适普无铅锡膏
无铅锡膏培训
推行过程中的问题
△价格 △可靠性 △元件对高温的反映 △什么是无铅锡膏? △ 供应链 △相关标准 △返修 △元件焊接端
推行过程中需要解决的问题
与材料、元件和设备不相容 设备、工艺限制 有限的工艺窗口 波峰焊工序要优化 清洗工序限制
PST专利无铅锡膏
法国专利号 专利日期
。
3027441 7-25-1995
无铅锡膏发展现状
下面是有可能代替Sn/Pb的是 : Sn-Ag-Cu (Eutectic 217°C). (如: Sn95.5Ag4.0Cu0.5) 其它的合金是 : Sn99.3/0.7Cu (Eutectic 227°C) Sn96.5/3.5Ag (Eutectic 221°C) Sn-Ag-Bi(@ 200°C - 210°C ) 如: Sn93.5-Ag3.5-Bi3.0 (@ 206°C - 213°C )
热膨胀系数 13.8 电阻率
(Uohm-cm)
34.5 8.72
密度 电导率
%IACS
4.5%IACS 5400psi
拉力强度
推行过程中遇到的问题
△价格 △可靠性 △元件对高温的反映 △无铅锡膏的种类? △ 供应链 △相关标准 △返修 △元件焊接端
Candidate Elements
Metal
Sb(锑) Bi(铋) Cd(镉) Cu(铜) In(铟) Pb(铅) P(磷) Ag(银) Sn(锡) Zn(锌)
PCB 覆层
锡 镍上镀锡 镍上镀金 钯 镍上镀钯
银 OSP(防氧化覆层) 锡铅
各合金的一般性能
Sn42/Bi58 普赛特 PST Sn96.5/Ag3.5 Sn99.3/Cu0.7 Sn95.5/Ag4/Cu0.5 Sn63/Pb37
功率半导体锡膏分类

功率半导体锡膏分类【摘要】功率半导体锡膏是功率半导体封装中的重要材料,其分类对于提高封装质量和稳定性至关重要。
本文首先介绍了功率半导体锡膏的分类标准,包括金属氧化物锡膏、无铅锡膏、高温无铅锡膏等。
金属氧化物锡膏在高温环境下具有良好的导电性和导热性,适用于高功率封装;无铅锡膏则减少了对环境的污染,符合环保需求;高温无铅锡膏在高温环境下具有稳定性和可靠性。
还介绍了其他类型的锡膏,如耐高温锡膏、低温锡膏等。
通过对功率半导体锡膏的分类和特点进行总结,可以更好地选择合适的材料,提高封装的性能和可靠性。
功率半导体锡膏的选择和应用对于功率半导体封装工艺具有重要意义。
【关键词】功率半导体锡膏分类、金属氧化物锡膏、无铅锡膏、高温无铅锡膏、锡膏分类标准、功率半导体、半导体材料、焊接材料、电子材料、导热性能、环保性能、电子元件、锡炉、焊接工艺、电子制造业1. 引言1.1 功率半导体锡膏分类的重要性功率半导体锡膏分类的重要性在于能够帮助生产商和使用者更好地了解不同类型的锡膏的特性和适用领域,选择合适的锡膏以确保产品性能和质量。
不同类型的功率半导体锡膏具有不同的特性,如导电性、耐热性、耐久性等,适用于不同的场景和环境。
通过对功率半导体锡膏进行分类,可以提高生产效率,降低成本,并且确保产品的可靠性和稳定性。
了解锡膏的分类还有助于研究人员和工程师更好地优化和改进锡膏的配方和生产工艺,以满足不断变化的市场需求和技术要求。
功率半导体锡膏的分类对于整个产业链的发展和进步具有重要意义。
通过深入研究和了解不同类型锡膏的特性和应用,能够为功率半导体行业的发展提供更多的可能性和机遇。
2. 正文2.1 功率半导体锡膏的分类标准1. 成分:功率半导体锡膏的分类可以根据其主要成分来区分,常见的主要成分包括金属氧化物、有机树脂、活性剂等。
不同成分的锡膏在性能和应用上会有所差异。
2. 温度特性:功率半导体锡膏的分类还可以根据其在不同温度下的性能表现来划分,比如高温无铅锡膏就是针对高温环境下的应用而设计的。
无铅低温锡膏HC55-4258使用说明书
温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结, 并沾附于锡浆上,在过回焊炉时(温度超过 200℃),水份因受强热而迅速汽化, 造成“爆锡”现象,产生锡珠,甚至损坏元器件。 回温方式:不开启瓶盖的前提下,旋转于室温中自然解冻; 回温时间:2-4 小时左右; 注 意:未经充足的“回温”,千万不要打开瓶盖,不要用加热的方式缩短“回温”的时间;
四、助焊剂特性
助焊剂等级
氯含量
表面绝缘阻抗 加温潮前 40℃/90%RH
(SIR)
加温潮后 40℃/90%RH
水溶液阻抗值
铜镜腐蚀试验
铬酸银试纸试验
残留物干燥度
PH
卤素含量(wt%)
ROLO <0.2wt% >1×1013Ω >1×1012Ω >1×105Ω 合格(无穿透腐蚀) 合格(无变色) 合格 5.3+0.5 RMA 型
无铅低温锡膏 HC55-4258
使 用 说 明 书
深圳市华创精工科技有限公司
SHENZHEN HUACHUANG HIGH-TECH CO.,LTD.
华创网址: 电话:0755-27442563 27443450 全国客服:400 0755 315 -0-
无铅低温锡膏 HC55-4258 使用说明书
搅 拌:锡膏在“回温”后,于使用前要充分搅拌。 目 的:使助焊剂与锡粉之间均匀分布,充分发挥各种特性; 搅拌方式:手工搅拌或机器搅拌均可; 搅拌时间:手工:4 分钟左右;机器:1~3 分钟左右。 搅拌效果判定:用刮刀刮起部分锡膏,刮刀倾斜时,若锡膏能顺滑地滑落,即可达到要求。
EPSON无铅焊锡资料手册

Seiko Epson集團無鉛銲錫資料手冊﹝印刷電路板裝配﹞第一版﹝2001年6月1日﹞無鉛銲錫之路﹝印刷電路板裝配使用﹞Seiko Epson股份有限公司‧為何需要無鉛銲錫?P.3 ‧Seiko Epson之鉛含量消除政策P.4 ‧鉛消除的方法P.5 ‧於Seiko Epson取得無鉛化1.迴焊製程(1) 錫-銀-銅銲錫之迴焊情形P.6(2) 錫-銀-銅銲錫之裝配特性P.7(3) 各種錫-銀-銅系合金組成之裝配特性P.11(4) 錫-銀-銅系銲錫於各種迴焊情形之裝配特性P.13(5) 生產線迴焊溫度設定之應用P.14(6) 迴焊/波焊製程之溫度控制P.15(7) 區域陣列型包裝元件之接合可靠性P.162.波焊製程(1) 錫-銅銲錫之波焊情形P.18(2) 錫-銅銲錫之接合可靠性P.20(3) 燈蕊效應﹝片狀隆起現象﹞P.233.人工焊接製程﹝手焊作業製程﹞(1) 當使用錫-銀-銅銲錫於人工焊接之情形P.27(2) 錫-銀-銅銲錫之人工焊接特徵P.28(3) 最佳化狀況下之人工焊接特徵P.30(4) 人工焊接修補/重工後之接合強度P.314.無鉛零件腳鍍層之裝配特性P.325.焊接後助焊劑殘餘之電氣化學可靠性P.356.品質工程認證﹝田口工程法﹞P.36附錄:評估之測試元件/狀態及量測設備之使用參考‧為何需要無鉛銲錫?無鉛銲錫發展背景資訊一般而言,在每一件電子產品中都有一個或多個電路板位於其心臟部位,而每一塊電路板亦均是由許多的電子零件所構成,利用一種將其牢繫於板面上的錫及鉛之化合物─我們將其稱為”銲錫”。
雖然其中某些部分的銲錫在其電子產品不再被使用時能被回收再利用,但通常大多數的命運都是被如同工業廢棄物材料般的被掩埋於垃圾掩埋場裡。
根據一份美國的報告指出,由含有電子產品廢棄物之垃圾掩埋場所溢出的物質已確認為造成地下水污染的原因之一,其可能為導致學齡兒童血液中之鉛濃度升高之主因(1)。
然而在日本,鉛仍尚未被規範定義為非法物質;在歐洲一項歐盟命令已考慮將鉛列為自2008年起在歐洲禁止使用於電子產品中的六種物質之一﹝RoHS:提案在歐洲各國國會及地方議會中限制使用某些危險物質於電氣電子產品內的一道命令中﹞(2)。
Sn90Sb10高温无铅锡膏 MSDS

CAS. No.
EC. No.
浓度范围(%)
物质分类、图式及其它说明
金属合金:
/
/
余量
锡 (Sn)
7440-31-5
231-141-8
余量
金属合金成分
(均匀混合物)
锑(Sb)
7440-36-0
231-146-5
10.0±1.0
助焊膏:
//Βιβλιοθήκη 11.90±0.30氢化松香
65997-06-0
266-041-3
第十五段法规信息
适用法规:
《固体废物污染环境防治法》
《废弃危险化学品污染环境防治办法》
《工作场所有害因素职业接触限值》GBZ2-2002
第十六段其它信息
参考文献:危害化学品物质资料及环保资料库
备注:上述资料中符号“ * ”代表目前查无相关资料;符号 “/ ”代表此栏对该物质并不适合用。
制表日期:2018年9月22日
第一段化学品及企业标识
公司名称:
公司地址:
产品名称:
高温无铅锡膏
联系/应急电话:传真:(86)
邮件地址:邮政编码:
产品型号:
第二段危害性概述
皮肤接触:与皮肤接触可能会产生刺激,但不会产生危险。
特殊的危险性质:反复暴露于高毒性材料将可能导致有害物质在人体器官中集聚,从而损害身体健康。
第三段成分/组成信息
第七段操作处置与储存
安全处置注意事项:不使用时将锡膏容器密封,使用时避免泄漏,在锡膏专用设备中使用。使用或搬运锡膏时,需穿戴适当的防护装备,避免接触皮肤,避免吸入蒸气。
安全储存的条件:容器密封,存放于阴凉、干燥、无明火、无强氧化物和强酸强碱的地方。按照产品要求的温度进行存放,确保在有效期内使用。请勿与食品一起保存,请勿存放于儿童可能触及的地方。
无铅锡膏_精品文档
无铅锡膏无铅锡膏的介绍与应用导言:无铅锡膏是一种新型的焊接材料,与传统的铅锡膏相比,无铅锡膏具有环保、安全、可靠等优势。
本文将介绍无铅锡膏的成分、特性、应用领域以及使用注意事项,以帮助读者更好地了解并正确使用无铅锡膏。
一、无铅锡膏的成分无铅锡膏的主要成分包括锡(Sn)、银(Ag)、铜(Cu)、锑(Sb)等金属元素。
相较于传统的铅锡膏,无铅锡膏不含有害的铅(Pb)元素,符合环保要求。
二、无铅锡膏的特性1. 环保:无铅锡膏不含有毒的铅元素,对环境友好,符合国际和国内的环保法规。
2. 低温焊接:无铅锡膏可在相对较低的温度下完成焊接工艺,减少了对焊接设备和电子器件的热冲击,提高了焊接品质。
3. 优异的电性能:无铅锡膏的电阻率低,导电性能优良,有利于电子器件的性能表现。
4. 良好的可靠性:无铅锡膏具有良好的机械强度和抗震动性能,能够满足复杂环境下的使用要求。
5. 锡膏粘度适中:无铅锡膏的粘度适中,易于涂布和排除气泡,有利于提高焊接的一致性和质量。
三、无铅锡膏的应用领域无铅锡膏广泛应用于电子行业,特别是在电子器件的表面焊装中得到了广泛的应用。
以下是常见的无铅锡膏的应用领域:1. 电子制造业:无铅锡膏在印刷电路板(PCB)的焊接过程中应用广泛,用于焊接电子元件和 PCB 之间的相互连接,确保电子设备的正常工作。
2. LED 灯制造:无铅锡膏用于 LED 灯芯片和基板(Substrate)的焊接,确保光线传导和电能传导的稳定性和可靠性。
3. 汽车电子:无铅锡膏用于汽车电子模块的组装和焊接,确保各种汽车电子设备的正常工作。
4. 通讯设备:无铅锡膏被广泛应用于手机、电脑和其他通讯设备的焊接过程中,确保设备的稳定性和可靠性。
5. 医疗电子:无铅锡膏用于各种医疗设备的组装和焊接,确保设备的安全性和稳定性。
四、使用无铅锡膏的注意事项1. 温度控制:无铅锡膏的焊接温度一般较低,需要严格控制焊接温度,避免过高的温度造成元件和电路板的损坏。
常熟专业锡膏推荐信
在此,我怀着无比诚挚的心情,向您强烈推荐常熟市某知名锡膏品牌——【品牌名称】锡膏。
经过长期的考察与试用,我们对其产品品质、技术实力和售后服务等方面均给予了高度评价,现将推荐理由如下,以供您参考。
一、优质原材料,确保产品品质【品牌名称】锡膏选用优质原材料,严格按照国际标准进行生产,确保产品品质稳定可靠。
其锡膏成分中含有高纯度锡、无铅、环保型助剂等,具有良好的焊接性能和可靠性。
经过多次试验,我们发现该品牌锡膏在焊接过程中,锡珠饱满、流动性好,能有效降低虚焊、冷焊等焊接缺陷的发生率。
二、先进技术,提升焊接效果【品牌名称】锡膏采用先进的生产工艺,采用特殊配方,使锡膏具有优异的焊接性能。
该品牌锡膏在焊接过程中,能迅速熔化,形成均匀的焊点,提高焊接速度,降低生产成本。
同时,其具有优良的抗氧化性能,确保焊接后的焊点稳定可靠。
三、严格检验,确保产品合格【品牌名称】锡膏在生产过程中,实行严格的质量检验制度,从原材料采购、生产过程、成品检测等环节,确保产品质量符合国家标准。
经过检测,该品牌锡膏的各项指标均达到或超过行业标准,为您的产品提供有力保障。
四、完善售后服务,解决后顾之忧【品牌名称】锡膏品牌拥有完善的售后服务体系,为客户提供专业、周到的技术支持。
在产品使用过程中,如遇到任何问题,均可及时联系客服,我们将竭诚为您解决。
此外,我们还提供免费的技术培训,帮助客户提高焊接工艺水平。
五、广泛适用,满足不同需求【品牌名称】锡膏适用于各种电子元器件的焊接,如IC、电阻、电容、二极管、晶体管等。
产品广泛应用于手机、电脑、家电、汽车电子等领域,能满足不同客户的需求。
综上所述,【品牌名称】锡膏在原材料、生产工艺、质量检验、售后服务等方面均具有明显优势,是您值得信赖的合作伙伴。
在此,我郑重向您推荐该品牌锡膏,相信它能为您的企业带来显著的效益。
最后,祝愿贵公司在未来的发展中取得更加辉煌的成就!敬礼!推荐人:[您的姓名]职务:[您的职务]单位:[您的单位]联系电话:[您的电话]电子邮箱:[您的邮箱]推荐日期:[推荐日期]。
锡膏作业指导书
锡膏作业指导书文件编号:版本:V1.0作业区域:SMT生产线文件负责人:工艺工程师文件发放部门:文控中心产品SMT工程THT工程SMT产线THT产线PQA 备件库IQC 维修仓库行政部拟制:审核:质量:批准:1.0 前言本指导书的目的在于指导仓库、SMT生产线正确的储存/使用各类锡膏。
本指导书暂只对千住无铅S101、适普无铅SP601有效。
2.0 储存和回温2.1 储存2.1.1每批锡膏到仓库后必须立即放入冰箱中,有铅与无铅需分开使用两个冰箱存放,每批次都需在盖子上写入编号,并贴上锡膏管制标签写上入厂时间与使用期限。
使用时按先进先出原则。
2.1.2 仓库人员应该按时填写冰箱温度记录表。
记录要求:每4 小时一次。
2.1.3 所有锡膏储存温度为0-10摄氏度,该条件下储存有效期为半年。
超过使用期限的按报废处理。
2.1.4 有铅锡膏和无铅锡膏必须区分放置在不同的冰柜内,禁止混淆摆放。
2.2 回温2.2.1 从冰箱中取出的锡膏必须先回温,(500克瓶装锡膏)放置在室温环境下(温度18~28摄氏度,湿度30%~70%)至少4小时,并由仓管员在锡膏管制标签上填写开始回温的时间。
2.2.2 第一次从冰箱里拿出来回温完成后的锡膏未开盖使用,超过24个小时的应该放回冰箱,下次回温后可继续使用;若同一瓶锡膏第二次从冰箱拿出来回温超过24H未使用,作报废处理。
3.0 领用、使用3.1 SMT产线操作员在领用锡膏时,需要称归还锡膏的重量和领用的锡膏的重量,并在《锡膏领用\交接记录表》上登记。
包含8210芯片的印刷面,有特殊的领用方案。
3.2锡膏开封后要填写开盖日期和时间(24小时制)。
3.3回温完毕的新锡膏在发放前由仓管员使用搅拌机搅拌3分钟,产线操作员领出后再手工搅拌10-20圈(手工搅拌时铲刀必须沿一个方向,防止锡膏颗粒受损并保证锡膏的成分均匀)。
3.4锡膏在钢网上停留30分钟未印刷,应该将锡膏收起重新搅拌。
印刷过程中刮刀两边的锡膏应及时收集到锡膏瓶内,需重新搅拌后才能使用。
无铅锡膏含铅标准-概述说明以及解释
无铅锡膏含铅标准-概述说明以及解释1.引言1.1 概述无铅锡膏是一种用于电子元器件焊接的重要材料,它不含有毒性金属铅成分,因此被广泛应用于电子行业。
然而,随着环境保护意识的增强和对健康安全的重视,无铅锡膏含铅标准成为了关注焦点。
含铅标准不仅涉及产品质量和性能,更是关乎环境保护和人类健康的重要议题。
本文将从无铅锡膏的定义和用途入手,系统分析含铅标准的意义和要求,探讨无铅锡膏对环境和健康的影响。
通过对这些内容的深入探讨,旨在强调无铅锡膏含铅标准对于行业发展和社会福祉的重要性,同时展望未来无铅锡膏技术的发展方向。
1.2 文章结构文章结构部分应该包括对整篇文章的组织和安排的描述。
在这篇文章中,我们分为引言、正文和结论三个部分。
引言部分主要包括对无铅锡膏含铅标准这一话题的概述、文章结构的介绍和写作目的的说明。
正文部分将分为三个小节来详细介绍无铅锡膏的定义和用途、含铅标准的意义和要求以及无铅锡膏对环境和健康的影响。
结论部分将从总结无铅锡膏含铅标准的重要性、展望未来的发展方向和最终的结论等角度对全文进行一个综合性的总结。
通过这样的组织结构,读者能够清晰地了解文章的内容和逻辑顺序,从而更好地理解和掌握无铅锡膏含铅标准这一重要话题。
1.3 目的本文的目的是探讨无铅锡膏含铅标准的重要性和必要性。
通过对无铅锡膏的定义、含铅标准的意义和要求、以及对环境和健康的影响进行分析和讨论,旨在提高人们对无铅锡膏的认识,促进无铅锡膏在工业生产中的应用,保障环境和人体健康。
同时,本文还将展望未来的发展方向,为相关领域的研究和实践提供参考和借鉴。
通过本文的撰写,希望能够引起社会各界的重视,促进无铅锡膏含铅标准的进一步规范和完善,为可持续发展和绿色生产做出贡献。
2.正文2.1 无铅锡膏的定义和用途无铅锡膏是一种用于电子元器件焊接的焊接材料,与传统的含铅锡膏相比,无铅锡膏不含有害的铅成分,可以减少对环境和人体健康的影响,符合现代社会对可持续发展和环保的要求。
热风炉标准炉温曲线

制作: 批准:
审核: 批准日期:
生效日期:2008-10-13 未经同意 不得复印
杭州信华精机有限公司工作指令文件
编
号:
WI.QA.01.018 8 页
第 2 3.2 适普 SP802AG 焊锡膏焊接标准炉温曲线
页, 共
曲线 二 注意: 1.)最高温度不得低于235℃,最高温度不得高于237℃. 2.)预热段温度:120℃至175℃的时间T1大于90秒小于110秒. 3.)恒温段温度:175℃至183℃的时间T1大于10秒小于30秒. 4.217℃以上的时间T2大于40秒小于60秒. 5.)降温速率<4℃/S 6.)用同一机种基板上体积最大(即吸热最严重)的元件引脚或CHIP焊盘作为炉温 测试点.
未经同意不得复印次修改1目的对smt焊锡膏的焊接温度和贴片胶的固化温度进行规范设置和管理确保pcba的锡膏焊接和贴片胶固化质量
杭州信华精机有限公司工作指令文件 题 目:热风炉标准炉温曲线
编 第 第 第
号: 1
WI.QA.01.018 10 页 版 1 次修改
页, 共 A 0
1、目的 对SMT焊锡膏的焊接温度和贴片胶的固化温度进行规范设置和管理,确保 PCBA的锡膏焊接和贴片胶固化质量。
160 120 200 50
PEAK TEMP
160 120 200 50
PEAK TEMP
杭州信华精机有限公司工作指令文件
编
号:
WI.QA.01.018 8 页
第 6 3.5 无铅铅锡膏焊接标准炉温曲线(乐泰 LF318 1.)最高温度不得低于230℃,最高温度不得高于250℃. 2.)预热段温度:30℃至150℃的时间T1大于60秒小于90秒. 3.)恒温段温度:150℃至217℃的时间T1大于60秒小于120秒. 4.)焊锡熔化段温度:217℃以上的时间T2大于60秒小于90秒. 5.)降温速率1~4℃/S 6.)用同一机种基板上体积最大(即吸热最严重)的元件引脚或CHIP焊盘作为炉温 测试点.
无铅喷锡工艺简介
Time
•不同的合金对锡缸的腐蚀
测试方法
Heating Plate
Stainless Steel Coupons
Heating Plate
Solder
•不同的合金对锡缸的腐蚀
测试方法
X-Ray Analysis
Solder
Stainless Steel
•不同的合金对锡缸的腐蚀
测试结果
%Tin Detected on Stainless Steel Surface After 90 Minutes at 600°C*
Cu: 0.0-0.4% Pb:0.02%--0.05% Ni:0.05% 补加Ni用SN100CLN3:
Cu: 0.0-0.4% Pb:0.02%--0.05% Ni:0.13%-0.17%
•两类合金的对比
Sn-0.7Cu
Sn-0.7Cu-Ni
Bridging
No Bridging
•两类合金的对比
四.无铅喷锡物料介绍
无铅合金焊料 日本Nihon Superior公司的Sn-Cu-Ni无铅合金焊料
无铅助焊剂 台湾中天隆公司无铅助焊剂3935和8620N
1.无铅合金焊料
无铅合金焊料的分类: 1.Sn-Cu 2.Sn-Cu-细晶剂(如Ag,Ni,Ti,Co等) Sn-Ag-Cu Sn-Cu-Ni Sn-Cu-Ti Sn-Cu-Co
•锡缸焊料的成份控制
Copper in
Top Up Solder IN
Copper in
Solder Coating OUT
Copper in
Dross OUT
Copper Leached from PCB IN
Initial Copper Content of Solder
Sn90Sb10高温无铅无卤系列锡膏TDS、MSDS
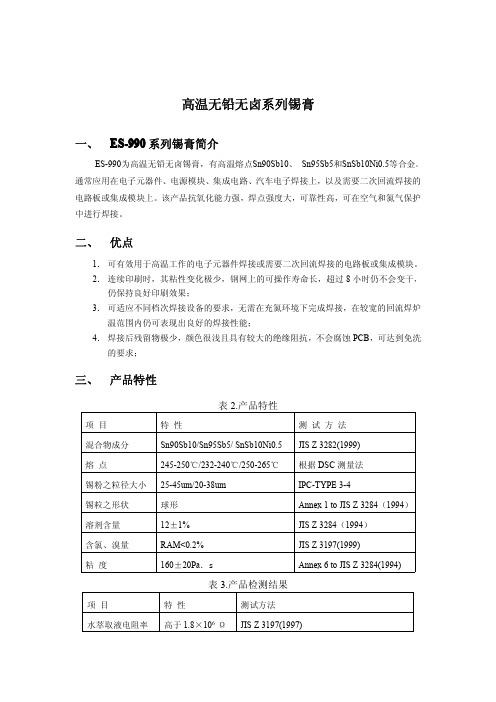
高温无铅无卤系列锡膏一、E S-990系列锡膏简介ES-990为高温无铅无卤锡膏,有高温熔点Sn90Sb10、Sn95Sb5和SnSb10Ni0.5等合金。
通常应用在电子元器件、电源模块、集成电路、汽车电子焊接上,以及需要二次回流焊接的电路板或集成模块上。
该产品抗氧化能力强,焊点强度大,可靠性高,可在空气和氮气保护中进行焊接。
二、优点1.可有效用于高温工作的电子元器件焊接或需要二次回流焊接的电路板或集成模块。
2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过8小时仍不会变干,仍保持良好印刷效果;3.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现出良好的焊接性能;4.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求;三、产品特性表2.产品特性项目特性测试方法混合物成分Sn90Sb10/Sn95Sb5/SnSb10Ni0.5JIS Z3282(1999)熔点245-250℃/232-240℃/250-265℃根据DSC测量法锡粉之粒径大小25-45um/20-38um IPC-TYPE3-4锡粒之形状球形Annex1to JIS Z3284(1994)溶剂含量12±1%JIS Z3284(1994)含氯、溴量RAM<0.2%JIS Z3197(1999)粘度160±20Pa.s Annex6to JIS Z3284(1994)表3.产品检测结果项目特性测试方法水萃取液电阻率高于1.8×106ΩJIS Z3197(1997)绝缘电阻测试高于1×1013ΩBoard type2,Annex3to JIS Z3284(1994)宽度测试下滑低于0.15mm印刷在陶瓷板上,150度加热60秒焊点加热前后下滑宽度测试&STD-092b焊粒形状测试很少发生印刷在陶瓷板上,溶化及回热后,50倍显微镜观察&STD-009e扩散率超过80%JIS Z3197(1986)6.10铜盘浸湿测试无腐蚀JIS Z3197(1986)6.6.1残留物测试通过Annex12to JIS Z3284(1994)注:以本结果为本公司测试方式及结果四、产品特色1、可有效用于高温工作的电子元器件焊接或需要二次回流焊接的电路板或集成模块上。
SP601T4无铅锡膏-适普

钢网模板设计
电铸和激光切割、电解抛光钢网具有最佳的印刷特性。丝印钢网 的开口设计是优化印刷工艺的关键,我们一般建议进行如下的设 计: · 分立元件:钢网开口面积减少10%到20%,这样可以很大程度
上降低或消除元件边锡珠的出现,可采用常见的“屋顶形状"的 开口设计来达到减少落锡面积。 · 密间距元件:对于20mil(0.5mm)或更密间距的元件, 建议减 少开口面积,这样有助于减少导致短路的锡珠和桥接现象。开 口面积的减少量由具体的生产工艺来确定(一般5%到15%)。 · 建议采用最低1.5的宽深比,以便有足够的锡膏量从钢网的开口 中释放出来。宽深比是指钢网开口的宽度与钢网厚度之比。
液态阶段
推荐峰值温度在230~250℃之间,回流时间在30~90秒之间; 超过推荐的峰值温度和回流时间会导致过多的 IMC(金属间化 合物)形成,导致焊点的可靠性降低。
冷却阶段
推荐冷却速度小于4℃/s(2.0-4.0°C/s是理想的),让板子快速冷 却,凝固焊点以使金属间化合物层最小,冷却速度快也有助于产 生细小紧凑的颗粒结构。由较慢冷却速度导致的大的颗粒结构的 焊点,可靠性相对来说会差。
铬酸银
Pass
· 标准粘附性
氟斑测试 离子色谱测试
Pass <0.5% Cl- eq.
· 润湿性 BELLCORE GR-78
· 助焊剂残留物(ICA Test)
35%
· 表面绝缘电阻
· 表面绝缘电阻
Pass
· 电迁移
以上参数仅供参考,不作为产品规范 SUPER-FLEX SP601T4满足所有 ANSI/J-STD-004/005的规范和BELLCORE GR-78-CORE的标准
产品手册
SP601T4无铅锡膏
无铅锡膏的培训资料

183 。C
硬度
22HB
14.8HV
9 HB
15HB
14HB
热膨胀系数 13.8
30.2
Pure Sn=23.5 Prue Sn=23.5 24.7
电阻率
(Uohm-cm)
密度 电导率
%IACS
34.5 8.72 4.5%IACS
12.31 7.37 14%IACS
---7.3 16IACS
13
14.5
7.39
8.34
16.6%IACS 11.9IACS
拉力强度 5400psi 8450psi
4300psi
6800psi
7500psi
推行过程中旳问题
△价格原因 △可靠性 △元件对高温旳反应 △无铅锡膏旳种类? △ Supply chain △有关原则 △返修 △元件焊接端
Candidate Elements
reflowing
wave and Dip
good wetting and
silver,copper
temperature.
Soldering
spreading
lead free
EMCO Lead Free Soder Paste
产品 :
Sn96.5/Ag3.5
免洗类型: #183, #311
金属含量:
Sn99.3/Cu0.7 免洗 NC 中档活性RMA 1.1%,2.2 %
1/2 Pound 1 Pound
Sn96.5/Ag3/Cu0.5 免洗 NC
中档活性RMA 1.1%,2.2%
1/2 Pound 1 Pound
Sn42/Bi58 N/A
N/A N/A N/A
SMT岗位操作规范

岗位生产中工作
1.接料流程 2.接料规范 3.处理设备报警解决故障 4.报表制作
1.接料流程 sxtf生产文件\三阶\SMT接料流程 W-PRN011.xls
当机器上的物料剩 100CM左右
操作员拿空料盘
到物料员处领料及填 写FEEDER接料记录, 并通知IPQC. NG 物料员检查操作员所 接料是否正确
2.接料规范 sxtf生产文件\三阶\SMT接料操作规范.xls 3.处理设备报警解决故障 a.凡是设备报警,不能直接按继续生产。 b.CM常见报警故障 1.尖端纸带切片----料带断,经常出现在接料处。 2.编带浮起----料带断浮高、机器感应器保护装置翘起。 3.识别错误----吸着位置不当。 4.基板搬送错误----CM前进板有误,印刷好的pcb放置在输送带上 间距太小。导致一次性进2PCS板。 5.吸着错误----a.无料,接料时有空料带。 b.Pitch设置错误。 c.压膜未拉起来,吸不到料。
e.吹后再用干清洁纸重新擦拭一次,检查密脚IC、BGA孔是否吹开。 f.将钢网靠有刻度的一面轻轻推入机器内挡板位置,将气阀调至“自动 控制压网”状态。再确认钢网刻度和显示屏上刻度是否一致。 g.以上步骤结束后按正常生产操作继续操作。 h.清洗钢网后印刷的第一片PCB,要重点100%检查印刷质量。以防止 批量质量问题发生。 3.印刷品检验 a.作业员100%使用放大灯目检从印刷机流向CM的PCB。 b.从输送轨道上取板,手不允许碰到PCB板表面,只能拿PCB板边缘。 c.检查焊膏是否印在相应的焊盘位置上.不印刷锡膏位置不得有锡膏及其. 他污渍残留。 d.检查的规则应按照从左至右,从上至下的顺序检查。 e.检查焊膏是否有偏移,锡连,锡少,锡多、无塌陷等印刷质量问题,如果偏 移超出焊盘10%立即反馈领班和技术员。
EPSON无铅焊锡资料手册
SeikoEpson集团无铅焊锡资料手册﹝印刷电路板装配﹞第一版﹝2001年6月1日﹞无铅焊锡之路﹝印刷电路板装配使用﹞SeikoEpson股份有限公司‧为何需要无铅焊锡?P.3 ‧SeikoEpson之铅含量消除政策P.4 ‧铅消除的方法P.5 ‧於SeikoEpson取得无铅化1.回焊制程(1)锡-银-铜焊锡之回焊情形P.6(2)锡-银-铜焊锡之装配特性P.7(3)各种锡-银-铜系合金组成之装配特性P.11(4)锡-银-铜系焊锡於各种回焊情形之装配特性P.13(5)生产线回焊温度设定之应用P.14(6)回焊/波焊制程之温度控制P.15(7)区域阵列型包装元件之接合可靠性P.162.波焊制程(1)锡-铜焊锡之波焊情形P.18(2)锡-铜焊锡之接合可靠性P.20(3)灯蕊效应﹝片状隆起现象﹞P.233.人工焊接制程﹝手焊作业制程﹞(1)当使用锡-银-铜焊锡於人工焊接之情形P.27(2)锡-银-铜焊锡之人工焊接特徵P.28(3)最佳化状况下之人工焊接特徵P.30(4)人工焊接修补/重工後之接合强度P.314.无铅零件脚镀层之装配特性P.325.焊接後助焊剂残余之电气化学可靠性P.356.品质工程认证﹝田口工程法﹞P.36附录:评估之测试元件/状态及量测设备之使用参考‧ 为何需要无铅焊锡?无铅焊锡发展背景资讯一般而言,在每一件电子产品中都有一个或多个电路板位於其心脏部位,而每一块电路板亦均是由许多的电子零件所构成,利用一种将其牢系於板面上的锡及铅之化合物─我们将其称为”焊锡”。
虽然其中某些部分的焊锡在其电子产品不再被使用时能被回收再利用,但通常大多数的命运都是被如同工业废弃物材料般的被掩埋於垃圾掩埋场里。
根据一份美国的报告指出,由含有电子产品废弃物之垃圾掩埋场所溢出的物质已确认为造成地下水污染的原因之一,其可能为导致学龄儿童血液中之铅浓度升高之主因(1)。
然而在日本,铅仍尚未被规范定义为非法物质;在欧洲一项欧盟命令已考虑将铅列为自2008年起在欧洲禁止使用於电子产品中的六种物质之一﹝RoHS:提案在欧洲各国国会及地方议会中限制使用某些危险物质於电气电子产品内的一道命令中﹞(2)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅锡膏试样报告
目的:验证适普无铅锡膏SP601的印刷性、可焊性以及焊接外验证车间环境:车间温度:25.5度
车间湿度:40%
设备型号:印刷机—EKRA II X4
回流炉—HELLER 1809 EXL-N
一:锡膏资料
锡膏型号:601
合金成分:Sn96.5Ag3.0Cu0.5
颗粒大小:25~45μm 3# ?
助焊剂含量:11%
二.印刷
1
2.锡膏成型效果
锡膏在fine pitch、BGA等元件的印刷性,是否有桥接、少锡等不良
整体印刷效果良好,大、小QFP 、BGA 位置下锡量充足,脱模、成型良好,边缘清晰,无渗锡、模糊现象。
三:冷坍塌试验
按IPC J-STD-005 3.6.1要求,冷坍塌试验要求在温度25±5℃,湿度50±10%RH 环境下静置15分钟后观察锡膏成型变化。
热坍塌试验要求在160±10℃ 的环境下静置6~10分钟后降至室温,再观察锡膏成型变化(未完成)。
试验所需网板开孔方式如下图
鉴于条件所限,本次坍塌试验采用实板观察0.4pitchQFP和BGA位置,静置时间延长至2小时。
大、小0.4pitchQFP、BGA位置的锡膏在车间环境下静置2小时后成型均保持良好,无坍塌变形现象。
四:浸润性试验
按IPC-TM-650 2.4.45,浸润性试验要求
1.新鲜铜板用于测试
2.8mil厚模板开直径5mm圆孔
3.铜板清洁后,在铜板上印刷锡膏,室温下1小时后过回流炉,观察锡膏扩展情况。
4.相同的铜板室温下存放72小时后过回流炉,观察扩展情况。
鉴于时间限制,本次浸润试验利用回流炉对铜板进行快速强氧化来替代室温存放72小时的自
然氧化,并采用了自制的模板印刷,开孔直径9mm,厚度约1mm。
最高温度:247.67度
220以上时间:58S
轨道速度:65cm/min
(附炉温曲线)
试验时选取的印刷孔,直径9mm,厚
度约1mm
新鲜铜板印锡后对比图:L1、L2代表LF318,S1、S2代表SP601
新鲜铜板回流后,SP601浸润性明显优于LF318。
SP601的残留相对比较黄是因为适普的助焊剂采用了天然松香,呈淡琥珀色,加上铜板底色偏红,所以看起来颜色较重。
新鲜铜板过回流炉强行氧化后的图片对比,L 代表LF318,S 代表SP601
氧化后的铜板印锡回流后浸润性对比,SP601的浸润性还是明显优于LF318
五.实板焊接效果
SP601 LF318
SP601在实板焊接方面和LF318无明显差异,未出现桥接、虚假焊等不良现象。
试样结果
从焊点外观看适普SP601锡膏的浸润效果要优于乐泰LF318锡膏,但助焊剂残留也相对较明显,可靠性方面还需小批量生产、测试、老化等验证及第三方跌落、拉拔、高低温、震动等试验,因助焊剂较明显,还需适普SP601提供表面绝缘阻抗的测试结果:
建议下一步进行小批量(50-100PCS)试生产。