三一自制仪表校秤步骤修订稿
XK3130校秤

XK3130标定过程;同时按“确认“”键,和清零”,注意顺序不能颠倒,进入显示“F1”.,连续按‘确认’键显示“F1。
7 0 ”时,. 按‘模式’一次,此时显示变为“F1.7 1 ”,按‘确认’键,仪表窗口显示0000。
00,用‘去皮’键和‘累计’键移数字位置。
按‘模式’键选数字。
完成后按‘确认’键,连续按‘确认’键直到显示“F2”.,再按‘清除’键,显示“CAL 0FF?”,按确认键确定退出去皮键:将光标左移一位,累计键:将光标右移一位。
模式键:用于选择下一个设定参数,或选择给定的参数表如出现异常,无法标定,检查[F6.2],查看参数是否变化,变化过大要先修改F1.6零点调整[F1.6 X]选择是否需要进行零点调整。
X=O跳过零点调整程序X=1开始进行零点调整使秤处于空秤状态,按确认键。
[15 CAL]仪表倒计数,并读取新的零基准。
任何时侯都可以按清除键退出。
F1.7量程调整[F1.7 x]选择是否需要进行量程调整。
X=O跳过量程调整程序X=1开始进行量程调整[00000]用去皮键和模式键组合输入秤台上所加重量值。
按确认键[15 CAL]仪表倒计数,并读取新的加载重晕值。
任何时侯都可以按清除键退出。
注:进行量程调整的步骤如下:在称重状态,将标准重量加在秤上,而后使仪表进入设定状态,当显示[Fl.7 x]时选1,再按确认键,并输入标准砝码重量,然后按确认键。
量程调整完毕后。
F6自诊断功能[F6.1]扩展显示[F6.2]校正参数X=0禁止修改校正参数X=1允许修改校正参数[XXXXXX]显示零点校正参数,可以输入新的值。
按确认键089570[XXXXXX]显示SPAN校正高位参数,按确认键001396[XXXXXX]显示SPAN校正低位参数,按确认键000208。
IND331标定流程..
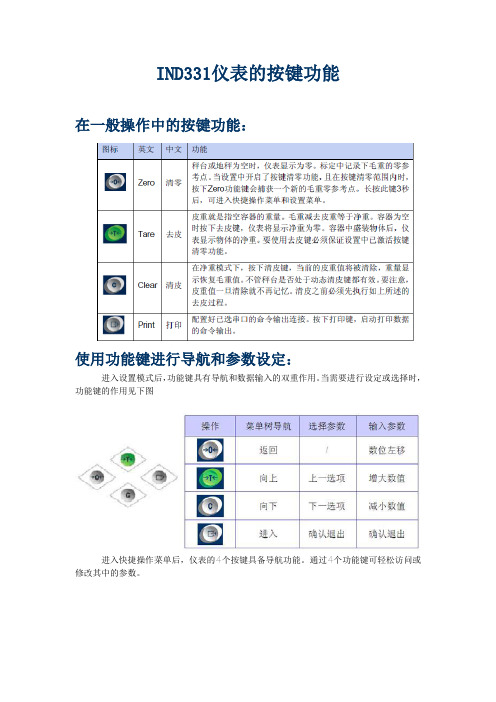
IND331仪表的按键功能
在一般操作中的按键功能:
使用功能键进行导航和参数设定:
进入设置模式后,功能键具有导航和数据输入的双重作用。
当需要进行设定或选择时,功能键的作用见下图
进入快捷操作菜单后,仪表的4个按键具备导航功能。
通过4个功能键可轻松访问或修改其中的参数。
IND331仪表标定流程
标定
标定是一个调节仪表显示的过程。
标定后当秤台为空时,仪表能准确显示毛重为零;当秤台上放置有物体时,则显示其精确重量值。
长按打印键3秒进入主菜单,通过键或者键选择设置选项图标
,并按打印键进入。
选择秤台。
Set Zero(零点标定)-F1.3.2
保持空秤台,启动零点标定。
结束时将显示是否成功。
如在标定过程中秤台存在晃动,仪表显示动态信息并询问是否保留标定数据。
按打印键表示确认,按清零键表示放弃此次标定仍使用先前数据。
Set Span(满量程标定)-F1.3.3
零点标定成功后,提示进入满量程标定。
将砝码或者替代物放到秤台上,输入砝码的重量,秤台稳定后按确认键。
标定成功则退出即可,如果提示标定失败,则需重新进行以上步骤。
计量器具自校规程与操作规程
计量器具自校规程与操作规程目录酒精计自校规程 (1)温度计自校规程 (2)水表自校规程 (3)干燥箱恒温箱自校规程 (4)小容量玻璃器具标定规程 (5)天平操作规程 (6)温度计的使用及保养规程 (7)酒度计使用操作规程 (8)分光光度计使用规则 (9)小容量玻璃器具使用规程 (10)气相色谱仪操作规程 (11)计量仪器设备的搬运、防护与维护保养规程 (12)氧气、乙炔减压器操作规程 (13)水表使用规程 (14)砝码的维护保养与使用规程 (15)衡器使用操作规程 (16)标准电阻的使用、保养规程 (17)721W可见分光光度计操作规程…………………18、19MA110型电子天平操作规程 (20)WYT-1手持式折光仪使用操作规程------------------------24 电子天平自校规程 (21)附录:计量器具标准编号 (22)酒精计自校规程一、自校内容:包括外观检查,分度示值校准两部分。
二、自校用主要设备:1、一等标准酒度计2、玻璃量筒(1000ml)3、精密温度计4、94%以上乙醇、蒸馏水三、自校步骤1、根据所校酒度计的测量范围配置适当的酒度。
2、等检定用液和室温基本平衡后将标准酒度计和被检酒度计放入同一液体中,当弯月面正常时,分别读其示值。
3、再加入少许蒸馏水,重复步骤2。
4、重复步骤3。
四、数据处理对比该组数据,若发现被检酒度计与标准酒度计的误差超过一个分度,做为不合格处理。
五、自校周期为一年。
温度计自校规程一、外观检查检查温度计感温泡和玻璃棒有无裂痕,液柱有无断节和气泡,有则视为不合格。
二、示值校定1、校定点的设定室温及室温以上任意点。
2、将精密温度计和被标温度计按规定浸没方式垂直插入水槽中,经过15分钟或10分钟(水银温度计)方可读数,读数过程要求槽温变化缓慢。
3、读数要迅速,时间间隔要均匀,视线应与刻度面垂直,读取液柱弯月面的最高点全浸式温度计露出液柱不得大于15mm(水银温度计)或最低点(酒精温度计)读数要估计到分度值的十分之一。
电子秤标定方法大全修订稿
电子秤标定方法大全集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]2010-3-23一、上海耀华(1)XK3190-A12 XK3190-A10开机初始过程中按(#)进入标定状态(去皮)选择(#)确认1.(d xx)选择分度值2. (p xx)小数点3. (full )最大称量4. (noload )空秤确认5.(ad load)放砝码(000000)输入砝码值(置零)增加1,去皮右移光标(#)确认6.(end)(2.)xk3190-A1+将大屏幕接口指针少的一端朝上,右手两端短接,屏幕出现提示,按输入直到出现 noload 空秤确认,adload 加砝码输砝码值,确认。
(3)XK3190-A71. 正常称重状态,仪表后端打开标定开关,显示(n xxxx)清除进入下一步切换选择去皮确认2.(e xx )设分度值3. (d )设小数点4. 按去皮,直到显示(CAL)空秤确认5. ()加码,(累计)右循环,(切换)加1 去皮确认。
6. 关开关。
(4)XK3190-C2将大屏幕接口短接(14 15脚) (输入) 确认1.称重状态下,按功能显示 PASS2.输密码 920728 按输入3. (DC ) 小数点位数4. (E )分度值5.(F )最大称量6. (r )保存原有零位7. (NO LAOD)零位确认8. (AD LOAD)加码,(00000)输码值,按输入(5)耀华YH-T3校正资料开机归零后同时按一次“清除”和“F”键进入参数设置“保持“键为确认键,“回零”键是输入键,“扣皮”键是移位键菜单一为分度值设置菜单二为小数点设置菜单三为满量程设置:注,每次校正都必须重新输入满量程,输入后按“保持”键屏幕显示零点校正,按“保持”键,此时屏幕显示空载内码,稳定后会自动跳到“LOAD”上此时放上要校正的砝码,按“回零”及“扣皮”输入砝码重量后按“保持”键确认,校正OK(6)XK3190-A91. 15芯插头 14、15脚短接2.按功能显示 E XX 选择分度值,按输入3.按输入直到显示 noload ,零位确认4. aload 输入砝码值,加砝码按输入5.” H XXX”“C XXX”“CH XXX”记录数值,以后备用6. 按称重退出标定二、上海友声(1) XK3100-B2+1.打开仪表盖,将短路环短接↑修改值,按确认输入2.按标定+确认开机,屏幕出现 PASS 输密码 010201 按确认3.(d=xx)选择分度值4.(dot x )小数位数确认5.(Zeroxx)选择零位跟踪范围6.(FULL)满量程设置7.(LOAD)进行称量标定,放好砝码,按↑和确认输入重量值再按确认结束标定。
手工秤的制作方法
手工秤的制作方法手工秤是一种简单而实用的测量工具,由于它的制作方法相对简单且材料易得,因此被广泛应用于生活和工作中。
下面将介绍一种常见的手工秤制作方法。
材料准备:1.一根长度约为30厘米的绳子或线材2.一块重量在10至20克之间的物体(比如小石块或者小铁块)3.一根长度约为15厘米的细木棍或者竹子4.一把锯子5.一根约为30厘米的刻度尺或者标定好的米尺制作过程:1.首先,将绳子或者线材的一端系牢在一根细木棍或者竹子的一端。
可以使用一个结实的结绳或者一个简单的绳索结。
确保绳子系紧,以免在使用时出现松动。
2.确定绳子另一端的有利位置,距离细木棍的末端约为10至15厘米,将其与小物体相连。
可以使用一个结实的结绳或者一个简单的钩子。
确保绳子与物体相连处的结构牢固,以免在使用过程中松脱。
3.将细木棍或者竹子的另一端锯成平面。
这个平面可以作为手工秤的支撑面,同时也是一个方便读数的刻度尺。
4.使用刻度尺或者标定好的米尺,将细木棍或者竹子的每个毫米位置标出,以便在使用时可以方便地读出物体的重量。
5.最后,确保手工秤的各个部件都牢固可靠,无松动或者变形现象。
然后,您就可以开始使用手工秤进行简单的重量测量了。
手工秤的使用方法:1.将待测物体悬挂在绳子的连结处,使之保持平衡。
2.注意观察细木棍刻度尺的位置,读出待测物体所在位置的刻度值。
3.根据刻度尺的结果,可以得到物体的重量,通常以克为单位。
注意事项:1.手工秤的制作材料和制作工艺可以根据需要进行调整。
如果需要测量较大的重量,则需要选用更坚固的材料进行制作。
2.制作过程中需要注意绳子的牢固性和物体与绳子的连接的牢固性,以免在使用过程中出现意外。
3.手工秤的刻度尺应当标定准确,以确保读取的数据的准确性。
总结:手工秤的制作方法相对简单,只需要准备好材料并按照制作步骤进行操作即可。
手工秤的制作主要涉及到绳子或线材、小物体、细木棍或竹子的选择和连接。
在制作完成后,只需将待测物体悬挂在绳子上并读取刻度尺的数值,即可得到物体的重量信息。
三一自制仪表使用图册

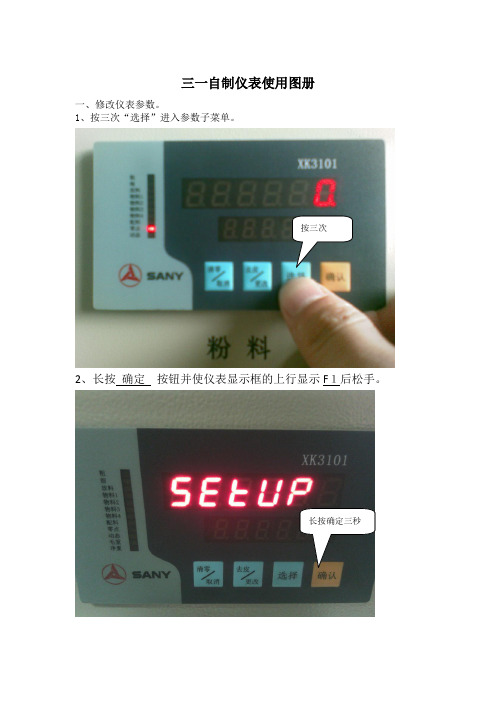
三一自制仪表使用图册一、修改仪表参数。
1、按三次“选择”进入参数子菜单。
2、长按 确定 按钮并使仪表显示框的上行显示F 1后松手。
按三次3、出现“F1”4、再按“确定”进行F1.1,进行最大称量值修改。
5、按“选择”键更换位数(由个位切换到十位)。
按选择切换位数。
6、按“更改”键改变数字大小(由0到9进行切换)。
换更改/去皮改变数字大小。
7、按“选择”键进入F1.2,再按“确定”进行修改。
8、按“取消”键,退回到F1,再按“选择”键进入F2菜单修改。
按取消键退回到F1菜单按选择进入F2菜单。
9、进入F2菜单界面后,按“确定”进入子菜单。
10、进入F2子菜单后,参数修改方法同F1.1。
三一自制仪表参数修改表:F1.5为秤零点调整,F1.6为秤线性标定。
(仪表校秤中有详细说明)二、手动设置配方值、细设定、落差。
1、按“选择”菜单,进入“rEC1PE”2、按“确定”键进入。
33、进入第一种物料的信息界面。
再按“确认”将对第一种物料的配方值进行修改,按“选择”键切换配方值的位数,按“更改”键修改数字(0-9更改,只能增大不能减小,到9后回零循环。
),修改后按确定保存。
4、再按选择键,进入第一种物料的细设定修改,数值修改方法同上。
5、再按选择键,进入第一种物料的落差值修改,数值修改方法同上。
6、再按“选择”则切换到第二种物料的配方修改界面。
连续按“选择”可输入四种物料的配方、细设定、落差的数据。
若有两种以上的物料叠加则在F3.3菜单中改变物料种数.8、若生产过程中某种物料老是卸不完,程序不能往下走,影响生产进程。
则先将称量仪表停掉,按选择键出现“HOLd”。
9、再按“更改”键进入“STOP”。
10、按“确认”键即将称量状态停止。
电子称自校规程
ELE-WI
第1页,共1页
公司
1 目的:对用于检测作用的量具进行控制,确保测量结果的准确性及有效性。
2 适用范围:适用于本公司所有电子称的校正作业。
3 职责:品保课负责电子称的管理和校准工作。
4 使用的标准器:电子称、测量范围0-60KG ,精度0.005KG ,经质量计量监督检测所检定合格。
5 功能检查:
(1) 外观。
(2) 各部位检查是否正常。
(3) 测量值检查
6 校正检定操作:
⑴ 取3个量块(5KG 、10KG 、25KG ),用标准器(送外校准合格的仪器)测量其数值,将此测定
结果作为标准值,再用准备校正的电子称测量其数值,测定结果为测量值。
⑵ 测量值与标准值的差为误差值,将标准值、测量值与误差值记录到校正报告上。
⑶ 对已校正的电子称做好相应的标识。
⑷ 精度要求
称量测试:5KG 精度误差: ±0.050KG
10KG ±0.050KG
25KG ±0.050KG
偏载测试:
标准载荷:10KG 精度误差:±0.050KG
10KG ±0.050KG
10KG ±0.050KG
10KG ±0.050KG
质量计量监督检测所检定报告
电子称内部校准记录。
三一自制仪表校秤步骤1

三一自制仪表校秤步骤一、检查。
检查称量斗有无其它作用力干涉,传感器受力是否均匀。
称量斗内时否有物料,是否有异物,保持空秤状态。
检查称量料内无物料,无异物。
二、秤零点调整。
1、在仪表上按选择按钮三次进入[SETUP] 菜单。
按三次2、长按确定按钮并使仪表显示框的上行显示F1后松开。
长按三秒3、再按一次确定进入F1.1子菜单。
按确定4、按选择键切换到F1.5后再按确定键,此时下行会出现数字闪烁。
按确定后此行会出现数字闪烁、停止闪烁后再按确定。
绿色数字停止闪烁后按三次取消,退出设置界面。
5、按三次取消退出设置界面。
清零成功。
三、校秤。
1、同上操作进入仪表设置。
按选择按钮进入[SETUP] 设置菜单。
2、长按确定按钮并使仪表显示框的上行显示F1后松手。
再按确定进入F1.1。
3、按选择切换到F1.6后,再按“确定”键;4、按确定后(不按确定也行),往称量斗上加载砝码。
5、加载砝码。
在称量斗上均匀加载砝码。
注意:加载重量范围为最大称量值的20%-100%,最少不得小于20%。
加载重量为:骨料秤≥600kg,水泥或粉煤灰≥200kg,水称量斗≥200kg,外加剂称量斗≥40kg;称量斗上的砝码应摆放均匀。
摆放砝码时注意摆放均匀。
6按确认,此时仪表下行文本框出现“000000”,输入砝码值。
(按第二个键更改可以输入数字,按第三个键选择切换数字的个、十位。
输入的数值要与加载的砝码重量值一致。
按“选择”修改数值的位数。
7、若数字输入完毕,检查砝码加载的重量与仪表的数字是否一致。
称量斗上不得有异物,操作人员不得碰称量斗。
待称量斗平稳时(无晃动),待上行数字停止跳动后再按确定。
输入砝码值后按“确定”。
8、按“确定”后仪表上行数字出现闪烁。
此时数字会闪烁。
8、闪烁完毕后按三次取消键退出,此时仪表上行会出现加载砝码重量的数值。
按取消三次9、取砝码。
先取掉2个砝码,观察仪表减少的数值是否与取掉的砝码重量值一致,核查称量系统是否准确。
三一重工搅拌站校称步骤

三一重工搅拌站校称步骤嘿,朋友们!今天咱来聊聊三一重工搅拌站校称的事儿。
这校称啊,就好比给搅拌站来一次精准的“体检”,可重要着呢!首先,得把那些秤啊啥的都准备好,就像战士上战场前要把武器擦得锃亮一样。
然后呢,仔细检查各个部件,看看有没有啥小毛病。
这时候你就得瞪大眼睛,可不能马虎,不然到时候出了错,那可就麻烦啦!接下来,要按照标准的流程来操作。
这就像是跳舞,得跟着节奏一步一步来。
先调这个,再弄那个,顺序可不能乱。
要是乱了,那不就跟跳舞踩错拍子一样,会乱套的呀!在校称的过程中,还得注意一些小细节。
比如说,环境得安静点,别整些乱七八糟的干扰。
你想想,要是旁边有人在那大喊大叫,你还能专心校称吗?那肯定不行啊!就好比你在安静地看书,旁边有人在那大声喧哗,你能看得进去吗?而且啊,这校称可不是一次就完事儿了的。
就跟咱体检还得定期复查一样,时不时就得校一下,确保它一直都那么精准。
不然万一哪天出了偏差,那搅拌出来的东西质量不就没法保证了嘛!你说这校称是不是特别重要?这可不是闹着玩的事儿呀!要是没校好,那后果可能不堪设想。
就好像一辆车的轮子没调好,跑起来能稳当吗?肯定不行啊!所以啊,咱可得重视三一重工搅拌站校称这个事儿。
每一个步骤都得认真对待,不能有丝毫的马虎。
这可是关系到工程质量的大事儿呢!咱不能因为一点点小疏忽,就给整个工程带来大麻烦呀!大家想想看,要是因为校称没做好,导致搅拌出来的混凝土质量不行,那得造成多大的损失啊!这可不仅仅是浪费材料的问题,还可能耽误工期,影响整个工程的进度呢!那可就太糟糕啦!总之呢,三一重工搅拌站校称这事儿,大家一定要牢记在心,认真去做。
别嫌麻烦,也别敷衍了事。
只有把校称做好了,才能保证搅拌站的正常运行,才能为我们的工程建设贡献出高质量的成果呀!这可不是开玩笑的哦,大家都得上点心!。
自校规程
磅秤、电子秤内部校准规程
1目的
对磅秤、电子秤进行内部校准,确保其准确度和适用性保持完好。
2范围
适用于全厂所有用于生产的磅秤、电子秤。
3校验基准
外校合格的标准砝码(张贴合格证)
4环境条件
放在车间固定位置,室温、无风、防潮
5校验步骤
5.1清洁被校秤的载物台面,进行归零;
5.2根据被测秤的精确度选择相应的标准砝码,取3~4个重量进行测量,每个重量读数四次取平均值,记录在《检测设备校验记录表》中。
5.3每次测量精度允许误差为该秤的精确度要求,超出精度范围则判定不合格。
6校准周期
6.1每年一次(内校员执行),并在已校验合格的仪器上张贴准用证;
6.2每周一每个班使用前均需校验,并填好相关记录。
7相关记录
《检测设备校验记录表》
编制:审核:批准:
检测设备校验记录表TG/QESLR75-A/0
时间:班次:
仪器名称型号是否校验误差是否合格签字。
编制自校测量设备的自校方法
测量设备期间核查校准方法为更好地保证产品质量,确保在周期内的在用测量设备的准确度,满足计量检测的要求,特制订本校准方法。
一.通用量具1.校准前准备1.1标准器(量块)必须放置在干燥,温度适宜的室内,并保持清洁,校准前,受检计量器具必须同标准器等温。
1.2对被检测计量器具表面进行去污处理。
2.校准过程:2.1对被检测的量具的外观及各部分相互作用进行计量确认,确定是否符合检定规程的要求。
并于碰伤或碰毛的部位进行处理。
2.2校准被测计量器具的零位,游标卡尺两测量面不允许有大于蓝色光线的间隙存在。
千分尺两测量面应平行,对小于100mm的千分尺夹持量块不允许转动。
2.3选择合适的标准器组,用清洁卫生纸或绸布夹取量块,按照检定规程的要求,保持计量器具测量面与标准器的工作面正确接触,并注意准确地掌握测量力。
按检定规程所要求的测量点和检测项目进行逐项校准。
2.4在校准时,操作者的视线应与被测计量器具的刻线保持平行,便于正确读取被测计量器具的示值,并做好原始记录。
2.5校准时,不允许面对被测计量器具或标准器讲话,在校准的过程中,不允许对被测计量器具进行调整。
2.6对大于300mm以上的游标卡尺,不能按检定规程的要求对其规定的示值进行测量,应用两块量块进行研合,来校验被测量的工件尺寸档,确保测量的准确性。
2.7对校准完毕的计量器具认真填写原始记录,确定被测计量器具的计量特性。
2.8对确认为不合格的计量器具,应及时送外进行修理,修理完毕,应重新进行检测。
并取得计量检定合格证。
2.9对校准确认合格的计量器具,正确签发计量确认标志。
3.校准完毕,必须分别对标准器和被检计量器具进行防锈处理,并存放在专用的木盒内。
4.本公司通用计量设备的校准确认间隔期为6个月。
二.专用量具1.在校准前样板(塞规)的测量面应无毛刺等缺陷。
2.对平面样板,用经校准合格的千分尺测量被校准量具的测量面,记下一个被测尺寸,再平行移动千分尺,对样板的上(下)面进行测量,记下另一尺寸,读取二次测量的值,确定是否在有较的受控尺寸范围内。
称重显示仪的校正
称重显示仪的校正步骤1.【清零】+【确定】键进入【F1】,按【模式】键进入【F2】,按【确认】键进入【F1.2】,F1.2=2(千克)------(校正单位),按【确认】键确定。
2.【F1.3】选择最大称量-----用【去皮键】和【模式键】组合输入最大称量值,一般为4000(kg),按【确认键】确认。
3.【F1.4】分度值的设置-----一般【F1.4】=1,按【确认键】确认。
4.【CAL X】称的校正------X=1,按【确认键】确认,进入校正程序。
5.【E SCL】将负载从称台上移去,确保称上无负载,按【确认键】确认。
6.【15 CAL】仪表倒计数,并读取空称值。
7.【ADD Ld】在称台上加负载,最大重量为满称量的105%,推荐重量使用最大称量的60%--100%,按【确认键】确认。
8.【00000】用去皮键和模式键组合输入所加重量值,不接受带小数点的值,按【确认键】确认。
9.【15 CAL】仪表倒计数,并读取加载称量值。
10【CAL d】校正完成,按【确认键】确认,直到出现【CAL OFF】,按【确认键】,显示仪重启,校正完成。
注意:1.【F1.8】重力加速度调整,请务必确认将【F1.8】=16,以保证校正的准确性。
2.加负载或砝码时请注意总重量尽量选择整数值,如2000kg,1500kg,请不要加总重量为1950kg或1925kg等数值,以免影响称台的准确性。
3.若系统用久了后,称重显示仪出现较大的误差,请按上述步骤重新较称。
4.称重显示仪通讯参数设置(KINGBIRD)称重系统的校准请参照说明书进行,校称完毕之后,为了能与工控机通信,称重显示仪还必须设置以下参数:【F3.1】 = 1 【F3.1.1】 = 9600 【F3.1.2】 = 8N【F3.1.5】 = 0 【F3.1.6】 = 1 【F3.4】 = 0注意:设定好的参数请不要随意改动,以免和工控机通讯不上。
【VIP专享】三一自制仪表使用图册
三一自制仪表使用图册一、修改仪表参数。
1、按三次“选择”进入参数子菜单。
2、长按 确定 按钮并使仪表显示框的上行显示F 1后松手。
按三次3、出现“F1”4、再按“确定”进行F1.1,进行最大称量值修改。
5、按“选择”键更换位数(由个位切换到十位)。
按选择切换位数。
6、按“更改”键改变数字大小(由0到9进行切换)。
换更改/去皮改变数字大小。
7、按“选择”键进入F1.2,再按“确定”进行修改。
8、按“取消”键,退回到F1,再按“选择”键进入F2菜单修改。
按取消键退回到F1菜单按选择进入F2菜单。
9、进入F2菜单界面后,按“确定”进入子菜单。
10、进入F2子菜单后,参数修改方法同F1.1。
三一自制仪表参数修改表:F1.5为秤零点调整,F1.6为秤线性标定。
(仪表校秤中有详细说明)二、手动设置配方值、细设定、落差。
1、按“选择”菜单,进入“rEC1PE”2、按“确定”键进入。
33、进入第一种物料的信息界面。
再按“确认”将对第一种物料的配方值进行修改,按“选择”键切换配方值的位数,按“更改”键修改数字(0-9更改,只能增大不能减小,到9后回零循环。
),修改后按确定保存。
4、再按选择键,进入第一种物料的细设定修改,数值修改方法同上。
5、再按选择键,进入第一种物料的落差值修改,数值修改方法同上。
6、再按“选择”则切换到第二种物料的配方修改界面。
连续按“选择”可输入四种物料的配方、细设定、落差的数据。
若有两种以上的物料叠加则在F3.3菜单中改变物料种数.8、若生产过程中某种物料老是卸不完,程序不能往下走,影响生产进程。
则先将称量仪表停掉,按选择键出现“HOLd”。
9、再按“更改”键进入“STOP”。
10、按“确认”键即将称量状态停止。
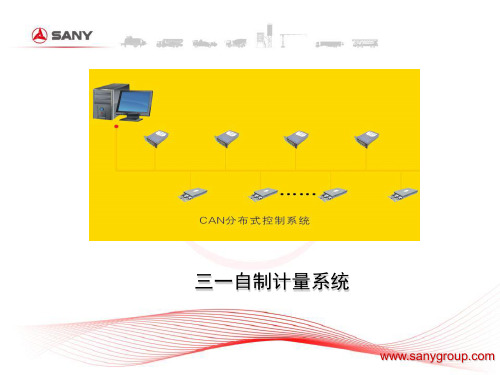
三一自制计量系统
四芯屏蔽电缆
采集模块
SANY GROUP
称重传感器 拉式传感器
SWD-100型仪表计量系统的结构
拉式传感器:上端固定, 下端与称量斗连接。 用于水、外加剂的称量。 传感器只能受竖直拉力, 安装时注意避免称量斗和 其他物体发生力的作用关 系。
压式传感器
SWD-100型仪表计量系统的结构
配方设定菜单:
当显示模块不在配料操作过程,在主菜单中选择“进入配方设定”进入配方设 定菜单。
配方设定菜单包括物料1、物料2、物料3和物料4配方设定,每种又包括物料 目标重量、慢加料重量和提前量设定(由于关闭喂料口至秤稳定时,存在一个落 料重量)。
参数根据分度值自动设定小数位。
SANY GROUP
放料
配方中所有物料喂完后,执行此命令,进行卸料
进入配方设定
在配料过程不能进入
进入仪表参数设定 在配料过程不能进入
SANY GROUP
称重终端仪表的操作控制
错误提示信息:
E1—没有接收到对应的传感器数据采集模块的信息; E2—不是自动配料方式(参数F3.1没有设为自动方式); E3—超载。
主菜单内容
称重终端仪表的操作控制
菜单名称
菜单说明
使用说明
AUTO FEED1 FEED2 FEED3 FEED4 DISCH RECIPE SETUP
全自动配料
启动后,配料和放料自动控制。
物料1的自动喂料 根据参数表中(F3)的设置,决定是否显示该项
物料2的自动喂料
物料3的自动喂料
物料4的自动喂料
数据采集模块接线图
计量系统的连接原理和接线
SANY GROUP
SWD-100称重终端接线图
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三一自制仪表校秤步骤 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
三一自制仪表校秤步骤
一、检查。
检查称量斗有无其它作用力干涉,传感器受力是否均匀。
称量斗内时否有物料,是否有异物,保持空秤状态。
检查称量料内无
二、秤零点调整。
1、在仪表上按选择按钮三次进入[SETUP] 菜单。
按三次
2、长按确定按钮并使仪表显示框的上行显示F1后松开。
长按三秒3、再按一次确定进入F1.1子菜单。
按确定
4、按选择键切换到F1.5后再按确定键,此时下行会出现数字
闪烁。
按选择键进入
4、等下行数字(绿色数字)停止闪烁后,按“确定”。
按确定后此行会出现数字闪
烁、停止闪烁后再按确定。
绿色数字停止闪烁
后按三次取消,退
5、按三次取消退出设置界面。
清零成功。
三、秤线性标定。
1、同上操作进入仪表设置。
按选择按钮进入 [SETUP] 设置
菜单。
2、长按确定按钮并使仪表显示框的上行显示F1后松手。
再按确
定进入 F1.1。
3、按选择切换到F1.6后,再按“确定”键;
4、按确定后(不按确定也行),往称量斗上加载砝码。
5、加载砝码。
在称量斗上均匀加载砝码。
注意:加载重量范围为最大称量值的20%-100%,最少不得小于20%。
加载重量为:骨料秤≥600kg,水泥或粉煤灰≥200kg,水称量斗≥200kg,外加剂称量斗≥40kg;称量斗上的砝码应摆放均匀。
摆放砝码时注
6按确认,此时仪表下行文本框出现“000000”,输入砝码值。
(按第二个键更改可以输入数字,按第三个键选择切换数字的个、十位。
输入的数值要与加载的砝码重量值一致。
按“选择”修改数
值的位数。
按“更改”可
7、若数字输入完毕,检查砝码加载的重量与仪表的数字是否一致。
称量斗上不得有异物,操作人员不得碰称量斗。
待称量斗平稳时(无晃动),待上行数字停止跳动后再按确定。
输入砝码值后
按“确定”。
8、按“确定”后仪表上行数字出现闪烁。
此时数字
会闪烁。
8、闪烁完毕后按三次取消键退出,此时仪表上行会出现加载砝码
重量的数值。
按取消三次
9、取砝码。
先取掉2个砝码,观察仪表减少的数值是否与取掉的砝
码重量值一致,核查称量系统是否准确。
砝码应分多次从称量斗上取下,即时检查称量系统的误差值。
若取砝码时,称上砝码的实际重量与仪表上显示不一致,则需要考虑有拉秤、干涉和砝码摆放不均匀的因素,若无法调整准确,则重新校秤。
取掉一部份砝码后仍。