不锈钢冷轧退火酸洗线生产工艺论文
不锈钢冷带退火酸洗的工艺及设备研究

不锈钢冷带退火酸洗的工艺及设备研究不锈钢冷带退火酸洗是一种用于提高不锈钢冷带表面质量的工艺。
在不锈钢生产过程中,由于连铸、热轧、冷轧等工艺的影响,冷带表面存在一定的尺寸不规则性、表面粗糙、杂质和氧化物等缺陷。
通过不锈钢冷带退火酸洗工艺,可以消除这些缺陷,提高不锈钢冷带的表面平整度和表面光洁度,从而满足不同领域对不锈钢冷带高质量的要求。
一、不锈钢冷带退火工艺1.不锈钢冷带退火工艺的目的:消除冷带的残留应力、改善冷带的塑性、提高冷带的表面品质。
2.不锈钢冷带退火工艺流程:(1)热轧酸洗:将不锈钢冷带经过软化处理,并去除表面的氧化物和杂质。
这一步可以通过酸洗方式进行。
(2)冷轧:将酸洗后的冷带进行轧制,以得到所需的尺寸和厚度。
(3)冷带退火:将冷轧后的不锈钢冷带进行退火处理,消除残余应力,并提高冷带的塑性。
3.不锈钢冷带的退火工艺条件:(1)温度:不锈钢冷带退火温度一般在800-1050℃之间,具体的退火温度需要根据不同的材料和要求进行调整。
(2)保温时间:不锈钢冷带在退火炉中保温时间一般为10-60分钟,具体的保温时间需要根据不同的材料和要求进行调整。
(3)冷却方式:退火后的冷带一般通过空冷进行冷却,也可以采用水冷等其他方式进行冷却。
具体的冷却方式需要根据不同的材料和要求进行确定。
二、不锈钢冷带退火酸洗设备1.酸洗设备:酸洗工艺中,主要使用酸洗槽来进行酸洗处理。
酸洗槽通常采用不锈钢材质制作,能够耐受强酸的腐蚀。
2.退火设备:不锈钢冷带的退火通常使用退火炉进行处理。
退火炉可分为多种类型,主要包括箱式退火炉、辊道退火炉和连续退火炉等。
具体的选择需要根据生产线的工艺要求和产能来确定。
3.辅助设备:酸洗和退火过程中,可能还需要使用一些辅助设备,例如循环泵、过滤器、脱脂机等,以实现酸液的循环和净化,提高工艺效率。
总结:不锈钢冷带退火酸洗工艺与设备研究,旨在提高不锈钢冷带的表面品质和塑性。
通过合理的工艺条件和适当的设备配置,可以实现不锈钢冷带的优化处理,满足不同领域对不锈钢冷带高质量的要求。
退火酸洗篇
退火酸洗(一)冷轧不锈钢的酸洗酸洗是冷轧不锈钢的必经工序。
现代化宽带不锈钢生产都是将退火与酸洗设在同一机组连续作业,称之为连续退火酸洗机组,如AP (H)、AP(C)等。
1、酸洗的目的酸洗的目的是去掉热轧及退火过程中在钢带表面形成的铁鳞,即氧化层。
除此之外,酸洗另一个目的是对不锈钢表面进行钝化处理,提高钢板耐蚀性。
冷轧成品的酸洗尤为重要。
不过,由于不锈钢的铁鳞中含有与基体结合更为紧密的氧化铬,造成酸洗困难。
因此,为提高酸洗效果,必须在酸洗之前进行破鳞处理(简称预处理)。
2、酸洗前的预处理酸洗前预处理有两种方式:一是机械破鳞,通常用于热轧卷,这种处理方法主要有2种:一种是喷丸机处理;另一种是破鳞辊处理。
二是化学方法,通常用于冷轧卷。
喷丸处理是利用压力和离心力使很小的钢丸以很高速度喷射在运行带钢的表面进行除鳞。
喷丸机的基本结构和原理是:丸粒通过料斗和导筒送入叶轮装置,从正反两面喷射,喷射后流入下部的丸粒再通过螺旋桨、斗式提升机等循环装置送到机体上部,用分离器将氧化皮和碎丸分离出来,然后将可用钢丸再送回叶轮装置循环使用。
喷丸处理能力主要由叶轮装置的输出功率,投射量和投射速度决定,它是喷丸机最重要的技术指标。
破鳞辊处理是利用一组辊子(包括前后夹送辊、破鳞辊、矫直辊等)使钢带呈“S”形反复弯曲,使带钢表面上的铁鳞龟裂,以便易于剥落。
这种方法不会损伤热轧卷的表面,这种方法可代替喷丸处理或与喷丸处理组合使用,并且能改善带钢板形。
化学方法处理(盐浴法)也称碱洗法。
这种方法的特点是:在酸洗槽前设置碱槽和水洗槽,碱槽中装入NaOH 及氧化剂等盐类(例如某厂采用的成分配比为:NaOH 60% NaNO3 30% NaCL 10%),形成熔融的盐浴。
钢带通过盐浴浸渍,铁鳞上产生龟裂和鼓包。
然后钢带进入水洗槽冷却和冲洗,冲洗时产生的水蒸汽又使铁鳞发生物理性剥离,从而使下步酸洗容易进行。
这种方法所以适用于冷轧卷酸洗前予处理,还因为它能去除钢带表面上的油脂和其他污垢,使酸洗表面更均匀。
不锈钢冷带退火酸洗的工艺及设备的研究

•
2005 年不锈钢材产量 450.8 万吨,比 2004 年增加 184 万吨。其中板材 347.6 万 吨; 长材 68.5 万吨;无缝管 31.6 万吨;其它 3.1 万 吨。板材中,宽板卷 244 万吨, 增加 124 万吨, 涨幅为 103.33%;窄带 103.6 万吨,增加 43.5 万吨,涨幅为 72.38%[1~5]。冷轧板卷(宽度 ≥600mm)203 万吨,比 2004 年增加 52 万吨, 涨幅为 34.44%。进口减少,出口增加,自给率 进一步提高;2005 年不锈钢进口量仍居高位,达 250 万吨,但同比降低 20.13%,出口 90.4 万吨, 同比增加 122.64%。国产不锈钢材 自给率达到 60%,比 2004 年提高 10%;冷轧宽板自给率达 到 85%,比 2004 年提高14%[14~15]。我国近 年冷轧不锈带钢主要消费结构如图 1-2 所示。
•
由此,掌握冷轧不锈钢带钢的退火 和酸洗工艺,提高自主设计、集 成不锈钢 冷带退火酸洗生产设备的能力,优化生产 设备配置,对提高我 国生产高质量的冷轧 不锈带钢产品,降低生产成本、节约能源, 满足人 民对不锈钢产品日益增长的需求, 甚至降低冷轧不锈带钢的进口量,提 高我 国出口不锈钢产品的能力都有重要的意义。 • 本文基于国内某一大型不锈钢冷轧 厂的不锈钢冷带退火酸洗机组, 针对其生 产工艺和设备选型,并结合多条其它酸洗 机组的分析、比较和 研究,为今后我国自 主集成不锈钢退火酸洗线提供条件。
•
奥氏体不锈钢的酸洗工艺为Na2SO4(电解) 酸洗→混酸(HNO3+HF)酸 洗,铁素体和马氏体的 酸洗工艺为Na2SO4(电解)酸洗→HNO3(电解)酸 洗。 “V”型浅槽体的设计使酸液从槽体两侧顺 着带钢直接喷射到带钢的 上下表面,增加酸液与 带钢直接接触的时间,缩短酸洗时间,减少酸耗, 提高酸洗效果。 • 为保护环境,在设计中对酸洗段的每段工 艺槽配置了相应的废气处 理等系统,使废气处理 达标后排放。为节约能源,清洗段采用漂洗水溢 流循环使用的工艺,缩短清洗时间,降低水耗量。 废酸处理系统采用 PYROMARS 处理工艺将废混 酸和废 HNO3 统一收集后进行再生处理,并 重新 利用。对于机组产生的有害的 NOx 废气,在设计 时应用 NOx 氧化-还原法将废气进行收集、过滤 净化处理后达标排放,保护了大气大幅度提高,但据统计,到 2010 年,我国 还存有 70 万 t 的冷轧不锈钢产品缺口量, 而且从人均消费看,我国不锈钢人均消费 量为 4.8kg,世界平均水平为 5.1kg,发达 国家水平为 10.6kg,刚达到世界平均水平。 另外,从产品表面质量和生产成本上看, 由于国内生产技术在一定程度上还落后于 国外的一些生产厂,如日本新日铁、韩国 浦项、美国 AK 公司、德国蒂森克虏伯等, 一些高、精、尖的产品仍旧需要进口 。
不锈钢自动化酸洗线分析
不锈钢自动化酸洗线分析摘要:新世纪以来,人民生活的继续,民族的开展逐渐离开不锈钢的运用。
不锈钢因其本身的特质与良好品质,也越发得到人们的重视而被广泛利用,但同时它本身在产生时发生的酸洗会伴随着较多负面影响。
因此本论文主要针对于不锈钢酸洗线产生的问题,以及对于现代自动化酸洗线技术运用的解决方式有什么作用进行进一步的探析。
关键词:不锈钢;自动化;酸洗;探析当今不锈钢因其具有加工性强、外形美观大方、重量轻便以及抗腐蚀性强等优点,让对其的运用涉及到社会生活的方方面面,大到国家航空、化工、石化等小到家庭装修、食物保鲜的应用。
因此不难看出,它本身的开展前景广阔,在社会开展的各个领域中发挥着积极作用。
但由于它在生产时酸洗会伴有一系列的副反应,如环境污染大、工作效率低、产品質量不高等问题的产生。
所以工作者们一直竭力致力于为不锈钢能更科学、更环卫探索新的酸洗方法,这助力了自动化酸洗线方法的产生,以开拓不锈钢更好的开展。
一、酸洗情况的分析与存在的缺陷问题1、我国酸洗技术情况的分析虽然我国钢铁企业起步不晚甚至早于许多国家,但由于我国早期无不锈钢酸洗经验,导致我国的不锈钢产业开展缓慢,工业水平也较为落后,酸洗技术运用的不成熟。
目前虽有较大的提升,我国根本实现酸洗自动化的改造,并且越来越重视对酸洗后废弃物的有效处理,但任然有许多不锈钢生产企业不同于兴旺国家使用盐酸为主的缓蚀剂而是以硫酸为主的缓蚀剂,这不仅造成钢铁等原材料的浪费与提高生产量的限制,酸化后产生的废弃物破坏环境。
且由于后期的操作任使用人工流水线来工作,由于酸化对工作环境产生较大的负面影响,所以这也对工人的生命平安造成隐患。
所以我国目前不锈钢的质量与开展水平任然存在较多的缺乏,使其与其它国家同类产品相比缺乏的不止是竞争力,还有工艺水平的落后,这使我国酸洗技术的开展更加迫在眉睫。
2、传统不锈钢酸洗极其危害由于不锈钢主要是由铁、铭、镍构成,注定其与生俱来就会产生氧化作用。
不锈钢带材退火酸洗技术在宝甬特钢厂的应用

不锈钢带材退火酸洗技术在宝甬特钢厂的应用陈祖东(宝钢设计院)摘要不锈钢带材冷热兼用退火酸洗机组是正在建设中的宝甬特钢厂的主要生产机组之一, 介绍了该机组的生产能力、产品方案、主要生产工艺和设备及所采用的新技术。
关键词不锈钢带钢退火酸洗线Appl ica t ion of the Technology for Sta in less Str ip Annea l ingand P ickl ing in Baoyong Spec ia l Steel Co.Chen Zudong(Des ign and Research In stitute)ABSTRACT The ho t and co ld com b ined A PL (annealing and p ick ling line) fo r stain less st rip is one of the m ain p roduct ion lines in Baoyong Special Steel Co. under con st ruct ion.Th is paper gives an in t roduct ion to it s capacity, p roduct m ix,m ain p rocess and equ ipm en t asw ell as new ly adop ted techno logy.KeyWords Stain less steel St rip steel A nnealing and p ick ling line (A PL )1概况宝甬特钢工程将分两期建设, 一期的总平面布置考虑了二期的发展。
一期工程将于1998 年4季度投产, 年产8 万t 冷轧不锈钢成品板、卷。
表面加工等级2B 占70%、2D 占20%、No3、No4 和HL 级占10%。
其中板、卷分别占40% 和60%。
A IS I300 系列占70% , 代表钢种为304、304L、316、316L; A IS I400 系列占30% , 代表钢种为409、410、420、430。
冷轧生产线退火工艺
冷轧生产线退火工艺本文档旨在介绍冷轧生产线的退火工艺,以帮助读者了解和掌握该工艺的基本原理和操作流程。
2.1 原料准备在退火工艺开始之前,需要对原料进行准备。
原料包括待退火的冷轧钢板、保护气体、冷却介质等。
这些原料的准备对于保证退火工艺的稳定性和产品质量至关重要。
2.2 加热加热是冷轧生产线退火工艺的关键步骤之一。
通过加热将冷轧钢板的温度升高至一定程度,以促进晶粒生长和内部应力的消除。
2.3 保温保温是在加热后将钢板保持在一定温度区间内的过程,在该温度区间内进行足够的时间,使得钢板的温度达到均匀稳定,并使晶粒生长得以完成。
2.4 冷却冷却是将钢板从退火温度迅速冷却至室温的过程。
冷却方式可以采用空冷、水冷、盐浴冷却等不同方式,具体的冷却方式需要根据产品需求和工艺要求进行选择。
2.5 质量检验退火后的钢板需要进行质量检验,包括外观质量检验、力学性能测试、化学成分分析等。
通过质量检验,可以确保产品符合相关标准和要求。
3.1 加热温度控制加热温度的控制对于退火工艺的成功至关重要。
需要根据不同钢种和产品要求确定适当的加热温度范围,并确保在加热过程中温度的均匀性和稳定性。
3.2 保温时间控制保温时间的控制也是冷轧生产线退火工艺的重要因素之一。
保温时间过短可能导致晶粒生长不完全,从而影响产品的性能;而保温时间过长则可能造成能源浪费和生产效率的降低。
3.3 冷却方式选择根据产品需求和工艺要求,选择合适的冷却方式对于保证产品质量具有重要意义。
不同冷却方式会对钢板的组织结构和性能产生不同的影响,需要进行合理选择和控制。
在进行冷轧生产线退火工艺时,必须严格按照相关安全规范操作,做好安全防护措施。
确保相关设备的运行安全,预防事故的发生,保障工人的人身安全。
冷轧生产线退火工艺是冷轧钢板制造过程中不可或缺的环节。
通过合理的工艺参数控制和操作流程控制,可以获得符合要求的产品。
在实际操作中,需要根据不同产品的要求和工艺特点进行灵活调整和改进,以提高产品质量和生产效率。
冷轧机 退火酸洗工艺流程

冷轧机退火酸洗工艺流程英文回答:Cold rolling is a process used to reduce the thickness and improve the surface finish of steel or other metal sheets. After the cold rolling process, the material may undergo an annealing and pickling process to furtherimprove its properties. This process is known as annealing and pickling, or acid pickling.The annealing process involves heating the material toa specific temperature and then slowly cooling it down.This helps to relieve the internal stresses and improve the material's ductility. Annealing can be done in various ways, such as batch annealing or continuous annealing. In batch annealing, the material is placed in a furnace and heatedto the desired temperature. It is then allowed to cool down slowly in the furnace. Continuous annealing, on the other hand, involves passing the material through a series of heated chambers, where it is heated and cooled down in acontrolled manner.After annealing, the material is pickled to remove any scale or impurities on the surface. Pickling is typically done by immersing the material in an acid bath, such as hydrochloric acid or sulfuric acid. The acid reacts withthe scale and impurities, dissolving them and leavingbehind a clean surface. The pickling process also helps to improve the material's corrosion resistance.Once the material has been pickled, it is rinsed with water to remove any remaining acid. It is then dried andcan be further processed or used as is.中文回答:冷轧是一种用于减小钢材或其他金属板材厚度并改善表面光洁度的工艺。
不锈钢冷带酸洗工艺和设备配置
文 献 标 识 码 : A
.
文 章 编 号 :6 1 8 8 2 1 ) 4— 0 9一 3 1 7 —3 1 ( 0 0 0 0 1 O
中 图分 类 号 : G 5 . 2 T 15 4
电解酸 洗加 电解 酸洗 。
和 目前 世 界上 先进 的酸 洗 生 产 工 艺 , 国内不 锈 钢 对
冷 带 的酸 洗工 艺 和设 备 进行 分 析 和论 述 。
1 不 锈 钢 冷 带酸 洗 工 艺
本 论 文所 基 于 的某 不 锈 钢 生 产 厂 的 连 续 酸 洗
线, 建设 于 2 0 0 8年 , 采用 的 酸 洗 工 艺 是 目前 世 界 其 上 最 为广泛 使用 的 中性盐 电解 酸 洗法 。该 连续 酸洗
冷轧 钢带 的原 料是 热 轧钢 带 。经 过热 轧 的钢带 表 面会有 一层 硬而 脆 的氧 化铁 皮 。氧 化铁 皮是 在高 温 轧制 时生成 的 , 主要 是铁 的氧化 物 , 最里 面 的一层 是 F O和 F , 的 固溶 体 , e e0 中间 层 是 F , 最 外 面 e0 , 的一层 是 F ,呈 柱 状 结 晶 构 造 。在 氧 化 铁 皮 中 e0 , 除 了铁 的氧化物 外 , 还有 P Mn S、 、 、 、 iS C等有 害 元 素 的氧化 物 。为保 证 冷 轧 带 钢 板 的产 品质 量 , 钢 板 如 表面 的光 滑程度 、 匀 的厚 度 、 整 的 板形 等 , 须 均 平 必 去除这 些 氧化物 和 杂质 … 。 随着 不锈 钢 酸 洗 工 艺 的 不 断发 展 , 适 应 环保 为 要 求 和改善 工作 条 件 , 年 来 酸 洗 工 艺 和设 备 在不 近 断地 改 进 。 酸 洗 工 艺 的 种 类 主 要 有 : 学 酸 洗 、 化 H:O s 电解 酸洗加 化 学 酸 洗 、 液 ( 浴 ) 电解 酸 碱 盐 加 洗 加化 学酸洗 、 中性盐 电解 酸洗加 化学 酸洗 、 中性盐
冷轧生产线酸洗工艺
冷轧生产线酸洗工艺1. 引言冷轧生产线酸洗工艺是冷轧钢板制造过程中的关键工序之一。
通过酸洗工艺,可以去除钢板表面的氧化铁皮、锈垢、油脂等杂质,使钢板表面得到清洁,并为后续工序如镀锌、涂层等提供良好的基础。
本文将介绍冷轧生产线酸洗工艺的流程、主要设备和注意事项。
2. 工艺流程冷轧生产线酸洗工艺的主要流程包括酸洗槽预热、酸洗、清洗及干燥等步骤。
以下是具体的工艺流程:2.1 酸洗槽预热酸洗槽预热是为了提高酸洗效果和工艺稳定性。
通常情况下,酸洗槽预热温度在50℃以上,预热时间约为30分钟。
预热过程中,要注意控制预热温度和时间,避免过热或过长时间的预热导致设备损坏或酸液质量下降。
2.2 酸洗酸洗是将冷轧钢板放入酸洗槽中进行酸洗处理的步骤。
酸洗槽通常采用稀硫酸、稀盐酸或稀硫酸和盐酸的混合酸作为酸洗液。
酸洗液中的酸性成分能够与钢板上的杂质发生化学反应,溶解并去除杂质。
在酸洗过程中,要注意控制酸洗液的温度、浓度和酸洗时间。
一般来说,酸洗温度在40℃到60℃之间,酸洗时间约为1到3分钟。
过高的温度和浓度可能会造成钢板表面的腐蚀,而过短的酸洗时间可能无法完全去除钢板表面的杂质。
2.3 清洗清洗是在酸洗后将钢板从酸洗槽中取出,经过清洗过程去除酸洗液残留和酸洗后产生的固体杂质。
清洗通常使用水进行,可以通过喷淋或浸泡的方式进行清洗,以确保酸洗液和固体杂质彻底去除。
在清洗过程中,要注意控制清洗水的流量、温度和清洗时间。
适当的水流量有助于冲刷掉酸洗液和固体杂质,而过高的温度和过长的清洗时间可能会对钢板表面造成损伤。
2.4 干燥干燥是将清洗后的钢板进行烘干的步骤,以防止钢板表面的水分引起锈蚀。
通常采用热风或热轧过程中的余热进行干燥。
干燥温度和时间要根据钢板厚度和材质的不同进行调整,以确保钢板表面干燥均匀。
3. 主要设备冷轧生产线酸洗工艺中的主要设备包括酸洗槽、清洗设备和干燥设备。
以下是这些设备的主要功能:3.1 酸洗槽酸洗槽可以用于储存和加热酸洗液,起到预热和酸洗钢板的作用。
不锈钢带材退火酸洗技术及应用

不锈钢带材退火酸洗技术及应用本文介绍某厂扩建热轧带钢的连续退火酸洗生产线的主要设备,结构特性及工艺特点。
退火酸洗线工艺流程该生产线的工艺流程为:上卷→开卷→卷纸→夹送校直→入口剪切→焊接→退火炉→喷水急冷→烘干→破鳞→喷丸→酸洗→预清洗→硫酸酸洗→刷洗→1#混酸酸洗→刷洗→2#、3#混酸酸洗→刷洗→清洗→干燥→平整→带钢检查→出口剪切→卷取→垫纸→打捆→称重。
该退火酸洗机组还配有一条钢卷准备线和钢卷的研磨线(CGL,coilgrindingline)。
钢卷准备线的工艺流程为:入口送卷鞍座→送卷小车→开卷→夹送平整→入口剪切→侧导装置→纠偏装置→侧导和张紧装置→圆盘剪和侧边剪→出口剪切→侧导装置→张紧装置→卷取→垫纸→打捆→称重。
钢卷研磨线的工艺流程为:入口送卷鞍座→送卷小车→开卷机→卷纸→夹送平整→入口剪切→侧导装置→焊接→研磨→出口剪切→卷取→垫纸→打捆→称重。
图生产配置及成品率示意图生产线的特点该生产线综合了不锈钢带材生产领域先进的退火酸洗技术及设备,以保证生产顺畅、合理、高效。
1 :入口、出口段入口段有两台开卷机,为了准备适合于焊接操作的带卷头、尾部,每台开卷机本身带有完整的送料、矫直和剪切设备。
1#、2#开卷机采用单头4瓣式涨缩卷筒开卷机,卷筒胀缩范围540~620mm,面宽近1700mm,开卷速度最大可达160m/min,采用液压系统自动对中,采用矢量控制200kW交流电机减速机的驱动,钢带压下辊由双向液压缸驱动,压辊旋转由液压马达驱动。
与开卷机配套的卷纸机由交流电机减速机驱动,采用双锥头形式,调节电机转速可调节卷纸张力。
焊机是采用MIG焊接工艺的剪切弧型设备。
该机器包括一台固定剪和横向夹持器,在剪切操作之前夹住两个尾部,直到焊接周期完成后再将轧件松开,这就保证尾部稳定、可靠地对齐。
新型焊机操作简单功能齐备,焊接带厚:2.0~6.0mm,最大宽度达1350mm,焊接速度在0.2~40m/min。
不锈钢冷带退火酸洗的工艺及设备的研究
不锈钢冷带退火酸洗的工艺及设备的研究1. 引言不锈钢冷带是一种常见的不锈钢制品,在生产过程中需要进行退火和酸洗处理。
冷带退火酸洗工艺的优化,能够提高不锈钢冷带的质量和性能,降低生产成本。
本文将介绍不锈钢冷带退火酸洗的工艺及相关设备的研究进展。
2. 不锈钢冷带退火工艺2.1 退火原理冷带退火是指将不锈钢冷带加热到一定温度,保温一段时间后,通过控制冷却速率使其迅速冷却。
冷带退火可以改善不锈钢冷带的物理性能,消除应力,提高机械性能和表面质量。
2.2 工艺条件不锈钢冷带退火的工艺条件包括温度、保温时间、冷却速率等。
不同牌号的不锈钢冷带在退火过程中需要根据其化学成分和机械性能的要求来确定合适的工艺条件。
2.3 退火设备目前,常用的不锈钢冷带退火设备包括盐浴炉、连续退火炉和气氛保护炉等。
盐浴炉适用于小批量生产,连续退火炉适用于大批量、高效率的生产,而气氛保护炉适用于对表面质量要求较高的产品。
3. 不锈钢冷带酸洗工艺3.1 酸洗原理冷带酸洗是指将经过退火后的不锈钢冷带浸泡在酸性溶液中,以去除表面的氧化物、氧化皮和油污等杂质,从而提高表面质量。
常用的酸洗溶液包括硫酸、盐酸和硝酸等。
3.2 工艺条件不锈钢冷带酸洗的工艺条件包括酸洗液的浓度、温度、浸泡时间和搅拌等。
合适的工艺条件能够确保酸洗效果,同时减少不锈钢冷带的腐蚀。
3.3 酸洗设备常用的不锈钢冷带酸洗设备包括酸洗槽、喷淋装置和酸洗厂等。
酸洗槽用于浸泡不锈钢冷带,喷淋装置用于均匀喷洒酸洗液,酸洗厂则是一个集成了多个酸洗槽和喷淋装置的系统。
4. 工艺参数优化4.1 工艺参数选择在不锈钢冷带退火酸洗过程中,合适的工艺参数对产品质量和生产效率至关重要。
因此,需要根据具体情况选择合适的工艺参数,包括退火温度、保温时间、冷却速率、酸洗液浓度、温度、浸泡时间等。
4.2 工艺参数优化方法工艺参数的优化可以通过试验和模拟计算等方法进行。
试验可以通过实际生产中的小试或大试来验证不同工艺参数的效果。
冷轧线酸洗工艺

冷轧线酸洗工艺1. 引言冷轧线酸洗工艺是冷轧钢板生产中的一个重要工艺环节。
通过酸洗工艺可以去除钢板表面的铁氧化物、锈蚀、尺寸偏差等缺陷,提高钢板的表面质量和尺寸精度。
本文将介绍冷轧线酸洗工艺的原理、流程以及常见的酸洗剂和设备。
2. 酸洗工艺原理在冷轧线酸洗工艺中,酸洗液主要起到去除表面缺陷和清洁钢板的作用。
酸洗液通常由一种或几种酸性溶液组成,如硫酸、盐酸、硝酸等。
这些酸洗剂可以与钢板表面的氧化物和锈蚀发生化学反应,使其溶解或转化为易于清洁的物质。
酸洗液还可以降低钢板表面的粗糙度,提高表面质量。
3. 酸洗工艺流程冷轧线酸洗工艺一般包括以下几个步骤:3.1 准备工作在进行酸洗之前,需要对待处理的钢板进行准备工作。
首先,需要检查钢板表面是否有明显的氧化物和锈蚀,如果发现有,则需要进行预处理,如机械除锈或喷砂处理。
其次,需要对酸洗设备进行检查和维护,确保其正常运行。
3.2 油脂去除将待处理的钢板放入去油槽中,使用油脂去除剂进行清洗。
油脂去除剂可以将钢板表面的油污和涂层去除,以减少酸洗液的消耗和污染。
3.3 酸洗将经过油脂去除处理的钢板放入酸洗槽中,浸泡一定时间,使酸洗液与钢板表面的铁氧化物和锈蚀发生反应。
酸洗时间一般根据钢板的厚度和表面质量要求进行调整。
3.4 清洗酸洗后的钢板需经过清洗工艺,以去除表面的酸洗液残留。
常用的清洗方法包括水清洗和碱洗。
水清洗可以将酸洗液冲洗掉,碱洗可以中和酸洗液的酸性残留。
3.5 防锈处理为防止酸洗后的钢板再次氧化和锈蚀,需要对其进行防锈处理。
常见的方法包括喷涂防锈液和烘干。
4. 常见的酸洗剂和设备4.1 酸洗剂•硫酸:具有强酸性和去除氧化物的能力,适用于处理高碳钢和不锈钢。
•盐酸:对于低碳钢和冷轧钢板,盐酸是一种常用的酸洗剂。
•硝酸:对于高碳钢和合金钢的酸洗具有较好的效果。
4.2 设备•酸洗槽:由耐酸材料制成的槽体,用于盛放酸洗液和钢板。
•喷淋装置:用于将酸洗液均匀地喷洒到钢板表面,以加速化学反应的进行。
冷轧不锈钢的退火及酸洗工艺

冷轧不锈钢的退火及酸洗工艺冷轧不锈钢的退火及酸洗工艺不锈钢热轧带钢经热带退火酸洗后,为了到达一定的性能及厚度要求,需进行常温轧制处理,即冷轧。
不锈钢冷轧时发生加工硬化,冷轧量越大,加工硬化的程度也越大,假设将加工硬化的材料加热到200—400℃就可以消除变形应力,进一步提高温度那么发生再结晶,使材料软化。
冷轧后的退火按退火方式分为连续卧式退火和立式光亮退火;按退火工序分为中间退火和最终退火。
顾名思义,中间退火是指中间轧制后的退火,而最终退火是指最终轧制后的退火,两者在工艺控制和退火目的上无根本区别,因此下文统称为冷轧退火或者退火。
一、连续卧式退火〔连退炉〕连退炉是目前广为使用的退火设备,广泛用于带钢的热处理,其特点是带钢在炉内呈水平状态,边加热边前进。
炉子的结构一般主要由预热段、加热段和冷却段组成。
卧式退火炉通常与开卷机、焊机、酸洗线等组成一条连续退火酸洗机组。
冷轧退火对不锈钢成品材料的机械性能有很大影响,如晶粒度、抗拉强度、硬度、延伸率和粗糙度等。
其中退火温度和退火时间对冷轧材料再结晶后的晶粒度具有最直接的影响。
晶粒度〔ASTM〕退火时间〔分〕图1.SUS304带钢1100℃时退火时间与晶粒度关系示意图如前所述,连退炉一般由预热、加热、冷却三大局部组成。
预热段没有烧嘴燃烧,而是利用后面加热段的辐射热来加热带钢,这样可以有效的利用热能,节约能源本钱。
加热段利用燃料燃烧直接对带钢进行加热,该段一般分为假设干各区,每个区都有高温计来控制和显示温度。
燃烧后高达700多度的废气被废气风机抽出加热室后进入换热器,在换热器内将冷的燃烧空气进行加热〔可加热到400多度〕,加热后的燃烧空气直接被送到各个烧嘴。
换热器的目的在于有效回收废气热量。
l炉内燃烧条件的管理。
燃料〔液化石油气或天然气〕在炉内的燃烧状况对质量、本钱、热效率等都有很大影响。
空燃比是燃烧管理的一个重要指标。
空燃比越高,燃烧越充分,但是排废量也相应增加,炉内氧含量提高,增加了带钢的氧化程度。
不锈钢带卷酸洗工艺探讨

【摘要】本文论述了不锈钢热轧及冷轧带卷的酸洗工艺,重点介绍了混酸酸洗工艺、中性盐电解酸洗工艺及硝酸电解工艺。
【关键词】不锈钢;氧化铁皮;混酸酸洗;中性盐电解;硝酸电解0 前言不锈钢以其优越的耐蚀性、美观的表面等诸多优点,在工艺领域上得到广泛应用。
不锈钢在热轧、热处理等过程中表面产生的氧化铁皮会对后续加工及表面质量产生不良影响,需及时清除。
而酸洗作为不锈钢热轧及冷轧带卷生产中去除氧化铁皮的重要工序,其原理及工艺对于实际生产有非常重要的指导作用。
酸洗方法的选择、酸洗条件的确定等直接影响到不锈钢产品的最终质量。
1 不锈钢氧化铁皮1.1 不锈钢氧化铁皮的结构和特性不锈钢在加热或轧制时表面会产生氧化铁皮。
氧化铁皮的组成取决于钢号及铁和其他合金元素对氧的亲和力。
300系不锈钢氧化铁皮中从上到下依次含有fe2o3、fe3o4、feo?cr2o3及nio?cr2o3、cr2o3;400系不锈钢氧化铁皮中从上到下依次含有fe2o3、fe3o4、feo?cr2o3、cr2o3。
不锈钢氧化铁皮中主要含有cr2o3和尖晶石feo?cr2o3,通常呈黑色,有时呈蓝色或绿色,为八面体等轴晶系,玻璃光泽,贝壳状断面,相对密度为3.5-5.21,熔点高达2435℃,硬度为7.5-8.5,在80℃温度下也不溶解于h2so4、hcl或hno3等无机酸。
1.2 不锈钢氧化铁皮的清除清除不锈钢带卷氧化铁皮的方法主要有化学酸洗法和机械破鳞法。
机械除鳞法用于热轧卷酸洗前的预处理,分为破鳞辊(反复弯曲法)和喷丸法,一般两者结合使用。
化学酸洗法有酸浸法和酸液电解法两大类。
酸浸法在不锈钢酸洗中一般采用硫酸、硝酸+氢氟酸等酸。
其中硫酸只有在较高温度下酸洗效果突出,所以一般用于热轧卷酸洗。
酸液电解法分为硝酸电解(钝化)、硫酸电解法等。
另外,在冷轧卷酸洗前设中性盐电解段用于酸洗前的预处理。
2 热轧不锈钢带的酸洗工艺热轧不锈钢带的酸洗现多采用硫酸+混酸(硝酸+氢氟酸)工艺。
DaInox Bright TM——新的冷轧不锈钢带钢退火酸洗工艺
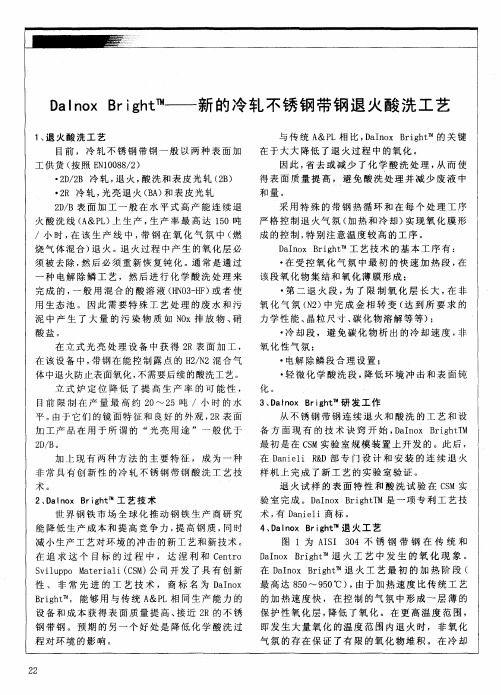
在 于 大 大 降 低 了退 火 过 程 中 的 氧 化 。
因 此 , 去 或 减 少 了 化 学 酸 洗 处 理 , 而 使 省 从
2 /B 冷 轧 , 火 , 洗 和 表 皮 光 轧 (B D2 退 酸 2)
得 表 面 质 量 提 高 , 避 免 酸 洗 处 理 并 减 少 废 液 中
最高 达 80 5 ℃) 由于加 热速 度 比传 统 工 艺 5 ~90 ,
加 上现 有 两 种方 法 的主 要 特 征 ,成 为 一种
非 常 具 有 创 新 性 的 冷 轧 不 锈 钢 带 钢 酸 洗 工 艺 技
术。
样 机上 完成 了新 工艺 的 实验 室验证 。 退 火 试 样 的 表 面 特 性 和 酸 洗 试 验 在 CM实 S
验 室 完 成 。 D Io B ih T a nx rg tM是 一 项 专 利 工 艺 技
和量 。
・ R 冷 轧 , 亮 退 火 (A 和 表 皮 光 轧 2 光 B) 2/ DB表 面 加 工 一 般 在 水 平 式 高 产 能 连 续 退 火 酸 洗 线 ( &P ) 生 产 , 产 率 最 高 达 10吨 A L上 生 5 /小 时 , 该 生 产 线 中 , 钢 在 氧 化 气 氛 中 ( 在 带 燃 烧 气 体 混 合 ) 火 。退 火 过 程 中 产 生 的氧 化 层 必 退 须 被 去 除 , 后 必 须 重 新 恢 复 钝 化 。通 常 是 通 过 然
D o B h a n  ̄ rg t —— 新 的冷 轧 不 锈 钢 带 钢 退 火酸 洗 工 艺 I i
1 退 火 酸 洗 工 艺 、 与 传 统 A L相 比 , a n x r g t 的 关 键 &P D I o B i h
酸洗不锈钢
不锈钢酸洗中性盐净化工艺与技术不锈钢酸洗中性盐净化工艺与技术叶永生(宁波宝新不锈钢有限公司)摘要宝新公司2号退火酸洗线与4号退火酸洗线均采用中性盐电解酸洗工艺,2条生产线配备了不同的中性盐净化设备,本文对硫酸钠净化工艺和设备进行说明,并对硫酸钠净化工艺、设备进行比较。
关键词中性盐电解酸洗 硫酸钠净化 工艺Stainless Steel Pickling Salt Neutral Purification Process and TechnologyYe Yongsheng(Ningbo Baoxin Stainless Steel Co., Ltd.)Abstract No.2 annealing and pickling line with the No. 4 annealing and pickling line is used neutral pickling salt electrolysis process, two production lines with a variety of neutral salt purification equipment, the paper of sodium purification technology and equipment that as well as sodium purification process and equipment for comparison.Key words electrolytic pickling, neutral sodium purification, process1 不锈钢的定义狭义的不锈钢是指在大气中不容易生锈的钢,广义的不锈钢指在特定条件下的酸、碱、盐中耐蚀的钢。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含量的提高而增加,当铬含量≥10%时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢冷轧退火酸洗线生产工艺
摘要:本文主要对一新建不锈钢冷轧退火酸洗机组的工艺设备进行了介绍.主要包括了退火炉,酸洗等工艺设备。
关键词:工艺设备退火酸洗
cold rolled stainless steel annealing and pickling line production process
(tangshan iron and steel co. ltd,hebei tangshan 063000) abstract:this article on a new production line of cold annealing and pickling line process and equipment reviewed.including annealing furnaces,pickling ,other process and equipment.
keywords:process, equipment, annealing,pickling
1 前言
不锈钢冷带退火酸洗机组(capl)主要是使经冷轧机后的钢带经过退火得到要求的性能,再经酸洗去除退火过程中生成的氧化铁皮等杂质,进一步提高带钢的表面质量。
新建生产线的设计规模为55万t不锈钢冷轧产品,生产钢种包括aisi200、aisi 300、aisi 400系列。
建设分二期实施。
一期建设规模为30万t/a,本文所述为一期配套的冷带退火酸洗机组。
2 冷轧来料主要参数
经过冷轧机组轧制后带钢的主要参数见表一。
3 工艺设备说明
冷带退火酸洗线分成三个部分,入口段、工艺段、出口段。
3.1 入口段
入口段主要设备有入口钢卷鞍座、入口钢卷小车、垫纸卷取机、开卷机、夹送辊和直头机、入口剪、引带移出系统、焊机、入口活套等。
冷轧后的钢卷由钢卷小车运送到开卷机的芯轴上。
经过开卷与垫纸卷取、切除头部与上一卷带钢尾端焊接。
6层水平入口活套布置在地坑里,存储带钢能力为800米。
活套的主要功能是当入口段换卷时,存储足够的带钢保证工艺段的连续操作。
活套小车移动距离为130米。
3.2 工艺段
冷带退火酸洗机组的工艺段由热处理段和酸洗段组成。
3.2.1 热处理段
热处理的目的是使带钢经过退火得到要求的性能。
热处理段的退火设备为一座卧式退火炉,总长为210米。
包括了一个辐射预热段、5个加热段、5个空冷段、一个气雾冷却段、一个干燥段。
退火炉的基本工艺参数见表二。
3.2.1.1 辐射预热段
辐射预热段的主要功能是利用加热段烟气余热预热带钢,降低
排烟温度提高燃料利用率。
炉子入口有1个密封辊,为陶瓷纤维辊。
通过辐射预热段,带钢的温度将被预热至 330-390°c。
3.2.1.2 加热段
加热段采用明火烧嘴供热,加热段有5个燃烧室,分10个供热控制区。
烧嘴交替布置在两侧,共有180个烧嘴。
各烧嘴分别设点火和火焰监测设备,以保证燃烧安全。
设2台助燃风机,为烧嘴提供助燃风。
加热段有6组炉辊,功能是在带钢运行过程中,减少悬垂而不影响带钢表面质量。
支承辊固定在圆盘换辊器上,双辊形式,一个在线支撑带钢,一个备用,可实现在线换辊。
支承辊使用的是陶瓷纤维辊。
3.2.1.3 排烟系统
针对炉子很长,设两套排烟系统。
主要设备包括2台空气/烟气换热器、2台排烟机。
第一个排烟系统控制着1-6区的烟气排放。
第二个排烟系统控制着7-10区烟气排放。
换热器预热助燃空气到650℃,排烟机采用变频控制,与烟道调节闸板共同实现炉膛压力控制。
3.2.1.4 冷却段
冷却段分为6个段,第1-5段为空冷段,第6段为气雾冷却段。
带钢出空冷段后的温度低于250℃,空冷有效的避免了带钢高温冷却变形。
第6段的最终冷却段将带钢温度冷却至80℃以下。
冷却段设带钢支撑辊。
1-5段使用的是陶瓷纤维辊。
第6段辊子的材质为cr22/ni14钢辊。
冷却段设有10台冷却风机,5台排放风机。
3.2.1.5 干燥段
带钢干燥系统由水份吹开、热风干燥部分组成。
热风干燥有1
台鼓风机,1台蒸汽加热器。
在带钢出口设1个橡胶支撑辊。
带钢出干燥段的温度小于80℃。
3.2.2酸洗段
冷带退火酸洗机组酸洗的目的是采用化学酸洗的方式去除热处理时产生的表面氧化铁皮。
3.2.2.1酸洗工艺
冷轧后退火产生的氧化铁皮一般不用机械除鳞法,而是采用化学预处理法。
冷带退火酸洗机组酸洗段由预处理段和化学处理段组成。
使用中性盐电解(na2so4)+混酸(hno3+hf)酸洗+硝酸(hno3)电解,可处理200系列、300系列、400系列所有钢种。
对于300系列不锈钢酸洗段采用混酸酸洗(hno3+hf),对于430,由于其表面敏感,采用电解硝酸酸洗。
300系最大工艺速度145m/min下,对于304在中性盐(na2so4)电解液中酸洗的时间为28.2秒,在混酸酸洗段(hno3+hf)液中酸洗时间为24秒。
400系最大工艺速度120m/min下,对于430在中性盐(na2so4)电解液中酸洗的时间为34秒,在硝酸(hno3)电解液中酸洗时间为11.5秒。
3.2.2.2酸洗槽
中性盐(na2so4)电解酸洗槽长度为68米, pp槽体, 混酸(hno3+hf)酸洗槽长度为60米, pp槽体,硝酸(hno3)电解酸
洗槽长度为23米, pp槽体。
预酸洗段配置硫酸钠再生系统,减少硫酸钠的消耗。
混酸段与热带退火酸洗线共用酸纯化系统,减少硝酸和氢氟酸的消耗。
3.3出口段
出口段的主要设备有出口活套、在线平整机、平整后活套、出口分段剪、卷取机、垫纸机、打捆机、出口钢卷小车、出口钢卷鞍座。
平整是生产2b产品时在冷带退火酸洗后必不可少的工序。
对于奥氏体钢种,平整主要用于改善板形和表面状态,一般仅需一个道次,在线平整即可。
而对于铁素体钢种,在线平整后仍需在离线平整机上继续平整。
在线平整机的机型为2辊式。
最大延伸率为2.0%。
此外,机组还配备了完善的带钢纠偏系统和张力控制系统,以及完备的能将生产线上产生的有害气体、酸雾及水雾等处理达标后排放的废气排放系统。
4 结束语
上述不锈钢冷带退火酸洗机组采用当今世界先进技术,满足生产工艺要求。
关键设备退火炉,通过烟气余热利用以及将预热的助燃空气运用到干燥段干燥带钢,节能效果显著。
炉子段和酸洗段的排废严格控制在法定值的范围之内,低于国家排放标准,对环境的保护是一大贡献。
注:本文中所涉及到的图表、注解、公式等内容请以pdf格式阅读原文。