上海汽轮机厂案例
《汽轮机飞车事故汇编》

事故原因这次4#机损坏原因是超速飞车。超速原因主要是在打 掉危急保安器后,自动主汽门自动关闭,其副触点接通,联锁发电 机主油开关跳闸,使发动机解列后,热网蒸汽从抽气口倒回作功, 加速汽轮机转速,直至飞车。以下是此次事故原因分析:
1.2 事后检查情况
水冷箱补水门浮球脱落在乙组水冷泵进水口附近;电动主闸门、自 动主汽门、调速汽门严密性不好(停机后,如果关闭低负荷喷水,排汽 缸温度可升至100℃左右)。一段、二段供热抽汽水动逆止门动作灵 活,但二段抽汽至高除水动逆止门活塞脱落卡涩;中压旋转隔板卡在 开度50mm处。透平油中含有大量杂质、水分,外观混浊,有乳化现象, 油箱内壁脏污,整个系统及部件解体清洗后仍有少量颗粒杂质;危急 遮断油门被纤维状杂物卡涩。超速14%保护动作油压按厂家参数定 值,设计值为额定转速下一次油压0.218MPa,动作转速一次油压0.283
1. 操作原因。这次停机是在中压油动机关闭后开不开,停机减负荷 时卡在7000KW以及高压油动门晃动和调速汽门故障等多种不利情 况下,未能进行仪表分析,就盲目操作,操作人员把正常停机操 作改为故障操作,立即打掉危急保安器。操作非常混乱,未按岗 位责任制、监护制度和复诵制度执行,正、副班长代替司机操作 ,在未确定机4/汽51关闭及负荷到零时情况下即打掉危急保安器 ,导致飞车。
(3)定期核准各重点保护电接点压力表并更换精度等级更高的压力表 。 (4)选用智能转速表,替换现役转速表,用转速表的报警和保护输出功 能取代油压接点信号,便于日常监测和事故分析。 (5)分析优化超速保护回路,统一动作条件,对改增智能表和一次油压 信号采用先串联后并联的方式进入超速保护,以保证保护动作的可靠 性。 (6)投入油净化装置,配套大功率滤油设施,严格控制透平油品质。 (7)增设热工工作备用电源,防止工作电源失电后使热工保护(包括超 速保护)失去保护功能。 (8)完善恢复机组热风烘干系统,保证能随时连续投入使用,以防止停 机后部件的锈蚀。在未完善前用抽真空法加以保养。 (9)高压油动机加装电磁阀,加速二次油泄压,使调节汽门更快关闭。 3.2 运行措施 (1)防止超速的各种保护和联锁均应投入运行,按要求进行试验。超速 保护不能可靠动作时,禁止将机组投入运行或继续运行。 (2)定期对自动主汽门、调速汽门和抽汽逆止门进行活动试验。当汽 水品质不符合要求时,应增加活动次数和扩大行程范围。 (3)定期对自动主汽门、调速汽门和旋转隔板进行严密性试验,并尽量 选择停机热态进行。
20起典型汽轮机事故
20起典型汽轮机事故一富拉尔基二电厂86年3号机断油烧瓦事故(一)、事故经过86年2月23日3号机(200MW)临检结束,2时25分3号炉点火,6时20分冲动,5分钟即到3000转/分定速。
汽机运行班长辛××来到三号机操作盘前见已定速便说:“调速油泵可以停了”,并准备自己下零米去关调速油泵出口门,这时备用司机王××说:“我去”,便下去了。
班长去五瓦处检查,室内只留司机朱××。
王××关闭凋速油泵出口门到一半(原未全开)的时候,听到给水泵声音不正常,便停止关门去给水泵处检查。
6时28分,高、中压油动机先后自行关闭,司机忙喊:“快去开调速油泵出口门”,但室内无值班员。
班长在机头手摇同步器挂闸未成功。
此时1—5瓦冒烟,立即打闸停机。
此时副班长跑下去把调速油泵出口门全开,但为时已晚。
6时33分,转子停止,惰走7分钟,经检查除1瓦外,其他各瓦都有不同程度的磨损。
汽封片磨平或倒状,22级以后的隔板汽封磨损较重,20级叶片围板及铆钉头有轻度磨痕。
转入大修处理。
(二)、原因分析1、油泵不打油,调速油压降低,各调速汽门关闭。
三号机于84年9月25日投产,11月曾发生大轴弯曲事故,汽封片磨损未完全处理,汽封漏汽很大,使主油箱存水结垢严重,主油箱排汽阀堵塞未能排出空气。
主油泵入口有空气使调速油压下降。
此次启动速度快,从冲动到定速只有5分钟,调速油泵运行时间短空气尚未排出,就急剧关闭调速油泵出口门。
过去也曾因调速油泵停的快,油压出现过波动,后改关出口门的方法停泵。
这次又操作联系不当,使油压下降。
2、交直流油泵未启动。
当备用司机关调速油泵出门时,司机未能很好的监视油压变化,慌乱中也忘记启动润滑油泵。
24伏直流监视灯光早已消失一直未能发现。
3、低油压联动电源已经切除。
20日热工人员未开工作票在三号机热控盘进行了四项工作,把热工保护电源总开关断开,工作结束忘记合上,致使低油压未能联动润滑油泵。
玖龙纸业1号汽轮机发生飞车严重事故初步报告
重庆玖龙纸业1号汽轮机发生飞车严重事故报告一、机组配置情况介绍玖龙纸业(重庆)有限公司是玖龙纸业(控股)有限公司于2008年投资新建的第三大造纸基地,玖龙纸业配备自备电厂,规划建设8台6万机组总装机容量48万千瓦的自备热电站,目前已建成了3台320吨的锅炉和3台6万的机组。
单机容量60MW,上海汽轮机厂制造,CFB 锅炉,DCS控制系统是福克斯波罗公司制造。
根据玖龙纸业自备电厂的机型和供热方式来分析,该公司已经建成的3台机组,机型可能有抽凝机组、背压机组(或者抽背机组)组成的供热系统,且各机组的热负荷均并入供热母管或者分气缸。
二、事故情况:2013年6月17日重庆玖龙纸业自备热电厂1号汽轮机发生飞车严重事故。
机组容量60MW,上海汽轮机厂制造,CFB锅炉,DCS系统是福克斯波罗公司制造。
3号先甩负荷,然后是2号甩负荷。
厂用电全停,锅炉超压,1号机转速先降到2500r/min,后升至3700r/min,保护未动作。
汽机转子断成3节,有一节将汽机主厂房顶打穿飞出至输煤栈桥,飞得最外的有100多米远,汽机、发电机完全报废。
三、事故原因分析:(注:从网络上收集的,因为该事故发生后,该厂信息封锁较严,目前还没有官方原因分析报告,正在联系重庆周边人员进一步了解相关信息,如有最新信息,当及时更新)从故障初期描述“机组甩负荷后转速呈下降至2500r/min”的情况来看,个人认为:调速汽门、主汽门在机组甩负荷的过程中转速必然升高,然后汽轮机的超速保护肯定动作过,并且关闭了主汽门和调速汽门,调速汽门、主汽门关闭后转速下降。
那么为什么1号机转速先降到2500r/min,后升至3700r/min直至飞车事故发生呢?个人认为:飞车事故机组甩负荷后,其抽汽逆止门或者保护速关门因机械故障、也或者抽汽逆止门液压控制回路故障、又或者热工控制回路故障等因素造成抽汽逆止门或者保护速关门无法关闭,致使供热管道内大量的蒸汽倒回至汽轮机,造成超速飞车事故。
超速案例

典型案例—汽轮机超速案例一:1984年分宜电厂发生50MW机组超速事故。
事故前在危急保安器拒动缺陷尚未消除、调速汽门严重漏汽的情况下,还是强行起动机组,使机组在发电机甩负荷的过程中严重超速,造成了毁机事故。
案例二:1999年阜新电厂发生200MW机组轴系断裂事故。
运行人员在主油泵轴与汽轮机主轴间齿型联轴器失效、机组转速失去控制,并在无任何转速监视手段的情况下再次起动,从而引发了轴系断裂事故。
案例三:新疆丰收电厂发生6MW机组严重超速损坏事故。
1992年11月19日,丰收电厂1号机组在准备并网时,发生严重超速事故。
其事故原因是由于油中含有杂质,造成调速汽门卡涩,危急保安器未能在规定的转速下动作,从而引起了机组严重超速事故。
案例四:1993年11月,甘肃八O三电厂25MW机组发生严重超速损坏事故。
其事故原因是由于当机组有功摆动时,又减不下来负荷,所以只好带负荷解列,从而引起汽轮机转速飞升;又由于调速汽门拒动,自动主汽门卡涩,使大量蒸汽继续进入汽轮机,转速骤升到4300r/min,结果造成了机组严重超速事故。
案例五:珠江电厂发生引进型300MW机组超速事故。
1993年9月24日,珠江电厂2号汽轮发电机组在甩负荷的过程中,联动开启高压旁路,低压旁路未投联锁而未能联动开启,而中压主汽门和调节汽门卡涩,未能关闭,使机组在17s后转速达4207r/min,最后,在手动开启低压旁路后,转速才得以控制。
案例六:阜新电厂发生200MW机组轴系断裂事故。
1999年8月19日,在机组甩负荷后的热态起动恢复的过程中,由于旁路系统未能开启,而中压汽门又滞后于高压汽门开启,使再热蒸汽压力高达2.8MPa,结果导致了在中压汽门开启后产生了压力波冲击,低压隔板损坏,最终造成了轴系断裂的重大事故。
案例七:通辽发电厂发生1号汽轮机严重损坏事故。
1987年9月,通辽发电厂1号200MW机组在运行时出现轴向位移突然增大,保护动作使机组跳闸。
上汽660MW汽轮机ATT试验风险案例及改进措施
上汽660MW汽轮机ATT试验风险案例及改进措施摘要:本文主要介绍某660MW超超临界机组上汽西门子汽轮机运行中ATT试验时事故过程、原因分析及改进策略。
期望能为同类型机组提供一定参考和借鉴意义。
关键词:超超临界上汽西门子 ATT试验某火力发电厂660MW超超临界上汽西门子汽轮机组某次阀门ATT试验时发生因中调门油动机插装阀卡涩引起EH油压力低的异常情况,通过查找分析故障原因,并提出优化措施。
1.设备概况本机组汽轮机是由上海汽轮机有限公司和SIEMENS公司联合设计制造的660MW超超临界、一次中间再热、单轴、四缸四排汽、双背压、反动凝汽式汽轮机。
其采用全周进汽加补汽阀的配汽方式,高、中压缸切向进汽。
高、中压阀门布置在汽缸两侧,与汽缸直接连接。
蒸汽由两只高压主汽门及高压调门进入单流的高压缸,从高压缸下部的两个排汽口进入再热器,经再热器加热后,由两只中壓主汽门及调门进入双流的中压缸,由中压外缸顶部的中低压连通管进入两个双流的低压缸。
2.汽轮机汽门EH油路介绍汽轮机采用上汽引进制造的SIEMENS 660MW超超临界汽轮机,型号N660-25/600/600。
每台机组有2个高压主汽门、2个中压主汽门、 2个高压调门、2个中压调门、1个补汽阀(正常不参与调节,供油手动门关闭状态),其中每个主汽门有2个跳闸电磁阀(并列运行方式),一个方向阀;每个调门有2个跳闸电磁阀(并列运行方式),一个伺服阀。
正常运行中所有主汽门、调门跳闸电磁阀状态均为得电关闭;主汽门方向阀为失电打开。
主汽门、调门总计16个跳闸电磁阀,任一个跳闸电磁阀失电均会导致油动机内4个插装阀动作,泄油回路导通,油动机迅速关闭。
如图1中为高压主汽门1、高压调门1EH油控制油路,7为电液伺服阀,8为油动机,1、2为跳闸电磁阀,3、4,5、6为插装阀(共四个)。
正常运行时跳闸电磁阀1、2均得电关闭,使跳闸电磁阀模块下插装阀油压建立,油动机活塞进油腔室导通,油动机卸油回路隔绝,调门开度由电液伺服阀调节进回油量控制。
贸易技术壁垒案例介绍60例

贸易技术壁垒案例介绍60例上海市标准化协会WTO/TBT咨询中心编者按在世界经济一体化进程的加快,以及国际贸易自由化程度进一步提高的同时,贸易技术壁垒也已成为重要发达国家保护本国产业和市场、排斥外国产品的重要手段,成为当今贸易保护主义的重要工具。
从下面介绍的60个案例中,我们可以发现,贸易技术壁垒具有针对性、隐蔽性、可操作性和限制性极强等特点,它已成为我国出口贸易发展的最大障碍,中国即将加入世界贸易组织,融入世界经济的大家庭,我们应充分认识和了解其他国家的贸易技术壁垒,认真研究,积极采取措施,以突破国外的技术壁垒。
一、法规壁垒案例1.美国的肉类批发法规定,凡进口肉类必须符合美国标准,这是对向美国出口肉类的国家的一项技术壁垒。
美国进口牛肉,每当进口量超过本国产量的7%时,美国牛肉商就要求政府实行保护。
1970年10月,美国曾以所谓卫生标准不符合要求为借口,限制了从澳大利亚进口牛肉。
2.由于欧盟未执行世贸组织关于反对欧盟禁止进口经激素处理牛肉的裁决,且实施这项禁令达10年,世贸组织于1999年7月裁定,美国和加拿大可分别获1.168亿美元和1130万加元的损害赔偿。
美国宣布,从1999年7月29日起对价值1.168美元的欧盟出口商品征收100%的惩罚性关税。
这些商品包括丹麦火腿、法国馅饼、意大利蕃茄和德国肉汤等。
3.1990年美国禁止进口墨西哥的金枪鱼及其制品,其理由是认为其在东太平洋地区没有按照美国的法律规定捕捞金枪鱼,而是采用拖拉大围网捕捞,结果捕获珍贵动物海豚的数量超过美国船只的1.25倍。
4.1999年,由于发现WIN98操作系统会根据计算机硬件配置情况,生成一串与用户、地址相关的全球唯一的识别码,通过WIN98的注册程序自动传送到微软网站上;即使用户指明不要这样做,注册程序还是会在用户不知晓的情况下悄悄发送这些信息;IntelⅢ的电脑会在人们不知不觉中通过互联网把该机型号、所在位置、机主等基本信息反馈到Intel公司的未用数据库中。
汽轮发现机组发电机转子漏水事故案例分析
碰触发生后,立即停止穿转子作业,并将转子吊回原位,对定子碰伤部位进行检查,发现碰伤的两块压板中,10点方向压板内侧螺栓铜螺帽棱角被撞伤凹陷约1.5~2毫米、螺杆整体向内侧移动约1.5~2毫米、螺栓包覆环氧泥全部碎裂、压板外侧固定螺栓包覆环氧泥也受力裂开,同时该压板边沿绝缘漆呈线状脱落,可见明显的绝缘材料本色,11点位置的另一块压板也受到损伤,但较轻微:
事故原因分析:
1、三号发电机转子漏水原因分析:
2、
1.1、经与上海发电机厂技术人员对故障点的检查分析,判断引水管不锈钢拐脚存在制造缺陷,运行中在应力及振动的长期作用下扩大,最终在应力集中部位产生裂纹(转子绕组的引水拐脚在运行中因承受自重的离心力作用,产生径向位移,使引水拐脚产生一个不变的静应力;同时,转子本身因自重的作用会产生交变的静挠度,使引水拐脚产生交变的径向和轴向相对位移,转子每转动一周,引水拐脚因转子静挠度产生的径向和轴向相对位移就变化一个循环周期,由此而产生的交变应力也循环一个周期。综合这两种应力作用,使应力集中部位缺陷逐渐扩大发生渗漏)。双水内冷发电机漏水故障是最常见、最频发的故障。漏水起因,主要是结构、制造工艺等方面存在缺陷,转动部件既要承受水压,更要承受高速旋转产生的离心力作用,只要存在一点隐患就会逐渐扩大、演变成事故(目前尚无有效办法对发电机内部引水管路进行检查和预防,通常是检修时进行水压试验,但由于转子线圈、冷却水进、出水引水管在热态下存在热膨胀和因离心力产生的很大的轴向和径向应力,因此早期缺陷往往在水压试验中难以反映,19日#3机漏水停运后,盘车状态下进行了10小时的水压试验均未能发现渗漏)。
全员参与节能 科技推动节能——上海汽轮机厂节能工作先进事迹
节能效益千万元 , 该厂还荣获上海 电气 “ 节能减排 ” 创意 创
新 大 奖 赛 7个 。 此 外 , 厂 健 全 节 能降 耗 三 级 网 络 , 真 开 展 公 司节 能 该 认 降 耗 劳 动 竞赛 活 动 。 坚 持 每 季组 织开 展 节 能 降 耗 劳 动 竞 赛
节 能
标 兵
全 员参 与节 能 科技 推 动节 能
上海汽轮机厂节能工作先进事迹
20 0 9年 上 海 汽 轮 机 厂 面 对 产 值 同比 减 少 , 组 国产 化 机
2 持 续 改 进 、 化 管理 . 细 层层 落 实 节 能 降耗 责任
比重 增加 , 产值 综合 能耗 指标 控 制难 度 大的 形势 , 服 困 万元 克
能政策知识 , 提高广大职工搞好节能工作的责任感 。
该 厂认 为节 能 智 慧 藏 于 民 间 , 岗位 节 能 潜 力 无 限 。 为 此 , 两 年 该 厂 组织 开展 《 为企 业 节 能 减 排 献 一 计 活 动 》 近 我 , 发 动 全 厂 员工 全 方 位寻 找 节能 减 排 的 效 益 的 增 长 点 。 广 大 职 工 踊跃 参 加 , 收 到 各类 节能 合 理 化 建 议近 8 0条 , 造 共 0 创
认真抓好经济责任制考核标 准修订。将节能经济责任制考 核工作分为节能基础、 节能运行和节能指标三个方面 , 管 使
理 制 度 和 责任 更 明确 , 具 有操 作 性 。同时 对 各部 门节 能 指 更
标 , 作了适当的修订 , 也 在节能降耗经济责任制每月考核执
行过程 中 , 坚持 做 到 基 础 管 理 不 放 松 , 场 管 理 抓 得 严 , 现 指
汽轮机低压缸扣盖一次成功通讯报道
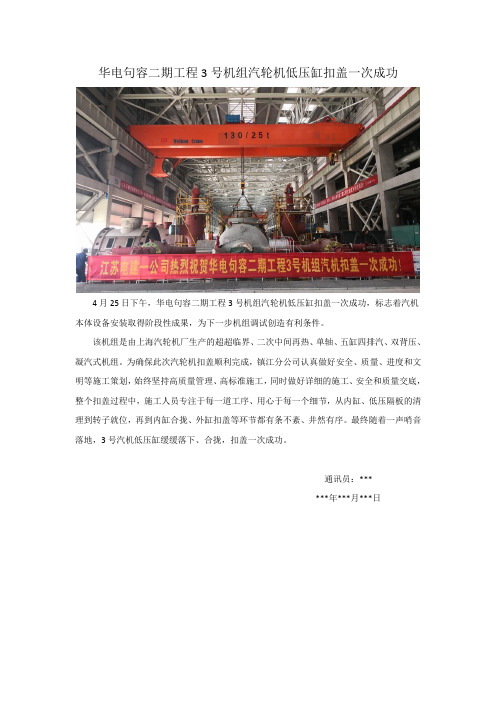
华电句容二期工程3号机组汽轮机低压缸扣盖一次成功
4月25日下午,华电句容二期工程3号机组汽轮机低压缸扣盖一次成功,标志着汽机本体设备安装取得阶段性成果,为下一步机组调试创造有利条件。
该机组是由上海汽轮机厂生产的超超临界、二次中间再热、单轴、五缸四排汽、双背压、凝汽式机组。
为确保此次汽轮机扣盖顺利完成,镇江分公司认真做好安全、质量、进度和文明等施工策划,始终坚持高质量管理、高标准施工,同时做好详细的施工、安全和质量交底,整个扣盖过程中,施工人员专注于每一道工序、用心于每一个细节,从内缸、低压隔板的清理到转子就位,再到内缸合拢、外缸扣盖等环节都有条不紊、井然有序。
最终随着一声哨音落地,3号汽机低压缸缓缓落下、合拢,扣盖一次成功。
通讯员:***
***年***月***日。
大型汽轮机的汽流激振

技术讲课教案**人:**技术职称(或技能等级):高级工程师所在岗位:设备部经理助理讲课时间:培训题目:大型汽轮机的汽流激振的特征分析与处理培训目的:1、通过学习了解自激振动的概念。
2、通过学习,掌握汽流激振与油膜涡动的概念。
3、通过学习,掌握汽流激振力的影响因素4、通过学习,掌握汽流激振的振动特征以及与油膜涡动振动特征的区别。
5、通过实例的学习,了解日常工作中汽流激振的故障判断以及应对处理措施。
内容摘要:1、自激振动的概念2、汽流激振与油膜涡动的概念3、汽流激振的振动特征及与油膜涡动振动特征的区别。
4、汽流激振力的产生的条件及顺序阀下的诱发因素5、汽流激振的故障判断实例。
大型汽轮机的汽流激振的特征分析与处理培训教案:1、自激振动的概念1.1 自激振动的特点具有突发性、低频振动、危害性大的特点,与机组转子质量不平衡等无直接的关系,通常与机组所带的负荷有关,主要产生于大容量高参数机组的高压和高中压转子上。
1.2 自激振动自激振动是振动体自身所激励的振动,由机组内部的力激发起来的。
维持自激振动的能量来源于系统本身运动中获取的能量。
系统一旦失稳,振幅将随时间迅速发散(线性系统) 或呈极限轨迹(非线性系统)。
2、汽流激振与油膜涡动2.1、油膜涡动由油膜力激发的振动,当正常运行条件的改变(如倾角和偏心率) 引起油楔“推动”转轴在轴承中运动,在旋转方向产生的不稳定力会使转子发生涡动(或正向进动),出现较大的不稳定振动。
油膜不稳定涡动一般是由于过大的轴承磨损或间隙、不合适的轴承设计、润滑油参数的改变等因素引起的。
2.2、汽流激振2.2.1、叶顶间隙汽流激振力:(1)叶轮在偏心位置时,由于叶顶间隙沿圆周方向不同,蒸汽在不同间隙位置处的泄漏量不均匀,使得作用在叶轮沿圆周向的切向力不相等,就会产生一作用于叶轮中心的横向力(合力) ,也称为间隙激振力。
该横向力趋向于使转子产生自激振动。
在1个振动周期内,当系统阻尼消耗的能量小于该横向力所做的功,这种振动就会被激发起来。
上海船厂某轮二氧化碳中毒调查报告.docx
一、事故概况及经过1990年11月22日13时15分,上海船厂某号机舱发生二氧化碳外泄中毒事故,导致7人死亡,11人受伤。
当天13时许,该厂浦西分厂船体车间装配工滕某与同组装配工带班刘某登上停泊在部码头即将完工离厂的某轮,准备继续进行尚未完成的厨房油罩移位工作。
当行至甲板第五货舱附近时,滕某看到同组外包工吴某坐在桅屋的二氧化碳灭火站室内,就跟着刘某自行进入二氧化碳灭火站室。
当刘在二氧化碳灭火站室向吴布置任务时,发现滕某正在推动二氧化碳控制瓶瓶头阀操纵杆,立刻叫滕某“不要乱动”。
但为时己晚,气控瓶头阀已被滕某启开,随着“砰”的一声,机舱灭火系统的128只钢瓶中93只钢瓶二氧化碳气体迅速通过管系和布置在舱内的33只喷嘴施放到机舱各个部位。
当时,机舱内工作的共有39人。
当二氧化碳气体喷入机舱发出阵阵声响时,正在机舱作业的人员纷纷向舱内扶梯等出入口奔跑。
但由于强烈的气体在瞬时形成一片白雾,给人员的疏散带来了很大困难,有18人未能及时跑出,昏倒在机舱里,酿成了人员重大伤亡。
二、事故原因分析1.根据总厂新建船只的安全贯例,二氧化碳灭火站室的门锁钥匙有专人保管。
而该厂对钥匙管理不严,随意转交,使本来不准随便进入的二氧化碳灭火站室变成了存放工具和生活用具的休息室,是诱发这次事故的主要原因一。
2.装配工滕某安全意识差,自行进入二氧化碳灭火站室,并随意推动二氧化碳控制瓶瓶头阀操纵杆,将瓶头阀启开,是造成重大事故的直接原因。
三、对事故责任的处理l.对“1.22”重大事故肇事者滕某,由司法部门逮捕,依法追究其刑事责任。
2.甲板主管盛某、带班刘某,因对二氧化碳灭火站室钥匙管理不严,使闲杂人员自行进入,客观上为事故的发生埋下了隐患,分别给予行政记过处分。
3.浦西分厂副厂长阎某、工长张某,因对二氧化碳站室处于可工作状态下进行的瓶帽定位作业,在安全措施上布置、检查、督促不严,分别给予行政警告处分。
2003年12月17号凌晨1点30分,位于飞云镇南港村工业点的浙江华康纸业有限公司造纸车间内,发生一起机械伤害事故,造成一人死亡。
4上海汽轮机厂案例
案例4 上海汽轮机有限公司案例上海汽轮机有限公司(简称STC)总裁张素心虽然刚刚获得2003年度上海十大青年经济人物的奖状,但拿着手中的一叠叠汽轮机定单却露不出一丝笑意。
在公司进入2004年之后,生产能力远远不足,公司的订单已经排到了2008年。
在市场经济的今天,这无疑是公司的产品受市场欢迎的真实写照。
公司面临是否要投资生产线和如果投资则投资多少的抉择。
一个决策失误将使前几年苦心经营的汗水付之东流。
一公司背景上海汽轮机有限公司系由中国上海汽轮机厂(简称 ∑TΩ )与德国西门子公司于 1995 年 11 月共同投资组建的合资公司(中方占股权 68% )。
其前身上海汽轮机厂是中国第一家汽轮机厂,上海生产的汽轮机曾被誉为中国人的“争气机”。
自1953年建厂到1982年的30年间,从最初采用苏联东欧技术开发生产汽轮机,到依靠自身生产、技术能力的不断进步,∑TΩ所生产汽轮机组的装机容量在低起点上不断提高,逐步形成汽轮机组产品链,到1982年工厂已初具规模,但和国际先进水平仍存在很大差距,生产规模每年都在100万千瓦以下。
从1982年到1997年的15年是∑TΩ/∑TX汽机制造史上技术进步最快的15年。
1982年由当时国家机械部联合国家电力部为∑TΩ从美国西屋公司引进30万千瓦汽轮机的生产许可证,∑TΩ开始生产引进型30万汽轮机。
1995年∑TΩ正式与美国西屋公司合资,全面引进西屋公司的汽轮机生产技术,1998年西门子公司成功收购西屋公司, 西门子公司因此成为∑TX的外方合作伙伴。
∑TX结合了西屋、西门子两家企业的优势,设计、生产汽轮机水平取得了飞跃。
∑TX目前在国内设计、制造和服务 50Hζ 和 60Hζ 的 6~1000MΩ 火电汽轮机、 1300MΩ 及以下核电汽轮机以及相关产品,并已着手制造 50~266MΩ 燃气轮机联合循环机组。
∑TX成功地完成了技术引进、合资、技术消化和产品、能力的彻底升级换代。
闵行区大事记
5月闵行为上海县直属镇。
1960年4月上海县人民委员会撤销闵行镇建制。
是月闵行镇废除保甲制度,次年1月成立街行政委员会。
1955年5月5日街行政委员会撤销,成立居民委员会。
1951年4月上海电机厂在闵行筹建新厂。
同月达丰化工厂在闵行建厂。
8月30日通用机器厂更名为上海汽轮机厂,成为国内第一家专业生产汽轮机的工厂。
是年汽轮新村和电机新村建成。
1954年9月25日上海电机厂和上海汽轮机厂等单位试制成功国内第一台引进型中压中温6000千瓦6300伏3000转/分汽轮发电机组,开创国内制造汽轮发电机组的历史。
是年由华东工业部主持,闵行镇规划委员会规划,闵行为以机械工业为主的城市,人口规模6万人,用地513公顷。
1957年1月1日公交客运松闵线(闵行—松江县城)通车。
1958年5月12日国务院批准吴泾热电厂建设工程列入国家156个重点建设项目。
8月16日一期工程开工。
1959年11月5日一号机组并网发电。
6月1日吴泾工业区的首家企业-上海第四砖瓦厂投入生产。
同月上海重型机器厂在闵行建设新厂。
8月1日上海锅炉厂在闵行建造新厂房。
是年新闵铁路支线(新桥-闵行)建成。
同年上海市规划设计院编制闵行工业卫星城规划。
8月29日沪闵公路扩建改道工程竣工,徐家汇至闵行的公交徐闵线通车。
9月25日上海吴泾炼焦制气厂在吴泾建成投产。
10月1日闵行一条街16家商店营业。
同月龙吴路竣工,公交龙吴线通车。
同月上海碳素厂由上海市区迁址龙吴路建造新厂。
12月2日上海市人民委员会决定成立闵行区,1960年1月5日国务院批准建立闵行区。
12月3日中共闵行区委员会建立。
同年新民机器厂从上海市区迁址闵行华宁路。
同年闵吴铁路支线(沙港桥-上海焦化厂)通车。
1960年1月闵行区人民委员会成立。
2月上海市规划设计院编制吴泾地区规划。
3月上海市第五人民医院由上海市区迁至闵行,更名为闵行区中心医院。
同月闵行区成立一号路、工区、闵行镇、吴泾4个街道办事处。
探析1000MW二次再热汽轮机极热态冲转及切缸与并缸
探析1000MW二次再热汽轮机极热态冲转及切缸与并缸摘要:二次再热汽轮机开机时,带超高压缸联合启动,超高压缸、高压缸排汽温度高,特别是极热态开机时,经常因为排汽温度高导致切缸事件发生。
本文从理论结合实践的角度出发,提出了超高压缸、高压缸排汽温度高的原因及相应的应对策略,提出了切缸、并缸的影响及注意事项,为二次再热汽轮机开机时缸体排汽温度高,提供一定的应对策略及方法。
关键词:1000MW二次再热;极热态开机;切缸;并缸引言我厂汽轮机是由上海汽轮机厂生产的,型号为N1000-31/600/620/620,型式为超超临界、二次中间再热、单轴、五缸四排汽、凝汽式汽轮机。
来自锅炉的蒸汽分成两路从位于超高压缸两侧的主汽阀和调节汽阀进入到超高压缸内,在超高压缸内做功后从底部的2个排汽口处排出至一次再热器;一次再热蒸汽分成两路从位于高压缸两侧的主汽阀和调节汽阀进入到高压缸内,在高压缸内做功后从高压缸两端的排汽口处排出至二次再热器;二次再热蒸汽也是分成两路从位于中压缸两侧的主汽阀和调节汽阀进入到中压缸内,在中压缸内做功后从中压缸顶部的排汽口处排出,并经过中低压联通管进入到低压缸内,在低压缸内做功后直接排出至位于低压缸底部的凝汽器内。
机组旁路系统配置了容量为40%BMCR的高压旁路和两个半容量中压、低压旁路构成三级串联旁路。
汽轮机安全可靠的启动是机组稳定运行的基础。
和一次再热汽轮机相比,二次再热机组的启动参数更高,系统设置的更复杂。
二次再热汽轮机启动的难点在于启动阶段参数高、流量低,超高压缸、高压缸排汽温度经常因鼓风损失发热升高,极热态时导致汽轮机切缸运行,下面着重介绍下二次再热汽轮机切缸的原因及动作过程、如何避免汽轮机切缸及切缸后注意事项、并缸的控制要点等。
一、二次再热汽轮机切缸的原因及动作过程汽轮机发生切缸,主要是因为汽轮机启动时,冲转参数高,蒸汽流量小,超高压缸、高压缸因鼓风损失导致排汽温度升高,为保护相应的末级叶片,在超高压缸排汽温度限制器、高压缸排汽温度限制器动作后,排汽温度仍然高的情况下,执行自动切缸程序,经常发生在极热态开机或者汽轮机未并网在3000rpm长时间停留时。
汽轮机刷式密封改造案例分析讲解
案例分析六:
项目名称:粤电湛江电厂#2机组刷式密封改造 改造机型: 由东方汽轮机厂生产的亚临界、一次中间再热、两 缸两排汽、单轴、凝汽式汽轮机,机型为N30016.7/537/537。 改造时间:在2012年08月对机组进行通流改造。 改造部位: 中压1-6级叶顶(6圈),高压2-10级叶顶(9圈), 共计15圈。 改造后效果: 改造后,由西安热工院进行机组性能检测,高压缸 缸效较大修前提高6.08%,中压缸较大修前提高3.61% 。
案例分析七:
项目名称:华能国际汕头电厂#3机组刷式密封改造 改造机型: 由哈尔滨汽轮机厂引进日本三菱公司的技术设计和制造的超 临界、一次中间再热、三缸四排汽、单轴、双背压、反动、凝 汽式汽轮机,机型为CLN600-24.2/566/566。 改造时间:在2013年01月对机组进行通流改造。 改造部位: 低压正向1-4级叶顶(8圈),低压反向1-5级叶顶(10圈), A缸低压正向第5级叶顶(1圈),B缸低压正向第5级叶顶(1圈 ),共计20圈。 改造后效果: 电厂检测反映,低压缸效率提高约2.26%,热耗下降 67.8kJ/(kW•h)。
案例分析三:
项目名称:华能济南黄台发电有限公司#8机组刷式密封改造 机组简介: 由东方汽轮机厂生产的亚临界,中间再热,单轴,两缸两排汽, 凝汽式汽轮机,机型为N300-16.7(17)/537/537/-2。 改造时间:2011年 改造部位: 高压后汽封圈(机头侧)(3圈),高压后汽封圈(电机侧)(3 圈),高压2-10级隔板(9圈),高中压间汽封(5圈),中压后汽 封(4圈),中压隔板(5圈),共计29圈。 改造后效果: 改造后由山东电力研究院对该机组进行大修改造后的热力性能诊 断试验,300MW 工况下热耗率为8201kJ/(kW•h),比改造前热耗率 8505 kJ/(kW•h)下降了304 kJ/(kW•h)。
某上汽660MW机组高调门阀杆断裂分析及处理

第40卷,总第231期2022年1月,第1期《节能技术》ENERGY CONSERVATION TECHNOLOGY Vol.40,Sum.No.231Jan.2022,No.1某上汽660MW 机组高调门阀杆断裂分析及处理习 超(浙江浙能嘉华发电有限公司,浙江 嘉兴 314201)摘 要:本文介绍了某上汽660MW 机组1号高压调门阀杆断裂异常问题,对断裂阀杆进行了化学成分分析、显微组织分析、力学性能分析和断口扫描电镜分析,并结合高压调门的结构特点和阀杆断裂面的形貌宏观特征,分析了阀杆断裂的原因,并采取了相应的措施,并举一反三进行了排查整改,消除了安全隐患,对今后避免此类问题具有指导作用。
关键词:上汽;高压调门;阀杆;断裂;疲劳;张口;金相性能中图分类号:TK268.+1 文献标识码:A 文章编号:1002-6339(2022)01-0070-03Analysis and Treatment of High Profile Valve Stem Fractureof a SAIC 660MW UnitXI Chao(Zhejiang Zheneng Jiahua Power Generation Co.,Ltd,,Jiaxing 314201,China)Abstract :an saic was introduced in this article 1of 660MW high pressure gate valve rod breaking abnor⁃mal problem,on the fracture of the valve stem chemical composition analysis,microstructure analysis,mechanical property analysis,and fracture scanning electron microscopy analysis,and combined with the structure characteristics of the high -pressure tone and stem fracture morphology of the macroscopic char⁃acteristics,analyzed the failure of the valve stem,and take the corresponding measures,and checking over the lines,to eliminate the safety hidden trouble,but also provide significant guidance to avoid such problems in the future.Key words :SAIC;high pressure valve;the valve stem;fracture;fatigue;with open mouth;metallurgi⁃cal performance收稿日期 2021-09-25 修订稿日期 2021-10-15作者简介院习超(1986~),男,工程师,工学学士,从事汽轮发电机组设备技术管理工作。
某厂1000MW汽轮机主轴抱死事件原因分析和处理
进 意见及建议。 关键词 : 汽轮机 转子; 轴承; 抱死 ; 低旁 ; 高温蒸汽 ; 原因分析; 改进建议
0 引 言 汽 轮 机 主 轴抱 死 主要 是 由于 动 静 部 分 摩 擦 或 断 油 烧 瓦 等造 成, 多发生 在机 组 启停 阶段 , 汽轮 机 在高温 情 况下 抱 死属 于恶 性事 件 , 理 不 当会 对 机 组 今后 的运 行 造 成 严 重 影 响 。 本 文 就 某 厂 处 1 0 0Mw 汽 轮 机组 在 调试 期 间 发 生 的一 次 主轴 抱 死事 件 的 处理 0 及 原 因分析 汇编 成 文 , 期望 给读 者在 遇到 同类 型 事件 时有 所借 鉴 。
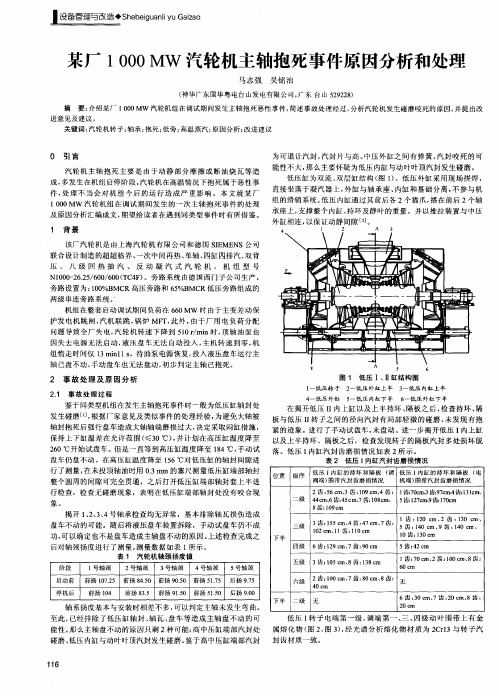
图 1 低 压 I、 Ⅱ缸 结 构 图
1 一低压 转子
4 一低 压外缸
2 事 故 处 理 及 原 因 分 析
2 1 事 故 处 理 过 程 .
2 一低压外缸上半
3 一低压 内缸上 半
5 低压 内缸下半 6 - 一低 压外主轴 抱死 事件 时 一般 为低 压 缸轴 封 处 在揭 开 低 压 I 内上缸 以及 上半 持环 、 板之 后 , 查持 环 、 I 隔 检 隔 发生碰 磨 n , 据 厂家 意见 及类 似事 件 的处 理经 验 , ]根 为避 免大 轴被 板 与低 压 I转 子 之 间的 径 向汽 封 有局 部 轻微 的碰 磨 , 发 现 有抱 I 未 轴 封抱 死后 强行 盘 车造 成大 轴轴 端 磨损 过大 , 定采 取 闷缸措 施 , 决 紧 的迹 象 。进行 了手 动 试盘 车 , 末盘 动 。进 ~步 揭 开低 压 I 内上缸 保 持 上 下缸温 差 在允 许 范 围 ( O℃) 并计 划 在 高压 缸温 度 降 至 以及 上 半持 环 、隔板 之后 ,检 查 发现 转子 的隔板 汽 封 多处 损 坏脱 ≤3 , 2 0 开始 试盘 车 。但是 一直 等 到高 压缸温 度 降 至 14℃ , 动 试 落 。低 压 I 6℃ 8 手 内缸汽 封齿 磨 损情 况 如表 2 示 。 所
贸易壁垒案例收集
案例1 中国玩具出口面临技术性贸易壁垒【概要】1999年12月7日,欧盟正式发布1999/815/EC指令(以下简称“禁令”)。
采取措施禁止销售供三岁以下儿童使用的放入口中的包含以下六种邻苯二甲酸酯类增塑剂中的一种或多种聚氯乙烯软塑料玩具及儿童用品。
该“禁令”将严重影响包括我国玩在内的WTO成员国的玩具出口,但其是符合《TBT协定》保护人身健康和安全的合法目标的。
这又一次体现了因经济发展水平不同而导致的观念差异。
【案情】1999年12月7日,欧盟正式发布1999/815/EC指令(以下简称“禁令”)。
采取措施禁止销售供三岁以下儿童使用的放入口中的包含以下六种邻苯二甲酸酯类增塑剂中的一种或多种(DINP、DEHP、D BP、DIDP、DNOP、BBP)聚氯乙烯软塑料玩具及儿童用品。
欧盟称,该“禁令”特别强调“确保一个高水平的儿童健康和安全保护”,委员会可以作出决议要求成员国“采取临时措施阻止、限制投放到市场上的产品,或使产品服从于特定的条件”,如果该产品对消费者的健康和安全有严重的和直接的危害,委员会也可以要求“将产品从市场上回收”。
该“禁令”将严重影响我国玩具出口。
众所周知,我国是世界玩具出口第一大国,年出口金额50亿美元,占世界总量的50%以上,每年解决约150万劳动力就业。
出口的四分之一以上到欧盟各国,金额14亿美元。
据保守统计,出口欧盟的玩具约有60%使用了PVC原料,其中供三岁以下儿童使用的占50%,因此“禁令”将直接影响我国4亿美元的玩具出口。
在2000年2月的TBT委员会会议上,巴西代表提请大会关注欧盟关于禁止销售某些使用含有邻苯二甲酸酯的软PVC塑料制作的玩具的草案。
她表示该决定是根据欧盟有毒物质、环境有毒物质与环境科学委员会(SCTEE)的技术报告制定的,修改了邻苯二甲酸酯(如邻苯二甲酸二异壬酯和邻苯二甲酸双酯)安全限量。
但是,技术报告在结论中建议对此进行进一步研究以了解更多的情况。
汽轮机叶片断裂案例分析-091229
大型汽轮机叶片事故原因分析在火电厂、核电厂机组运行过程中,汽轮机叶片工作在高温、高压、高转速或湿蒸汽区等恶劣环境中,经受着离心力、蒸汽力、蒸汽激振力、腐蚀和振动以及湿蒸汽区高速水滴冲蚀的共同作用,再加上难以避免的设计、制造、安装质量及运行工况、检修工艺不佳等因素的影响,常会出现损坏,轻则引起汽轮发电机组振动,重则造成飞车事故。
因此,汽轮机叶片的安全可靠直接关系到汽轮机和整个电厂的安全、满发。
汽轮机叶片事故长期困扰电厂机组的安全经济运行。
从国内统计数据看,叶片损坏事故占汽轮机事故的30%。
叶片损坏的位置,从围带到叶根都有。
据日本历年的统计资料,各部位出现损坏的百分率见表1。
此外,汽轮机各级叶片的损坏机会是不均匀的,据美国对50台大型机组的统计,叶片事故几乎全发生在低压缸内,其中末级占20%,次末级占58%,而且集中区是高压第一级,即调节级。
据日本的统计,也有20%的事故发生于此。
因此,在汽轮机设计和运行时,均应注意这些部位。
叶片损坏的原因是多方面的,可以从不同角度加以分析。
例如,从发生的机理区分,60%~80%的损坏原因是振动;从责任范围区分,可归纳为设计、制造、安装、运行和老化等。
在实际工作中,如果能及时找出主要原因,掌握叶片事故前后的征兆,采取相应措施,就能避免事故的发生,提高机组的使用寿命和安全可靠性。
1、近年来大型机组叶片损坏概况从近年来发生的17例叶片故障统计中,笔者分析了上海汽轮机有限公司、哈尔滨汽轮机有限责任公司、东方汽轮机厂、北京重型电机厂(表中简称上汽、哈汽、东汽、北重)生产的以及美国、日本、前苏联和欧洲一些国家引进的200 MW以上超高压、亚临界及超临界压力大功率汽轮机叶片故障。
这些故障造成叶片损坏的形式分为损坏(丧失基本功能,危及安全)和损伤(降低经济性,能安全使用)。
叶片损坏形式:折断、裂纹、扭弯、二次损坏及其它;叶片损伤形式:蜂窝状、开焊、麻点、锈蚀、擦伤。
2、叶片故障原因分析2.1 叶片故障的特点(1) 叶片故障发生在低压缸的有13例,占统计总数的82.35%,而末级叶片损坏又为多发部位,有9例,占统计总数的52.94%,调速级有2例,占统计总数11.76%,中间级所占比例很小。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
案例4 上海汽轮机有限公司案例上海汽轮机有限公司(简称STC)总裁张素心虽然刚刚获得2003年度上海十大青年经济人物的奖状,但拿着手中的一叠叠汽轮机定单却露不出一丝笑意。
在公司进入2004年之后,生产能力远远不足,公司的订单已经排到了2008年。
在市场经济的今天,这无疑是公司的产品受市场欢迎的真实写照。
公司面临是否要投资生产线和如果投资则投资多少的抉择。
一个决策失误将使前几年苦心经营的汗水付之东流。
一公司背景上海汽轮机有限公司系由中国上海汽轮机厂(简称 STW )与德国西门子公司于 1995 年 11 月共同投资组建的合资公司(中方占股权 68% )。
其前身上海汽轮机厂是中国第一家汽轮机厂,上海生产的汽轮机曾被誉为中国人的“争气机”。
自1953年建厂到1982年的30年间,从最初采用苏联东欧技术开发生产汽轮机,到依靠自身生产、技术能力的不断进步,STW所生产汽轮机组的装机容量在低起点上不断提高,逐步形成汽轮机组产品链,到1982年工厂已初具规模,但和国际先进水平仍存在很大差距,生产规模每年都在100万千瓦以下。
从1982年到1997年的15年是STW/STC汽机制造史上技术进步最快的15年。
1982年由当时国家机械部联合国家电力部为STW从美国西屋公司引进30万千瓦汽轮机的生产许可证,STW开始生产引进型30万汽轮机。
1995年STW正式与美国西屋公司合资,全面引进西屋公司的汽轮机生产技术,1998年西门子公司成功收购西屋公司,西门子公司因此成为STC 的外方合作伙伴。
STC结合了西屋、西门子两家企业的优势,设计、生产汽轮机水平取得了飞跃。
STC目前在国内设计、制造和服务 50Hz 和 60Hz 的 6~1000MW 火电汽轮机、 1300MW 及以下核电汽轮机以及相关产品,并已着手制造 50~266MW 燃气轮机联合循环机组。
STC成功地完成了技术引进、合资、技术消化和产品、能力的彻底升级换代。
随着先进的叶片车间建成,一些先进的数控机床添置到位,STC已拥有了世界先进水平的汽机设计和制造技术,单机容量可达100万千瓦等级,企业的年生产能力可达到500万千瓦。
从1997年到2003年的6年STC取得了新的发展。
特别是2003年STC生产经营取得了突破性进展,经济运行质量显著提高,各项主要经济指标都超过历史最高水平,完成了812万千瓦的机组盘车任务,还抓住了电站市场需求旺盛的良好机遇,承接了包括百万等级浙江玉环项目在内的近200亿元合同,STC年产量和订单额跃居世界最前列。
从1953年到2003年末,STW/STC共生产了1713台各种型式的汽轮机组,总功率超过8108万千瓦,约占国产发电设备总容量的40%以上,国内市场占有率在35%左右。
现在STC 下设24个处室和9个车间(分厂)。
到2003年末,拥有职工4086名,其中专业技术人员1091名,内含高级职称人员121名。
STC成立50年来,创造了无数的中国第一,如生产第一台国产汽轮机、是中国第一家获得ISO90001体系认证的企业等。
在行业内,无论是技术、人才还是管理能力,STC都是中国最优秀的汽轮机制造企业;从上海的产业层面看,STC隶属于上海电气集团,上海将要努力振兴上海电气,将她建设成中国的GE或西门子,而汽轮机又是所有装备工业产业中技术含量最高的产品,无疑STC已成为上海振兴装备工业最重要的一员。
二市场预测为何这几年生产机组供不应求呢?这要从这几年的对电力需求的迅猛增长讲起。
从我国电力需求过去增长的趋势看,今后相当一个时期,我国电力需求仍可能持续高速增长。
1980-2002年,我国电力消费迅速增长,由1980年的2952亿kW·h上升到2002年的16386亿kW·h,22年的年均增长率达8.1%。
其中,“六五”时期年均增长率为6.5%,“七五”时期年均增长率为8.6%,“八五”时期年均增长率为10.O%,“九五”时期年均增长率为6.4%,2000-2003年为14.6%。
以10年计,1981-1990年,我国电力需求的平均增长率为7.6%;1990-2000年,电力需求的平均增长率为8.2%;2000年以来,电力消费增长进一步加速,呈现强劲上升趋势。
从我国电力消费弹性系数的变化看,今后几年维持较高的电力消费弹性系数有较大的可能性。
解放初期到改革开放前,我国电力弹性系数大于1。
进入上世纪80年代后,我国经济增长总体提速,虽然电力消费也在高速增长,但电力短缺不断出现,消费弹性系数则降到1以下。
其中1980-1990年电力消费弹性系数为0.816,1990-2000年为0.810,2个10年的电力消费弹性系数极其相近。
表1 我国不同时期电力消费弹性系数电力需求的快速增长引起了全国普遍的电力荒。
这几年全国各省都出现过在用电高峰时期拉闸限电的情形。
其中电力装机容量的缺口显得尤为突出。
据《中国经济时报》报道2002年电力装机容量缺口是2035万千瓦,2003年缺口是4485万千瓦,新增缺口2450万千瓦,2004年净缺口估计有3000万千瓦。
由于我国发电装机容量增长速度已经连续几年低于全社会用电量增长速度,造成部分地区电力供应不足。
在装机总量短缺的情况下,尽管各地普遍采用提高火电设备利用小时的措施来增加电量供给,但由于火电设备平均利用小时已处于高位,受负荷特性限制,继续提高利用小时已经非常困难。
仅2004年一季度,国家电网公司系统和南方电网公司系统各电网最大电力缺口分别达到1700万千瓦和500万千瓦,拉限电损失电量分别为53亿千瓦时和14.7亿千瓦时。
下面给出今后十几年的我国的总的电力需求和工业和生活电力需求预测表2全国总电力需求预测(单位:亿千瓦时)表3未来20年生产用电需求预测(单位:亿千瓦时)表4未来20年生产生活用电需求预测(单位:亿千瓦时)资料来源:国务院发展研究中心发展战略和区域经济研究部由于电力需求的快速增长,引起了全国的电厂投资热。
而全国只有三大电站设备制造企业集团,哈尔滨,四川成都东方集团和上海电气集团。
隶属于上海电气集团的上海汽轮机有限公司生产的汽轮机组当然供不应求。
三生产能力与原材料供应管理表5STC 2002年和2003年订单完成情况表6STC 2004-2008年合同要求交货情况STC在2001年共生产400万千万汽轮机组,2002年生产556万千瓦汽轮机组,2003年生产812万千瓦汽轮机组,2004年预计可达1000万千瓦。
截至2004年2月,STC未完成订单有9103.8万千瓦,合计人民币200多亿元。
表6为 STC 2004-2008年合同要求交货情况,从中可以看到2004年、2005年、2006年STC的合同订单总量已远远超出STC现有900万千瓦左右的年度生产能力,其中2006年的合同交货量是2003年STC产能的4倍,这意味着每一张订单都有延期交货的可能,而延期交货对STC的用户——电厂而言是无法按时投产发电,所造成的损失无可估量,这是电厂绝对无法容忍的。
此外电厂不能准时投产发电,又导致制约地方经济发展的电力短缺状况不能及时得到缓解,这又是地方政府所不愿意看到的。
所以保证每个订单项目的合同交货期,最大限度的提高客户的满意度,是STC义不容辞的责任。
而要保证每个订单项目的合同交货期,就必须突破STC现有产能的制约。
STC生产1台汽轮机需要先在公司内部分别完成高中压转子、低压转子、外缸、汽门、抽汽阀、油箱等汽轮机部件的制造,接着对重要配套件(如加工叶片,大型铸锻件毛坯)的采购供应将对项目的完成构成严重的挑战,在STC订单管理中,必须高度关注上游原材料的获取。
比如国内能生产汽轮机大型铸锻件的企业仅有中国第一重型机器厂(简称“一重”)和中国第二重型机器厂(简称“二重”)二家,而这二家企业又同时为国内三大电站设备制造企业集团提供原材料;汽轮机长叶片的国内供应商也只有无锡叶片厂一家。
由于STC的供应商、分包商数量有限,他们在为STC提供原材料、零部件的同时也为STC的竞争对手提供相同的产品。
所以STC在接受定单的时候要做好原材料的供应管理.四投资还是不投资摆在张素心面前的有两个难题.一是生产能力要不要扩大,二是如果要扩大的话,以什么样的方式扩大?公司的管理层有两种意见.认为不投资的主要认为公司还有潜力可挖. 更重要的是电力建设一直没有走出“缺电—上项目—过剩—减少投资—缺电”的怪圈?在最近举办的中国产业论坛上,国家发展改革委经济研究所经济运行与发展研究室主任王小广认为,从2004年起的未来三五年电力投资出现高增长,是“补课”式投资。
目前部分地方电源建设一哄而起,将会在暂时解决短期问题的同时,对电力工业的合理布局和未来经济持续健康发展带来后患。
预计到2007年、2008年,电力又将出现大量富余的现象。
更大的担心是,电力建设的过热将不容置疑地导致今后电力供应的过剩。
业内专家认为,电力建设的周期一般都比较长,大中型火电机组工期需要3-4年,大中型水电项目工期为4-8年,并且资源占用很大。
现在项目投资建设,等几年后投产时,电力的供求可能已经发生了巨大变化。
国家电监会专家预计,如果2006年以后电力投资的高峰期还没有结束,2008年很可能又将产生电力过剩的局面。
万一公司进行了投资后接不到定单怎么办?另外的意见是公司以前是400万千万汽轮机组的生产能力,2003年已经800多万千万汽轮机组的生产能力.生产潜力已经挖的差不多了.并且定单已经排到了2008年.公司应该投资.在投资规模上却有两种意见.一种是适度投资,这也是占主导地位的意见.生产能力不足时可以外包,国内的不行可以外包到日本,意大利.还有一种是大规模投资,一下子将生产能力补齐.投资扩大生产能力需要的资金不是一个小数目,一旦几年后需求不足,对公司的影响巨大.这就是摆在张素心面前的难题.讨论题:STC决策层应如何解决当前面临的这对矛盾?。