施耐德大型PLC入门培训
施耐德培训M340培训教程
施耐德培训M340培训教程1.引言施耐德电气作为全球能源管理和自动化领域的领导者,一直致力于为客户提供高效、可靠和安全的解决方案。
M340作为施耐德电气的一款高性能可编程逻辑控制器(PLC),具有强大的数据处理能力、灵活的编程环境和广泛的应用领域。
为了帮助用户更好地掌握M340的使用方法和编程技巧,本教程将详细介绍M340的基本概念、硬件组成、软件安装与配置、编程方法以及应用案例。
2.M340基本概念2.1PLC概述PLC(可编程逻辑控制器)是一种广泛应用于工业自动化领域的通用控制器。
它通过编程实现对输入信号的逻辑处理,输出信号控制执行器完成各种任务。
PLC具有结构紧凑、编程灵活、抗干扰能力强、可靠性高等特点。
2.2M340特点1)强大的数据处理能力:M340采用高性能处理器,具备强大的数据处理能力,满足复杂控制需求。
2)灵活的编程环境:支持多种编程语言,如LD(梯形图)、IL (指令列表)、FBD(功能块图)等,满足不同用户的需求。
3)广泛的应用领域:M340适用于各种工业自动化领域,如生产线控制、机床控制、过程控制等。
4)高可靠性:采用模块化设计,具备良好的抗干扰能力和散热性能,保证系统稳定运行。
3.M340硬件组成3.1处理器模块处理器模块是M340的核心部件,负责执行用户程序、处理输入输出信号和与其他设备通信。
根据性能和功能需求,M340处理器模块分为多个系列,如BMX、CMX、EMX等。
3.2输入输出模块输入输出模块用于连接外部设备,如传感器、执行器等。
M340提供丰富的输入输出模块,包括数字量、模拟量、热电阻、热电偶等类型。
3.3通信模块通信模块用于实现M340与其他设备或系统之间的数据交换。
M340支持多种通信协议,如以太网、CANopen、Modbus等。
4.M340软件安装与配置4.1软件安装M340编程软件为SoMachine,用户需从施耐德电气官网相应版本并进行安装。
安装过程中,需确保计算机满足软件运行要求。
2024版施耐德M340PLC培训教材

施耐德M340PLC培训教材•PLC基础知识•施耐德M340PLC硬件系统•施耐德M340PLC软件系统•基本指令与功能实现目录•高级功能应用与扩展•故障诊断与维护保养策略01PLC基础知识PLC定义与发展历程PLC定义可编程逻辑控制器(Programmable Logic Controller,PLC)是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
发展历程从1969年美国DEC公司研制出第一台PLC开始,经过几十年的发展,PLC已经由最初的逻辑控制扩展到运动控制、过程控制等领域,成为工业自动化领域的重要组成部分。
PLC工作原理及结构组成工作原理PLC采用循环扫描的工作方式,通过输入接口采集现场信号,经过内部处理后再通过输出接口控制现场设备。
结构组成主要包括CPU、存储器、输入输出接口、电源等部分。
其中,CPU是PLC的核心部件,负责执行用户程序;存储器用于存储用户程序和数据;输入输出接口用于连接现场设备和PLC内部电路;电源为PLC提供工作电压。
PLC编程语言与标准编程语言PLC的编程语言主要有梯形图(LD)、指令表(IL)、功能块图(FBD)、顺序功能图(SFC)和结构化文本(ST)五种。
其中,梯形图是最常用的编程语言,具有直观易懂的优点。
标准国际电工委员会(IEC)制定了PLC的编程语言和通信标准,即IEC 61131-3标准。
该标准规定了PLC编程语言的语法、语义和显示方式,以及PLC之间通信的协议和规范,为不同厂商生产的PLC 提供了统一的编程和通信接口。
02施耐德M340PLC硬件系统CPU 模块内存模块通信模块提供大容量存储空间,支持程序和数据的高效存储。
支持多种通信协议,实现与其他设备的可靠通信。
0302 01采用高性能处理器,实现快速逻辑运算和数据处理。
可根据需求添加扩展模块,实现更多功能。
体积小巧,节省安装空间。
采用工业级元器件,确保长时间稳定运行。
支持在线诊断和远程维护,降低维护成本。
施奈德PLC培训PPT课件

8
8
4
4
96 K 112 K
256 K
0.31ms/K <<0.50 ms/K
64 8
CPU性能参数(续)
TSX
57-10
离散量 I/O
512
模拟量
24
专用模块
8
网络
1
FIPIO 主站
-
其他总线
-
Interbus S
Profibus DP
Asi
-
TSX
57-20 1024 80 24
1 -
-
TSX 57-30
➢ 机架 0 == > CPU在 0号位置
P S
0
1
2
3
4
5
6
7
8
9
1 0
➢扩展机架
P S
0
1
2
3
4
5
6
7
8
9
1 0
用双宽度电源
➢机架 0 == > CPU在 1号位置
P S
0
1
2
3
4
5
6
7
8
9
1 0
➢扩展机架
P S
0
1
2
3
4
5
6
7
8
9
1 0
13
电源
Premium (“系统”) 电源
✓ 参数 : 110/240 VAC (90 - 264 VAC), 24 VDC (19 - 34 VDC) ✓ 保护 : 短路, 过载, 24V 传感器电源, 电源失效信号
报警 **
继电器
L
24 VDC
《施奈德PLC培训》课件
3
PLC程序上传与下载
演示如何将PLC程序上传和下载到
PLC程序在线调试
4
PLC控制器
介绍在线调试PLC程序的方法和技巧
基本运算及指令
1 逻辑指令
学习逻辑指令的使用方 法,如与、或、非等
2 算数运算
了解PLC中的算数运算 指令和实际应用案例
3 位运算
高级编程技巧
触摸屏编程与控制
学习PLC触摸屏的编程和控制方法
网络通信编程与控制
介绍PLC网络通信的配置和编程方法
数据采集与储存
探索PLC数据采集和储存技术
交互式界面设计
设计交互式PLC界面,提高用户体验
实践演练
1
PLC实际应用案例分析
分析实际PLC应用案例的设计和调试
PLC实战演练
2
过程
动手实操,完成基于PLC的实际控制
熟悉位运算指令的使用, 如移位、与、或等
4 定时器指令
掌握定时器指令的编程和调试方法
5 计数器指令
学习计数器指令的原理和应用场景
程序设计
程序控制
利用PLC控制程序 实现自动化控制
数字输入输 出控制
实现数字信号的输 入和输出控制
模拟量输入 输出控制
应用模拟量信号进 行精确控制
外部中断控制
使用外部中断信号 实现特定功能
《施奈德PLC培训》PPT课件
# 施奈德PLC培训PPT课件大纲 ## 介绍 - 课程背景:了解PLC培训的必要性和应用领域 - 施奈德PLC简介:介绍施奈德PLC的基本信息和特点 - 课程目标:明确本课件旨在培养学习者的PLC技能和知识
PLC入门基础
PLC基本概念
施耐德Twido系列PLC教程

PLC应用技术
3.输出性能
●输出点数 ●负载电压 ●负载电流 ●通断时间
第11章 Schneider TWIDO系列PLC
普通高等教育“十一五”国家级规划教材 高等职业技术教育机电类专业规划教材
PLC应用技术
11.3 Twido系列PLC的内部存储器分配 数据存储器 位存储器 字存储器 程序存储器
20
INW/QNW
输入字存储器IW
15 0 0 0000000000000000
1 2 3 4 5
0000000000000000 0000000000000000 0000000000000000 0000000000000000 0000000000000000
0000000000000000
第11章 Schneider TWIDO系列PLC
第11章 Schneider TWIDO系列PLC
普通高等教育“十一五”国家级规划教材 高等职业技术教育机电类专业规划教材
PLC应用技术
11.1 系列PLC的外形结构及各部位的作用
第11章 Schneider TWIDO系列PLC
普通高等教育“十一五”国家级规划教材 高等职业技术教育机电类专业规划教材
普通高等教育“十一五”国家级规划教材 高等职业技术教育机电类专业规划教材
PLC应用技术
1.CPU性能
●存储器容量: 3000内存字、300条指令 ●执行时间: ●扩展能力:
语句表指令0.14 µs到0.9 µs 最多支持4个或7个扩展I/O模块 PWM/PLS、高速计数器、超高 速计数器
●特殊功能块:
PLC应用技术
输入连接器
1 SchneiderTwido系列PLC的外形结构
施耐德PLC-M218基础培训试验教材

Modicon M218 培训试验教材植根中国化繁为简的SoMachine平台目录M218基础培训示例教材 (3)M218高速计数器示例 (3)PTO使用示例 (17)PWM示例 (47)串口Modbus通讯示例 (52)自由协议通讯 (62)以太网通讯示例 (69)PID示例 (77)RTC实现示例 (84)M218基础培训试验教材 (103)试验一-SoMachine软件入门 (103)试验二-开关量和模拟量试验 (113)试验三-PTO试验 (118)试验四-串口通信试验 (128)试验五-以太网通信试验 (134)M218基础培训示例教材M218高速计数器示例内容简介:本文介绍如何通过M218的高速计数器功能实现冷弯成型机的定长裁剪控制。
1.冷弯成型机控制系统描述:冷弯成型机最基本的控制要求是将滚压成型完成的材料送到指定位置,然后进行压膜或者裁切动作。
材料的输送电机由变频器控制。
在靠近压膜或者裁剪机构的滚轮上安装有用于计长的旋转编码器,PLC实时检测该编码器的脉冲信号并换算成长度数值。
当机器启动时,PLC将实际检测的长度数值与设定数值进行比较,控制变频器进行多段速定位。
即当长度到达阀值0时,变频器切换到低速;当长度到达阀值1时变频器输出0速。
(图1) 冷弯机控制系统说明裁剪机构上检测开关的上升沿可以用于捕捉,当裁剪机构动作时的编码器值,通过该值自动修正阀值1的设定值;同时,该检测开关的下降沿用于将编码器的当前值复位成预设值,重新计数。
变频器多段速设置,当阀值0和阀值1的反馈输出都为FALSE的时候,变频器以高速运行,频率50Hz;当阀值0输出TRUE时,频率切换到第二段速低速5Hz;当阀值1输出TRUE时,频率切换到第三段速0Hz。
2.编码器选型:安装编码器的滚轮周长是250mm,冷弯机的设计速度是15米/分钟,即滚轮的最大速度是1转/秒。
设计采用的编码器脉冲输入是2000脉冲/转,即脉冲输入信号最大为2KHz,小于M218高速计数器的最大采样输入100KHz。
施耐德SoMachineBasic软件使用培训手册(精)
Modicon Easy M 200&M100 PLC培训手册Schneider ElectricSoMachine Basic培训手册[软件篇]施耐德电气不做任何关于本手册的陈述或保证,并在法律赋予的最大限度内,明确限制其在手册更换中隐含的违约责任。
另外,施耐德电气保留在任何时候修订本手册而不对任何修订相关人员履行告知义务的权利。
本文件提供的信息包括文件所述产品性能的概述和/或技术特点。
本文件不可替代用户手册,也不能用于确定这些产品对具体用户应用的适用性或可靠性。
任何用户或集成商有义务对该产品就相关的具体应用及其使用进行适当而完整的风险分析、评估和测试。
施耐德电气及其任何附属机构或子公司均不对手册信息的误用承担责任。
如有任何改进或修正建议,或发现该手册中有错误,敬请告知。
在安装和使用本产品时必须遵守各相关州、地区和地方安全规定。
基于安全原因,也为了帮助确保与存档的系统数据相符,仅制造商可以执行零部件维修。
当装置用于对技术安全有特定要求的应用场合时,必须遵循相关指示。
如不搭配使用施耐德电气的软件或经认可的软件可能导致人员受伤、设备损害或运行异常。
拒不遵守本信息可能导致人员受伤或设备损坏。
@2013施耐德电气保留所有权利。
本手册内容属施耐德电气专有财产。
施耐德电气保留所有权利,包括版权。
未征得施耐德电气明确的书面许可,不得以任何形式或通过任何方式,不论是电子或机械形式(包括影印,复制本文件的任何部分。
SoMachine Basic培训手册介绍和法律公告购买SoMachine Basic培训手册的用户即享有参加SoMachine Basic培训课程的权利。
必须通过课程测验,方可获得施耐德电气的培训课程结业证书。
对依据本培训手册做出的行为,施耐德电气不承担任何责任。
商标施耐德电气已尽最大努力提供有关本手册中提及的公司名称、产品和服务的商标信息。
以下显示的商标来自不Microsoft Windows、Windows XP、Windows Vista、Windows 7、Windows 8、Microsoft Office 和Microsoft Excel 是Microsoft公司在美国和®/或其它国家的注册商标或商标。
施耐德培训M340培训教程

xx年xx月xx日
• M340 PLC基础知识 • 基本编程技能 • 高级编程技术 • 通信与网络技术 • 系统集成与应用实例 • 故障诊断与维护保养
目录
01
M340 PLC基础知识
PLC概述及发展历程
PLC定义
可编程逻辑控制器(
Programmable
Logic
Controller),一种数字运算操
作的电子系统。
发展历程
从早期的继电器控制系统到现代 PLC的发展历程,以及PLC在工业 自动化领域的重要性。
M340 PLC特点与优势
特点
高性能、高可靠性、易于使用和维护 等。
优势
模块化设计、丰富的功能库、强大的 通信能力等,使其在工业自动化领域 具有广泛的应用前景。
硬件组成与结构
01
02
03
04
根据工艺流程和控制需求,设计合理的控制系统 架构,包括硬件选型、网络拓扑等。
3
控制程序编写与调试
根据控制系统架构,编写相应的控制程序,并进 行调试和优化,确保生产线稳定运行。
工业物联网(IIoT)应用案例
IIoT技术介绍
简要介绍工业物联网的基本概念、技术架构和应用场景。
Байду номын сангаасIIoT在施耐德M340系统中的应用
等。
04
通信与网络技术
通信协议及接口标准介绍
常见的工业通信协议
Modbus、Profibus、Profinet、EtherNet/IP等
通信接口标准
RS232、RS485、以太网等
以太网通信配置与实现
以太网通信基础知识:IP地址、子网掩码、网关等 M340 PLC以太网通信配置步骤
施耐德培训M340培训教程
施耐德培训M340培训教程施耐德电气是全球领先的能源管理和自动化解决方案提供商,其业务覆盖全球100多个国家和地区,服务于众多领域,包括地铁、大型商场、机场、工厂、电力公司等。
M340是施耐德电气推出的高性能PLC,广泛应用于各种自动化控制领域。
本文主要介绍施耐德培训M340培训教程的内容和意义。
一、施耐德培训M340培训教材内容1. 基础知识在进行M340培训之前,需要掌握一些基本的电气知识和PLC的基本概念。
施耐德培训的教程中会涵盖这些知识点,包括电气开关、继电器、传感器和PLC的基本构成。
2. M340硬件配置在进行M340编程前,需要了解它的硬件配置和安装方法。
这些知识点包括M340的机箱、电源、CPU模块、I/O模块等构成,这些构成的理解对编写PLC程序非常重要。
3. M340软件配置施耐德M340的编程软件为Unity Pro,培训中将介绍该软件的安装过程和界面功能,包括软件配置、连接PLC、下载程序等操作流程。
4. 编程语言Unity Pro支持的编程语言有IL、ST、FBD、LD和SFC等,培训教程将详细介绍这些编程语言的特点、使用方法和示例应用,帮助学员了解和掌握这些语言。
5. PLC程序设计通过理解基础知识、掌握软件配置和编程语言,培训教程将鼓励学员开始进行PLC程序设计。
通过实际案例和示例,学员将学会编写PLC程序,也将了解如何进行部署和调试。
二、施耐德M340培训教程的意义1. 提高技能水平M340培训教程将为学生提供必要的技能和知识,包括电气知识、PLC硬件和软件配置、编程语言等,使学员能根据需求设计和编写灵活、高效的PLC程序,并对其进行部署和维护。
2. 改善职业发展通过施耐德M340培训,学员将掌握PLC程序设计的必要技能和经验。
这些技能在自动化控制领域具有广泛应用性,是未来职业发展的必备技能之一。
3. 提高效率PLC的自动化控制是近年来越来越重要的工业行业。
在学习施耐德M340培训教程后,PLC程序设计者能够更快速地设计和编写程序,也可以更容易地对工业设备和系统进行诊断和维护,从而提高效率和质量。
施耐德M238内部培训教程
施耐德M238内部培训教程一、施耐德 M238 简介施耐德 M238 是一款功能强大、性能稳定的可编程控制器,广泛应用于工业自动化领域。
它具有紧凑的设计、丰富的功能模块和易于编程的特点,能够满足各种复杂的控制需求。
二、硬件组成1、处理器单元处理器单元是 M238 的核心部分,负责执行程序和处理数据。
它具有高速的运算能力和可靠的性能,确保系统的稳定运行。
2、输入输出模块输入模块用于接收外部信号,如传感器的信号;输出模块则用于控制外部设备,如电机、阀门等。
M238 提供了多种类型的输入输出模块,以适应不同的应用场景。
3、通信模块通信模块使 M238 能够与其他设备进行数据交换,如上位机、其他控制器等。
常见的通信方式包括以太网、串口等。
4、电源模块电源模块为整个系统提供稳定的电源供应,确保各部分正常工作。
三、编程软件1、 SoMachineSoMachine 是专门用于施耐德 M238 编程的软件,具有友好的用户界面和强大的功能。
2、编程步骤(1)创建新项目:在 SoMachine 中,选择新建项目,并设置相关参数,如控制器型号、编程语言等。
(2)配置硬件:根据实际的硬件连接情况,在软件中配置输入输出模块、通信模块等。
(3)编写程序:使用梯形图、功能块图或指令表等编程语言,编写控制逻辑。
(4)调试程序:通过在线调试功能,检查程序的运行情况,及时发现并解决问题。
四、编程语言1、梯形图(LD)梯形图是一种直观易懂的编程语言,类似于电气原理图,适合初学者。
2、功能块图(FBD)功能块图以功能块为基本单元,通过连接各个功能块来实现控制逻辑,适用于复杂的控制任务。
3、指令表(IL)指令表是一种基于指令的编程语言,需要对指令有深入的了解,编程效率较高。
五、常用功能指令1、数学运算指令包括加法、减法、乘法、除法等运算指令,用于处理数据的计算。
2、逻辑运算指令如与、或、非等逻辑运算指令,用于实现逻辑判断和控制。
3、定时计数指令定时指令用于实现定时控制,计数指令用于对脉冲信号进行计数。
施耐德大型PLC入门培训
24
算术运算指令2
1. 开方运算 2. 求绝对值
输入端
SQRT
OK
ABS
运算数 I1
√ SQRT : Q = I1
Q ABS: Q = | I1 |
25
函数运算指令1
1. 三角函数 2. 对数指数函数
Enable 操作数
SIN COS TAN ASIN ACOS ATAN
复位 R
QD 减输出
设置初始值 LD
预置值 PV CV 计数值
23
算术运算指令1
1. 加法运算 2. 减法运算 3. 乘法运算 4. 除法运算 5. 取模运算
ADD_
使能输入端
SUB_
MUL_
DIV_
MOD_
第一个 IN1
运算数
Q
第二个 IN2
运算数
使能输出
ADD : Q = IN1 + IN2 SUB : Q = IN1 - IN2 MUL : Q = IN1 * IN2 DIV : Q = IN1 / IN2 MOD : Q =I1 -((I1/I2)*I2)
REAL
IN
Q
OK
Q = Sin(IN) Q = Cos(IN)
Q = Tan(IN) Q = Asin(IN) Q = Acos(IN) 输出 Q = Atan(IN)
26
函数运算指令2
1. 三角函数 2. 对数指数函数
Enable
LN
OK
EXP
REAL
操作数 In
8
IEC 1131国际标准
•IEC (International Electrotechnical Commission)1131-3是 IEC 1131国际标 准的第三部分,是第一个为工业自动化控制系统的软件设计提供标准化编程 语言的国际标准。 •该标准得到了世界范围的的众多厂商的支持,但又独立于任何一家公司。 •它极大地改进了工业控制系统的编程软件质量及提高了软件开发效率 •主要用于可编程序控制器(PLCs)的编程系统,但它目前同样也适用于过 程控制领域、分散型控制系统、基于控制系统的软逻辑、SCADA等
施耐德PLC培训

一、PLC的组成 二、PLC硬件结构 三、I/O模块(重点)
一、PLC的基本组成
可编程控制器的结构多种多样,但其组成的一般原理基本相同,都是以微处 理器为核心的结构,其功能的实现不仅基于硬件的作用,更要靠软件的支持, 实际上可编程控制器就是一种新型的工业控制计算机。
1、工作原理
基本工作模式:PLC有运行模式和停止模式。
P/ PL SC
RIO I/O
I/O I/O
RIO Drop #2
P/
RIO I/O I/O I/O
S
Trunk Cable A
Trunk Cable B
TAP TAP
RIO Drop #3
P/
RIO I/O I/O I/O
S
TAP TAP
Trunk Terminator Trunk Terminator
AP) /
RIO I/O I/O I/O
S
Splitte r
First RIO Drop (Branch
BP) /
RIO I/O I/O I/O
S
Ta p
TAP
Last RIO Drop (Branch
AP) /
RIO I/O I/O I/O
S
Ta p
TAP
Last RIO Drop (Branch
Ready
Com Act
Error A Error B
LED Indicators and Descriptions for the RIO Head Module
LEDs
Ready
Com Act
Error A 失
Color Green Green Red
施耐德Modicon M200&M100 PLC技术培训-功能介绍
10继电器 10晶体管漏型输 出 (Sink) 10晶体管漏型输 出 (Sink)
16继电器 16继电器 16晶体管漏型输 出 (Sink) 16晶体管漏型输 出 (Sink)
2 个高速脉冲 输出 最大.100KHz 2 个高速脉冲 输出 最大.100KHz
1
1 1 1 1 1 1
1
TM200CE24R
M200&M100 技术培训
2014-9-11
1
PLC
● 2个系列产品: M200
M100
按需所制 &易用可靠 PLC
按需所制的灵活性和功 能,满足机器的扩展
Confidential Property of Schneider Electric
专用于顺序控制, 并内置通讯
2
M200&M100典型行业及应用
TM3DM8R
TM3DM24R All Screw terminal connector
Confidential Property of Schneider Electric
10
TM3扩展模块
模拟量 I/Os
输入 2 4 8 2 4 8 4 Thermocouple(J,K,R,S ,B,T,N,E,C)/NTC and PTC -10…+10VDC, 0…+10VDC/ 0…20mA,4…20mA Or Thermocouple(J,K,R,S ,B,T,N,E,C)/RTDs( Ni100,Ni1000,PT10 0,PT1000) -10…+10VDC, 0…+10VDC/ 0…20mA,4…20mA -10…+10VDC, 0…+10VDC/ 0…20mA,4…20mA -10…+10VDC, 0…+10VDC/ 0…20mA,4…20mA 输出 输入类型 输出类型 分辨率 16bit or 15bit+-sign 12bit or 11bit+-sign 12bit or 11bit+-sign 12bit or 11bit+-sign 12bit or 11bit+-sign 16bit or 15bit+-sign 16bit or 15bit+-sign -10…+10VDC, 0…+10VDC/ 0…20mA,4…20mA -10…+10VDC, 0…+10VDC/ 0…20mA,4…20mA 12bit or 11bit+-sign Or 16bit or 15bit+-sign / 12bit or 11bit+-sign 端子类型 螺丝端子 5.08mm 螺丝端子 3.81mm 螺丝端子 3.81mm 螺丝端子 5.08mm 螺丝端子 5.08mm 螺丝端子 3.81mm 螺丝端子 3.81mm 螺丝端子 5.08mm TM3 型号 TM3AI2H TM3AI4 TM3AI8 TM3AQ2 TM3AQ4 TM3TI8T TM3TI4
施耐德M218控制器内部培训教程

是
瞬断
10ms@100VAC
最大容量
25W
34W
端子块
3针,7.62mm端子块
端子块保护
盖板保护
第二章 技术参数-供电电源特性
输入类型
正常
快速
额定输入
电压
24VDC
输入范围
0~28.8VDC
电流
5mA
7mA
峰值电压
30VDC
30VDC
剩电流
7mA
9mA
输入逻辑
源型/漏型
兼容性
2线制/3线制传感器
以太网
TM218LDA40DR4PHN
220VAC
2
24/16
2/2
2
2
否
TM218LDA40DR2HN
220VAC
2
24/16
0/2
2
--
否
TM218LDA40DRPHN
220VAC
2
24/16
0/0
2
2
否
TM218LDA24DRN
220VAC
2
14/10
0/0
0
0
否
TM218LDA24DRHN
4
预留
5
预留
6
输出R-
7
预留
8
预留
第三章 安装与接线-以太网引脚定义
第三章 安装与接线-USB引脚定义
PWR
亮(绿色)
供电正常
灭
无电源供电
BAT
亮(红色)
无备份电池
闪烁(红色)
备份电池需要更换,但仍能保持数据
灭
备份电池工作正常
MS
施耐德培训M340培训教程
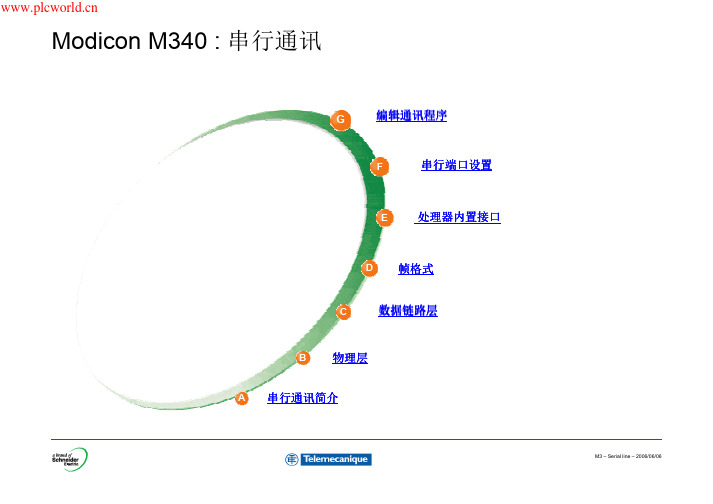
Serial line communication – 2006/05 3
集成串行通讯接口特性
类型 速率 连接设备 总线长度 信息大小 服务
Modbus模式
主/ 从
缺省值19200 bit/s (300 - 19200 bit/s)
248
干缆 : 1000 米 支缆 : 40 m
40m1kbytes字符串发送字符串接收类型类型类型类型速率速率速率速率连接设备连接设备连接设备连接设备总线长度总线长度总线长度总线长度信息大小信息大小信息大小信息大小服务服务服务服务modbus模式模式模式模式字符串模式字符串模式字符串模式字符串模式wwwplcworldcnseriallinecommunication2006055modbus协议modbus与osi参考模型物理层数据链路层网络层传输层会话层表示层应用层1234567无定义主从传输模式rtu或ascii物理接口定义rs485rs232两线制或四线制wwwplcworldcnseriallinecommunication2006056字符串协议字符串模式与osi参考模型物理层数据链路层网络层传输层会话层表示层应用层1234567无定义半双工rs485半全双工rs232物理接口定义rs485rs232两线制或四线制wwwplcworldcnseriallinecommunication2006057b物理层wwwplcworldcnseriallinecommunication2006058电气接口两种标准的电气接口多点和点对点rs485rs232点对点最长15米只针对字符串通讯的点对点wwwplcworldcnseriallinecommunication2006059wwwplcworldcnseriallinecommunication20060510wwwplcworldcnseriallinecommunication20060511c数据链路层wwwplcworldcnseriallinecommunication20060512主从原理数据请求数据请求数据请求数据请求由主站发起数据通讯主站数据响应数据响应数据响应数据响应1至247个从站modiconm340为31个从站wwwplcworldcnseriallinecommunication20060513modbus数据帧功能功能功能功能码码码码地址地址地址地址数据数据数据数据crc或lrc或或或从站地址0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ET 计时值
输入端 输出端 预置值
计时值
其工作波形图如下:
TS
19
上升沿定时器
使能端
TP
ENO
使能输出
输入端 IN Q 输出端
预置值 PT
ET 计时值
其工作波形图如下:
TS= T1+T2
输入端 输出端
预置值 计时值
20
减计数器
计数器分为加计数器,减计数器和加减计数器
2
结构
可编程序控制器是以微处理器为基础,综合了计算机技术与自动控制
技术为一体的工业控制产品,是在硬接线逻辑控制技术和计算机技术的基 础上发展起来的。通常把PLC认为是由等效的继电器、定时器、计数器等
编程器
元件组成的装置。
PLC组成: 中央处理单元(CPU)
存储器 输入/输出单元(I/O单元)
REAL
IN
Q
OK
Q = Sin(IN) Q = Cos(IN)
Q = Tan(IN) Q = Asin(IN) Q = Acos(IN) 输出 Q = Atan(IN)
26
函数运算指令2
1. 三角函数 2. 对数指数函数
Enable
LN
OK
EXP
REAL
操作数 In
电源等
输
输
入
中央处理单元
出
电
(CPU)
电
路
路
系统程序存储器
系统程序存储器
电源
CPU速度和内存容量是PLC的重要参数,它们决定着PLC的工作速度,IO数
量及软件容量等,因此限制着控制规模。 I/O单元是PLC与电气回路的接口,分为关量输入(DI),开关量输出 (DO),模拟量输入(AI),模拟量输出(AO)等通用模块和其他专用
模块。
3
小型PLC的特点和工作方式
特点: 可靠性高 通用性强 安装维护简便等
工作方式: PLC是采用循环扫描的工作方式,即每一次状态变化需一个扫描周期。 PLC循环扫描时间一般为几毫秒至几十毫秒。整个过程分为内部处理、
通信、输入处理、执行程序、输出处理几部分;
第(n-1)个 扫描周期
第n 个扫描周期
第(n+1)个 扫描周期
输出刷新
输入采样
用户程序执行
输出刷新
输入采样
4
大型PLC的工作方式
随着PLC技术的发展,大中型PLC的工作方式和小型PLC的已经有了 很大的不同。 大中型PLC的一个扫描周期分为六个阶段: 1. 自监视扫描阶段 2. 与编程器信息交换阶段 3. 与DPU信息交换阶段 4. 与网络进行通讯阶段 5. 用户程序扫描阶段 6. IO服务扫描阶段
D列下拉将B、C列合并
60
将D列内容框选后复制粘贴一次,选 择右下脚的文件夹图标—选择只有 值
45
添加通讯NOE77101到4槽
46
添加通讯CRP93200到5槽
47
双击2:RIOBUS
48
右键---选择新设备
49
选择远程IO Quantum子站—机架16 槽机架(或其他)---确定
继电器基本编程
—
—/
触 点
P N
线 —S 圈
—R
—P
—N
13
继电器控制电路
L
STOP_PB
FWD_PB
ZC
REV_PB
N
MTR_FWD ZC
MTR_REV FC
FC
14
对应的PLC程序
STOP_PB
FWD_PB ZC
FWD_PB
REV_PB
复位 R
QD 减输出
设置初始值 LD
预置值 PV CV 计数值
23
算术运算指令1
1. 加法运算 2. 减法运算 3. 乘法运算 4. 除法运算 5. 取模运算
ADD_
使能输入端
SUB_
MUL_
DIV_
MOD_
第一个 IN1
运算数
Q
第二个 IN2
运算数
使能输出
ADD : Q = IN1 + IN2 SUB : Q = IN1 - IN2 MUL : Q = IN1 * IN2 DIV : Q = IN1 / IN2 MOD : Q =I1 -((I1/I2)*I2)
地址
%M00001 %I00001 %IW00001 %MW00001
位地址 字地址
%I00326
表地 地 示址 址 地类 号 址型
11
PLC指令分类
1.继电器 触点
线圈 ——
2.功能块
条件 Enable
输入参数
功能
OK
数据类型
I1
I2
Q
I3 长度
输入参数
12
5
发展趋势
PLC发展趋势: 向高速度、大容量、多种类发展;丰富编程语言,开发用户友好界
面; 开发智能模块;加强联网通讯能力;予留现场总线接口;拥有智能诊 断等功能;保护功能加强,有效保护用户信息,防止非法复制、修
改; 对现场环境的适应能力更强。
6
选型
在PLC选型时主要是根据所需功能和容量进行选择,并考虑维护的方 便性,备件的通用性,是否易于扩展,有无特殊功能要求等。 * I/O点数 * 存储容量 * 存储维持时间 * PLC的扩展 * PLC的联网
7
注意事项
• 充分合理利用软、硬件资源 • 注意电源类型 • 留意输入输出I/O与外部设备电源匹配
其使用方法和其他功能指令大同小异,具体的可查相 关指令的说明。
32
一些基础的PLC程序块
1. AI转换 2. AO转换 3. 流量统计 4. 单点控制设备输出 5. 双点控制设备输出
33
AI转换
34
AO转换
35
流量统计
36
单点控制设备输出
37
双点控制设备输出
38
140CPU67160
实例介绍
39
新建工程
点击文件----新建
40
9
示例:140CPU67160、65160PLC
140CPU67160是施耐德PLC系列中的大型PLC,编程软件为 UNITY。本示例主要讲解如何在一个新建工程中配置PLC硬 件、配置点表、功能块的使用、梯形图编程常用技巧等。
10
PLC的地址表示形式
Start Data TypBeCD-4BCD-8UINT INT DINT REAL INT DINT
BIT BYTE WORD DWORD UINT INT DINT REAL BCD-4 BCD-8 Mixed
29
数据转换事例
Enable
OK 相应转 换函数
被转 IN 换数
使能端
CTD
计数 CD Q
设初始值 LD
预置值 PV CV
使能输出 输出 计数值
21
加计数器
使能端
CTU
计数 CD Q
复位 R
预置值 PV CV
使能输出 输出 计数值
22
加减计数器
使能端
加计数 减计数
CTUD
CU CD QU
使能输出 加输出
56
在EXCEL中打开DB.TXT文件---下一 步---下一步---完成
57
整理原始点表,插入列B,加入前缀 HS_AI /HS_DI /HS_DO等
58
插入列D写入公式合并B、C列后回 车
59
24
算术运算指令2
1. 开方运算 2. 求绝对值
输入端
SQRT
OK
ABS
运算数 I1
√ SQRT : Q = I1
Q ABS: Q = | I1 |
25
函数运算指令1
1. 三角函数 2. 对数指数函数
Enable 操作数
SIN COS TAN ASIN ACOS ATAN
8
IEC 1131国际标准
•IEC (International Electrotechnical Commission)1131-3是 IEC 1131国际标 准的第三部分,是第一个为工业自动化控制系统的软件设计提供标准化编程 语言的国际标准。 •该标准得到了世界范围的的众多厂商的支持,但又独立于任何一家公司。 •它极大地改进了工业控制系统的编程软件质量及提高了软件开发效率 •主要用于可编程序控制器(PLCs)的编程系统,但它目前同样也适用于过 程控制领域、分散型控制系统、基于控制系统的软逻辑、SCADA等
MTR_FWD ZC
REV_PB FC
MTR_REV FC
15
功能块指令
1. 定时器/计数器 2. 算术运算功能 3. 关系运算功能 4. 位操作功能 5. 转换功能 6. 控制功能
16
功能块一般格式
条件 Enable
输入参数
功能
OK
数据类型
施耐德大型PLC入门培训
1
起源
世界上第一台可编程序控制器产生于1969年,是由当时美国数字设备公 司(DEC)为美国通用汽车公司(GM)研制开发并成功应用于汽车生产 线上,被人们称为可编程序逻辑控制器(Programmable Logic Controller),简称PLC。在70年代,随着电子及计算机技术的发展,出 现了微处理器和微计算机,并被应用于PLC中,使其具备了逻辑控制、 运算、数据分析、处理以及传输等功能。电气制造商协会NEMA (National Electrical Manufacturers Association)于1980年正式命名其为可 编程序控制器(Programmable Controller),简称PC。为与个人计算机 (Personal Computer)相区别,同时也使用其早期名称PLC。国际电工技 术委员会IEC(International Electrotechnical Commission)分别于1982年11 月和1985年1月颁布了PLC的第一稿和第二稿标准。以后PLC开始向小型 化、高速度、高性能、高可靠性方面发展,并形成多种系列产品,编程 语言也不断丰富,使其在80年代工业控制领域中占据着主导地位。