丰田喷气织机-按扭和信号灯
丰田喷气织机电气原理
丰田喷气织机电气原理丰田喷气织机电气我公司的丰田喷气织机有JAT600、JAT610、JAT710三种机型,丰田JAT600只有两个储纬器、单臂、全凸轮,所以丰田600系列织布的工艺有很大的局限性,有色布品种极有限。
丰田610在很大程度上弥补了以上的几点不足,改为四储纬器和六储纬器,综框牵引不再是单一的机械传动(凸轮)方式,采用了电子驱动和凸轮传动两种方式。
丰田710织机在610的基础上,速度有了更大的提高。
丰田喷气织机主要有以下几个大的部分构成:送经装置、开口装置、布边形成、卷取装置、引纬装置、打纬装置、探测装置和电气控制装置(电气装置、电气控制系统和电子多臂),本篇还谈谈电子多臂机和双经轴送经的一些相关内容。
⒈送经装置(单经轴织机)电动送经装置是根据张力传感器检测出张力罗拉上的经纱张力计算与经纱张力的差值,控制交流伺服马达的送经速度(张和传感器安装在织机右侧)。
以确保经纱的运送和经纱张力维持在一定的范围之内。
交流伺服马达通过减速器驱动固定在经轴齿轮上的经轴,送出经纱。
但根据所送纱质特点又分为积极平稳(短纤维)和消极平稳(长丝),以缓和经纱开闭口所产生的经纱张力变动。
支承两端张力罗拉的驱支站稳杆,随着平稳传动杆朝织机的前送经装置、后梁运动的摆动来调整张力后梁的姿态。
⒉开口装置(消极凸轮开口装置)主马达的旋转,传动织机右侧的驱动轮,由其外侧的定时皮带传动齿轮系列,驱动踏盘凸轮旋转,凸轮的旋转踏动踏综杆,索动钢丝绳,带动与钢丝绳边接的综框上下运动,综框带动综丝和经纱上下运动为投纬做好准备。
上部弹簧的张力由吊综杆钢丝绳传导,通过踏杆使踏综杆上的踏综轮与踏盘凸轮的表面接压。
曲柄梭口装置是专门用于平纺编织而设计的。
主电机的转动是通过RH和RL传动的,各个带有外盒的偏心盘带动边杆、主踏盘板次踏板杆。
因此,综框联接通丝杆(松紧螺旋扣)的上下运动。
曲柄梭口装置有下列二种型号。
单项调谐的曲柄梭口装--置种装置在上下梭口都没有固定的曲柄转动角,因而适合高速织机,然而短纤纱织物的表面质地较差。
丰田喷气织机操作盘说明

丰田喷气织机操作盘说明一、操作盘概述丰田喷气织机的操作盘位于机器的控制面板上,是控制织机运行的重要部件。
通过操作盘上的各种功能按钮和控制器,操作人员可以进行各种设置和调整,确保织机的正常运行。
本文将详细介绍丰田喷气织机操作盘上的各个部分及其功能和使用方法。
二、操作盘部件介绍1. 电源开关:位于操作盘的左侧,用于开启或关闭织机的电源。
在操作织机之前,请确保电源开关处于关闭状态,并在使用后立即关闭电源。
2. 主电动机控制器:位于操作盘正中央,用于调节织机的主电动机的转速。
通过旋转控制器,可以改变织机运行时主电机的转速。
3. 弹力控制器:位于主电动机控制器的下方,用于调节织机的弹力大小。
通过旋转控制器,可以改变织机运行时的弹力大小,以适应不同的织物材料和要求。
4. 运行模式按钮:位于操作盘的右侧,包括自动模式和手动模式两个按钮。
自动模式下,织机将按照设定好的参数自动运行;手动模式下,可以通过其他按钮进行单独控制。
5. 速度调节按钮:位于运行模式按钮下方,用于调节织机的运行速度。
通过点击加号或减号按钮,可以增加或减少织机的运行速度。
6. 喷气控制按钮:位于操作盘的右下方,用于控制织机进行喷气操作。
通过点击喷气控制按钮,可以使织机实现喷气功能。
7. 故障报警灯:位于操作盘的右上方,当织机出现故障时,该灯将亮起。
操作人员在正常运行过程中,应时刻关注该指示灯的状态,确保织机的正常运行。
三、操作盘功能和使用方法1. 开机与关机开机前,请确保电源开关处于关闭状态。
然后按下电源开关,织机将启动,并准备进入待机模式。
在织机使用完毕后,务必关闭电源开关,以确保织机的安全和稳定运行。
2. 主电动机转速调节通过旋转主电动机控制器,可以实现织机运行时主电机转速的调节。
根据织物材料和生产需求,通过适当调整转速,可以获得最佳的织造效果。
3. 弹力调节通过旋转弹力控制器,可以改变织机行进时的弹力大小。
不同的织物材料对弹力的要求不同,通过调节弹力大小,可以确保织机的运行平稳,织成的织物质量更好。
丰田JAT610型喷气织机几项技术改造探讨
边 。其 动力 传 动为 单 侧 同轴 传 动 , 即左 右 两 侧 游 星 绞 边装 置依 靠 同一根 长轴传 动 。该 长轴 在高速 转 动
时 易产 生跳 动现 象 , 易 造成 固定 托 脚 及 长轴 局 部 容
式 电子 多 臂开 口系统 , 大 可使 用 1 最 6页 提综 , 板 面 控 制组 织纹 板 , 有 织 物 适织 性 高 , 物设 定 方 便 , 具 织 生产 效率 高等优 点 。在 实 际 生产 中 , 常 担 当新 品 经 种试 织 和复 杂织 物 织 造 等 首选 或 专 用 机 型 , 用 巨 作 大 。但是 , 使用 多 年 以后 , 型织 机 中 的某 些 机构 在 该 所 存 在 的不 足逐 渐 显 露 出来 , 中 最显 著 的是 停 经 其 盒故 障 、 刹车 盘故 障及 游 星传 动轴 易磨 损等 问题 。
第 3 9卷 第 4期 21 0 2年 7月
织器l ; } 。
Te tl c s o is x _ Ac e s re e
● 革 新 改 造
丰田J T 1 A 6 喷 气 织 机 几 项 技 术 改 造 探 讨 0型
曹安 平 , 吴铁 梁 , 康 学 , 郭 汪 旗 , 艳 军 王
磨 损 , 生 绞边装 置工 作不 良及 轴头磨 损 发热现 象 。 产 此类 故 障平 均每月 8台次 , 且 修复 时要经 过堆 焊 、 并 校直 、 削等 机加工 工 序 , 时长 , 车 耗 效率 低 。
2 故 障 分 析
2 1 停经 盒 故障分 析 . 电子 停 经盒 分 为 上 下两 部 分 , 下各 有 6个 相 上
台次左右 。
1 3 绞 边装 置传 动 问题 . J AT6 0型 喷 气 织 机 的 绞 边 系 统 采 用 游 星 绞 1
主面板及警示灯说明

基本操作说明书襄轴短圆柱满滚子装配线工程号:JC20137201宁波江辰自动化装备有限公司目录1.安全注意事项 (3)2.操作面板 (4)2-1.操作面板外形图2-2.操作面板及信号灯的说明3.运行准备 (6)3-1.开机操作3-2.关机操作3-3. 运行准备4.手动运行 (7)4-1. 手动运行顺序4-2.手动运行流程5.自动运行 (8)5-1.自动运行顺序5-2.自动动运行流程5-3.自动运行停止6.复位运行 (10)7.触摸屏操作 (11)7-1.首页7-2.自动状态画面7-3.手动操作画面7-4.工艺设置画面7-5.输入输出监控画面7-6.系统设置画面7-7. 报警画面1.安全注意事项本说明书包含确保使用者的安全与灵活使用设备的内容,在使用设备前,请务必熟悉本说明书的相关内容后再使用。
1)在通电源、气源及液压类前,请确认设备保护区域内是否有人。
2)设备运行中,请注意操作区域内,禁止进入或其他障碍物的投入。
3)设备保修点检时,请将设备停止运行,切断电源、气源和液压的供给,确保安全后点检。
4)设备的运行与停止,请按本说明书所说明的顺序进行操作。
5)请定期检查设备的状态,确认各部位是否有水及灰尘等,去除对设备运行有障碍的异物。
6)清理设备时,禁止使用水和化学药品等,请使用柔软的海绵或软刷等。
2.操作面板及警示灯2-1操作面板及警示灯外形图1234652-2操作面板及警示灯简介:1手动自动旋钮:可选择自动和手动两种状态。
自动状态即需设备自动运行的状态,如需设备作自动运行,此开关必须处于自动状态位置。
手动状态一般为对设备作手动调整时使用,如需对设备的某一个工位进行手动的调整,此开关必须处于手动状态。
2启动停止按钮:当设备的各个工位都在原位,而手动自动开关又处于自动状态时,按下该按钮,设备即进入自动运行状态。
同样的,设备在正常运作过程中如需停机,按一次该按钮,设备在做完一个循环动作后即停止。
此按钮为一个点动式启动和停止同控按钮。
SEL351A面板指示灯、按钮操作说明

SEL351A面板指示灯、按钮介绍及从面板修改定值说明一、面板说明:面板修改定值说明:面板按键图示按SET(▲)键,屏幕出现GROUP PORT等字符,光标在GROUP下方;按EVENTS(SELECT)键,屏幕出现GROUP 1 2 3 4 5 6,光标在1下方;按EVENTS(SELECT)键,屏幕出现SHOW SET,光标在SHOW下方,再按OTHER(►)将光标移至SET下方;按EVENTS(SELECT)键,屏幕出现PASSWORD ABCDEF,光标在A下方;按SET(▲)键多次,直至A变成T。
再按OTHER(►)将光标移至B下方,按CNTRL(▼)键一次,使B变成A。
同样,将C D E F变成I L 空白空白(A前面即为空白)。
此时面板显示PASSWORD TAIL ;按EVENTS(SELECT)键,会看到面板EN等灭了一下,并听到一声轻微的“咔嗒”声,再按CNTRL (▼)便可看到定值CTR 15(15为举例值);当按CNTRL(▼)至出现需要修改的定值时,按EVENTS(SELECT)会在定值下方出现光标,再按SET(▲)、CNTRL(▼)、STA TUS(◄)、OTHER(►)键修改到所需的值,改完后再按EVENTS(SELECT)确认,再用同样方法修改下一个定值;当全部定值修改完后,按GROUP(EXIT)键,屏幕出现SA VE CHANGE?YES NO,再按EVENTS (SELECT)键,此时也会看到面板EN等灭了一下,并听到一声轻微的“咔嗒”,定值修改就全部完成了。
注:SEL351A定值清单的前209行(ROW 1~ROW209)均可从面板修改(这209行包括了所有的定值,但不包括逻辑部分);剩下的逻辑部分从面板修改不了,必须通过上位机软件修改(一般说来,投运后逻辑部分基本不会改变,可能会改变的仅是定值)。
如需要修改定值,请参照SEL351A定值清单的注释以及上面的说明从SEL351A面板上进行修改。
丰田JA710织机电气系统的各种故障

19:28 48V DC48V
123456
1)
[ DCPS2 ]
[1] [5]
2)
[ DCPS2 ]
3)
1)
1)
1)
IO1
IO2
1)
LH1
LH2
[ CN3 ] [ F1 ]
LH3
[ 3 ] [ 6 ] IO1
[ CN10 ]
9.2 - 3
9. 电气装置
[ 2 ] 控制基板动作不良
主控制柜、功能表示板、送经装置、 EDP 装置、电动卷取装置使用的控制基板的动作状态可以通过各自的 LED 进行检查。下表表示的是检查用 LED 和控制基板正常时的各自 LED 的状态。
• 断电器—ON (端子号 107-101=DC24V) • 马达—OFF • 电磁开关—全部 OFF
[ 2 ] 运转中
信号灯 操作控制盘
[ 3 ] 停车时
— 全部灭灯 — 无显示
• 断电器—OFF (端子号 107-101=0V)
• 马达—ON
• 电磁开关—MSL-ON MSF-ON MSY-ON
9.2 - 5
9. 电气装置
[ 2.1 ] 控制基板的各种故障 (1) 主控制柜
CPU 基板上的 LD5 及 LD8~LD11 不亮灯, LD6 及 LD7 不灭灯时,请依照以下的程序处理。
LD5 LD6 LD7 LD8 LD9 LD10 LD11
OFF ON
F6
NO
F6
YES
YES DCPS1
DCPS1 CN1 1~ 3
DCPS6 CN2 4 DC5V
YES
DCPS6 LH CN1
NO
YES LH
喷雾机ST说明书
---------------------------------------------------------------最新资料推荐------------------------------------------------------喷雾机ST说明书●不可在机械运行中进行修护及保养工作请勿在机械运转中进行修护、保养工作。
在从事修护、保养工作前,请先切断电源开关。
警告●作业时请穿着工作服作业时穿着确切之工作服,过大或不确切之衣着有遭机械入之危险。
●请勿改造请勿改造机械,改造机械所发生的事故本公司一概不负责。
●接地为防止感电情形发生,请确实作好第三类接地工事。
●请勿打开控制箱之盖子控制箱内部有高压电路,为防有感电疑虑,请勿打开控制箱的保护盖。
●请勿接触运转中之机械请勿接触运转中之机械,机械运转中可能发生撞击及造成人身伤害事故。
●停电频繁时请停止机械运转雷击、停电频繁等电源异常时,请停止机械运转。
注意●明确监督责任者为了防止在手动调整时,因安全确认不足而引致操作错误的事故,在二人以上作业的状况下,请确立监督责任者。
31/ 18●详阅本说明书请详阅本说明书,充分了解事项,遵守说明书指示操作。
●确保维修、保养空间确保安全运转,请至少预留 1 公尺以上的空间,此范围内请勿放置任何杂物。
●整理整顿机械周围请经常整理整顿,并充分照明。
●确实保养、检查工作请确实执行每日的保养、检查工作,如有故障情况请迅速联络本公司。
●异常、故障发生时若认为有异常或故障的情况下,请依本司技术人员的指示作调整。
●操作中请勿以沾满油污或潮湿的手触摸操作键盘或开关。
●请勿在以下场所中使用·周围温度0℃以下、40℃以上之场所。
·腐蚀性瓦斯之场所。
·金属、碳粉等导电性粉尘过多之场所。
·会产生强磁场、强电场之处。
·多露水之场所。
·高震动的场所。
4---------------------------------------------------------------最新资料推荐------------------------------------------------------ ●作业中的表示在喷雾机可动范围内从事机体的检查、修理、调整、扫除、给油等作业时,请切断电源并标示“作业中”警告板,以防止其它作业者不经意而发生的意外事故。
ZK 喷气织机操作说明书(电控)
目录1 电气部分概述 (3)1.1 概述 (3)1.2 功能框图 (4)1.3 人机界面 (5)2 输入和操作 (6)2.1 概述 (6)2.2 操作 (6)2.2.1 操作面板 (6)2.2.2 人机界面 (7)2.2.3 机修操作画面 (8)2.3 设置 (9)2.3.1 参数设置部分的画面 (9)2.3.2 基本参数 (9)2.3.3 引纬部分 (9)2.3.4 喷嘴 (9)2.3.5 机修检测 (10)2.3.6 慢引纬操作 (10)2.3.7 引纬部分相关画面 (10)2.4 纬纱探测装置 (13)2.4.1 概述 (13)2.4.2 探纬器H1 (13)2.4.3 探纬器H2(选购) (13)2.4.4 传感器电缆 (13)2.4.5 探纬头 (14)2.4.6 探纬系统基板 (14)2.4.7 H1、H2定时的设定 (14)2.4.8 常用的处理办法 (15)2.4.9 常见故障的调试步骤 (16)2.5 APF(自动对梭口) (16)2.5.1 概述 (16)2.5.2 织机停止时的自动反转 (16)2.6 经向检测停车部分 (18)2.6.1 概述 (18)2.6.2 经向检测相关画面 (19)2.7 班次切换时间的设置 (20)2.8 动力部分 (20)2.8.1 电磁制动器 (20)2.8.2 主电机控制 (21)3 维护保全 (22)3.1 定期检查和维护 (22)3.1.1 电气装备维护的注意事项 (22)3.1.2 日常检查 (23)3.1.3 定期检查 (23)3.1.4 问题解决方法 (23)3.1.5 周边环境与织机电气故障的关联 (23)3.2 检查操作 (23)3.2.1 检查四色灯 (23)3.2.2 正转时的故障及问题解决方法 (24)3.2.3 反转时的故障及问题解决方法 (25)3.2.4 运行启动时的故障及问题解决方法. (25)3.3 人机界面更换 (25)3.4 驱动部分 (26)3.4.1 主电机 (26)3.4.2 编码器 (26)3.4.3 制动线圈过热 (26)3.4.4 制动器的电压与控制器 (26)3.4.5 制动器故障及解决办法 (26)3.4.6 接地 (26)3.4.7 热保护开关 (26)3.5 测量和储纱部分 (27)3.6 绞边装置 (28)3.6.1 传感器检查 (28)3.6.2 传感器故障和如何更换 (28)3.7 经纱问题部分 (28)3.7.1 停经片检查 (28)3.8 探纬部分 (29)3.8.1 如果探纬头H1损坏 (29)3.8.2 关于探纬头H1的误停和误探 (29)3.8.3 关于探纬头 H2 的误停和误探 (29)3.8.4 FEELER-BOARD单元的故障问题 (30)3.8.5 探纬头故障和和部件的替换: (30)3.9 各部分电源 (31)3.9.1 电源电压的测量 (31)3.9.2 检查电源线时应该注意 (31)3.10 其它维护事项 (31)3.10.1 注意: (31)3.10.2 易损件的库存 (31)3.10.3 有关于电的部分 (31)3.10.4 雷击时的检查和解决方法 (31)3.10.5 假日时设备的维护保养 (32)3.10.6 关于电气部分的维护和检查 (32)1电气部分概述1.1概述喷气控制系统由两部分组成:人机界面和控制柜,两者之间通过通讯电缆连接。
JAT710型喷气织机报告解析

LOGO
Page
30
织轴盘片直径
最大卷布直径 制动装置 传动方式 润滑系统 控制系统
800.930、10000
600、曲柄520 主电动机的气动方式可选择机台的停止,起动角度可选择可调整送经量、一次性投纬织口紧随 超高速起动电动机,按钮式启动、停止、正反转缓慢运动;通过电磁阀、制动器的制动定位停止 自动校正 主要部位油浴润滑方式、润滑油加油,全自动统一加油装置 触摸式对话型新型彩色多功能操作盘、标准条件制动设定装置(ICS)、智能型引纬控制器(IFC )、故障排除、停台原因分别显示操作人员监控装置 Page 17
JAT710喷气织机
LOGO
Page
18
JAT710喷气织机
LOGO
主要技术特点有: ① 提高机架刚性、改善打纬部件平衡性、运动部件轻量化,进一步 降低振动; ② 根据纬纱到达角度自动控制纬纱飞行,主要有二种方式:自动调 节电磁销、纬纱张力控制器 ABS、辅喷电磁阀的动作时间,实时控 制纬纱到达角度;自动调节喷射压力以控制纬纱到达时间; ③ 采用响应速度更高的辅喷电磁阀,缩短辅喷气路、减少中间连接 件,采用喇叭形串联主喷嘴和锥形辅喷嘴,缩短辅喷嘴间隔距离,通 过这些措施使 JAT710 的耗气量比前一代产品明显降低;
Page
19
JAT710喷气织机
④ 改进的 ABS 纬纱张力控制系统,新的 ABS 该系统可根据不 同的纬纱分别设定纬纱制动力,作用时间根据纬纱飞行状态自动 进行控制,有效降低了纬纱张力峰值; ⑤ 应用电磁纬纱剪刀,单独设定每一纬的剪断时间;
LOGO
JAT710喷气织机
LOGO
Page
21
JAT710喷气织机
Page
丰田喷气织机-绞边装置
2 1
3 X
Y
5 4
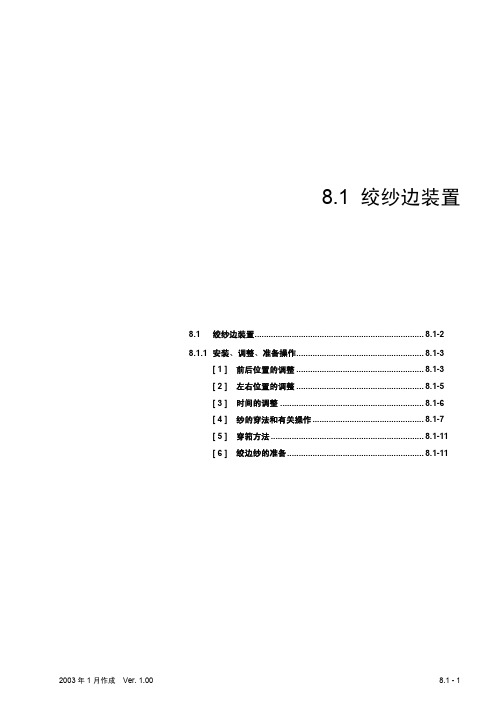
[ 4.2 ] 绞边筒子架的穿纱方法 (1) 从绞边筒子 1 将绞边纱 2 拉出 从上穿入悬臂 5
上面的孔子 x 内 (2) 将绞边纱挂住传感器吊环 4 (3) 从下穿入纱眼 3 上面的孔子 y 内
2003 年 1 月作成 Ver. 1.00
8.1 - 1
8. 布边形成装置
8.1 绞纱边装置
绞边纱绞住每根纬纱 加固布边组织 防止剪断纬纱时出现的散边现象 动作顺序 (1) 齿轮系列 1 2 3 4 5 驱动绞边器齿轮 6 (2) 与齿轮 6 同轴的固定齿轮 7 过桥齿轮 8 行星齿轮 9 互相咬合 驱动同轴的筒子架 10a 10b 旋转 (3) 筒子架 11a 11b 的绞纱上下转动 形成绞边
(8) 如左图所示设置定规 J8213-02010-00 然
后调整过桥齿轮支架7 使定规紧配在驱动轴19
和螺母量规的轴上 拧紧螺丝 8 18
如果使用高速型过桥齿轮 9 则应拧松驱动齿轮
10 上的槽顶螺丝 朝内移动齿轮使板规紧配在
8
9
驱动轴 19 和螺母量规的轴上
使用这些量规的本项调整 将过桥齿轮 9 与驱动
8.1 - 10
8.1 绞纱边装置
[ 5 ] 穿筘方法
纱的符号 绞边纱 地经纱 废边纱
(1) 织机左侧 绞边纱 与最左端的地经纱 内
穿在同一筘齿
(2) 织机右侧 绞边纱 穿在最右端地经纱 内
右侧相隣的筘齿
[ 6 ] 绞边纱的准备
(1) 绞边纱装置的使用纱种
丰田喷气织机-操作盘说明
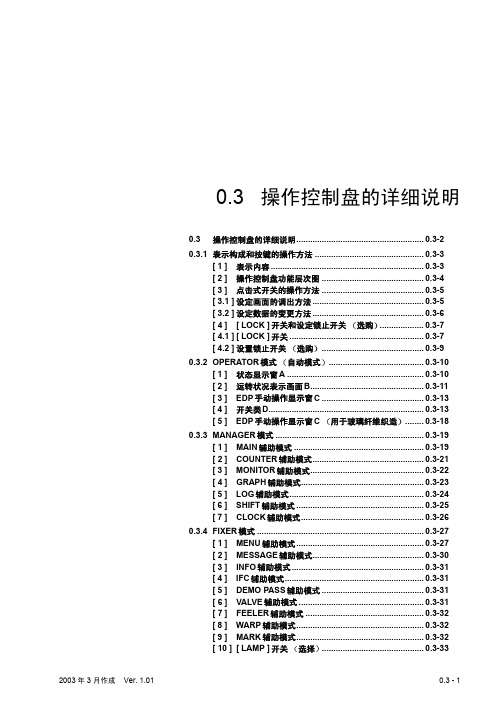
2003年 3月作成 Ver. 1.01 0.3 - 10.3 操作控制盘的详细说明0.3操作控制盘的详细说明.......................................................0.3-20.3.1表示构成和按键的操作方法...............................................0.3-3[ 1 ]表示内容..................................................................0.3-3[ 2 ]操作控制盘功能层次图............................................0.3-4[ 3 ]点击式开关的操作方法............................................0.3-5[ 3.1 ]设定画面的调出方法................................................0.3-5[ 3.2 ]设定数据的变更方法................................................0.3-6[ 4 ][ LOCK ]开关和设定锁止开关选购...................0.3-7[ 4.1 ][ LOCK ]开关..........................................................0.3-7[ 4.2 ]设置锁止开关选购............................................0.3-90.3.2OPERATOR 模式自动模式.........................................0.3-10[ 1 ]状态显示窗A...........................................................0.3-10[ 2 ]运转状况表示画面B.................................................0.3-11[ 3 ]EDP 手动操作显示窗C............................................0.3-13[ 4 ]开关类D...................................................................0.3-13[ 5 ]EDP 手动操作显示窗C 用于玻璃纤维织造........0.3-180.3.3MANAGER 模式................................................................0.3-19[ 1 ]MAIN 辅助模式........................................................0.3-19[ 2 ]COUNTER 辅助模式................................................0.3-21[ 3 ]MONITOR 辅助模式.................................................0.3-22[ 4 ]GRAPH 辅助模式.....................................................0.3-23[ 5 ]LOG 辅助模式..........................................................0.3-24[ 6 ]SHIFT 辅助模式.......................................................0.3-25[ 7 ]CLOCK 辅助模式.....................................................0.3-260.3.4FIXER 模式........................................................................0.3-27[ 1 ]MENU 辅助模式.......................................................0.3-27[ 2 ]MESSAGE 辅助模式................................................0.3-30[ 3 ]INFO 辅助模式.........................................................0.3-31[ 4 ]IFC 辅助模式............................................................0.3-31[ 5 ]DEMO PASS 辅助模式............................................0.3-31[ 6 ]VALVE 辅助模式......................................................0.3-31[ 7 ]FEELER 辅助模式...................................................0.3-32[ 8 ]WARP 辅助模式.......................................................0.3-32[ 9 ]MARK 辅助模式.......................................................0.3-32[ 10 ][ LAMP ]开关选择............................................0.3-330. 运转操作0.3 - 20.3操作控制盘的详细说明注意本说明书运用功能面板图示仅仅是为了加以说明这些图示因机器规格的不同而可能不同(1) 输入织物条件经纱纬纱机台条件后自动设定符合织物条件的各装置设定值(2) 显示停台原因和对策(3) 显示运转状态(4)使用记忆卡可将各机台的条件统一(5)操作控制盘右侧的开关有以下的功能可以使用连接英特网返回机内画面接通电源时的OPERATOR 画面通常不表示的工具栏在画面上方表示表示键盘0.3 操作控制盘的详细说明0.3 - 30.3.1表示构成和按键的操作方法[ 1 ]表示内容左图是控制盘所显示的一例画面各表示区域是一块触摸盘操作控制盘上的设定模式有OPERATOR 模式MANAGER 模式FIXER 模式三种要进入各模式时请选择左图的模式选择开关1点击进入模式选择开关1•[ OPERATOR ]开关点击这个开关就变成OPERATOR 模式这个模式表示运转中或一般停止无论哪种情况下织机的现在状态•[ MANAGER ]开关触摸此[MANAGER]开关即出现MANAGER 模式便于运转状况的监督和生产管理•[ FIXER ]开关点击这个开关就变成FIXER 模式它显示基本设定投纬段补正装置检修等辅助模式0. 运转操作0.3 - 4[ 2 ]操作控制盘功能层次图FIXER 模式运转中画面通常自动停止画面手动停止画面OPERATOR 模式自动模式状态表示窗口运转状态表示窗口产量台机保持信息机台现状能否切换EDP 手动操作窗口MAIN BEAM SETCLOTHCUT TENSIONMANUAL DECLARE INFO开关类MAIN 辅助模式COUNTER 辅助模式MONITOR 辅助模式GRAPH 辅助模式LOG 辅助模式SHIFT 辅助模式CLOCK 辅助模式MANAGER 模式MAIN 辅助模式整体菜单捷径辅助菜单可以从整体菜单里的任意菜单登录0.3 操作控制盘的详细说明0.3 - 5[ 3 ]点击式开关的操作方法在[ 1 ]叙述过操作控制盘部分的各种表示范围都是点击式开关注意•轻轻的按下触摸键操作这些键请勿用过大的力•触摸盘淋水后将破损•触摸盘上的落花灰尘要用柔软的毛刷或清洁布去清除[ 3.1 ]设定画面的调出方法举例FIXER 模式下呼出TAPO 设定画面的方法(1) 点击[ FIXER ]开关左图是总电源打开后的OPERATOR 模式画面停止中(2) 点击[ MENU ]开关注意已经表示MENU 模式时不用再点击MENU 开关(3)点击[ TAPO ]开关按以上方法就可调出左图的TAPO项目画面0. 运转操作0.3 - 6[ 3.2 ]设定数据的变更方法设定数据的变更方法如下所示(1)值输入方式把光标移至想变更的值的位置用画面下方的[ Clr ]键删除原有值用数字键输入新的值连续变更其他值时用[Next]键可以移动(2)值选择方式在点击值时候补数据象图一样表示出来进行设定变更(3)项目指定方式指定想作为项目的对象以点击检测部分来指定项目的选择或未选择操作控制盘上的项目选择时的记号为全黑的正方形(4)项目选择方式选择想作为项目的对象点击检测部分进行项目选择在选择了一个项目时其他项目自动变成未选择(5)其他窗口方式背景为黄色数字的想要变更的值一点击值数字就会移动到其他画面上去移动到的画面上表示为(1)值输入方式~(4)项目选择方式的输入画面如刚才的各个输入方式进行值的变更无论何时以点击画面右下方的[ 设定 ]来结束值的变更0.3 操作控制盘的详细说明0.3 - 7[ 4 ][ LOCK ]开关和设定锁止开关选购操作控制盘上的设定数值不需变更时处于锁定状态以防止按动错误设定数值时被消除或变更锁定方法有2种即使用控制盘的[ LOCK ]键方法和使用控制盘左下侧设定锁止开关选购方法[ 4.1 ][ LOCK ]开关(1) 点击FIXER-MENU-LOCK 开关出现左图所示画面(2)用0~9数字键输入密码出厂密码=7777按错了或要修改时用[ Clr ] 键全部删除和[ BS ]键删除最后文字进行修改(3)输入完了以后点击画面右下方的[ 设定 ]锁定顺序(1)点击[ FIXER ]-[ MENU ]-[ LOCK ]开关(2)点击出现的窗口的锁定出现左侧画面此时设定值被锁定禁止变更另外锁定的施锭/解除同样也可以从设置在画面上部的菜单右端的快捷锁定菜单来进行操作0. 运转操作0.3 - 8表示锁定用的口令号码变更(1)显示出左边的画面(2)操作功能键显示出一个键盘(3) 触摸画面中的验证密码号输入框确认输入光标在闪亮(4)从键盘输入现在的验证密码号(5) 继续输入字母chg 小写字母(6)操作功能键退出键盘(7)触摸右下的[ 设定 ](8) 显示出左边的画面(9) 触摸0-9的开关输入新的验证密码号最多8个数字(10)输入完后触摸[ 设定 ] 按错进行改正时可借助[ Clr ]键全删除和[ BS ]键最后一数字删除来进行修正(11)左边的画面显示出到此验证密码号更改完成0.3 操作控制盘的详细说明0.3 - 9[ 4.2 ]设置锁止开关选购设定锁止开关在操作盘的左侧插入钥匙1后进行操作(1)开关处于固定方向时图中Show 的位置D 插入钥匙1(2)将钥匙向时针方向图中Change的位置C 旋转此时钥匙不能拔出可以变更设定(3)将钥匙向逆时针方向D 旋转在固定方向时拔出钥匙1110. 运转操作0.3 - 100.3.2OPERATOR 模式自动模式如左图所示由表示各种状态的窗口A 表示各自运转状况的窗口B 表示投纬准备关系的窗口C各种装置的选择开关[ BEAM SET ][ CLOTH CUT ][ TENSION ][ MANUAL ][ DECLARE ][ INFO ][ NETWORK ] 选择构成[ 1 ]状态显示窗A表示运转正常自动停车手动停车等各种织机的状态停车时的显示请参照0.2.5章点击文字列表时出现左图所示的检查内容和对策要返回原来画面时点击[ 返回]键DBAC[ 2 ]运转状况表示画面B表示织机的运转状况等用点击[ SHIFT ][ PERSON ][ MACHINE ]键可以进行生产量台机信息机台状况的切换以下选择[ SHIFT ]时表示的内容(1)运转时间只表示织机运转过程中的时间表示从开始运转的时间(2)停止时间只表示织机停止过程中的时间表示从开始停止的时间(3)落布予测表示从现在几小时后要下布的时间这个预测时间是以左部中间画面显示的MANAGER模式COUNTER辅助模式设定的落布长和时间换算出来的(4)了机予测时间表示从现在几小时以后要换轴的时间这个预测时间是以左部下方画面显示的各装置选择开关D的[ BEAM SET ]开关内的布轴卷取长度设定的经轴卷长和时间换算出来的(5)布长投纬次数公尺码或片数表示从下布后到目前的布匹长度表示以左部中间MANAGER模式COUNTER辅助模式选择的长度单位(6)落布长投纬次数公尺码或片数用MANAGER模式COUNTER辅助模式设定下落布长度的话其设定值可以表示(7)每分钟产量公尺或码表示每1分钟的生产量表示以左部中间画面所示的MANAGER模式COUNTER辅助模式选择的长度单位选择投纬次数单位时表示米(8)运转效率现在班显示从轮班开始到现在的运转率(9)运转效率24H显示过去24小时的运转率[ 3 ]EDP 手动操作显示窗C在机台停止过程中可以表示EDP 手动操作窗口•电磁针解除开关按动后储纬器电磁阀的活动销动作可除去测长板上的卷绕的纬纱•预备卷取开关按动后导纱杆按控制盘上设定的预备卷数转动将纬纱卷绕上测长板上•1卷解除开关一点击就会放出1卷的预备卷量被放出的1卷量在运转中做补充[ 4 ]开关类D左面有其他各装置的调整设定操作开关(a) [ TENSION ]开关(b)[ BEAM SET ]开关(c)[ INFO ]开关(d)[ CLOTH CUT ]开关(e)[ DECLARE ]开关(f)[ MANUAL ]开关(g) [ 气阀1 ]开关(h) [ 气阀 2 ]开关(i) [ TAPO ] 开关选择(j) [ 油 ]开关(k) [ APC ] 开关选择(l) [ 折布边]开关选择1卷解除开关预备卷取开关电磁针解除开关(a)[ TENSION ]开关一点击就出现左面的图形只表示现在经线的张力值和设定张力值左面的画面是单经轴机械式卷曲装置规格的画面画面上有经轴正转按键1经轴逆转按键2张力恢复按键3•经轴正转按键1经轴正转按键1与经纱张力无关按动后经轴只能正转最初3秒钟内慢速正转其后正转速度加快手离开按键正转停止•经轴逆转按键2按动经轴逆转键2经轴只能逆转最初3秒钟内慢速逆转其后逆转速度加快手离开按键逆转停止经纱张力超过设定张力1倍时经轴逆转自动停止•张力恢复按键3按动张力恢复键3经轴正转或逆转达到设定张力值时自动停止进行了下列任一作业之后务请按下这个键来恢复张力根据这个操作电脑就可检测经纱的伸张度(1)新织机初次织造后(2)清除RAM后(3)换轴后改变了纱线种类张力恢复键的操作请事先操作逆转键将张力提高到所设定张力的5成左右后再进行挂机时通常观察经纱张力的状况边操作经轴正转键1或经轴逆转键2•设定张力根据涉及的数值表示出变更画面可以变更织造时的设定张力FIXER-WARP 的设定张力同样•上机形式把试织时的张力运转以外用下述试织张力设定的比率稳定住让织轴在横轴上轻松地转动在上述画面例子中试织模式一开设定张力就保持在100k 50%=50k 张力上了控制卷取规格中试织模式开后上述画面的送出卷取的连动精密送料一边维持设定的张力上述画面举例的50k 一边做送出卷取运转机械卷取规格中试织模式开后即便用手动卷布送出也会自动补正张力但是如果实际织轴径与设定相差太大或者原来织造的经线品种与现在试织的经线有差异时张力补正有时不能很好地动作此时把织轴径设定FIXER-WARP 与实际织轴径吻合100mm 以内试织模式ON 以后请按张力恢复键SW3进行内部数据补正•自动找断纬动作试织开始时可以选择精密送纬同一项目在RUNSET 模式内也有正常运转时处于OFF 状态在点击[ ON ]时试织等条件下的缓慢正转时与初期条件相吻合使主辅喷嘴喷射进行送纬123(b)[ BEAM SET ]开关•一点击就出现左画面画面打开后所有位置都自动选择在没有上•请在三个信息拦中进行必要项目的选择操作•操作结束后请触摸[ 设定 ]然后[ MANAGER ]模式部分[ LOG ]辅助模式[ 换轴记录 ]上会自动表示换轴时间(c)[ INFO ]开关一点击会出现左面的图形画面表示各EDP颜色的纬线飞行状态以及转数等的值样品数目的初期值如左图设定在30PICK设定范围可在1~999纬之间选定采样数的变更操作1)在点击[ 采样数] 时左面的画面会出现2)把变更的值输入数字让光标闪使用画面下方的[ Clr ]键消除使用值用数字键输入新值要继续变更其他值的话用[ Next ]键也可以移动(d)[ CLOTH CUT ]开关一点击就出现左画面画面打开后所有位置都自动选择在没有上完成这2项操作后请点击[ 设定 ]键。
丰田喷气织机-分解、装置、调整
■ 刹车部分的调整 电枢 1 和刹车片 2 的初期设定间隙 a=0.3 ± 0.1mm。 间隙 a 增大后,刹车动作时刹车片电枢吸引力减弱, 从马达电源断开到停止的时间延长。 因此织机的停止位置比正规的位置推迟。 这时,按照下列步骤调整间隙 a。
(1) 其它刹车的间隙 a,以移动用 4 个 W 螺母 (箭 头所指 NO.1~4)固定的刹车来进行调整。
的内轮 2a,转动手柄 6 取出轴承。
M.2 - 7
M. 保全、分解 / 装配 / 调整、加油
(2) 轴承的装配 装配前,在轴承内径和马达轴接触面上涂上润 滑脂。 ※ 将轴承平行地装入马达轴内。
a) 使用挤压器时 用与轴承 2 的内轮 2a 外径相同的管子 7 顶住内 轮,用挤压器慢慢地将轴承压入。
8:滚珠轴承 (风扇侧)
9:波形弹簧 10:风扇
11:边盖 12:环形螺丝
(2) 有刹车 (选择功能)
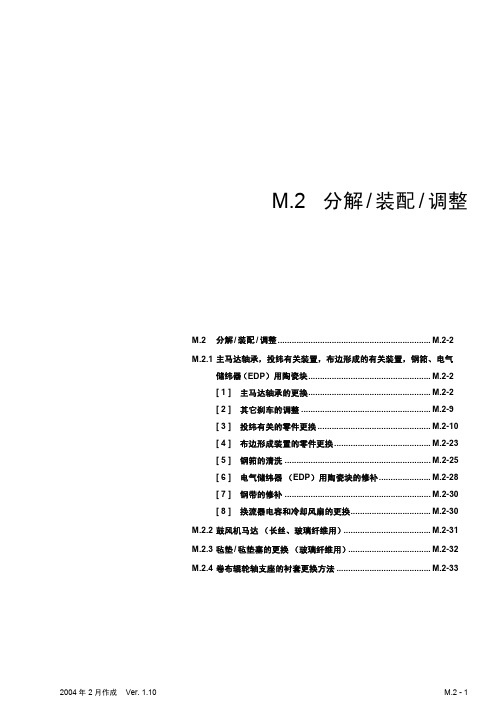
1) 构造 全封闭外扇型 3 相诱导马达 , 内装直流干式单板 励磁动作型刹车装置。
2) 各部名称
1:罩壳
2:ST 转子芯
3:RT 转子芯 4:ST 线圈
5:边盖
6:传动轴
7:滚珠轴承 (皮带轮侧)
■ 拆卸步骤
1) 关闭织机电源。 2) 将电控箱内的 11、12、101、103 号线从端子台
上卸下,将 U、V、W、X、Y、Z 线从开关上卸 下,将 E 线 (地线)从地线端子台上卸下。 ※ 2 根 E 线 (地线)最后卸下。 3) 将主马达从织机上卸下,放在工作台上。
■ 调整顺序
1) 卸下螺丝 2a,取下风扇罩 2。
6207LL UC3NS7
M.2 - 2
M.2 分解 / 装配 / 调整
丰田JA710织机电气装置
2004 年 6 月作成 Ver. 1.10
9.1 电气装置 ............................................................................ 9.1-2 9.1.1 主电控箱 ............................................................................ 9.1-3
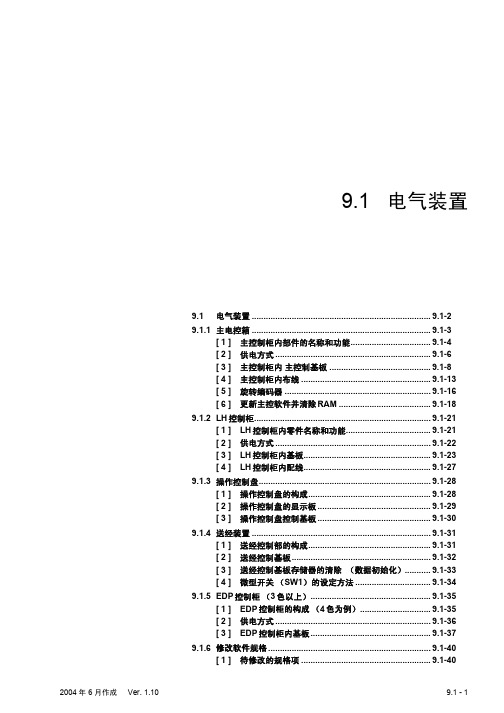
① AC200V 或 AC220V 电源 通过 CB1 被输送到主电机、 EDP 装置、送经装 置、电动卷绕装置上。 TF1 的输出则是送到 DC 电源组件 DCPS1~DCPS4、 DCPS10 处,并被 变换为直流电源,输送到织机各部位的电气部 件上去。
② AC350V 以上电源 通过 CB1 被输送到主电机、变压器 TF1 处。TF1 的输出被输送到DC电源组件DCPS1~DCPS4、 DCPS10 处,并被变换为直流电,输送到织机各 部位的电气部件上去。 TF1 的输出还被送往 EDP 装置、送经装置、电动卷取装置等处。
2) 主电源线 5 从电控箱底部穿入。接在上方主电源 开关无保险断路器 (CB1) 8 的 R.S.T 端子上。
3) 变频器电源线 4 也从电控箱底部穿入。接在端子 台 (TB3) 6 的 O.P.Q 端子上。
CB1
DCPS2 DCPS1
TF1 DCPS3 DCPS4
DCPS10
(2) 电源供给 织 机 的 运 转,使 用 工 厂 电 源 作 为 主 电 源。 (AC200~575V、 3 相、 50/60Hz)
9.1 - 3
9. 电气装置
P-MONITOR
X
I/O1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(4) 指示灯的颜色 亮灯 点灭 操作盘的模式表示 三者关系如下所示 指示灯颜色为丰田标准设定颜色
指示灯
颜色
状态
红
亮灯
点灭
模式表示
正常停止 纬纱断经停车 废边纱断停车
异常
主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制 主控制
从送出装置发出的停止命令 向送出装置输出的转换模型出现异常 出现为送出装置设定的模型错误 对送出装置停止位置确认失败 向送出装置发出的自动对织口量信号失败 对送出装置发出的编织模式信号失败 从上置送出装置发出停止命令 对上置送出装置停止位置确认失败 向上置送出装置发出的自动对织口量信号失败 从右侧送出装置发出停止命令 对右侧送出装置停止位置确认失败 向右侧送出装置发出的自动对织口量信号失败 从左侧送出装置发出停止命令 对左侧送出装置停止位置确认失败 对左侧送出装置前部自动对织口量失败 向绕卷装置发出的自动对织口量信号失败
在按动停止按钮 b 以外的操作按钮时 要在确认 操作目的之后和联锁按钮 a 同时按动
0.2 - 3
0. 运转操作
(b) 停止按钮 织机运转中按动停止按钮 b 停车时织机停止在 中断投纬的固定位置 运转停止角度 按动运转按钮 c 之后 在未达到起动角度之前按 动停止按钮 b 织机即停在该位置上
(c) 运转按钮 和联锁按钮 a 同时按下 当按动运转按钮 c 时 织机自动逆转 到达起动 角度时 先停止一下 然后进入运转 在以下场合即使按动运转按钮 c 织机也不能起 动
正常停止 TAPO 操作过多
警告
纬纱触针 1 的设定不起作用 WF1 传感器 OFF WF2 传感器 OFF 触针 (WF1) 检测异常 触针 (WF2) 检测异常 特别表示 缺陷 绕线筒传感器 尾纱传感器无效
备注 控制区域
主控制
主控制 主控制
0.2 - 10
指示灯
颜色
状态
白色
亮灯
点灭
模式表示
正常停止 停止按钮 [ STOP ] 被按下 遥控 停止
0.2 按钮和信号灯
0.2 按钮和信号灯 ..................................................................... 0.2-2 0.2.1 主电源开关 1 ...................................................................... 0.2-2 0.2.2 紧急停车按钮 ..................................................................... 0.2-2 0.2.3 操作盘 3L 3R .................................................................. 0.2-3 0.2.4 控制盘 4 ............................................................................. 0.2-7 0.2.5 表示灯 5 信号灯 ........................................................... 0.2-8 0.2.6 两侧控制按钮 6L 和 6R 选购 ......................................... 0.2-16
1) 紧急停车按钮被按下 防止事故 2) 断纬停台时应按逆转点动按钮 f 即处理断纬之
前 防止因操作失误造成织物疵点 3) 马达部位的保护板被取下时 为防止危险发
生 马达保护板一旦被取下限位开关动作 正反 转点动按钮失灵 4) 多臂机禁止区域时
0.2 - 4
0.2 按钮和信号灯
(d) 解除制动按钮 和联锁按钮 a 同时按下 当按下解除制动按钮 d 时 制动被解除 织机能 够用手动回转 刹车装置解除时 由于主轴的角度 棕框 筘 座会有滑动 请予以注意 在握住手控轮手柄时 切勿释放制动器 用手 拉曳之 可能导致手腕受伤 再按动此钮 又重新制动 这时 织机不能用 手回转
即使再继续按此按钮 织机也会在逆转点动时 在停止角度停止
0.2 - 6
0.2 按钮和信号灯
0.2.4 控制盘 4
(1) 控制盘 4 是触摸屏 位于织机左侧前方 用触摸 键可获得屏幕上所出现的各种表示画面
(2) 按模式来表示所储存的各种设定数据 触摸所
需的项目 即可进行模式转换 设定输入等内
4
容
(3) 详细使用请参照第 0.3 项的控制盘说明
绕卷 绕卷 绕卷 绕卷 绕卷
绕卷 绕卷
绕卷 绕卷 绕卷
绕卷 绕卷
绕卷 绕卷 绕卷 绕卷 绕卷 绕卷 绕卷
检测出伺服放大器不正常 伺服放大器过速度异常 伺服放大器的分解器发生错误 伺服放大器短时间过负荷 伺服马达过热 (soft) 伺服放大器的速度放大器饱和 检测出伺服放大器电流过大 (soft) 伺服放大器主电路开关异常 伺服放大器分解器电缆断线 伺服放大器主电路 AC 电压过低 检测出伺服放大器电压过大 检测出伺服放大器 IPM 异常 伺服计算器超标 伺服放大器复位异常 编码器信号出现问题 通信 暂停 通信 伺服放大器接受异常 通信 伺服放大器反应异常 反向运转通信失败
记号 a b c d e f
按钮名称 联锁按钮 停止按钮 运转按钮 手动旋转按钮 正转点动按钮 逆转点动按钮
R/S336 以上的宽幅织机 可以用选购件把中央按键 盘 与 R.H. 按键盘一样 安装在织机上横梁处
R.H.
3R a d e f c
b
(a) 联锁按钮 INTERLOCK 联锁按钮 a 是在无意识或失误按动其它按钮时 防止织机起动的按钮
转
运转中按动此按钮 织机则停止在非正常停车 位置上 开动织机时需解除锁定还要进行抽除 纬纱 第 5 章 投纬装置 的动作
2R 0.2 - 2
0.2 按钮和信号灯
L.H.
3L a d e f c
b
0.2.3 操作盘 3L 3R
织机左右两侧操作盘 3L 3R 上各有 6 个按钮 左右 按钮的位置相同 为扁平型按钮 各按钮的名称如下
2003 年 1 月作成 Ver. 1.00
0.2 - 1
0. 运转操作
0.2 按钮和信号灯
1
0.2.1 主电源开关 1
(1) 主电源开关 1 在主电控箱 C 的后部 将开关搬至 ON 的位置时 马达电路和控制电路接通
(2) 数秒后 信号灯 5 的白亮灯 白灯闪以及其它 灯亮或闪时 表示发生电气故障
点灭
模式表示
正常停止 右绞边纱切断停止 左绞边纱切断停止
故障
起动按钮 [ START ] 故障 停车按钮 [ STOP ] 故障 反转按钮 [ REVERSE ] 故障 正转按钮 [ FORWORD ] 故障 锁车按钮 [ INTERLOCK ] 故障 双手按压按钮故障 制动解除按钮故障 多臂机 螺线管 NO1 断线 多臂机 螺线管 NO2 断线 多臂机 螺线管 NO3 断线 多臂机 螺线管 NO4 断线 多臂机 螺线管 NO5 断线 多臂机 螺线管 NO6 断线 多臂机 螺线管 NO7 断线 多臂机 螺线管 NO8 断线 多臂机 螺线管 NO9 断线 多臂机 螺线管 NO10 断线 多臂机 螺线管 NO11 断线 多臂机 螺线管 NO12 断线 多臂机 螺线管 NO13 断线 多臂机 螺线管 NO14 断线 多臂机 螺线管 NO15 断线 多臂机 螺线管 NO16 断线 多臂机 螺线管 NO17 断线 多臂机 螺线管 NO18 断线 多臂机 螺线管 NO19 断线 多臂机 螺线管 NO20 断线 尾纱传感器 1 异常 断线 尾纱传感器 2 异常 断线 尾纱传感器 3 异常 断线 尾纱传感器 4 异常 断线
备注 控制区域
主控制 主控制
绕卷控制
主控制
绕卷控制
0.2 - 9
0. 运转操作
指示灯
颜色
状态
绿色
亮灯
点灭
模式表示
正常停止 纬纱 WF1 出错停机 颜色 1 纬纱 WF1 出错停机 颜色 2 纬纱 WF1 出错停机 颜色 3 纬纱 WF1 出错停机 颜色 4 纬纱 WF1 出错停机 颜色 5 纬纱 WF1 出错停机 颜色 6 纬纱 WF2 出错停机 颜色 1 纬纱 WF2 出错停机 颜色 2 纬纱 WF2 出错停机 颜色 3 纬纱 WF2 出错停机 颜色 4 纬纱 WF2 出错停机 颜色 5 纬纱 WF2 出错停机 颜色 6 纬纱供给传感器停机 颜色 1 纬纱供给传感器停机 颜色 2 纬纱供给传感器停机 颜色 3 纬纱供给传感器停机 颜色 4 纬纱供给传感器停机 颜色 5 纬纱供给传感器停机 颜色 6 TAPO 处理停止 手动停止 TAPO 不可处理 出错纱没有了 TAPO 处理失败 出错纱太短了 TAPO 处理失败 出错纱太长了
警告
废纱缠到滚筒上 经纱切断传感器 OFF 废纱切断传感器 OFF 经纱停止连接器脱落 主控制 从送出装置发出紧急停车信号 主控制 从上置送出装置发出紧急停车信号 主控制 从右侧送出装置发出紧急停车信号 主控制 从左侧送出装置发出紧急停车信号 主控制 从绕卷装置发出紧急停车信号 特别表示 故障
状态
绕卷 滚筒正在正向运转 绕卷 滚筒正在反向运转 绕卷 正在解除伺服放大器的紧急停车
(2) 标准装置为 4 色表示灯 在使用落布轴和经轴自 动搬运车的织机上 使用 6 色表示灯
(3) 各表示灯的配列如下 • 4 色表示灯 a 红色灯 b 绿色灯 c 白色灯 d 黄色灯
• 6 色表示灯 a 红色灯 b 绿色灯 c 白色灯 d 黄色灯 e 橙色灯 f 蓝色灯
0.2 - 8
0.2 按钮和信号灯