卷烟厂香料厨房加香加料双管道控制系统的设计
香料厨房定量加水与加香加料管路的改进
香料厨房定量加水与加香加料管路的改进摘要:本文主要介绍了我厂香料厨房的定量控制设备和工艺流程,已经满足不了新品牌加工工艺的需要,在很多方面存在不足、达不到工艺要求。
针对这种情况,为了适应加工名优品牌卷烟的需要,我们对制丝线工艺过程中,香料厨房定量加水和加香加料管路循环进行改进,从而保证了定量加水的准确度、提高了配料精度,同时降低了料液和香精的损耗,在保证生产工艺要求的同时,降低了原料成本, 更进一步提高了现场加香加料科学准确性。
关键词:加香加料定量加水管路循环我厂制丝生产线整个过程有4个加香加料点,包括,梗丝加料、叶片加料、梗丝加香、混丝加香。
这几个点都是由香料厨房集中控制的,香料厨房先将各品种原料在香料厨房配置好后,通过输送泵和管道输送到加香加料现场,再根据现场核子秤的流量信号进行加香加料的工作。
我厂香料厨房是2000年安装的,很多需要定量控制的设备和工艺流程已经满足不了加工品牌新工艺的需要,在很多方面存在着不足。
针对这种情况,对香料厨房的定量加水和加香加料管路循环进行了改进。
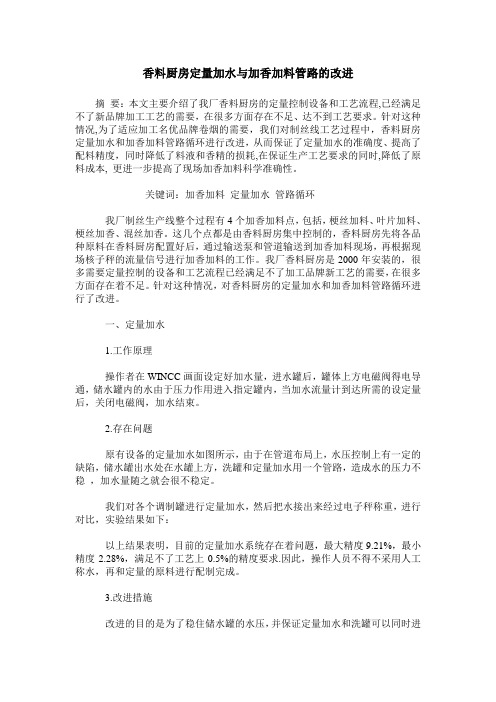
一、定量加水1.工作原理操作者在WINCC画面设定好加水量,进水罐后,罐体上方电磁阀得电导通,储水罐内的水由于压力作用进入指定罐内,当加水流量计到达所需的设定量后,关闭电磁阀,加水结束。
2.存在问题原有设备的定量加水如图所示,由于在管道布局上,水压控制上有一定的缺陷,储水罐出水处在水罐上方,洗罐和定量加水用一个管路,造成水的压力不稳,加水量随之就会很不稳定。
我们对各个调制罐进行定量加水,然后把水接出来经过电子秤称重,进行对比,实验结果如下:以上结果表明,目前的定量加水系统存在着问题,最大精度9.21%,最小精度2.28%,满足不了工艺上0.5%的精度要求.因此,操作人员不得不采用人工称水,再和定量的原料进行配制完成。
3.改进措施改进的目的是为了稳住储水罐的水压,并保证定量加水和洗罐可以同时进行。
通过无数次的实验和分析,如图所示,在原有储水罐的后方加了一个40L 的稳压罐,稳压灌进水口辟开出水口,并且进水口分布排列,大大的降低了进水对稳压罐内储备水的冲击。
烟草制丝线集中加料加香系统的设计与优化

烟草制丝线集中加料加香系统的设计与优化摘要:为满足烟草制丝线对集中加料加香系统的生产要求,通过完善加料加香系统的设计原则、工作流程和设备配置;优化系统设计中的技术要求、元器件选型等关键点和主要功能,提高了系统的运行效果。
实践证明,系统投入运行后性能稳定、加料精度高,满足生产要求。
关键词:烟草加料加香系统设计优化在烟草行业卷烟制丝过程中,加料、加香(以下简称加料)工序是关键的加工工艺过程之一,其工艺任务是将配制好的料液按照产品配方规定准确、均匀地施加到在制品上,以改善产品吸味,提高品质,并使在制品中的各种组分,进一步混合均匀[1]。
本文以某卷烟厂6000kg/h制丝线集中加料加香系统设计为例,进行系统设计和优化,以达到提高系统高可靠性、高精度和高自动化和经济性的目的。
1 总体设计原则该制丝线叶片流量4500kg/h、梗流量1500kg/h、梗丝流量1500kg/h、混丝流量8000kg/h。
本集中加料加香系统将全线加料工艺中原料的储存、调制与输送集中于一个独立房间,负责制丝线上全部卷烟牌号加料液的调制、储存。
为使系统达到高自动化、高可靠性、计量准确,在进行总体设计时,应遵循以下原则:(1)切实保障系统工作的可靠性,关键控制器件、检测器件和执行器件均采用进口件。
(2)切实保证系统的先进性。
(3)根据工艺流程要求,合理设计加料加香的工艺流程,优化设备总体配置和结构,根据人流和物流路径合理进行设备平面布置。
(4)最大限度提高配供料的自动化程度。
(5)考虑企业生产发展的需要,预留改造位置和通讯接口等。
2 系统工作流程与构成2.1 工作流程系统通过管路将部分原料计量后送入调制罐内,并经过滤器、输送泵和管路将调制好的料(香)液送到储存罐(香精罐),再由输送泵和管路送到车间内的每个加料(香)机旁的加料(香)操作柜内,由齿轮泵经流量计控制后向滚筒内实施定比跟踪施加,实现对主要原料自动定量配比、调制、供料和跟踪加料。
一种加香系统管路的设计
一种加香系统管路的设计【摘要】烟草加香是将调配好的香料溶液均匀喷洒在烟丝中的工艺过程。
加香时应按照配方规定的加香比例施加香精。
控制加香精度,对稳定或提高卷烟品质,尤其对卷烟风格特征稳定性有重要影响。
原有加香系统管路存在香料回收不完全的现象,造成加香比例失真、加香精度低。
本文从问题着手,详细介绍了分析设计改进的全过程,在质量改进方便做出了有益的探索。
采用新管路后大大提高了加香系统运行的精确性和可靠性,同时消除了牌号转换时的串香隐患,有效提升卷烟产品的内在品质。
并可消除香料的浪费,每年可节约费用64万元。
【关键词】加香管路;精确性;可靠性加香的工艺过程是进料振槽将烘后叶丝、梗丝、膨胀丝、薄片丝等混合烟丝送进加香滚筒内,滚筒内壁上的齿钉带动烟丝翻滚向前运动,香料罐内的香料由齿轮泵增压后,经质量流量计计量,压缩空气将香料雾化形成雾状,均匀喷洒在烟丝上。
在生产结束时对剩余香料进行回收,针对原加香管路系统存在的香料回收不完全,造成实际加香比例失真、加香精度低和串香隐患等问题,对管路系统进行重新设计,提高加香系统运行的精确性。
1.加香系统存在的问题1.1问题现象通过对加香机进行系统检验,在检验前对质量流量计进行测量系统分析,测量系统正常,每次检验确保管路系统正常,且管路系统保持生产初始状态;发现通过质量流量计的香料重量与实际施加到混合丝中的料液重量不同,试验数据。
检验结果表明,加香系统中有0.21kg香料经过流量计计量而未能随份施加到相应的牌别。
1.2问题分析1.2.1现场香料回收当批次生产结束时,混合丝电子皮带秤流量逐渐降为0,烟丝继续在滚筒内翻滚,经延时后,齿轮泵停止工作,同时三位两通阀指向加香罐方向,加香生产过程结束。
生产结束后,压缩空气经外联管路进入,三位两通阀指向加香罐方向,压缩空气将管路及质量流量计内剩余香料清吹至现场香料罐,直至管路内无剩余香料。
1.2.2糖香料厨房香料回收现场管路香料回收至香料罐后,料液回收空气泵开启,将香料罐内及相应管路内的香料回收至糖香料厨房。
糖香料厨房及现场加香加料系统工艺流程概述
糖香料厨房及现场加香加料系统工艺流程概述[摘要]糖香料厨房及现场加香加料系统是卷烟工业企业的关键生产环节,其工艺流程的选择直接影响卷烟工业企业产品质量。
本文结合某卷烟工业企业糖香料厨房及现场加香加料系统工艺流程设计实际,就浓缩料计量、成品料调制、储存、成品料灌装、现场施加和公共系统等工艺流程进行梳理,在设备配置、工艺流程、系统的精度和质量等方面探索需要关注的环节,为卷烟工业企业糖香料厨房及现场加香加料系统建设提供参考。
[关键词]卷烟工业;糖香料厨房;工艺流程1设备配置及功能糖香料厨房及现场加香加料系统系统从功能上可分为浓缩料计量、成品料调制、储存、成品料灌装、现场施加和公共系统等。
按照卷烟企业产能,生产线数量,合理配置浓缩料抽吸装置,设置计量罐、调制罐、移动储存罐,其容积和数量依据单批次投料量及加香加料比例确定。
调制罐应具备的功能:接收对应计量罐输出的浓缩料和溶剂;罐底部设置称重传感器,用于罐内料液重量检测;罐顶部设置机械搅拌器,搅拌速度变频调节;罐具备蒸汽加热、保温和温度控制功能;罐内壁自动清洗、排污;罐底部设置人工放料口;料液调制完成后,料液可以放在调制罐中储存或进行定量灌装。
移动储存罐具备功能:罐密封效果好,具有保温功能;罐底部设置人工放料口,采用快速接头与现场加料装置管路连接;罐顶部设有快速开关盖,方便灌装和清洗;罐顶部设置电子标签,用于信息读写;罐体侧边设置料液信息人工插槽,用于人工信息比对。
灌装环节具备功能:共用吸料触摸屏,方便灌装操作和生产监管;每个灌装点设置固定式射频识别系统,灌装时判断灌装的移动罐是否为清洗过的空罐或同牌号的移动罐;料液灌装完毕后,再将灌装好的成品料液牌号、重量、生产日期等信息写入移动罐电子标签。
2工艺流程糖香料厨房系统从工艺上分为料液调制、料液灌装和现场施加三个基本独立的工艺段,在系统结构设计上要充分考虑与工艺系统的匹配与合理性。
2.1浓缩料进罐及计量操作员选定配方,再选择进料计量罐和配料调制罐,设定料液配置总量,系统会根据配方自动计算出浓缩料和溶剂的使用量,点击配料按钮,系统会自动把配方牌号名称下传到相应的调制罐上,同时把所需的浓缩料从浓缩料桶内通过气动隔膜泵抽吸进计量罐。
烟草制丝叶片加料系统改造
张晓峰 于红丽
( 河南中烟工业有 限责任公 司新郑卷烟厂 河南新 郑) 摘要
关键词
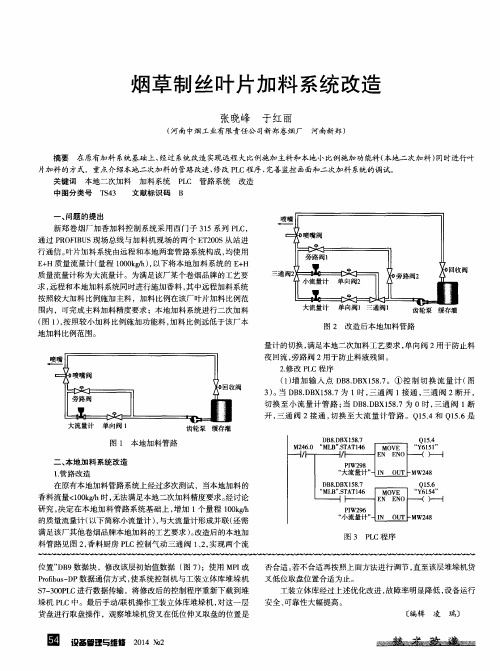
在原有加料 系统基础 上 , 经过 系统 改造 实现远程 大比例施 加主料 和本地小比例施加功能料( 本地二 次加料 ) 同时进行叶
本地二次加料
T S 4 3
片加料 的方 式。重点介绍本地二 次加料 的管路改造、 修改P L C程序 、 完善监控 画面和二次加料 系统的调试。 加料系统
E + H质量流量计 ( 量程 l O 0 0 k g / h ) , 以下将 本地加料系统 的 E + H 质量流量计称为大流量计 。为满足该厂某个卷烟品牌的工艺要
阀
求, 远程和本地加料 系统 同时进行施加香料 , 其中远程加料 系统
按 照较大加料 比例施加主料 ,加料 比例在该厂叶片加料比例范
图3 P L C程序
否合适 。 若不合适再按 照上面方法进行调节 , 直至该层堆垛机货 又低位 取盘位置合适为止 。
工装立体库经过上述优化改进 , 故障率明显降低 , 设备运行 安全 、 可靠性大幅提高。
[ -  ̄ / I 辑 凌 瑞]
团 设 备 管 理 与 维 修2 0 1 4 № 2
气 动三 通 阀 1 、 2的 I / O地址 。 ② 实 现单 向阀互锁 ( 图4 ) 。 D B 8 . D B X1 5 8 . 7为 1时 ,单 向 阀 2打开 ,单 向阀 1 处 于断开 状态 ; D B 8 . D B X1 5 8 . 7为 0时 , 单向阀 1 打开 , 单 向阀 2处 于断 开状 态。 其中 D B 1 0 . D B X3 0 8 . 0和 D B I O . D B X 3 0 8 . 1 分别 用 于香 料厨
基于分级控制的烟丝加香系统设计
基于分级控制的烟丝加香系统设计付永民;范磊;方伟亚;耿娜;靳亚伟【摘要】为解决烟丝加香瞬时精度较差等问题,对加香系统进行了改进.改进后设计安装了两套加香管路,形成双级串联控制,主要包括加香罐、大流量加香系统和小流量加香系统三大部分.根据物料瞬时流量变化实现动态分级控制,在两个系统之间进行定值控制和跟踪控制切换,以减少系统超调量和滞后量.结果表明:改进后加香瞬时精度由1.84%降低到0.69%,加香总体精度稳定在0.2%以内.该方法有效提升了批次内加香均匀性和稳定性,改善了卷烟加工质量.%In order to enhance the precision of cut tobacco flavoring, a coarse-fine control system was designed. The system was mainly composed of a flavoring tank, a large volume flavoring system and a small volume flavoring system which responded to the instantaneous variation of tobacco flow by switching between constant volume control and tracking control systems to minimize system's fluctuations. The results showed that after modification, the instantaneous precision of flavoring decreased from 1.84% to 0.69%, and the overall flavoring precision was under 0.2% . This method effectively promotes the intra-batch uniformity and stability of cut tobacco flavoring, and improves cigarette quality.【期刊名称】《烟草科技》【年(卷),期】2017(050)008【总页数】6页(P97-102)【关键词】烟丝;加香系统;物料流量;瞬时精度;系统静差;双级串联【作者】付永民;范磊;方伟亚;耿娜;靳亚伟【作者单位】河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市城乡一体化示范区明礼街1号 461000;河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市城乡一体化示范区明礼街1号 461000;河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市城乡一体化示范区明礼街1号 461000;河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市城乡一体化示范区明礼街1号 461000;河南中烟工业有限责任公司许昌卷烟厂,河南省许昌市城乡一体化示范区明礼街1号 461000【正文语种】中文【中图分类】TS432加香是卷烟制丝过程中的重要环节,其主要任务是将配制好的香精溶液按产品设计要求,准确、均匀地施加到在制品(烟丝和梗丝)上[1],弥补香气不足,增强香韵,使产品的香气更加丰富和充足。
卷烟厂制丝线加香控制系统的设计
卷烟厂制丝线加香控制系统的设计
任宏程;张勇;向凤红
【期刊名称】《烟草科技》
【年(卷),期】2008(000)004
【摘要】根据卷烟厂制丝线的实际应用情况、PLC的特点及常用网络构架方案,提出了在PLC中实现的基于内模原理的动态修正加香设定值的加香控制系统策略,设计了带智能积分器的微分先行PID控制器以控制料液泵,并利用Matlab对其控制性能仿真.结果显示,带智能积分器的微分先行PID控制器能够随加香设定值变化,具有较好的控制性能.该控制策略在实际应用中,实时精度超过了99.6%,最终精度达到了99.5%.
【总页数】3页(P23-25)
【作者】任宏程;张勇;向凤红
【作者单位】昆明理工大学信息工程与自动化学院,昆明市环城东路50号,650051;昆明理工大学信息工程与自动化学院,昆明市环城东路50号,650051;昆明理工大学信息工程与自动化学院,昆明市环城东路50号,650051
【正文语种】中文
【中图分类】TS432
【相关文献】
1.基于Profinet的制丝线移动加香加料RFID控制系统 [J], 姚栋
2.HAUNI制丝线自动加香控制系统的改造 [J], 蔡华川;卢荣德;周开辟
3.卷烟厂制丝线加香控制系统设计 [J], 任宏程;张勇;向凤红
4.卷烟厂香料厨房加香加料双管道控制系统的设计 [J], 朱润铭;陆剑锋
5.制丝线加香加料防差错控制系统设计 [J], 郭昌耀;高复高;董伟;李正
因版权原因,仅展示原文概要,查看原文内容请购买。
提高烟草行业加香加料控制能力的程序设计
提高烟草行业加香加料控制能力的程序设计引言烟草行业是我国的重要支柱产业之一,但同时也面临着加香加料的控制难题。
加香加料不仅会影响烟草制品的质量和卫生安全,还可能对消费者的健康造成潜在风险。
为了提高烟草行业的加香加料控制能力,需要进行合理的程序设计。
本文将探讨如何设计一套符合要求的程序,以实现精确、全面和有效的加香加料控制。
加香加料的意义和挑战1.1 加香加料对烟草制品的影响加香加料是烟草制品生产过程中的关键环节,它能够为烟草产品赋予独特的香气和口感,提高烟草制品的市场竞争力。
1.2 加香加料控制的挑战然而,加香加料也面临着很多挑战。
首先,加香加料涉及到多个环节和多个成分的控制,需要确保各个环节的准确度和稳定性。
其次,加香加料的控制需要根据不同品牌和产品的要求进行个性化调整,这需要有灵活、高效的程序设计来满足不同要求。
最后,烟草行业也面临着监管的压力和社会的关注,加强加香加料的控制对于行业的可持续发展至关重要。
设计程序的要求为了提高烟草行业加香加料的控制能力,设计的程序需要满足以下要求:2.1 数据采集与管理程序应能够实时采集并记录加香加料过程的各项数据,包括环境条件、原料成分、操作人员等关键信息。
同时,程序还应能够对这些数据进行管理和分析,以便实现加香加料过程的追溯和优化。
2.2 加香加料参数设定程序应包含一个参数设定模块,用于设置加香加料的各项参数,包括各个环节的温度、时间、用量等。
这样可以确保加香加料的准确度和稳定性。
2.3 加香加料配方管理程序应提供一个配方管理模块,用于管理不同品牌和产品的加香加料配方。
通过这个模块,操作人员可以根据产品要求选择对应的配方,并对配方进行调整和优化。
2.4 加香加料过程控制程序应能够实现对加香加料过程的自动控制。
通过采集的数据和设定的参数,程序可以根据配方要求实时调整加香加料的操作,确保每个环节的控制精度和稳定性。
2.5 异常报警与处理程序应实时监测加香加料过程中的异常情况,并能够及时报警和处理。
一种烟草加香加料管路系统[实用新型专利]
![一种烟草加香加料管路系统[实用新型专利]](https://img.taocdn.com/s3/m/8f32913d360cba1aa911da29.png)
专利名称:一种烟草加香加料管路系统
专利类型:实用新型专利
发明人:周永刚,王延峰,路瑞,沈予蜀,石怀忠,吴雪芹,张乾申请号:CN201721182183.9
申请日:20170915
公开号:CN207383500U
公开日:
20180522
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种烟草加香加料管路系统,包括空压管道、加料管道、回收管道及喷射管道,所述空压管道、加料管道及回收管道通过第一三通阀连接,喷射管道通过第二三通阀连接于加料管道上,所述喷射管道包括伸缩管部及连接于伸缩管部左右两侧的输送管部,左、右两个输送管部靠近伸缩管部的端部均紧固安装有支撑块,支撑块的下方设置有支架,左侧支撑块的底部固定于支架上,右侧支撑块与支架滑动连接,空压管道上安装有单向止回阀。
本实用新型通过喷射管道的伸缩方便双介质喷嘴的局部调整,通过单向止回阀保证了料液不能流入空压管道;操作简便,减少了系统出现故障的可能性,保证系统运行的稳定性,提高了生产效率。
申请人:河南中烟工业有限责任公司
地址:450000 河南省郑州市郑东新区榆林南路16号
国籍:CN
代理机构:郑州联科专利事务所(普通合伙)
代理人:时立新
更多信息请下载全文后查看。
基于Profibus总线的配比加香控制系统的设计

文 章 编 号 :6 1— 8 4 2 0 ) 2— 0 1— 3 1 7 7 6 ( 0 8 0 0 1 0
・ ・ ・ ・ . 夺 夺 ÷ ・ ・争 ・ >・ ・ 串 ÷ 。 - 夺 4 ・ ・ ・ ・ ・ 夺 夺
・ ・ ・ > 孛 ・ ・ ・ ・ ・ ・争 ・ ・ ・ ・ 专 . - ・ 书 4 毒 夺 夺 。 夺 . 夺
液压翻箱机H
竖 整 卜 配比 _ _ 型电子 三 秤
膨胀丝柜_ 配比型电 l _ 一 子秤 = 比
图 1 配 比加 香 段 的 工 艺 流 程
流 量计 、 三层储 丝 柜 、 存 喂料 机 和振 动输送 机 等组 储
成 。根据 其设 备 多 、 监测 点 多 的特 点 , 照 “ 散 控 按 分 制 、 中管 理 、 据 共 享 ”的原 则 , 用 了 如 图 3所 集 数 采 示 的数 据 管理 层 、 中监控 层 、 备 控制 层三 级 网络 集 设
l 2
漯 河 【 、 术 学 院学 报 技
20 0 8拄
根 据 T 艺要求 , 系统 采 用 西 门子 s -0 P C作 74 0 L 为 控制器 , 使用 现 场 总线 控 制方 案 , 用 E 2 0 选 T 0 S分 布式 IO, 变频 器 、 / 将 电动 机起 动 单 元 、 场 IO、 现 / 水 分 仪 、 量 汁 、 比电子 秤 接入 Poiu— P网 , 过 流 配 rf s b D 通
料 系 统 精 度 的 一 个 重 要 问 题 , 电 子 秤 来 料 波 动 问 即
信 息 交换 及 过 程控 制 。 同时 P C配 以 C 4 3 1以 L P4 —
题 。再加 上 电子秤及 加香 流量计 均接人 Po b sD r u—P i f 网 , 集 信 息 更 准 确 , 香 瞬 时 精 度 可 以 达 到 采 加
提高烟草行业加香加料控制能力的程序设计
提高烟草行业加香加料控制能力的程序设计烟草行业是一个庞大的产业,而烟草加香加料是其中一个重要的环节。
然而,由于加香加料的复杂性和技术难度,烟草行业在控制加香加料的过程中面临着很大的挑战。
为了提高烟草行业加香加料控制能力,我们可以通过程序设计来实现。
首先,我们需要建立一个完整的加香加料控制系统。
该系统应该包括以下几个部分:原料库存管理、配方管理、生产计划管理、生产过程监控和质量检测。
原料库存管理模块可以帮助企业实时掌握原料库存情况,避免因原料不足而影响生产进度。
配方管理模块可以帮助企业制定合理的配方,确保产品的质量和口感。
生产计划管理模块可以帮助企业合理安排生产计划,提高生产效率。
生产过程监控模块可以实时监控生产过程,及时发现问题并进行处理。
质量检测模块可以对产品进行全面的质量检测,确保产品符合国家标准和企业要求。
其次,我们需要引入先进的技术手段,如物联网、大数据、人工智能等。
物联网技术可以实现设备之间的互联互通,实现生产过程的自动化和智能化。
大数据技术可以对生产过程中的数据进行分析和挖掘,帮助企业发现问题和优化生产流程。
人工智能技术可以实现生产过程的自动化和智能化,提高生产效率和产品质量。
最后,我们需要加强对员工的培训和管理。
员工是企业生产的重要力量,他们的素质和技能直接影响产品的质量和口感。
因此,企业需要加强对员工的培训和管理,提高员工的技能和素质,确保生产过程的稳定和产品的质量。
总之,提高烟草行业加香加料控制能力是一个复杂而长期的过程,需要企业不断地进行探索和实践。
通过建立完整的加香加料控制系统、引入先进的技术手段和加强对员工的培训和管理,我们可以逐步提高烟草行业加香加料控制能力,为消费者提供更加优质的产品。
基于卷烟制丝双线柔性混配加香的设计优化

基于卷烟制丝双线柔性混配加香的设计优化廖和滨;张伟;李晓刚;徐巧花;苏福彬;江琳【摘要】为了突破原3000kg/h和6000kg/h制丝生产线仅能独立成丝的单一生产组织模式瓶颈,通过技术改造,优化了流程设计,实现了2条制丝线独立成丝、分组加工和模块丝加工三大功能为一体的柔性生产模式,有效提高了烟草加工过程的精细化水平,提升了烟草的感官质量,降低了烟叶消耗;同时,通过增设的独立外加工品牌加香房,解决了2条生产线需分期错时生产的弊端,实现了2条叶丝生产线同时作业的生产需求,大大提升了制丝车间有效作业率,减少了能源消耗。
【期刊名称】《科技与创新》【年(卷),期】2017(000)014【总页数】3页(P158-160)【关键词】制丝生产线;混配加香;分组加工;模块丝【作者】廖和滨;张伟;李晓刚;徐巧花;苏福彬;江琳【作者单位】[1]龙岩烟草工业有限责任公司,福建龙岩364021;;[1]龙岩烟草工业有限责任公司,福建龙岩364021;;[1]龙岩烟草工业有限责任公司,福建龙岩364021;;[1]龙岩烟草工业有限责任公司,福建龙岩364021;;[1]龙岩烟草工业有限责任公司,福建龙岩364021;;[1]龙岩烟草工业有限责任公司,福建龙岩364021【正文语种】中文【中图分类】TS47混配加香是烟草制丝线尾段的重要工序[1-2],通过精准的流量控制,将干冰烟丝、梗丝和短丝,按配比要求混入叶丝中,然后通过加香系统,将香精香料按照工艺配方的比例均匀地喷洒在物料上,从而完成成品烟丝的工艺收尾。
其中,加香的作用是赋予烟草制品优美舒适的嗅香,消除不同等级烟叶之间的差异并使之相互协调,增强了人们的吸烟欲望,增强某些特质香气,使烟气丰满醇厚。
龙岩烟草工业有限责任公司原制丝生产线于2002年异地技改完成,配备有6 000 kg/h和3 000 kg/h的2条独立的叶丝线,实现分别独立成丝的功能。
其又可细分为3种卷烟加工方式:6 000 kg/h叶线全配方生产、3 000 kg/h叶线全配方自有品牌和外加工品牌的生产,具体如图1所示。
卷烟厂香料厨房系统加香加料双管道控制的研究与实现的开题报告
卷烟厂香料厨房系统加香加料双管道控制的研究与实现的开题报告一、选题背景与意义卷烟作为一种消费品,市场上的需求量一直很大。
为了满足消费者对各种口味卷烟的需求,卷烟生产企业需要不断地对卷烟进行研发,以制作出各种新品种的卷烟。
其中,添加各种香料和调料是改变卷烟口味的重要手段之一。
卷烟厂中的香料厨房系统是一个非常关键的环节,它掌握着卷烟制作中添加的各种香料和调料的配方,以及在卷烟制作过程中加香和加料的时机和方法。
因此,香料厨房系统的控制和管理对于卷烟制作的质量和口感有着至关重要的影响。
本课题旨在通过对卷烟厂香料厨房系统加香加料双管道控制的研究和实现,提高卷烟制作的质量和口感,增强企业的市场竞争力。
二、研究内容与目标本课题中的研究内容主要包括以下几个方面:1. 香料厨房系统的功能分析和优化设计。
通过对香料厨房系统的功能进行分析和评估,找出其中存在的不足之处,并进行优化设计,以提高香料厨房系统的性能和效率。
2. 设计加香和加料的双管道控制系统。
通过分析香料厨房系统中不同的加香和加料过程,设计出能够同时控制这两个过程的双管道控制系统,以提高卷烟加香和加料的准确性和稳定性。
3. 实现和验证双管道控制系统的可行性和可靠性。
在设计和制作出双管道控制系统后,进行系统的实现和测试,以验证其在实际应用中的可行性和可靠性,从而为卷烟制作提供更加优质的服务。
通过对上述研究内容的实现,本课题旨在达到以下目标:1. 提高卷烟制作的质量和口感。
通过改进香料厨房系统和加香加料的控制方式,使得卷烟制作更加规范和稳定,从而提高卷烟的品质和口感。
2. 变革传统生产方式,提高企业的研发能力和市场竞争力。
传统的卷烟制作方式存在一定的局限性,不能满足市场上对于多样化和高品质卷烟的需求。
通过本课题的实施,企业可以提高自己的技术和研发能力,更好地满足消费者的需求,提升自己在市场上的竞争力。
三、研究方法与步骤本课题的研究方法主要包括理论研究、实验研究和数据分析等方法。
烟丝加香加料比例优化控制设计

• 170•宝图像进行分割处理。
结合视觉性和GLR 模型的图像增强:根据人类视觉系统的全局自适应调节原理,利用GLR 模型加法对图像作全局亮度的类对数变换;再利用人眼的主观亮度感觉与实际光强对数的局域线性关系以及人眼视觉对噪声敏感特性,对图像进行局部自适应的对比度及边缘细节增强。
(2)基于模糊C 均值聚类和YCrCb 颜色空间的绿松石图像分割。
YCrCb 颜色空间与模糊C 均值聚类的图像分割算法:摄取绿松石颜色空间通常情况下为RGB 通道,目前标准的RGB 颜色空间在一定程度上克服了光照变化的影响,且RGB 空间能用于像素点分类,但它的缺点是过于依赖于光照,如果图像的光照条件发生了变化,RGB 空间则不能将像素点的值转化为亮度和色度,且不能把色度和强度进行建模。
针对绿松石颜色建模来看,这一点对珠宝像素点检测鲁棒性更高,所以需要将RGB 颜色空间转换到一个可以区分像素点亮度和色度的色彩空间,YCrCb 颜色空间便能较好地区分亮度和色度;根据FCM 算法,对绿松石纹理中心进行聚类。
2.结语本文首先对视频监控画面中绿松石的采样进行了特征点的分析,并相应地将部分适用的算法引入进来,针对目前各种图像分析算法的优缺点和在珠宝饰品研究领域的局限性,在克服绿松石油脂玻璃光泽的情况下,采用了Canny 边缘检测算法,引入高斯滤波来对图像进行将造出来,进一步减少伪边缘的识别画面;在对绿松石颜色的识别上,提出了一种利用C 均值聚类的图像分割算法结合GLR 模型的减法去除照射分量将不同尺度的反射分量从绿松石图像中进行分割,大大克服了绿松石其颜色和光泽度对监控画面所产生的影响。
本文也有以下几个方面的工作需要继续完善:(1)在现实的场景中,例如人流量较大的公共场所均可能影响到此算法在智能监控画面中很好的应用,所以针对多个人物所佩戴绿松石若在有许多遮挡的复杂场景的行为识别对我们接下来的研究非常有意义。
(2)由于用于本文研究摄取绿松石的摄像头都是静止的,这样拍摄的视频环境相对简单,因为干扰的因素较少,接下来的研究工作将进一步分析运动的摄像头或者多视角的摄像头拍摄的视频。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卷烟厂香料厨房加香加料双管道控制系统的设计
摘要:本文针对某卷烟厂制丝香料厨房系统的单管道控制,在生产过程中叶片加料工艺点和混丝加香工艺点存在换牌时间长的缺点,设计了一种混丝加香和叶片加料双管道控制系统,实现了香糖料的配制、输送、喷加、回收和清洗等主要功能。
通过双管道控制的技术改造,有效降低了工人劳动强度,充分发挥香料厨房系统的作用,显著提高香料厨房设备的效率。
关键词:香料厨房双管道控制 controlnet/devicenet总线双闭环pid
0 引言
当前,卷烟行业工业企业的现代化技术改造和革新方向是要全面实现企业生产、管理信息一体化。
本文针对生产过程中叶片加料工艺点和混丝加香工艺点存在换牌时间长的缺点,基于香料厨房系统平台,设计开发了一种混丝加香和叶片加料双管道控制模式,有效解决了原有工序的不足。
1 香料厨房系统控制原理
香料厨房系统又叫香糖料厨房,主要由原料的贮存计量,成品料液的调制、贮存、输送,成品料液的现场跟踪施加等三个部分组成。
它的作用是负责全厂制丝加料加香工艺中所有香糖料的调制、贮存及现场的定比施加。
1.1 系统结构香糖料厨房系统用于对制丝线上所有卷烟牌号的各型号料液(叶片料、梗料、混丝香料等)进行原料自动配比、集
中调制、统一贮存、科学调度。
根据原料的准备、计量配比及输送,至牌号料液的调制、贮存及计量发送的工艺流程,设计了香糖料厨房系统的设备结构组成。
其中,原料层设备主要由液态原料贮罐、固态原料熬煮贮罐、泵及工艺管道等组成,以完成原料的备料、分类贮存、固液转化、计量配比、自动输出等工艺功能。
调制层设备主要由若干只调制罐、泵、过滤器及工艺管道等组成,以完成制丝线上用各牌号料液的调制功能。
贮存层设备主要由若干只牌号料液贮存罐、泵及工艺管道等组成,以进行每班或每日所有卷烟牌号用各型成品料液的暂时贮存,等待制丝线上各加料/加香点的调用。
控制层主要由低压控制柜及其plc、计算机、变频器、电子秤传感器及其变送器、阀岛和i/o总线控制箱等设备组成。
香料厨房系统采用controlnet/devicenet总线网络,主要包含1号监控机、2号监控机、rockwell可编程控制器、变频器、阀岛、称重变送器、电机启动器等组成。
采用controlnet控制网络,实现监控计算机、controllogix系统及车间制丝线集控系统之间的连接,bl20 i/o模块、变频器和带devicenet接口德国festo公司的阀岛作为从站,采用devicenet进行通讯。
1.2 控制功能①香料厨房系统负责完成制丝线上叶片糖料、梗丝香糖料和混丝香料的配比、调制、贮存和供给等全套工艺过程,并负责制丝线叶片糖料、梗丝糖料、梗丝香料和混丝香料共四个加料加香点的定比跟踪喷射。
②根据香糖料厨房的设备规模和功能,控制系统主要采用两门电气控制柜,一套controllogix,两套
devicenet设备网,香料厨房内和现场加料加香采用图尔克公司的bl20系列分布式i/o,它们都挂在devicenet设备网上。
③festo 阀岛分10个节点挂在devicenet设备网上。
④变频器、电子秤、温度传感器和泵等实时性很强的传感器和执行器件均通过devicenet设备网与控制系统相连。
⑤系统具有手/自动功能选择。
手动功能时,可对一些设备手动启/停,方便故障维修及设备维护;自动功能时,根据操作指令,自动完成各项功能。
2 加香加料双管道控制系统
原有香料厨房系统现场叶片加料工艺点和混丝加香工艺点为单
管道送料控制模式,现改造为双管道送料控制模式,其为香料厨房系统中一相对独立的子系统,与香糖料的调制、输送共用一套控制系统。
2.1 设计方案双管道控制顺序流程如图2-1所示,单管道控制顺序流程如图2-2所示。
从叶加料单管道设备流程图和双管道设备流程图中可看到由于
加香加料单管道控制在换牌时,回收、水清洗和吹扫这三个顺序都要经过加香加料点和香料厨房之间很长的管道,故花费的时间比较多。
若进行双管道的控制,假设要换牌用b线送料,则换牌前先用a线回收,先用一定时间把现场罐的料液全部吹扫到a管道和相对应的贮存罐,然后在现场完成水清洗和吹扫现场罐及管道,由于现场管道短,容易清洗和吹扫干净,故在换牌号时所用的时间就大大减少。
2.2 控制原理各加香加料点根据制丝线集控系统所给的信号启/停料液的喷射,且喷射过程均为闭环pid自动跟踪调节方式,依据加香/加料比例参数自行根据物料瞬时流量实施调节,真正做到多来多加,少来少加,不来不加。
同时,在一次pid调节的基础上,将瞬时累计精度误差参与控制,实施二次pid调节,确保瞬时的加料(香)精度控制在±1% 以内,最终加料(香)精度控制在±0.5%以内,充分保证烟丝的质量。
其控制示意图如图2-3所示。
2.3 系统投运效果分析双管道系统与改造前的单管道系统相比具有明显的优势。
改造前后系统在更换生产牌号时所需时间对比如下表2-1、表2-2所示:
从以上两个表可知,改造后换牌时间显著减少,实现了提高生产效率的目标。
3 结束语
本文结合某卷烟厂制丝线香料厨房系统的生产的实际情况,针对叶片加料工艺点和混丝加香点在使用过程因更换牌号时间长,影响工作效率,提出对其进行由单管道送料系统改造为双管道送料系统的方案,以适应生产灵活多变的需求。
实际使用情况表明,通过实现对叶片加料和混丝加香进行双管道控制系统的改造,提高该卷烟厂香料厨房在液料配制、输送、喷加、回收和清洗过程的自动化程度,保证制丝生产线更换卷烟牌号时,香料厨房控制的加香加料点更换料液牌号时由原来的17分钟缩短到目前的5分钟,降低工人劳动强度,提高生产效率。
参考文献:
[1]国家烟草专卖局主编.卷烟工艺规范.北京:中央文献出版社,2003.
[2]陈良元主编.卷烟生产工艺技术.郑州:河南科学技术出版社,2002.
[3]阳宪惠主编.现场总线技术及其应用.北京:清华大学出版社,1999.
[4]allen-braddey logix5550 controller.指令集参考手册.
[5]rsnetworx for devicenet. rockwell automation getting results guide doc id dnet-gr001a-en-p.
[6]controllogix devicenet interface module catalog number 1756-dnb.rockwell automation may 2000.
作者简介:朱润铭(1977-),男,广西人,工程师,硕士,卷烟设备维护与管理;陆剑锋(1978-),男,广西人,工程师,研究生,卷烟设备维护与管理。