶段预计耗时:X天-阶段详细描述:在这个阶段,我们将完成模具的最终调整和优化,并进行最终的样品注塑和检查,以确保其质量符合预期。
一旦模具通过内部验收测试,我们将将其交付给客户,并等待客户的最终验收。
阶段5:项目收尾与总结-阶段开始日期:YYYY/MM/DD-阶段预计完成日期:YYYY/MM/DD-阶段预计耗时:X天-阶段详细描述:在这个阶段,我们将对整个项目进行总结和评估。
注塑生产排程月计划(ASDJS)自动排程
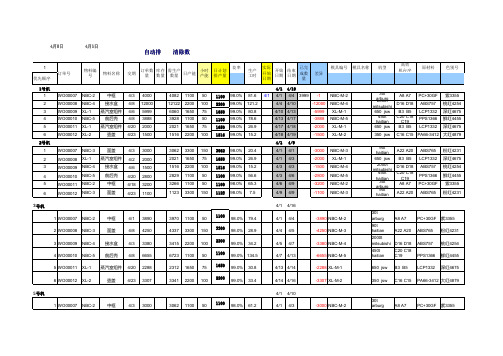
1531 1100 50 2347 3300 150 3334 2200 100 2122 1100 50 5051 1650 75 10102 2200 100
1100 98.0% 30.6 2347 98.0% 15.6 2200
99.0% 33.3 1100 99.0% 42.4 1650 99.0% 67.3 2200
4月8日
4月1日
自动排 清除数
1 优先顺序
订单号
物料编 号
物料名称
良率
交期
订单数 量
库存 数量
需生产 数量
日产能
小时 产能
日计划 排产量
生产 工时
实际 开始 日期
开始 日期
结束 日期
已完 成数 量
差异
模具编号 模具名称
机型
高效 机台序
原材料
色别号
1号机 1 2 3 4 5 6
2号机 1
2 3
4 5
6
99.0% 80.8
511 1100 50
511 98.0% 10.2
4/3 4/7 4/7 4/8 4/8 4/9 4/9 4/10 4/10 4/10 4/1 4/14 4/1 4/2 4/2 4/3 4/3 4/4 4/4 4/6 4/6 4/9 4/9 4/14 4/1 4/14 4/1 4/3 4/3 4/3 4/3 4/5 4/5 4/7 4/7 4/10 4/10 4/14 4/1 4/15 4/1 4/1
30t arburg
A8 A7
PC+30GF 紫3355
2 WO00008 NBC-3
面盖
4/8 8000
3 WO00009 NBC-4 接水盒 4/6 6000
塑胶模具制作进度预估表

P A P
已完成 Finish 负责人:
模具制作进度预估表
SGV1XL11010020 开模日期: 2011.2.15 Open Date: 试模日期: First Trial Shot(T1)
2011.3.15
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
塑胶模具制作进
机种: I DREAM(V1) 品名: Part Name: SCHEDULE (Month) BOTTOM CABONET 模号: MOLD NO: SGV1XL11010020
ITEM
PROCES A P A P A P
1
设计 Design
A P A P A P A P A P A P A P A P A P A P A P A P A P A P A P A P A P A P A P A
5
母模仁 Cav Insert
6
7
斜顶 Lifter
8 9 Note:
客户:
組立 Assembly 合模 Finish Assembly 预估进度 Forcast Schedule
设计designassemblydrawing详细设计图detaildesigndrawing备料materialpreparationmoldbaseinsert模胚加工basemachiningframe其它othercoreinsert粗加工firstmachining包含热处理螺丝水路screwwaterloop线切割wirecutcnc加工cncmachining电极加工electrodemachining放电加工edmmachining钳工benchworkcavinsert粗加工firstmachining包含热处理螺丝水路screwwaterloop线切割wirecutcnc加工cncmachining电极加工electrodemachining放电加工edmmachining钳工benchworkpolishing滑块slidersystem粗加工firstmachining包含热处理cnc加工cncmachining电极加工electrodemachining放电加工edmmachining钳工benchworknote
模具生产推进计划表

模框料出图、采购到位Mold framework material draw & stock ensure
5
零件二维制图parts 2D draw
6
模腔上机准备Mold cavity on machine preparation
7
模腔CNC粗加工Mold cavity CNC preform
8
滑块芯CNC粗加工Slide core CNC preform
9
模腔、滑块芯淬火前钻孔Mold cavity&slide core quench before drill
10
模腔、热处理淬火Mold cavity、heat treatment quench
11
附件材料采购到位Other metarial stock ensure
12
电极拼装Pole patchwork
17
模腔、电火花粗加工Mold cavity、EDM preform
18
模腔线切割加工Mold cavity line incise preform
19
滑块脉冲粗、精加工Slide pulse quench & finish machining
20
电极CNC二次加工并检测Pole CNC preform twice & detect
13
电极CNC一次加工并检测Pole CNC preform once & detect
14
模腔、滑块淬火后磨削Mold cavity、slide grind after quench
15
模腔CNC精加工Mold cavity CNC finish machining
16
注塑厂排产计划

批次号
说明 模具编号 下单ቤተ መጻሕፍቲ ባይዱ量 完成量
生产欠数
排单量 4-28白班 4-28晚班 4-29白班 4-29晚班 4-30白班 4-30晚班 5-2白班 5-2晚班 5-2白班 5-3晚班 计划 人力 计划 人力 计划 人力 计划 人力 计划 人力 计划 人力 计划 人力 计划 人力 计划 人力 计划 人力 48000000000000000000
机台号客户产品名称规格型号说明模具编号下单数量完成量生产欠数备注批次号计划人力计划人力计划人力计划人力计划人力计划人力计划人力计划人力计划人力计划人力130xxxxxxxxxxxxxxxxxxxx20170409hl2687996378042168000110011001100920xxxxxxxxxxxxxxxxxxxx2017040979967996110011001100110011001100300xxxxxxxxxxxxxxxxxxxx20170422hl62111000110001100xxxxxxxxxxxxxxxxxxxxabshl620130013001100xxxxxxxxxxxxxxxxxxxxpc130013002017年5月份注塑部生产进度跟踪及生产计划排配表42757428白班428晚班429白班429晚班430白班430晚班52白班52晚班52白班53晚班ps黑色ps黑色透明abs序号客户产品名称规格型号批次说明油漆编号下单数量完成量丝印2017喷涂排产计划预计产能h实际产能h
ABS
HL-620 1300
-1,300
1100 3
PC
1300
-1,300
备注
原完 成量
机台号 锁模力T 客户
产品名称
1
130
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(红色)
注:该表单适用于单副模具的计划控制。
模具制造进度简述:设计中,确认中
试
深孔钻加工 动 模 镶 块 钻床加工 数控铣 精雕 线切割 电火花 打 光 动模小镶块 动 模 侧 动 模 框 电极加工 深孔钻加工 数控铣 钻床加工 攻牙 线切割 电火花 小镶块装配 动模镶块配框 动模整体线切割 动模整体数控铣 动模整体电火花 打 光 定模总加工周期 料六面加工 深孔钻加工 钻床加工 定 模 镶 块 水路堵孔 数控铣 精雕 线切割 电火花 打 光 定 模 侧 定 模 框 定模小镶块 电极加工 深孔钻加工 数控铣 钻床加工 攻牙 线切割 电火花 小镶块装配 定模镶块配框 定模整体线切割 定模整体数控铣 定模整体电火花 料加工 钻孔 线切割 滑 块 数控铣 精雕 电火花 抽 芯 机 构 直 顶 / 斜 顶 打光 滑块装配 料加工 钻孔 线切割 数控铣 精雕 电火花 打光 装配 定模座板 其 他 零 件 动模座板 热流道板 顶针上下板 模架其它板 模具总安装 热流道安装 模具总复合 精细化处理 TO试模 1、计划完成: (蓝色) 2、正常完成: 3、计划内延误时间: (黄色)
单副模具生产计划
项目名称: 2013-011
日
பைடு நூலகம்编制人
审核
批准
模具编号: 13118
6月份
产品编号:
钳工担当:
7月份
设计担当:
制表日 期:
一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 期 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 工序名称 动模总加工周期 料六面加工