中型板式给料机
板式给料机的原理

板式给料机的原理
板式给料机的原理是利用一组平行排列的板式折叠输送带,将物料从料斗均匀地输送到下方的目标位置。
具体原理如下:
1. 物料从上方的料斗中落入到板式折叠输送带上。
输送带上的板片在给料机运作过程中不断折叠和展开,形成一系列折叠段和展开段。
2. 在折叠段,板片相互压紧,使物料受到一定的压力,并且在板片之间形成一定的摩擦力。
3. 在展开段,板片展开,物料受到拉力的作用,沿着给料机的运动方向逐渐向下滑动。
4. 物料在板式折叠输送带上的重力、压力和摩擦力的共同作用下,实现了均匀的输送。
5. 最后,物料到达下方的目标位置,通过设备或构件进行进一步处理或接收。
总的来说,通过板式折叠输送带的不断折叠和展开,实现了物料的均匀输送。
这种设计可以有效解决物料堆积不均匀、堵塞等问题,同时也能够适应不同物料的
输送需求。
板式给料机工作原理
板式给料机工作原理板式给料机是一种常用的物料输送设备,其工作原理是通过振动装置使物料在板式给料机上产生连续、均匀的振动,从而实现物料的自动输送。
板式给料机主要由振动装置、料斗、输送槽等组成。
振动装置是板式给料机的核心部件,它通过激振器产生的振动力传递给给料槽,使物料在给料槽内产生振动。
振动装置的振幅和频率可以根据物料的性质和输送要求进行调节,以实现最佳的输送效果。
料斗是物料的存放和供给装置,位于振动装置的上方。
物料从物料源头进入料斗,然后通过料斗的开口逐渐流入给料槽。
料斗的设计和尺寸应根据物料的性质和输送量确定,以确保物料的顺利供给。
然后,给料槽是物料输送的通道,位于振动装置的下方。
给料槽通常采用槽型结构,其宽度和长度根据物料的性质和输送量进行设计。
在振动装置的作用下,物料在给料槽内产生连续、均匀的振动,从而实现物料的自动输送。
板式给料机的工作过程如下:首先,启动振动装置,使其产生振动力。
然后,物料从料斗流入给料槽,受到振动力的作用开始振动。
振动使物料在给料槽内形成连续的物料流,物料沿着给料槽的方向逐渐向前输送。
最后,物料从给料槽的出口处流出,完成输送过程。
板式给料机具有以下特点:首先,物料输送连续、均匀,适用于输送颗粒状、块状和粉状物料。
其次,振动力的大小和方向可以通过调整振动装置的参数进行调节,以适应不同物料的输送要求。
此外,板式给料机结构简单,操作方便,维护成本低。
然而,板式给料机也存在一些问题。
首先,振动装置可能会产生噪音和振动,对周围环境和设备造成影响。
其次,物料的流动性和粘附性会影响给料效果,可能导致堵料或漏料现象的发生。
此外,板式给料机的输送能力受到物料的性质和输送量的限制。
为了提高板式给料机的工作效率和稳定性,可以采取以下措施:首先,合理选择振动装置的参数,以适应不同物料的输送要求。
其次,加强对物料流动性和粘附性的研究,采取相应措施减少堵料和漏料现象的发生。
此外,定期对板式给料机进行维护和保养,确保其正常运行。
2500水泥生产线中文设备表
1
45
45
12.09
手动双梁起重机SSQ20-16-11
台
1
5750
5750
起重量:20t
提升高度:16m
跨度:11m
轮压:115kN
起重速度:0.275m/min
大车速度:1.4m/min
小车速度:3.76m/min
12.10
胶带输送机B1000×160000
台
1
25600
25600
输送物料:石灰石
滤袋个数:256
总过滤面积:256m2
净过滤面积:192m2
过滤风速:1.0-1.2m/min
进口含尘量:≤200g/Nm3
出口含尘量:≤50mg/m3
阻力:1500-1700Pa
承受负压:≤9000 Pa
压缩空气供气压力:0.4-0.6MPa
压缩空气耗气量:1.2m3/min
14.05M
卸灰阀电机功率:2.2kW
14.03
胶带输送机B650×50000
台
1
6000
6000
输送物料:粘土
输送能力:150t/h
带速:1.25ms
布置倾角:13°
提升高度:9000
14.03M
电动滚筒11kW
台
1
14.04
皮带秤
台
1
能力:20~200t/h
14.05
气箱脉冲袋式收尘器PPW-64-4
台
1
6900
6900
处理风量:13000m3/h
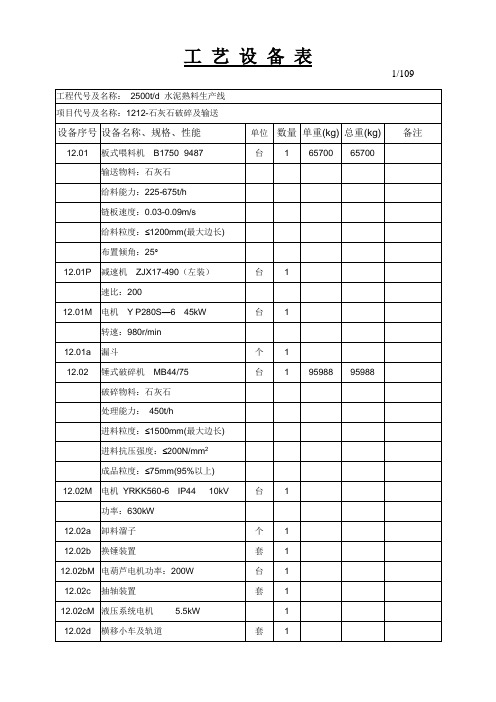
工程代号及名称:2500t/d水泥熟料生产线
项目代号及名称:1212-石灰石破碎及输送
设备序号
设备名称、规格、性能
重型板式给料机常见故障及处理措施

重型板式给料机常见故障及处理措施以重型板式给料机常见故障及处理措施为标题重型板式给料机是一种常见的输送设备,广泛应用于矿山、冶金、建材等行业。
然而,由于长时间的使用以及操作不当等原因,常常会出现一些故障。
本文将介绍一些重型板式给料机常见的故障及其处理措施。
一、给料机不能正常启动1. 检查电源是否正常,确认电源是否接通。
2. 检查电机是否损坏,如有损坏,及时更换电机。
3. 检查电控系统是否正常,如有异常,进行维修或更换控制器。
4. 检查传动装置是否正常,如有故障,修理或更换传动装置。
二、给料机运行时产生异常噪音1. 检查给料机的传动装置是否紧固,如有松动,及时紧固螺栓。
2. 检查输送带是否磨损或张紧不当,如有磨损或张紧不当,及时更换或调整。
3. 检查轴承是否润滑良好,如有不良润滑,及时添加润滑油或更换轴承。
4. 检查机器是否存在异物,如有异物,及时清理。
三、给料机无法正常输送物料1. 检查给料机是否堵塞,如有堵塞,及时清理。
2. 检查给料机的输送带是否松动或断裂,如有松动或断裂,更换输送带。
3. 检查给料机的输送速度是否合适,如不合适,调整输送速度。
4. 检查给料机的喂料口是否堵塞,如有堵塞,及时清理。
四、给料机运行不稳定1. 检查给料机的基础是否牢固,如不牢固,加固基础。
2. 检查给料机的振动系统是否正常,如有异常,进行维修或更换振动系统。
3. 检查给料机的支撑装置是否稳定,如不稳定,进行调整或更换支撑装置。
4. 检查给料机的传动装置是否松动,如有松动,紧固螺栓。
五、给料机喂料不均匀1. 检查给料机的喂料器是否调整正确,如没有正确调整,进行调整。
2. 检查给料机的物料流动是否顺畅,如不顺畅,进行清理或调整。
3. 检查给料机的喂料速度是否合适,如不合适,调整喂料速度。
4. 检查给料机的喂料口是否堵塞,如有堵塞,及时清理。
总结:重型板式给料机在使用过程中常常会出现一些故障,如不能正常启动、产生异常噪音、无法正常输送物料、运行不稳定和喂料不均匀等问题。
板式给料机

板式给料机一、概述板式给料机一般分为重型、中型和轻型三种,是选矿厂常用的给料设备。
轻型板式给料机系连续给料机械,适用于短距离输送给料粒度160mm以下的块状物料。
在矿山、选厂、化工、水泥、建材等部门,广泛用于从储料仓往破碎、运输等机械作均匀连续给料。
可水平安装,也可倾斜安装,其最大向上倾角20度。
一般适应松散密度小于1200kg/m3、块重小于140kg、温度350℃以下的物料。
中型板式给料机系间歇给料机械,适用于短距离输送给料粒度400mm以下的块状物料。
在矿山、选厂、化工、水泥、建材等部门,广泛用于从储料仓往破碎、运输等机械作均匀间歇给料。
可水平安装,也可倾斜安装,其最大向上倾角20度。
一般适应松散密度小于12400kg/m3、块重小于500kg、温度400℃以下的物料。
重型板式给料机是运输机械的辅助设备,该机在大型选矿厂破碎分级车间及水泥、建材等部门,作为料仓向初级破碎机连续和均匀给料之用,也可用于短距离输送粒度与比重较大的物料。
可水平安装,也可倾斜安装,最大倾角12度。
为避免物料直接打击到给料机上,要求料仓不出现卸空状态。
各种型号的板式给料机按传动方式分右式传动和左式传动,顺物料运行方向,传动系统在机器右侧的为右式传动,反之为左式传动。
二、机型特点1、适用范围,对具有锋利棱角的和对输送机有强烈磨损性的物料或成件物品都可输送,规程密度不大于2400kg/m3。
还适宜输送小于400°C以下的高温物料。
2、牵引链条强度高,可作较长距离的输送,本产品最大输送长度可达18m。
3、布置灵活,板式给料机可左传动,也可右传动,可水平输送物料,也可倾斜输送物料。
其倾斜角0≤a≤25°。
用户可根据实际现场选定。
4、链板抗弯强度大,耐冲击。
5、运行平稳可靠、噪音小。
三、结构1、拉紧装置采用螺杆张紧型式拉紧支座采用型钢和螺栓联接结构,外形,美观,装拆方便。
对重型和超重型拉紧装置,增加一组弹簧,以缓冲吸振。
BWJ板式给料机、翻斗加料机图纸目录

图纸型号规格名称
格式
价格
备注
BWJOOl
BWJ800X2880重型板式给料机
CAD
BWJ002
BWJ800X14720重型板式给料机
CAD
BWJ003
BWJ1000X9000重型板式给料机
CAD
BWJ004
bwjiooo×12(xx)重型板式给料机
CAD
BWJ005
BWJ1200×2880重型板式给料机
CAD
GLOll
HBGLI200x4000中型板式给料机
CAD
GLO12
ZSW870X3600给料机
CAD
GLO13
ZSW600×180振动给料机
CAD
GLO14
GZD1500x4900振动给料机
CAD
GLO15
HBGL1200x4000中型板式给料机
CAD
GLO16
ZZF-1500x3000振动放矿机全图
BWJ1600×26082重型板式给料机
CAD
BWJO12
BWJ1800×9800重型板式给料机
CAD
BWJO13
BWJ2300×IOOOO重型板式给料机
CAD
BWJ014
BWJ2400X12000重型板式给料机
CAD
BWJO15
BL630-8M型鳞板式输送机
CAD
BWJO16
BLlOOO型鳞板式输送机
CAD
GL004
ZCG1530给矿机
CAD
GL005
900X2100槽式给料机(辽源重型机器厂)
CAD
GL006
1240X1600槽式给矿机
CAD
给料机图纸资料说明书

BWJ1500×13000 BWJ 1600×26082 BWJ1800×9800重型板式喂料机CAD
A605
OK型(坦克链)重型板式给料机扣扣774864685(沈矿)
OK型B1600×12MB1850×20MB2400×5.6M
A606
GBZ重型板式给料机(沈矿)扣扣:774864685
φ175×1500φ200×1500φ200×2000φ200×2500φ200×3000
φ250×1500φ250×2000φ250×2500φ250×3000φ250×4000
φ300×1300φ300×2000φ300×2500φ300×3000φ400×2500
A519
LEφ200×2000 LEφ250×2000 LEφ300×1500双管螺旋喂料机(百矿)
GZG-403 503 603 703 803 903自同步惯性振动给料机
A724
GZG-1003 1103 1253 1303 1503 1803自同步惯性振动给料机
A725
DZGZ-1 2 3 4 5电磁振动给料机CAD
A726
ZG-40 50 63 70 80 90 100 110 125 130自同步惯性振动给料机
120×18 120×26 120×30 120×40 120×46
A622
BC轻型板式给料机(唐山)扣扣774864685
50×20 50×50 50×60 65×20 65×50 80×60 80×100
序号
图纸型号规格名称
A701
NJGC-30型B500B650B800耐压式称重全封闭给煤机CAD
A508
PZ-800 1000 1250 1600 2000 2500 3150重型座式圆盘给料机
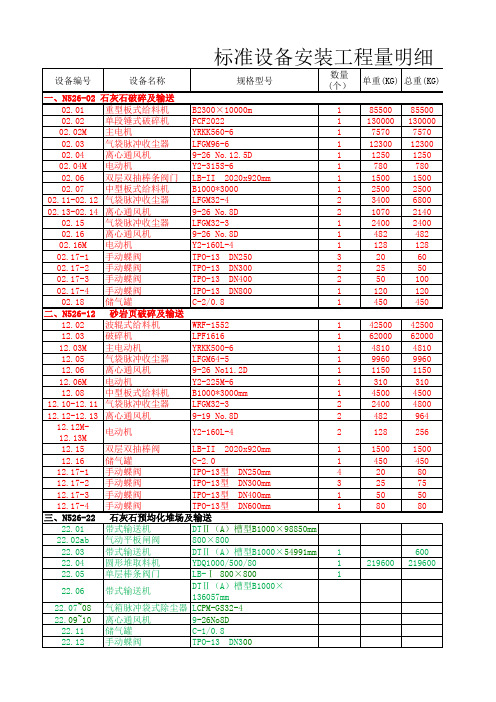
标准设备安装工程量明细
1500 3000 3400 1070 220 4400 1070 68 148 450 2120 150 450 14731 915000 200 550 37048 1400 330 1400 300 2120 2500
1500 3000 3400 1070 440 4400 1070 136 148 450 2120 150 450 14731 915000 200 550 37048 1400 330 1400 300 2120 10000
23.01 带式输送机 DT Ⅱ 槽型 23.01P 减速机 型号 DCY315-40 23.01M 电动机 Y280S-4 23.01Y 混合偶合器 YOXⅡ-450 23.01N 逆止器 DTⅡ-14 23.01Z 制动器 YWZ-315 23.02 侧式刮板取料机 QGC250/19.5 23.02a 刮板取料系统 23.02aM 电动机 Y280M-6 23.02aY 偶合器 YOX560 23.02a1 链条 SQ403-1-4-1 23.02b 行走机构 23.02bM1 摆线电动机 Y90L-4-B5 23.02P1 摆线针轮减速机 XWD3-9-1.5 23.02bM2 调车电动机 Y132M2-6 23.02c 卷扬提升系统 23.02cM 电动葫芦 HMxQ16G-84 23.02d 动力电缆卷盘 JD0-850T 23.02e 控制系统 无线控制 23.02f 轨道系统 QU80 23.03 棒条阀 LB-Ⅱ 23.04 电动闸板阀 DPB-Ⅱ 23.04M 电动推杆 0.37kw 23.05 胶带输送机 DT Ⅱ 槽型 23.05P 减速机 DCY224-31.5 23.05M 电动机 Y180L-4 23.05Z 制动器 YWZ-200 23.05N 逆止器 DT Ⅱ N-10 23.05a 防雨罩 B800 23.06 电动蝶阀 ZKJW-0.1 23.06M 电动执行器 23.07-23.08 气袋脉冲收尘器 LFGM32-3 23.09-23.10 离心通风机 9-19 No.8D 23.09M-23.10M 电动机 Y2-160L-4 23.09a-23.11a 手动蝶阀 DN400 23.11 储气罐 C-2.0 23.12 手动蝶阀 TPO-13型 DN300mm 五、N526A-35 原料配料站及输送 35.01a-35.01b 电动闸板阀 DPB-Ⅱ 700x700mm 35.01aM电动推杆(改气动) 0.37kw 35.01bM 35.02 带式输送机 TD75 槽型 35.02M 减速电机 7.5kw 35.03 手动蝶阀 TPO-13型 DN250mm 手动蝶阀 TPO-13型 DN400mm 35.04-35.05 气袋脉冲收尘器 LFGM32-5 35.04a~35.05a 刚性叶轮给料机 35.04aM~35.0 减速电机 6aM 35.04b~35.05b 脉冲阀 35.04c~35.05c 提升阀 35.04d~35.05d 清灰程序控制器 35.06-35.07 离心通风机 9-26 No.8D 35.06M-35.07M 电动机 Y180M-4
设备使用说明书
044
GS-ER系列测温系统
045
RNMV2000高压固态软起动 柜
046
VSC/P真空接触器
047
固定辊及活动辊减速机稀 油站
048
测量IR-吸收气体和氧含量 的气体分析仪
湖北新广灿环保设备有限公司 湖北新广灿环保设备有限公司 成都市新力设备有限责任公司 南京莱荫清洁设备有限公司
博纳建材高科技研究所 杭州和泰机电工业有限公司 唐山开泰起重输送机械有限公司 河南省志方起重设备有限公司
湖南中特液力传动机械有限公司 长沙第三机床厂
江苏常济制冷有限公司
019
叠片盘式过滤系统
江苏常济制冷有限公司
020 新型高效组合式选粉机
绵阳蓝奥科技有限公司
021
组合式选粉机
绵阳蓝奥科技有限公司
档案盒二
设备说明书档案一览表
编号
设备名称
厂家
022
减速机润滑
通用
023
弗兰德减速机
通用
024
M42130水泥磨
031
衬里高温蝶阀
032
电动百叶阀系列
033 XPCD1412单段锤式破碎机
034
高压水射清洗机
035
喷煤管耐火材料选型
036
TGD钢丝绳芯胶带斗式提升 机
037 BL系列中型板式给料机
038
卷扬机
039
壁柱式悬臂起重机
040
钢丝绳电动葫芦
041
回转窑
042
窑筒体温度检测系统
043 GS-MYC-7G型磨音测量仪
006
LANE型篦式冷却机
扬州中材机器制造有限公司
007
PGS4*3600辊破
3000X135000重型板式给料机改进设计论文

浅谈3000X135000重型板式给料机改进设计摘要:本文对比阐述了新型板式给料机的改进方面和特点。
关键词:板式给料机、链板装置、拉紧装置、机架、交变载荷产品概括:产品用于贵州宏福实业有限总公司瓮福沙特曼阿吧项目。
其工艺设计是由国家建材局贵州水泥设计研究院设计,系统的主机重型板式给料机由我厂设计研制。
重型板式给料机(简称“重板”)是运输机械的辅助设备,适用于短距离、输送粒度较大的物料,广泛应用于大型选矿厂破碎分级站。
作为贮料仓向初级破碎机连续给料用,“重板”对物料粒度、成份的变化、温度、粘度、冰霜、雨雪的影响都有较大的适应性,具有一定仓压的重载工作条件下更为适宜,故其可在恶劣的环境中完成繁重的输送任务,且对有一定倾角的上运工况“重板”也能正常工作。
为此“重板”广泛应用于冶金、建材、化工、矿山等部门。
我厂制造“重板”开始五十年代初,当时是引进前苏联乌拉尔重型机器厂的部分图纸和技术资料进行研制的。
随着经济技术的发展,采矿业对输料机械设备的要求不断提高,大运量、长距离、变速可调的“重板”需求量逐年增加,对“重板”的技术特性、使用性能、用途提出了新的、更高的要求。
原有的“重板”系列由于漏料严重、效率低、能耗大、技术陈旧,已经远远不能满足现有的国内外用户的要求,基于此,为了适应市场需求,赶超国际水平,八七年我厂引进了西德奥伦斯坦—科佩尔公司的技术,并以此为借鉴,努力消化吸收先进技术,立足于我国和本企业的设计、制造工艺水平之上。
二十几年来,开发出几种新形的“重板”,其中3000x135000mm重型板式给料机就是以我厂为主设的一种“新板”。
“新板”相对“老板”各部分都进行了大量的创新。
诸如:在链板装置、机架、拉紧装置等各方面都改进了设计,而且主机自带刮板装置从而保证了性能,满足了使用要求和使用寿命。
目前,运行状况良好。
根据使用情况证明,该机已达到了设计要求。
选型的确定根据瓮福对沙特曼阿吧项目的订货要求,运量为700-2000t/h,设备向上运送物料的倾角为18°。
重型板式给料机作业岗位安全操作规程

重型板式给料机作业岗位安全操作规程
一、自我确认
正确佩戴安全帽、防尘口罩、耳塞等劳动防护用品。
二、现场确认
安全隔离装置稳固无破损及松动,运转部位无人员、障碍物,地面无油污、杂物,照明良好。
三、作业标准
1、启动设备时如有异常现象,立即关机,查明并排除异常情况后,再次启动,未查明或排除异常故障,禁止启动。
2、设备运行时轴承升温不得超过30℃,轴承最高温度不超过60℃;各部位连接紧固件不得松动;不允许卸空物料。
3、正常停机时先停止进料,保证链板上有不低于500mm 厚物料(因检修需要卸空除外)发出停机信号。
4、非正常停机时设备时如有异常情况必须立即停机,查明并排除异常情况后方可再次启动。
四、令行禁止
1、严禁用水冲洗和湿抹布清洁电气设备;
2、严禁运行中清扫、检修、清理设备杂物;
3、严禁穿越或依靠防护栏;
4、严禁湿手和戴手套启停设备;
5、严禁触碰运动部位;
五、应急处置
出现人员受伤或设备故障时,按下急停开关,停止进料,
及时将伤者与故障设备脱离,为伤者止血,立即上报车间调度室及值班领导,及时送医。
设备使用说明书
安装使用说明书 使用说明书 使用说明说
中原圣起有限公司 中原圣起有限公司 四川矿山机器有限责任公司 合肥金星机电科技发展有限公司 合肥金星机电科技发展有限公司 合肥金星机电科技发展有限公司 上海雷诺尔科技股份有限公司 厦门ABB开关有限公司 合肥粉体科技装备有限公司
/
档案盒三
设备说明书档案一览表
编号设备名称厂家来自049电力变压器
050
SCD1000×85531mm斗式输 送机
014
JS-130主减速机(生料磨 机)
015
JS-JSX系列减速机
北京电力设备总厂 北京电力设备总厂 北京电力设备总厂 北京电力设备总厂 北京电力设备总厂 重庆永进传动科技开发有限公司 重庆永进传动科技开发有限公司
016
限钜型液力偶合器
017
YOXD系列限钜型液力偶合 器
018 方形逆流式玻璃钢冷却塔
051
自动喷雾体统
特变电工新疆变压器厂 上饶中材机械有限公司 广州宇润机电设备有限公司
052
NE/NSE斗式提升机
杭州博宇机械有限公司
053
NSE板链斗式提升机
杭州博宇机械有限公司
054
NE板链斗式提升机
杭州博宇机械有限公司
055
减速机
SEW-传动设备有限公司
056
交流电机
SEW-传动设备有限公司
057 SUP-2118M自适应交换机
031
衬里高温蝶阀
032
电动百叶阀系列
033 XPCD1412单段锤式破碎机
034
高压水射清洗机
035
喷煤管耐火材料选型
036
2021t设备润滑记录表

2021t设备润滑记录表目录1. (2)2. (4)3. (5)4. (7)5. (9)6. (11)7. (13)8. (17)9. (19)10. (22)11. (24)12. (26)13. (28)14. (29)15. (31)16. (32)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(06/18-辅助原料及煤预均化库及输送)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(12a-原料调配及输送)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(12/16-原料粉磨及废气处理)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(15b-烧成窑中)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(15c-烧成窑尾)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(19——煤粉制备)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(22——熟料储存与输送)XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表XXX水泥股份有限公司技改工程(2000t/d)设备润滑表(42熟料火车散装)带油嘴电机的润滑说明:1、凡有以上电机的岗位,电机的加油由岗位工按表中的要求实施;2、此润滑表基本以国产油为主,待国产油到位后按此表实施,过渡期先把进口油用完。
板式给料机的选型与计算

所 以首先谈谈 重型板式 给料机 ( 以下 简称给料 机 ) 功率计 算 问题 。功率 的计算方法如下 : 实际上 , 上面的公式适合给料机水平运行 时功率 的计算 。 假设 给料机布置在斜坡上 , 斜坡角度为 : 要使 物料 被运送到上面的工艺段 , 牵 引力 F必须 克服物料所 引起 的下 滑力及对链板正压力形成 的摩擦力 。因此 F = G・ s i n c t + G・ c o s ・ 单位为 k g . f
从( 6 ) 式得 出给料机 的驱动功率 只与输 送能力 、 给料机上 物 料层 长度及 给料机倾 角有 关。也就是说 只要 给出这三个值 , 给料
[ 8 卜材料许用应力 [ 6 ]通过设计手册或重型机械标 准可以查到 , Wz 则需要 通过 机 的驱动就 很快能定 下来 , 而这三个值 , 都 是原始 给定 的设 计参 公式计算 出具体 的数值 , 如果先选 型材 , 则可通 过公式 验证是 否 数。 合理 。如果未选工字钢型号 , 则可通过许用应力 , 计算 出抗弯截面
即得 出
D _
P 7
P
公式 N =
( 3 )
即( 1 ) 式才是真 正的通用公式 , 而( 3 ) 式 只不 过是计算时给料 机水平布置的一种特殊情况 。
因为 Q =
=
先 校核 横梁 的剪 切强度 , 由上图可知工字梁受剪 力最大处为
两点 , 分别为+ 3 / 2 P 。 利用公式  ̄ = Q / A≤[ T ] 求 出所需工字钢型号 , 一 ( 4 ) 般来说工字梁强度足够 , 主要是要 校核该梁 的抗弯 强度 。下面将 进行详 细阐述 。 弯矩方程分别为 M = 3 / 2 P・ x
由公 式 N _
一
重型板式给料机设计分析

重型板式给料机设计分析摘要:板式给料机是选矿厂常用的给料设备,主要分为重型、中型、轻型三种。
而各种型号的板式给料机按传动方式分右式传动和左式传动,顺物料运行方向,传动系统在机器右侧的为右式传动,反之为左式传动。
重型板式给料机是运输机械的辅助设备,主要负责在大型选矿厂破碎分级车间及水泥、建材等部门,作为料仓向初级破碎机连续和均匀给料之用,也可用于短距离输送粒度与比重较大的物料。
本文主要从重型板式给料机结构的组成、应用、工作原理等方面进行具体的阐述,从而分析重型板式给料机的设计要点和经验。
关键词:重型板式给料机原始参数摩擦阻力驱动功率中图分类号: tf351.2 文献标识码: a 文章编号:重型板式给料机属于短距离转载输送设备,经常在仓压工况下的转载作业和初破系统的给料中得到应用。
它主要是由主轴装置、驱动装置、支承装置、链带装置、拉紧装置、栏板料斗、机架等部分组成。
在主轴装置中,主要是由驱动链轮、驱动轴、支承星轮、轴承座等组成。
在驱动装置中,主要有减速器、电机、扭矩杆、联轴器等组成。
支承装置由滑轨组成。
链带装置中有牵引链轨、承料槽板。
拉紧装置由改向轮、拉杆、尾轴、滑动轴承座、复合弹簧等组成。
机架是型材组焊成的,并且是其他装置的主要载体。
重型板式给料机的工作原理是利用驱动装置来旋转主轴装置。
主轴装置中的链轮促使链带装置开展直线运动,把物料输送到需要的地方。
这种设备的特点是,可以承载深仓仓压,也能满载启动变频调速,只要在小于25度的倾角范围内,就可以安装使用。
既可以水平安装,也可以倾斜安装。
料仓不能处于卸空的状态,这样物料会直接打到给料机的上方。
1设计要点分析1.1确定主要的设计参数根据工艺流程设计,得出一些原始的参数,例如头尾轮中心距l、物料密度、给料能力q、安装倾角、槽板宽度b、在一小时内输出料层的平均厚度h、仓压g以及物料粒度α。
根据原始的参数,确定出一些主要的设计参数公式。
装载的有效长度公式为,槽板的有效宽度公式为,链带运行速度公式为。
重型板式给料机操作,维护,检修规程

重型板式给料机操作、维护规程1.设备的技术性能及技术参数型号:GBZ150-9重型板式给料机链板宽度:1500 mm主、从动轴间距:9072 mm 给料能力:100-450 t/h链板速度:0.0197-0.0907 m/s 料层平均厚度:550mm最大粒度:≤750 mm电动机型号及名称:YP2200L2-6 变频调速三相异步电动机电机功率:22 KW 转速:980 r/min 电压:380 V频率:50 HZ 防护等级: IP 54减速机型号及名称:ZJX8 直交行星减速机总速比:i=3502.岗位操作规程2.1开车前的准备与检查2.1.1每班工作前,应操作手动干油泵将润滑部位注入适量润滑脂。
2.1.2检查个连接部位是否松动,各仪表是否正常。
2.2启动2.2.1首先开动集矿皮带机,待皮带机运转正常后,方可进行下一步操作2.2.2皮带机开启后,按动操作台上破碎机启动按钮,待破碎机空载运行正常后,即电流值降至100A以下时,方可启动重型板式给矿机。
2.2.3按板式给矿机电机按钮使电机启动。
2.3停车2.3.1按板式给矿机停车按钮,使重型板式给矿机停止运转。
2.3.2待破碎机内无积存物料时,按下破碎机停止按钮,使破碎机停止。
2.3.3停止集矿皮带机2.4操作及运转中的注意事项2.4.1工作中应注意链板上的物料分布情况,以防止负荷不均,降低链环的使用寿命2.4.2注意检查链板的工作情况,保持松紧程度适当,必要时,可用拉紧装置进行调整。
2.4.3注意链板是否跑偏,如果跑偏找出原因,应调整拉紧装置及时排除。
2.4.4运转中发生不正常响声和故障应立即停车,认真检查排除。
2.4.5检查各轴承温度是否正常(一般应为60℃以下),各部位是否有漏油现象。
2.4.6观察重板变频通风机工作是否正常。
2.4.7观察重板减速机油位是否在标尺范围内。
2.4.8注意观察操作台上电流表,规定值在40A左右,当居高不下时,应停车检查重板是否有卡住现象。
中型板式给矿机

中型板式给矿机一、板式输送机的结构型式多样,接JB2389-78 的规定,板式输送机一般可按下述分类;(1)按输送机安装形式可分为固定式和移动式;(2)按输送机的布置形式可分为水平型、水平倾斜型、倾斜型、倾斜- 水平型;(3)按牵引构件的结构型式可分为套筒滚子链式、冲压链式、环链式及可拆链式等;(4)按牵引链的数量可分为单链和双链式;(5)按底板的结构型式可分为鳞板式(有档边波浪型、无档边波浪型、有档边深型等)和平板式(有档边平型和无档边平型等);(6)按输送机的运行特征可分为连续式和脉动式;(7)按驱动方式可分为电机机械或及液力驱动式。
二、应用范围及主要优缺点板式输送机在冶金、煤炭、化工、电力、机械制造及其他工业中均得到了广泛的应用。
它可沿水平或或倾斜方向输送各种散状物料和成品物件;也可用于流水生产线中运送物品。
由于它的承载部分和运行部分均用金属材料构成,因而与其它连续运输机械相比,它可输送比较沉重的、料度较大的、磨琢性强的物料或成件物,并且适宜输送600~700°的高温物料或成件物。
板式输送机有下列优点:(1)适用范围广。
除粘性度物别大的物料之外,一般固态物料和成件物均可用它输送。
2)输送能力大。
特别是鳞板板式输送机(一般称为双链有档边波浪形板式输送机)的生产能力可高达1000T/h。
(3)牵引链的强度高,可用作长距离输送。
目前国内板式输送机的使用长度已可达到200M '国外已使用的板式输送机中有长达1000M以上。
(4)输送线路布置的灵活。
与带式输送机相比,板式输送机可在较大的倾角和较小的弯曲半径的条件下输送,因此布置的灵活性较大。
板式输送机的倾角可达30~35°,弯曲半径一般约为5M-8M。
(5)在输送过程中可进行分类、干燥、冷却或装配等各种工艺加工。
(6)运行平稳可靠。
板式输送机有下列缺点:(1)由于板式输送机的所有部件用的都是金属材料,而且底板和牵引链自重大,帮金属材料消耗多,机体笨重,且空载功率大。
中华人民共和国国家标准 输送设备安装工程施工及验收规范
UDC中华人民共和国国家标准 GBP GB 50270-××输送设备安装工程施工及验收规范(征求意见稿)2007-××-×× 发布 2007-××-×× 实施中华人民共和国建设部联合发布中华人民共和国国家质量监督检验检疫总局目次1 总则 (1)2 基本规定 (2)3 带式输送机 (5)4 板式输送设备 (8)4.1 板式输送机 (8)4.2 轻型板式给料机 (8)4.3 中型板式给料机 (9)4.4 重型板式给料机 (10)4.5 试运转 (10)5 垂直斗式提升机 (11)6 螺旋输送机 (15)7 辊子输送机 (16)8 悬挂输送机 (17)8.1 一般规定 (17)8.2 轨道 (17)8.3 回转装置 (18)8.4 道岔 (18)8.5 拉紧装置 (18)8.6 升降段 (19)8.7 悬具的导向装置,捕捉器,停止器,止退器………………………………………198.8 试运转 (19)9 水平振动输送机 (20)10 埋刮板输送机 (21)11 气力输送设备 (23)12 矿井提升机和绞车 (24)12.1 一般规定 (24)12.2 缠绕式矿井提升机和矿用提升绞车 (24)12.3 多绳提升机 (27)12.4 其他绞车 (29)12.5 试运转 (29)13 工程验收 (33)附录A 带式输送机输送带连接方法 (34)附录B 本规范用词说明 (37)1 总则1.0.1 为确保输送设备安装工程的质量,促进安装技术的进步,确保设备安全运行,制订本规范.1.0.2 本规范适用于带式输送机,板式输送设备,垂直斗式提升机,螺旋输送机,辊子输送机,悬挂输送机,水平振动输送机,埋刮板输送机,气力输送设备,矿井提升机和绞车安装工程的施工及验收.1.0.3 输送设备必须经试运转合格后,方可交付生产使用.1.0.4 输送设备安装工程施工及验收除应符合本规范的规定外,尚应符合现行国家标准《机械设备安装工程施工及验收通用规范》GB50231及国家现行的有关标准的规定.2 基本规定2.0.1 输送设备安装工程施工前的检查应符合下列要求:1 设计和随机技术文件应齐全;2 按设备装箱清单,检查设备,材料的型号,规格和数量是否符合设计和产品标准的规定,并应具有产品合格证书;3 机电设备应无变形,损伤和锈蚀,包装应良好,钢丝绳不得有锈蚀,损伤,弯折,打环,扭结,裂嘴和松散现象;4 钢结构构件应有规定的焊缝检查记录和预装检查记录等,质量合格证明文件. 2.0.2 设备就位前,应按施工图和有关基础,支承建筑结构的实测资料,确定输送主要设备的纵,横向中心线和基准标高点,作为设备安装的基准.2.0.3 轨道敷设应符合下列规定:1 钢轨敷设前,应按其制造标准检查直线度,扭曲和端面质量,合格后方可敷设;2 固定钢轨用的压板,螺栓等紧固件,其安装位置应正确,并应与轨道密切贴合,切实锁紧;3 轨道中心线与输送机纵向中心线应重合,其偏差不应大于2mm;4 两平行轨道的接头位置应相互错开,其错开距离不应等于行走部分前,后两行走轮间的距离;5 轨道的接头间隙不应大于2mm,接头处工作面的高低差不应大于0.5mm,左右偏移不应大于1mm;6 轨距的允许偏差为±2mm;7 轨道直线度每米不应大于2mm,在25m长度内不应大于5mm;全长不应大于15mm;8 同一截面内两平行轨道轨顶的相对标高允许偏差应符合表2.0.3的规定;且轨道弯曲部分的偏差方向应向曲率中心一侧降低.表2.0.3 轨顶的相对标高允许偏差(mm)2.0.4 组装驱动链轮和拉紧链轮应符合下列规定:1 链轮横向中心线与输送机纵向中心线应重合,其偏差不应大于2mm;2 两链轮轴线应平行,且与输送机纵向中心线的垂直度偏差不应大于1/1000;3 链轮轴的水平度不应大于0.5/1000.2.0.5 组装履带式驱动装置应符合下列规定:1 两链轮横向中心线与输送机纵向中心线应重合,其偏差不应大于1mm;2 链轮轴线至轨道面间的距离的允许偏差为±1mm;3 链轮轴线对输送机纵向中心的垂直度偏差不应大于1/1000;4 链轮轴的水平度不应大于0.3/1OOO;5 两履带轨道的轨距允许偏差为±2mm;6 履带轨道的纵向倾斜度不应大于1/1000;7 两履带轨道工作面的高低差不应大于1mm;8 两履带轨道中心线与两链轮横向中心线应重合,其偏差不应大于1mm.2.0.6 托辊,滚轮和辊子装配后,其转动均应灵活.2.0.7 输送设备试运转前的检查应符合下列要求:1 各润滑点和减速器内所加润滑剂的牌号和数量应符合随机技术文件的规定;2 输送设备的输送沿线及通道,应无影响试运转的障碍物;3 所有紧固件应无松动现象;4 电气系统,安全联锁装置,制动装置,操作控制系统和信号系统,均应经模拟或操作检查,其工作性能应灵敏,正确,可靠;5 盘动各运动机构,使传动系统的输入,输出轴旋转一周,不应有卡阻现象;电动机的转动方向与输送机运转方向应相符合.2.0.8 输送设备试运转应由部件至组件,由组件至单机,由单机至全输送线;且应先手动后机动,从低速至高速,由空负荷逐渐增加负荷至额定负荷按步骤进行.2.0.9 空负荷试运转应符合下列要求:1 驱动装置运行应平稳;2 链条传动的链轮与链条应啮合良好,运行平稳,无卡阻现象;3 所有滚轮和行走轮在轨道上应接触良好,运行平稳;4 运动部分与壳体不应有摩擦和撞击现象;5 减速器油温和轴承温升均不应超过随机技术文件的规定,润滑和密封应良好;6 空负荷试运转的时间不应少于1h,且不应少于2个循环;可变速的输送设备,其最高速空负荷试运转时间不应少于全部试运转时间的60%.2.0.10 负荷试运转应符合下列要求:1 空负荷试运转合格后,方可进行负荷试运转;2 当数台输送机联合运转时,应按物料输送反方向顺序启动设备;3 负荷应按随机技术文件规定的程序和方法逐渐增加,直到额定负荷为止;额定负荷下连续运转时间不应少于1h,且不应少于一个工作循环;4 各运动部分的运行应平稳,无晃动和异常现象;5 润滑油温和轴承温度均不应超过随机技术文件的规定;6 安全联锁保护装置和操作及控制系统应灵敏,正确和可靠;7 输送量应符合设计规定;8 停车前应先停止加料,待输送机卸料口无物料卸出后,方可停车;当数台输送机联合运转时,其停车顺序与启动顺序方向相反.3 带式输送机3.0.1 本章适用于输送各种块状,粒状等松散物料及成件物品的带式输送机的安装.3.0.2 输送机纵向中心线与基础实际轴线距离的允许偏差为±20mm.3.0.3 组装头架,尾架,中间架及其支腿等机架(图3.0.3)应符合下列规定:l一中间架;2一中间架支腿; L1,L2一机架横截面对角线长度(mm);L一中间架宽度 (mm)图3.0.3 机架组装1 机架中心线与输送机纵向中心线应重合,其偏差不应大于3mm;2 机架中心线的直线度在任意25m长度内的偏差不应大于5mm,在全长上应符合表3.0.3的规定;表3.0.3 机架中心线在全长上的直线度3 在垂直于机架纵向中心线的平面内,机架横截面两对角线长度之差,不应大于两对角线长度平均值的3‰;4 机架支腿对建筑物地面的垂直度偏差不应大于2/1000;5 中间架的宽度允许偏差为±1.5mm,高低差不应大于间距的2‰;6 机架接头处的左右偏移偏差和高低差均不应大于1mm.3.0.4 组装传动滚筒,改向滚筒和拉紧滚筒应符合下列规定:1 滚筒横向中心线与输送机纵向中心线应重合,偏差不应大于3mm;2 滚筒轴线与输送机纵向中心线的垂直度偏差不应大于滚筒轴线长度的2‰;3 滚筒轴线的水平度不应大于滚筒轴线长度的1‰;4 对于双驱动滚筒,两滚筒轴线的平行度偏差不应大于0.4mm.5 滚筒装配时,轴承和轴承座油腔中应充以锂基润滑脂,轴承充油量为轴承空隙的2/3,轴承座的油腔中应充满.3.0.5 组装托辊应符合下列规定:1 托辊横向中心线与输送机纵向中心线应重合,其偏差不应大于3mm;2 对于非用于调心或过渡的托辊辊子,其上表面母线应位于同一平面上或同一半径的弧面上,且相邻三组托辊辊子上表面母线的相对标高差不应大于2mm.注:①平面指水平面或倾斜面;②输送机凸弧段或凹弧段上的托辊辊子母线具有弧线型.3.0.6 块式制动器在松闸状态下,闸瓦不应接触制动轮工作面;在额定制动力矩下,闸瓦与制动轮工作面的贴合面积,压制成型的每块不应小于设计面积的50%,普通石棉的每块不应小于设计面积的70%.盘式制动器在松闸状态下,闸瓦与制动盘的间隙宜为1mm;制动时,闸瓦与制动盘工作面的接触面积不应小于80%.3.0.7 拉紧滚筒在输送带连接后的位置,应按拉紧装置的形式,输送带带芯材料,带长和起,制动要求确定,并应符合下列规定:1 垂直框架式或水平车式拉紧装置,往前松动行程应为全行程的20%~40%;其中,尼龙芯带,帆布芯带或输送机长度大于200m的,以及电动机直接起动和有制动要求者,松动行程应取小值;2 绞车或螺旋拉紧装置,往前松动行程不应小于1OOmm.3.0.8 卸料车,可逆配仓输送机和拉紧装置等的轮子应与轨道面接触,卸料车,可逆配仓输送机轮子与轨道的间隙不应大于0.5mm;拉紧装置的轮子与轨道间隙不应大于2mm.3.0.9 绞车式拉紧装置装配后,其拉紧钢丝绳与滑轮绳槽的中心线及卷筒轴线的垂直线的夹角均应小于6°.3.0.10 清扫器的刮板或刷子,在滚筒轴线方向与输送带的接触长度不应小于带宽的85%.3.0.11 带式逆止器(图3.0.11 a))的工作包角不应小于70°;滚柱逆止器(图3.0.11 b))的逆转角不应大于30°,安装后减速器应运转灵活.a)带式逆止器b)滚柱逆止器1一逆止带;2一胶带;3一滚筒;4一星轮;5一固定圈;6一滚子;7一弹簧柱销; n一皮带运转方向;图3.0.11 逆止器3.0.12 带式输送机的卸料车,张紧装置导轨的装配,应符合本规范2.0.3的规定.3.0.13 输送带的连接方法应符合随机技术文件的规定;当无规定时,可按本规范附录A的规定执行.输送带连接后应平直,在测量10m长度上其直线度偏差不应大于20mm.3.0.14 空负荷试运转应符合下列要求:1 输送带接头强度达到要求后,方可进行空负荷试运转;2 拉紧装置调整应灵活,当输送机启动和运行时,滚筒均不应打滑;3 输送带运行时,其边缘与托辊辊子外侧端缘的距离应大于30mm.3.0.15 负荷试运转应符合下列要求:1 整机运行应平稳,应无不转动的辊子;2 清扫器清扫效果应良好,刮板式清扫器的刮板与输送带接触应均匀,应无异常振动;3 卸料装置不应产生颤抖和撒料现象.4 板式输送设备4.1 板式输送机4.1.1 组装机架应符合下列规定:1 机架中心线与输送机纵向中心线应重合,偏差不应大于2mm;2 机架中心线的直线度偏差不应大于1/1000;3 机架横截面两对角线长度之差,不应大于两对角线平均长度的1/1000,并不应大于1Omm;4 支架对建筑物地面的垂直度偏差不应大于2/1000.4.1.2 组装导轨应符合下列规定:1 导轨中心线与输送机纵向中心线应重合,偏差不应大于1mm;2 轨距的允许偏差为±2mm;3 导轨接头应平整,左右偏移不应大于0.2mm,高低差不应大于1mm;4 接头间隙不应大于2mm;5 导向面应平滑,且铅垂度偏差不应大于10/1000mm.4.1.3 组装铸造小车输送机的拉紧装置应符合下列规定:1 移动轨道与固定轨道的接头应平整,左右偏移不应大于1mm,高低差不应大于0.3mm;2 移动导轨与固定导轨的接头应平整,左右偏移不应大于0.2mm,高低差不应大于1mm;3 拉紧装置的滑块与滑道应配合良好,局部间隙不应大于1mm.4.2 轻型板式给料机4.2.1 机架主梁的纵向直线度偏差不应大于1/1000,且机架对角线之差不应大于0.5/1000,最大不应大于12mm.4.2.2 机架上与驱动轴和拉紧轴的轴承座的两对应平面应在同一平面上,对应平面的高度差,两轴承座对应孔的间距偏差,对角线长度差均应符合表4.2.2的规定:表4.2.2 两轴承座对应面高度差,对应孔间距和对角线长度差的允许偏差4.2.3 辊轮导轨应符合表4.2.3的规定:表4.2.3 辊轮导轨的允许偏差(mm)4.2.4 驱动链轮轴与拉紧轴间的平行度偏差应不大于实际轴距的0.4‰.4.2.5 链条中心线对链轮中心线的偏差不应大于1.5mm.4.2.6 轴承座加注的润滑油脂不应少于其容积的2/3.4.2.7 输送槽之间的间隙应均匀协调,相互接触处无卡碰现象.4.3 中型板式给料机4.3.1 机架主梁的直线度偏差不应大于1.5/1000,全长内不应大于10mm;机架对角线之差不应大于1/1000,最大不应大于10mm.4.3.2 机架上与驱动轴和拉紧轴的轴承座的两对应平面应在同一平面上,其高度差及基面间孔距,对角线的偏差均应符合表4.2.2的规定:表4.3.2 两轴承座对应平面高度差及对应孔间距,对角线长度差的允许偏差(mm) 4.3.3 辊轮导轨应符合表4.3.3的规定:表4.3.3 辊轮导轨的允许偏差(mm)4.3.4 驱动链轮轴中心线对机架纵向中心线的垂直度偏差应不大于驱动轴轴承间距的1‰.4.3.5 驱动链轮轴与拉紧轴间的平行度偏差应不大于实际轴距的0.5‰.4.3.6 链条中心线对链轮中心线的偏差不应大于2mm.4.3.7 驱动链轮装置,尾部拉紧装置和辊轮(或辊子)等部件,对轴承加注润滑脂应不少于其油腔容积的2/3.4.3.8 输送槽交迭部位的间隙应均匀协调,应无卡碰现象.4.4 重型板式给料机4.4.1 驱动链轮轴中心线对机架纵向中心线的垂直度偏差应不大于驱动轴轴承间距的1‰,水平度不应大于0.15/1000.4.4.2 驱动链轮轴与拉紧轴间的平行度偏差应不大于轴承跨距的1‰,水平度不应大于0.5/1000.4.4.3 各托辊上母线横向水平度和纵向水平度均不应大于1/1000.4.5 试运转4.5.1 空负荷试运转应符合下列要求:1 空负荷试运转不应少于1h;2 运行中应平稳,无异常的振动和冲击现象;3 链条与链轮应啮合正确,无跑偏现象,应运行平稳;辊轮转动自如,螺栓联接无松动现象.4 各润滑部位和密封应无渗漏现象.4.5.2 负荷试运转应符合下列要求:1 负荷试运转不应少于3h;2 输送物料的块度,料层平均厚度,应符合设计规定;3 输送过程物料应无漏料,撒料,结拱和堵塞现象;4 轴承温升应不高于35℃;中型板式给料机最高温度应不超过65℃,重型板式给料机最高温度应不超过60℃.5 垂直斗式提升机5.0.1 提升机组装应符合下列规定:1 主轴的水平度不应大于0.3/1000;2 单链和胶带提升机上,下轴安装的允许偏差(图5.0.1-1)应符合表5.0.1-1的规定;(a)单链提升机(b)胶带提升机l一上轴;2一下轴;n一测量铅垂线;B一机壳内最大可测距离(mm);H—上,下轴的距离图5.0.1-1 提升机上,下轴安装表5.0.1-1 单链和胶带提升机上,下轴安装的允许偏差3 双链提升机上,下轴安装的允许偏差(图5.0.1-2)应符合表5.0.1-2的规定; 1一上链轮轴;2一下链轮轴;n一测量铅垂线;H—上,下轴的距离图5.0.1-2 双链提升机上,下轴安装表5.0.1-2 双链提升机上,下轴安装的允许偏差4 上,下链轮或滚筒组装后,转动应轻便灵活;5 双链提升机两牵引链条应选配,其长度应一致;6 机壳铅垂度 (图5.0.1-3)应符合表5.0.1-3的规定;1一机壳;n一测量铅垂线;H—上,下轴的距离图5.0.1-3 机壳组装表5.0.1-3 机壳铅垂度允许偏差7 机壳上部区段,中部区段,下部区段和检视门均应密封良好.5.0.2 料斗中心线与牵引胶带中心线应重合,其偏差不应大于5mm;料斗与牵引胶带的连接螺栓应切实锁紧.5.0.3 牵引胶带接头可采用搭接或硫化法连接.搭接长度应跨3个料斗,其联接螺栓轴线与胶带端部的距离(图5.0.3)不应小于50mm;硫化法连接的方法应符合本规范附录A的规定.C一联接螺栓轴线与胶带端部间的距离图5.0.3 胶带接头螺栓连接5.0.4 拉紧装置的调整应灵活;牵引件安装调整好后,未被利用的拉紧行程不应小于全行程的50%.5.0.5 提升机的上部,中部区段应设置牢固的支架,机壳不得偏斜,但不应限制机壳在铅垂方向的自由伸缩.5.0.6 空负荷试运转应符合下列要求:1 牵引件运转应正常,无卡链,跳链,打滑和偏移现象;双列套筒滚子链提升机的两根链条应同时进入啮合;2 连续运转2h以后,其轴承温升不得超过60℃.5.0.7 负荷试运转应符合下列要求:1 输送量允许偏差为额定输送量的±10%.2 卸料应正常,并应无显著回料现象;3 满载运转时牵引件不应打滑,电动机不应超载;4 逆止器应可靠,当停止运转时,应无明显的反向运行.6 螺旋输送机6.0.1 本章适用于水平或倾斜角小于15°,且连续均匀输送松散物料的螺旋输送机.6.0.2 组装螺旋输送机应符合下列规定:1 相邻机壳法兰面的连接应平整,其间隙不应大于0.5mm,机壳内表面接头处错位不应大于1.4mm;2 机壳法兰之间宜采用石棉垫调整机壳和螺旋体长度之间的积累误差;3 螺旋体外径与机壳之间的间隙,应符合表6.0.2—1的规定;表6.0.2—1 螺旋体外径与机壳之间的间隙(mm)4 螺旋输送机各中间吊轴承应可靠的固定在机壳吊耳上,相邻螺旋体连接后,螺旋体转动应平稳,灵活,不得有卡住现象;螺旋体轴线的直线度宜在吊轴承底座与机壳吊耳之间加垫片调整,其直线度应符合表6.0.2-2的规定.表6.0.2-2 螺旋体轴线的直线度6.0.3 进出料口的联接法兰面应互相平行,并不应强行联接;连接后应紧密,不应有间隙.6.0.4 螺旋输送机空负荷连续试运转2h以后,其轴承温升不应超过20℃.负荷试运转时,卸料应正常,无明显的阻料现象.7 辊子输送机7.0.1 机架组装应符合下列规定:1 机架中心线与输送机纵向中心线应重合,其偏差不应大于3mm;2 机架中心线的直线度偏差在任意25m长度内不应大于5mm;3 机架纵向水平度不应大于1/1000;4 机架支腿的铅垂度偏差不应大于2/1000.7.0.2 组装辊子应符合下列规定:1 各辊子上母线均应在同一平面内.任意相邻三个辊子上母线的高度差(图7.0.2)应符合表7.0.2的规定.(a)(b)(a)—三辊上母线上凸; (b)—三辊上母线下凹; △h—高度差图7.0.2 相邻三个辊子上母线高度差表7.0.2 相邻三个辊子上母线高度差2 辊子轴线对机架中心线的垂直度偏差不应大于辊子长度的1/500;3 直线段辊子的水平度不应大于1/1000,且在辊子全长内不应大于1.5mm;4 转弯部分的辊子应按径向正确排列,其水平度应在允许范围内,并应向内侧倾斜.7.0.3 试运转应符合下列要求:1 输送机上各辊子均应转动灵活;2 链条等传动件应无明显脉动,卡阻现象;张紧装置调整应灵活,无卡阻现象.3 驱动装置应运转平稳,无异常振动;润滑良好,减速器应无渗油现象.4 整机运行应平稳可靠.8 悬挂输送机8.1 一般规定8.1.1 本章适用于通用悬挂输送机,积放式悬挂输送机,封闭轨积放式悬挂输送机,单轨小车悬挂输送机,封闭轨悬挂输送机和拖式悬挂输送机的安装.8.1.2 组装金属构件应符合下列规定:1 吊架或立柱的铅垂度偏差不应大于1/1000;2 悬臂支架的水平度不应大于3/1000;3 平台的纵,横向水平度均不应大于3/1000;4 轨道支承处纵向中心线对输送机纵向中心线的偏移不应大于3mm.8.2 轨道8.2.1 敷设通用悬挂输送机的轨道时,应符合下列规定:1 直线段轨道的横向直线度,在6000mm长度上不应大于3mm,在全长范围内不应大于7mm;2 直线段轨道的扭曲在6000mm长度上不应大于轨道高度的1%;3 垂直弯道的扭曲不应大于轨道高度的2%;4 水平弯道的扭曲不应大于轨道高度的1.5%;5 轨道接口处(固定接头,活接头和伸缩接头),轨道踏面的高度差和横向错位均不应大于0.5mm.8.2.2 敷设积放式悬挂输送机的轨道时,应符合下列规定:1 单根直轨道的纵向直线度,在任意1000mm的长度上不应大于1.5mm,在全长上不应大于5mm;2 牵引轨中心线与承载轨中心线的对称度偏差不应大于1mm;3 直线轨道,水平弯道和垂直弯道两端面的扭转均不应大于轨道高度的1.3%;4 轨道接口处踏面的高度差和横向错位均不应大于0.5mm,接口间隙不应大于1mm.8.2.3 敷设封闭轨积放式悬挂输送机的轨道时,应符合下列规定:1 轨道的直线度在任意1000mm的长度上不应大于2.5mm,在6000mm长度上不应大于6mm;2 牵引轨中心线与承载轨中心线的对称度偏差不应大于1mm;3 弯曲轨道出口,入口的车轮踏面的高度应一致,其允许偏差为±3mm.8.2.4 敷设单轨小车悬挂输送机的轨道时,应符合下列规定:1 轨道的直线度偏差不应大于0.8/1000,且不得大于30mm;2 轨道的铅垂度偏差不应大于轨道高度的1%;3 直线段轨道的扭曲在3000mm长度上不应大于轨道高度的0.5%;4 弯曲轨道的扭曲不应大于轨道高度的1.5%;5 轨道接口的错位不应大于1mm,接口间隙不应大于2mm.8.2.5 敷设封闭轨悬挂输送机的轨道时,应符合下列规定:1 轨道的直线度偏差在任意1000mm的长度上不应大于2mm,在6000mm长度上不应大于5mm;2 直轨道的扭曲在任意1000mm长度上不应大于1mm,在6000mm长度上不应大于3mm.8.3 回转装置8.3.1 水平弯轨底面的平面度,在1000mm内的允许偏差为±2mm.8.3.2 回转装置的链轮,光轮和滚子组应转动灵活,无卡阻现象.8.3.3 链轮的横向中心面与轨道底面距离的允许偏差为-1.5mm~0mm.8.3.4 链轮轴线与轨道纵向中心线距离的允许偏差为±1mm.8.3.5 滚子组回转装置的滚子外圆与轨道中心线之距离的允许偏差为±1mm.8.4 道岔8.4.1 道岔的直轨和弯轨应符合本规范第8.2节和第8.3节的有关规定.8.4.2 道岔舌应转动灵活,正确到位,且无卡阻现象.8.4.3 积放式悬挂输送机的道岔舌舌板工作面允许高出轨道踏面1mm;在额定负荷下道岔舌端部的最大下沉量不应大于1.5mm.8.4.4 封闭轨积放式悬挂输送机的道岔舌平面与承载轨道踏面必须在同一平面上,且只允许舌尖上翘0.5mm.8.4.5 单轨小车悬挂输送机道岔组装应符合下列规定:1 活动框架应运动灵活,平稳,不应有左右晃动和卡滞现象;2 接轨踏面的偏差不应大于1mm,接轨的间隙不应大于2mm;3 活动框架推杆轴线应与活动框架平面平行,运行时应无抬高或压低活动框架现象和卡阻现象;4 舌型道岔岔舌应转动灵活,准确到位,无卡阻现象;5 道岔舌舌板工作面高出轨道踏面不应大于1mm;在额负荷下,道岔舌端部的最大下沉量不应大于1.5mm.8.4.6 弯轨处的链轮,光轮或滚子组装应符合本规范第8.3节的有关规定.8.5 拉紧装置8.5.1 拉紧装置的活动架在其行程范围内应移动灵活,无卡阻和歪斜现象.8.5.2 拉紧装置活动架的四个滚轮在固定架内移动时,允许有一个滚轮脱离接触,对积放式悬挂输送机其脱离间隙不应大于1.5mm;对封闭轨悬挂输送机和封闭轨积放式悬挂输送机其脱离间隙不应大于2mm.8.5.3 拉紧装置调整好后,未被利用的拉紧行程不应小于全行程的50%.8.6 升降段8.6.1 立柱的铅垂度偏差不应大于3mm;双立柱的两柱平行度偏差不应大于3mm.8.6.2 升降段活动轨与固定轨对接时,轨道工作面的高低差不应大于1mm,横向位移不应大于1mm,接头间隙不应大于1.5mm.8.6.3 活动轨在升降过程中的倾斜度不应大于1.5/1000,且不应大于5 mm.8.6.4 升降段顶端与屋架或桁架应牢固连接,活动轨升降时应无晃动,卡阻,滑移及松脱现象.8.6.5 升降装置的两导轨的铅垂度偏差不应大于导轨高度的1‰.8.7 悬具的导向装置,捕捉器,停止器,止退器8.7.1 悬具的导向板与轨道中心线或面的距离的允许偏差为±2mm;导向面应平整,圆弧处应均匀平滑.8.7.2 组装捕捉器,停止器及止退器应符合随机技术文件的规定.8.8 试运转8.8.1 空负荷试运转应符合下列要求:1 盘车运行距离不应小于30m,牵引链条与驱动拔爪啮合应良好,牵引链条运行时应无卡阻及异常声响;2 应先点动数次,运行时间逐渐加长,无异常后再连续运转2h,运转应平稳.3 紧急停机制动,悬链安全捕捉器,升(降)段限位装置的动作,应灵敏,正确,可靠.8.8.2 负荷试运转应符合下列要求:1 负荷试运转时,载荷应逐渐增加,应分别在额定负荷的1/3,1/2,1和5/4下,各运转1h;2 运转应平稳,无卡阻及异常声响.3 结构应无明显变形,连接应无松动现象.9 水平振动输送机9.0.1 组装输送机应符合下列规定:1 输送槽直线度偏差在任意1000mm的长度上不应大于3mm,横向水平度不应大于1/1000;2 输送槽法兰连接应紧密牢固,且与物料接触处的错位不应大于0.5mm;3 进料口,排料口的连接部分不得产生限制振动的现象;4 支承弹簧装配后,其静变形量不应大于额定振幅的1/10;驱动装置的安装角度应与振动方向角保持一致,其相位角度的允许偏差为±1°;5 所有紧固螺栓均应装设防松装置.9.0.2 空负荷试运转应符合下列规定:1 起动应平稳,迅速,振动应稳定,并应无左右摆动,跳动,冲击和不正常声响;2 振幅,振动方向角,振动频率的偏差均不应大于额定值的10%,长度大于15m的振动输送机,其前,中,后段的振幅偏差均不应大于额定振幅的10%;3 橡胶弹簧温升不得超过50℃,金属弹簧温升不得超过70℃;偏心连杆式振动输送机的轴承和电动机的温升均不得超过50℃;电磁铁线圈的温升不得超过65℃. 9.0.3 负荷试运转应符合下列要求:1 振幅下降量不应大于额定振幅的10%;2 物料在输送槽中应运动流畅,无明显阻料,跑偏,打旋和严重跳料现象.10 埋刮板输送机10.0.1 本章适用于可连续输送散状物料的埋刮板输送机的安装.10.0.2 组装机槽应符合下列规定:1 应按每段机槽上标出的连接顺序号依次组装;2 输送机头,尾和中间机槽两侧对称中心面对输送机纵向中心面的对称度应符合表10.0.2的规定;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
槽板
托轮
轴承座、 轴承座、轴承
轴
4.4 主轴装置( 4.4 主轴装置(图5)
由:1 、轴 2、轴承座 3、链轮 4、轴承座等件组成, 轴承座等件组成, 通过安装在轴上的两个链轮拖动链板连续运动,达到运输给料之目的。 通过安装在轴上的两个链轮拖动链板连续运动,达到运输给料之目的。 该装置点是链轮为胀套联接,主轴套装在减速器的输出轴内,拆装简单, 该装置点是链轮为胀套联接,主轴套装在减速器的输出轴内,拆装简单, 维修方便。 维修方便。
板式给料机
1.概述 概述
板式料机,广泛地应用在采矿、冶金、 业部门。 板式料机,广泛地应用在采矿、冶金、建材和煤炭等工 业部门。 它适用于短距离运输块度较大的物料, 它适用于短距离运输块度较大的物料,广泛应用于大型选矿厂破碎前 给料用,作为贮存仓初级破碎、作业连续均匀的给料设备, 给料用,作为贮存仓初级破碎、作业连续均匀的给料设备,也可用于 重载短距离输送物料、尤其当板式给料机安装在仓下部, 重载短距离输送物料、尤其当板式给料机安装在仓下部,物料的压力 直接作用在送料板上的重载荷工作时使用最为合适。它不仅适合处理 直接作用在送料板上的重载荷工作时使用最为合适。 粗粒物料,对细粒物料也同样适应。 粗粒物料,对细粒物料也同样适应。可在恶劣的环境中完成繁重的工 作,对物料的粒度、成分的变化、温度、粘度、冰霜、雨雪的影响或 对物料的粒度、成分的变化、温度、粘度、冰霜、 冰结的物料都有较大的适应性,给料量均匀、准确、可靠。 冰结的物料都有较大的适应性,给料量均匀、准确、可靠。它一般水 平安装,也可倾斜安装,向上运输量最大倾角为 。 平安装,也可倾斜安装,向上运输量最大倾角为25。
轴承座 主轴
轴承
链轮
4.5 机架( 4.5 机架(图6)
是由钢板焊接而成的工字形结构,在上下翼缘板之间焊有若干筋板,两 是由钢板焊接而成的工字形结构,在上下翼缘板之间焊有若干筋板, 个工字形主梁由若干槽钢、工字钢组焊为一整体,其结构坚固、稳定。 个工字形主梁由若干槽钢、工字钢组焊为一整体,其结构坚固、稳定。
是一种螺旋杆拉紧机构,它主要由: 是一种螺旋杆拉紧机构,它主要由:1、轴2、托轮3、滚动轴承4、轴承 托轮3 滚动轴承4 座5拉紧螺杆等零件组成。托轮是通过胀套固定在轴上,轴的两端装有 拉紧螺杆等零件组成。托轮是通过胀套固定在轴上, 双列向心球面滚子轴承和轴承座。轴承座装在机架两侧, 双列向心球面滚子轴承和轴承座。轴承座装在机架两侧,并在滑板之间 前后滑动。拉紧装置用来拉紧和调整链条的水平位置,保证松紧适度, 前后滑动。拉紧装置用来拉紧和调整链条的水平位置,保证松紧适度, 使其平稳运行,托轮起导向和支承链板的作用。通过调整拉紧螺杆, 使其平稳运行,托轮起导向和支承链板的作用。通过调整拉紧螺杆,使 两条链的拉力趋于均匀,当链板突然受到物料的冲击时, 两条链的拉力趋于均匀,当链板突然受到物料的冲击时,复合弹簧可起 缓冲作用,保护链板和其它各部件免受破坏。 缓冲作用,保护链板和其它各部件免受破坏。
6. 常见的故障及处理方法
给料机响声异常 轴承过热 减速机振动严重 链板跑偏 液压驱动系统压力不够, 液压驱动系统压力不够,油泵有异响 链板不动
6.1 给料机响声异常
(1)链轮与输送链条啮合不好,调整尾轮拉紧装 )链轮与输送链条啮合不好,
置; (2)托轮、链轮、尾轮与链条磨擦严重,调整尾 )托轮、链轮、尾轮与链条磨擦严重, 轮拉紧装置; 轮拉紧装置; (3)紧固各松动或脱落的螺栓; )紧固各松动或脱落的螺栓; (4)更换已磨损的轴承或已损坏的链板。 )更换已磨损的轴承或已损坏的链板。
2.技术特性 技术特性
规格 链接宽度 链板轴心线至拉紧的距离 给料速度 生产能力 物料容重 料层厚度 安装倾角 电动机: 电动机 型号 功率 转速 减速器:型号 减速器 型号 速比 BL1400~3600mm (右) 1400mm 3200mm 0.014~0.14m/s 48~480t/h 1.45t/m3 0~500mm 00 YVPe160L-4 11KW 1440r/min XWED11-8245A-1/377 377
5.2 周检查
(1)联轴器同心度是否符合要求; )联轴器同心度是否符合要求; (2)液压传动系统、过滤器是否堵塞; )液压传动系统、过滤器是否堵塞; (3)溢流阀是否堵塞; )溢流阀是否堵塞; (4)加热和风冷装置是否完好; )加热和风冷装置是否完好; (5)减速机齿轮啮是否完好; )减速机齿轮啮是否完好; (6)变频调速装置是否完好; )变频调速装置是否完好; (7)粉矿皮带托辊是否有损坏; )粉矿皮带托辊是否有损坏; (8)料槽挡板与给矿机铁板间隙是否合适; )料槽挡板与给矿机铁板间隙是否合适; (9)液压驱动系统或减速机是否漏油; )液压驱动系统或减速机是否漏油; (10)铁板的上、下托是否磨损严重; )铁板的上、下托是否磨损严重; (11)链条是否过松。 )链条是否过松。
工字形结构
筋板
5. 设备的维护检查
日检查 周检查
5.1
日检查
(1)电机是否热和异响; 电机是否热和异响;
(2)减速机是否有振动和异响; 减速机是否有振动和异响; (3)减速箱的油位是否达到要求; 减速箱的油位是否达到要求; (4)各部位的联接和紧固螺栓是否有松动和联接; 各部位的联接和紧固螺栓是否有松动和联接; (5)在返回输送链板上是否有大的物料掉在上面; 在返回输送链板上是否有大的物料掉在上面; (6)输送链与链轮或与托轮侧面边缘等处磨擦厉害; 输送链与链轮或与托轮侧面边缘等处磨擦厉害; (7)各轴承座是否发热; 各轴承座是否发热; (8)粉矿皮带是否有跑偏和撕裂现象; 粉矿皮带是否有跑偏和撕裂现象; (9)液压驱动系统的各压力表读数是否正常。 液压驱动系统的各压力表读数是否正常。
6.2 轴承过热
(1)补油或放油; )补油或放油;
(2)更换新油; )更换新油; (3)调整轴承间隙; )调整轴承间隙; (4)重新更换轴承。 )重新更换轴承。
6.3 减速机振动严重
(1)重新校正减速机和电机间的同心度; )重新校正减速机和电机间的同心度; (2)检查减速机内的齿轮和轴承磨损情况,不好 )检查减速机内的齿轮和轴承磨损情况, 的应予更换。 的应予更换。
6.4 链板跑偏
(1)调整尾轮拉紧装置; )调整尾轮拉紧装置; (2)重新改变下料点的位置。 )重新改变下料点的位置。
板式给料机的特点
优点:承受载荷大,并能强制性卸料,保证均匀矿流, 优点:承受载荷大, 击能力。 缺点:体积大,运动部件较多,维护工作量大。 缺点:体积大,运动部件较多,维护工作量大。
4. 结构特性
中型板式给料机的组成(如图 )主要由: 中型板式给料机的组成(如图1)主要由: 1、驱动装置 、 2、链板装置 、 4、主轴装置 、 5、机架 、 6、托链轮 、 7、栏板与漏斗 、
料斗 支重轮
栏板
主轴装置
驱动装置
链板装置
机架
4.1 驱动装置(图2) 4.1 驱动装置( )
由:1、电动机2、联轴器3、行星减速器等件组成。该装置为直交轴支 电动机2 联轴器3 行星减速器等件组成。 点浮动式,主轴套装在行星减慢速器的输出轴内, 点浮动式,主轴套装在行星减慢速器的输出轴内,通过琐紧盘将两者联 接起来,其特点是悬挂无基础,重量轻,速比大,由于采用支点浮动式, 接起来,其特点是悬挂无基础,重量轻,速比大,由于采用支点浮动式, 减少了安装误差及支座引起的附加弯矩,提高了传轴的使用寿命,拆装 减少了安装误差及支座引起的附加弯矩,提高了传轴的使用寿命, 及维修方便。 及维修方便。
行星减速机 电机
联轴器
4.2 链板装置( 4.2 链板装置(图3)
由:1、槽板 、 2、链节等件组成,槽板为双圆弧搭接式,采用低合金 、链节等件组成,槽板为双圆弧搭接式, 钢板组焊而成,强度高,耐磨损不漏料。 钢板组焊而成,强度高,耐磨损不漏料。 槽板 运行方向
输送链
4.3 拉紧装置( 4.3 拉紧装置(图4)
3. 工作原理
电机(或液压马达)的动力通过连轴器、减速机等部件驱动链轮转动, 电机(或液压马达)的动力通过连轴器、减速机等部件驱动链轮转动, 链轮带动输送链条和链板一起向前运动, 链轮带动输送链条和链板一起向前运动,此时堆积在链板上的物料随链 板一起向前移动,在板式给料机的头部卸下,实现连续给料。运转时, 板一起向前移动,在板式给料机的头部卸下,实现连续给料。运转时, 输送链的工作部分由上托轮支承,回程链板则有下托轮支承。 输送链的工作部分由上托轮支承,回程链板则有下托轮支承。