套管防磨接头
套管头的工作原理及失效分析
套管头的工作原理及失效分析摘要:在钻井作业和油气测试过程中,必须安装一套安全可靠的井口装置,以便能有效地控制井内作业和生产。
套管头属于井口装置的基础部分,是安装在套管管柱上端用来悬挂各层套管管柱、密封各层套管之间的环形空间并能为防喷器组、采气树等其他井控设备提供标准连接、为各种特殊作业提供套管环空出入接口的一种永久性石油、天然气井口装置。
主题词:井口装置套管头密封环空连接·前言过去,我国各油气田很少使用套管头,在五十年代只有玉门、四川等少数油气田用过国外进口的卡瓦式套管头。
从六十年代起,我国普遍采用焊环形铁板而不采用套管头。
对于浅井和低压井来说,焊环形铁板也可以起到密封套管环形空间和悬挂套管的作用。
但是,由于井深的增加,套管柱对环形铁板的载荷加重引起了环形铁板的严重变形,密封性能和悬挂能力都大大降低,严重影响了井身的质量。
特别是近年来,能开发的低压浅井越来越少,采气井口装置面临的工作环境极为严酷。
对于四川地区来说,主要以天然气为主,天然气中的水分,硫化物,二氧化碳等含量也不相同,有时井口装置还处于高压下工作,这就对我们井口装置提出了更高的要求,能在高温、高压、高含硫等恶劣环境下提供可靠的密封性能。
同样,为了保证井身的安全,在深井中越来越多地使用P110、13Cr110、TP125、140V等高钢级套管,焊接性能差,焊接后很容易因为焊接应力而开裂。
特别是高气压井及含硫化氢的气井,对焊口非常敏感,常因氢脆断裂导致焊口质量不高。
同时,焊环形铁板的井口,套管环形空间与地面是不相通的,没有用以引水引气挤水泥的旁通管线,在实施高压酸化压裂作业时没有平衡液体的通道。
就是在这种情况下,能适应各种恶劣环境且安全可靠的套管头井口装置逐步发展并取代原始的焊环形铁板。
·1、套管头简介根据套管头与表层套管的连接方式可将套管头分为焊接式、螺纹式、卡瓦式,配用套管悬挂器有卡瓦式和芯轴式两种,侧出口的连接方式有螺纹式、栽丝法兰式和法兰式,通常在套管四通的底部设有套管二次密封机构和密封测试口。
套管防磨做法
套管防磨推荐做法一、概述深井、超深井、定向井以及复杂区块井钻井施工中,由于钻井时间长,在下部井段钻进中,有时不可避免的出现对上部技术套管磨损现象,技术套管的损坏对这些井下部施工往往带来极大的困难,如套管断裂错位、变形,造成下钻遇阻,承压能力下降造成井漏以及压井施工中形成下喷上漏现象等,有的甚至造成报废,损失极大。
以前使用最多的是钻杆胶皮护箍,它的缺点是使用寿命短容易脱落,易引起井下复杂,给正常施工增加一定难度。
套管防磨接头就是针对套管磨损开发的一种新型专用井下工具,应用于钻井周期长的井,特别是井眼轨迹差、“狗腿度”大时,使用套管防磨接头尤为重要,在长期钻井施工中,能有效的防止钻具磨坏套管。
目前,套管防磨接头在新疆各油区施工井中得到广泛应用,效果很好,使深井、超深井施工时,上部套管得到很好保护,有效遏制了深井、超深井长时间施工造成套管磨穿现象,保证了钻井安全施工。
二、结构及工作原理套管防磨接头的工作原理:套管防磨接头:由上接头、下接头、滑动套、防磨套组成。
根据井眼及技套尺寸选择防磨接头,套管防磨接头接在钻杆上,由于套管防磨接头本体中间有一个直径大于钻杆接头外径的滑动套,可在钻杆和套管间形成以套管防磨接头为支撑的隔离点,有效的减少钻杆和套管的直接接触面,并且使钻杆与套管之间磨擦有滑动变成滚动,从而减少钻杆和套管的磨损,很好的保护套管和钻杆。
三、套管防磨接头的使用方法:⑴套管防磨接头使用范围超深井、钻井周期长、井眼轨迹差、地层压力高、套管封固段有复杂地层等。
⑵组装方式一般要求每间隔100m~150m钻杆接一个,根据井眼轨迹情况,使用数量以及间距可做适当调整。
⑶套管防磨接头使用与维护:①每次下钻要适当调整各防磨接头位置,使套管易磨损位置得到最好保护。
②每次下钻要调整最下部一个套管防磨接头位置,使该只钻头钻进中,最下部一只套管防磨接头不出套管。
③每次起钻时要对套管防磨接头进行检查和保养,对出现问题的要及时地更换或维修。
塔河工区套管头简介

套管头
结构特征与工作原理:
二、套管头四通本体(二级套管头或三级套管头): 套管四通法兰旁侧口通径均符合API spec 6A标 准,具有互换性。套管四通底部采用两道BT密封,在 高压下将密封脂经单向阀注入BT密封圈内,挤压BT密 封圈,起到密封作用,可以在两道BT密封圈之间试压。 套管四通侧出口为载丝法兰连接,并带VR堵螺纹, 可以再不压井情况下更换阀门。 套管四通上法兰带有顶丝,用于顶住防磨套及压住 悬挂器;下法兰有试压孔,用于检查环空和两道BT密 封圈的密封情况。套管四通内腔设计有套管卡瓦悬挂器 坐落台肩。 套管头四通两侧口法兰,一端接平板阀(或盲法 兰),另一端接平板阀、丝扣法兰、接头、截止阀及压 力表,经压力表可观察两套管层之间的环空压力。
W型卡瓦式套管悬挂器
工作原理: 1、技术、油层套管悬挂采用W型单锥面双限位卡瓦悬挂器。依靠套管自 重卡住套管,使卡瓦与套管形成牢靠的连接,密封形式为自激式密封。 2、卡瓦悬挂器为剖分式,自锁结构。
江苏金石套管悬挂器
W型卡瓦式套管悬挂器
坐挂方式: 1、W型套管悬挂器坐挂准备工作及坐挂后后期处理过程与WE型套管悬 挂器相同。 2、坐挂时套管悬挂器下手柄不动,上手柄旋转套管悬挂器90°,合抱 住套管由下而上逐一取下手柄,移去木板,使悬挂器组件坐落套管头台肩 上抱住套管然后下放管串坐挂。
1、悬挂器的储存 1)悬挂器到井后清洁所有部件,并使其 干燥。 2)用重质油涂抹所有零件。 3)将设备垫高并放置在干燥的房间内, 避免接触死水。
4)重新装配前,需清洁干净并用轻质油 涂抹。
套管悬挂器
2、橡胶件的存储及检查
1)橡胶件应放在黑暗的地方,并远离阳光、窗户和人工 的直接光源。
新型套管防磨器设计应用

和套管 狗腿处 的实 际工作情 况 ,讨 论 2种 方 案的优
缺点 。在讨 论和计 算过程 中都 以各 自槽 深 为基础所
一
7 一 6
石 油
机
械
20 08年
第3 6卷
第l 0期
磨器 的防磨 钢套受 弯 曲应 力 和 冲击 时 ,因 为方 案 1
百
式 中 卜
十
是两边 通槽 ,且 中 问部 分 还填 充 较 硬 的耐 磨 材料 , 在严重 狗腿 处很容 易把堆 焊 的材 料挤 崩 。由方 案 2 可知 ,环 型槽 把 堆 焊 的高 碳 钻 基 合 金 材 料 封 闭 在 内 ,且 中 间 部 分 没 有 高 碳 钴 基 合 金 材 料 , 4 CN Mo 的弯曲性 能又较 好 ,堆 焊 的耐磨 材料很 0 ri A
摘 要 常规套 管 防磨 器 的硬 质合 金块 极 易脱 落 或被 挤碎 而 使 套 管 防磨器 失 效。 为此 ,研 制 了
新型套 管 防磨 器 , 即把 套管 防磨器 的摩擦 副设 计成连 续 的耐磨材 料 。这 种摩 擦 副的 内摩擦 力 较小 , 因而 与套管接 触 的部 分旋 转速度 很 慢 或 不旋 转 ,这 样 就 可减 少 钻 杆 接 头对 套 管 内壁 的摩擦 磨 损 。 在西指 5 口井的试 验表 明 ,新 型套 管防磨 器 的平 均寿命 比常规套 管 防磨 器 的平 均寿命 提高 5 % 。 0
石 油
机
械
20 0 8年
Hale Waihona Puke 第3 6卷第1 0期 CH I NA ETROL P EUM ACH I M NERY
●技 术 讨 论
新 型 套 管 防磨 器 设 计 应 用
套管防磨技术在西南深井中的应用研究
之 间 的磨损 所 致 [ 1 ] 。套 管磨 损 给 油 气 生 产 带 来 了
重 大损 失 , 严 重 影 响 了油 气勘 探开 发 的步伐 , 形成 一
工提 供技 术借 鉴 。
关键词: 深井 ; 套管; 磨损 ; 侧向力; 防磨接 头 中 图分类 号 : TE 9 3 1 . 2 文献标 识 码 : A
S t u d y o f Ca s i n g We a r P r e v e n t i o n T e c h n o l o g y Ap p l i c a t i o n i n De e p We l l i n S o u t h we s t Ch i n a
随 着 中石化 在 西 南地 区勘 探 开 发 力 度 的 加大 , 深井、 定 向井 、 大 斜度 井 、 水 平井 部署 数量 日益 增 多 。 近两年 , 套 管损坏 问题 日渐 突 出 , 例 如 X1 0 1井 套 管 变形、 X1 1井 固井 回接 短 路 、 D Y7井 油 层 套 管 磨 损
等 。分 析 原 因 , 主要 是 由于 钻 井 过 程 中钻 杆 与套 管
较好 的现场应 用 效果 , 为解 决 深井 套 管 磨 损 难 题 做
出了有 益 的尝试 。
1 深 井套 管 防磨 技 术 难 点
1 ) 根据西 南 地 区 地层 三 压 力 特 点 , 深 井 井 身
W U J i a n — z h o n g
( So u t h we s t Pe t r o l e u m Br a n c h, Si n o pe c , Ch e n g d u 6 1 0 0 4 1 , Ch i n a )
Ab s t r a c t : Th r o u g h t h e s t u d y o f ma i n f a c t o r s o f t h e i n f l u e n c e o f c a s i n g we a r , t h e f o r mu l a t i o n o f s u i t a b l e c a s i n g we a r p r e v e n t i o n s c h e me a n d c o n s t r u c t i o n me a s u r e s , p r o p o s e d t o r e d u c e c a s i n g we a r a s e r i e s o f a c t i v e we a r , p a s s i v e we a r t e c h n o l o g y, h a s f o r me d a s e t o f e f f e c t i v e r e d u c t i o n o f d e e p we l l c a s i n g we a r ma t c h i n g p l a n . Th r o u g h t h e c o n s t r u c t i o n p r a c t i c e , g r e a t l y r e d u c e t h e d e e p we l l c a s i n g we a r d e g r e e , f o r t h e f u t u r e o f c a s i n g we a r a wa y we a r p r e v e n t i o n p l a n a n d c o n c r e t e
降低深井套管磨损应用技术

21年第 1 期 02 1
科技 嚣向导
◇ 能源科 技◇
降低深井套管磨损应用技术
唐 洪卫 ( 中石化 西南油气分公司工程技术研究院 四川 德阳 6 0 ) 1 0 0 8
【 要】 摘 针对深井钻 井过程 中套管磨损 突出问题 , 定利用非金 属防磨接 头配合 高效减磨剂的双 效防磨技术及配套工艺实现 对套 管的保 制 护。 利用 L N A DMA K 计算套管侧 向栽荷 , 定非金属防磨接 头不同工况下的安放 位置, J , R 确 J ̄l E 用不 同工况下减磨剂配伍性试验、 C 参数变 t f C - 化和磁铁吸附物 变 化检验 了双效防磨技术的应用效果 , 验证 了双效防磨技 术优 于单一防磨技 术的特 点。 通过上述技术措施的 实施 , 为解决深井 套管磨损难题做 出了有益的尝试 , 取得 了较好的现场应 用效果 。 【 关键词 】 井; 深 减磨技 术; 非金属 防磨接头; 减磨剂
SK1井套管磨损剩余强度安全评价研究

2024年第53卷第1期第25页石油矿场机械犗犐犔 犉犐犈犔犇 犈犙犝犐犘犕犈犖犜2024,53(1):25 31文章编号:1001 3482(2024)01 0025 07犛犓1井套管磨损剩余强度安全评价研究崔国杰1,许 杰1,曹衍国1,靳 楠1,赵洪山2(1.中海石油(中国)有限公司天津分公司,天津300459;2.中石化胜利石油工程有限公司钻井工艺研究院,山东东营257000)摘要:深井超深井钻井过程中,受井眼狗腿度、机械钻速、顶驱转速等因素影响,技术套管的磨损问题不容忽视,严重时将会导致其抗外挤、抗内压强度明显降低,对井筒完整性造成极大隐患。
为此,结合SK1井 244.5mm技术套管磨损原因深入分析,利用套管“磨损 效率”理论模型,建立了套管磨损量及剩余壁厚的预测方法,指出套管磨损严重位置通常发生在狗腿度较大的井深处,且随顶驱转速增加和机械钻速降低,套管的磨损量明显增大。
通过将磨损套管分别简化成具有内壁不圆、不均度的含缺陷套管及“矩形槽”套管,建立了磨损套管的剩余抗外挤、抗内压强度计算方法及全井段剩余强度安全系数计算方法。
分析表明,当顶驱转速高于100r/min、机械钻速低于0.87m/h时,SK1井 244.5mm套管的抗外挤最小安全系数将会低于1.0,需采取合理的钻井提速及防磨措施,以保证技术套管的强度安全。
研究成果对于今后深井超深井的套管柱安全设计具有重要的指导意义。
关键词:套管磨损;磨损预测;剩余强度;技术套管;安全评价中图分类号:TE931.2 文献标识码:A 犱狅犻:10.3969/j.issn.1001 3482.2024.01.004犛狋狌犱狔狅狀犛犪犳犲狋狔犈狏犪犾狌犪狋犻狅狀狅犳犆犪狊犻狀犵犠犲犪狉犚犲狊犻犱狌犪犾犛狋狉犲狀犵狋犺犻狀犠犲犾犾犛犓1CUIGuojie,XUJie,CAOYanguo,JINNan,ZHAOHongshan(1.犆犖犗犗犆,犔狋犱. 犜犻犪狀犼犻狀,犜犻犪狀犼犻狀300459,犆犺犻狀犪;2.犇狉犻犾犾犻狀犵犜犲犮犺狀狅犾狅犵狔犚犲狊犲犪狉犮犺犐狀狊狋犻狋狌狋犲狅犳犛犻狀狅狆犲犮犛犺犲狀犵犾犻犗犻犾犳犻犲犾犱犛犲狉狏犻犮犲犆狅狉狆狅狉犪狋犻狅狀,犇狅狀犵狔犻狀犵257000,犆犺犻狀犪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪檪)[18] BARALDIP,CADINIF,MANGILIF,etal.Mod el basedanddata drivenprognosticsunderdifferentavailableinformation[J].ProbabilisticEngineeringMechanics,2013,32:66 79.[19] 吴建国.裂纹扩展与损伤演化理论与应用研究[D].北京:北京航空航天大学,2009.[20] ZouX,LvR,LiX,etal.IntelligentElectricalFaultDetectionandRecognitionBasedonGrayWolfOptimizationandSupportVectorMachine[J].JournalofPhysics:ConferenceSeries,2022,2181(1):012058.[21] 田润林.基于多元状态估计的供热管道外施负载预警方法研究[J].区域供热,2021(1):1 7.[22] DUW,TIANY,QIANF.MonitoringfornonlinearmultiplemodesprocessbasedonLL SVDD MRDA[J].IEEETransactionsonAutomationScienceandEngineering,2013,11(4):1133 1148.[23] FANGR,SHANGR,WUM,etal.Applicationofgrayrelationalanalysistok meansclusteringfordynamicequivalentmodelingofwindfarm[J].InternationalJournalofHydrogenEnergy,2017,42(31):20154 20163. 收稿日期:2023 07 24 基金项目:中国海洋石油集团有限公司科技项目“渤海复杂潜山油气藏精细油藏描述及高效开发技术研究”(CNOOC KJ135ZDXM36TJ03TJ GD2020 01)。
套管损坏原因分析及防治技术的研究
套管损坏原因分析及防治技术的研究摘要:随着钻井技术的发展,深井、超深井、复杂地层井、含腐蚀介质油气井的开采不断增加,随之而来的是套管的损坏率不断提高,影响了油气井的开采寿命,经分析研究认为套管的损坏原因主要由地质因素、工程技术因素、油气井开发方式等构成,针对不同的套损原因和机理,当前各国钻井界已采用了多种防治措施,通过综合利用这些技术,对延长套管寿命、进行套损修复、增加油气井的开采,均有很大的帮助。
关键词:套管损坏损坏原因机理防治技术一、套管损坏原因1.1变形和挤毁套管的变形和挤毁这两种损坏方式主要是由地质因素造成,油气井随着油气的开采,地层压力迅速释放,特别是油井出砂,使得储集层砂岩疏松,形成空洞,当上部覆盖地层和下部支撑地层的应力向储集层释放时,储集层就可能发生弹性变形和塑性变形,整个地层的应力变化,导致套管受挤压破坏,这种破坏形式在各大油田均有存在。
巨厚盐膏层的蠕变同样会产生套管的变形和挤毁破坏,这种现象在新疆塔河油田、江汉油田等地区普遍存在[2]。
在钻井和开采过程中,随着水分子对盐膏层的侵蚀,盐膏层的压力体系会产生变化,盐膏层发生蠕动变形,这在钻井过程中非常明显,其蠕变速度之快可导致下套管和固井作业的时间不够,在套管下入后,进行固井作业准备期间,盐膏层的蠕动就可能使套管变形。
并且,经验显示盐膏层厚度越大,蠕变速度越快。
1.2 错断套管的错断大多数由地层的断层滑移变形等造成,也可由盐膏层的蠕变造成,其对油气井的危害程度大于套管的变形和挤毁破坏,一旦形成错断,油气井就会报废,无法进行修复。
错断的产生往往在地层倾角较大的地区,由于对油气储层的开采,破环了原始地层的应力平衡,打破了原始地层结构力的相对静止状态,造成地层的蠕动,使地层的上下层面发生相对位移,对穿过地层的套管形成剪切,造成套管错断。
1.3 磨损套管的磨损大多由工程技术因素造成的,磨损方式可以分为纵向磨损和横向磨损。
纵向磨损主要由起下钻具、起下采油管具等施工引起,套管内管柱与套管之间的纵向相对运动造成这种磨损现象;横向磨损主要是由钻柱旋转,与套管之间形成相对转动引起,这些磨损方式在定向井、水平井等斜度较大的井或者是狗腿度严重的井,存在较为严重。
采油树、采油井口
可调式节流阀
• JMP JLK 系列可调节流阀 适用压力:2,000 - 20,000Psi 法兰尺寸:1-13/16” - 4-1/16” 油嘴尺寸:1” to 3” • 针型节流阀适用于采油树. • 针型节流阀的阀针和阀座由 硬质合金制作而成,具有防 磨损防冲刷和可靠的使用性 能。
金湖石油机械有限公司
金湖石油机械有限公司
JMP
阀门
API 6A&6D
金湖石油机械有限公司
JMP
阀门
平板阀
6A
节流阀
单流阀
泥浆阀
阀门
6D
暗杆阀 明杆阀
膨胀阀
可调节流阀
固定节流阀
金湖石油机械有限公司
JMP
手动暗杆平板阀
• 阀体和阀盖由低合金钢/不锈钢制造而 成,阀板和阀座密封面喷/堆焊硬质合 金. • 铸件阀体工作压力为 2000 - 5,000Psi . 锻件阀体工作压力为10000 – 15000Psi, • 特点: 阀座和阀板,阀体和阀盖, 阀杆倒密封均为金属密封结构。 工作压力 材料级别
阀芯为箭状锥流线型能够减少钻井循环液的循环阻力和冲产品描述材料级别aabbccddeeff套管头本体aisi8625aisi4130aisi8625aisi4130410ssaisi4130aisi4130410ss油管挂本体aisi4130410ss410ssaisi4130410ss410ss二次密封件橡胶件和特氟龙橡胶件和特氟龙橡胶件和特钢圈aisi4130304ss304ssaisi4130304ss304ss阀体aisi4130aisi4130410ssaisi4130aisi4130410ssaisi4130aisi4130410ssaisi4130aisi4130410ss阀座aisi4135表面硬质合金410ss表面硬质合金410ss表面硬质合金aisi4135表面硬质合金410ss表面硬质合金410ss表面硬质合金aisi4130表面硬质合金410ss表面硬质合金410ss表面硬质合金aisi4130表面硬质合金410ss表面硬质合金410ss表面硬质合金aisi4130410ss410ssaisi4130410ss410ss阀体aisi4130aisi4130410ssaisi4130aisi4130410ssaisi4130端部硬质合金410ss端部硬质合金410ss端部硬质合金aisi4130端部硬质合金410ss端部硬质合金410ss端部硬质合金阀座aisi4130镶入硬质合金410ss镶入硬质合金410ss镶入硬质合金aisi4130镶入硬质合金410ss镶入硬质合金410ss镶入硬质合金金湖石油机械有限公司api5ct金湖石油机械有限公司api5ct金湖石油机械有限公司套管短节油管短节材料选用合金钢符合api5ct标准要求短节接头和接箍连接螺纹为api螺纹或tm螺纹日本住友金属提供tm扣加工技术并授权我公司加工tmtmtm短节是一非常通用的油管和套管连接方式提供气密封连接
22086052
() 1 流体将钻杆浮托在护箍 中。 () 2 减小钻杆在转动摩擦中的有效尺寸。
减磨接头经专门设计 , 其作用就像一轴承的套
筒内径 , 采用钻井液及钻杆与套筒间的相对运 动来 建立水力举 升力 , 两者交界面被有效分开 , 此时钻井 液好似润滑介质 , 使接触面的摩擦力很小 , 通常其在
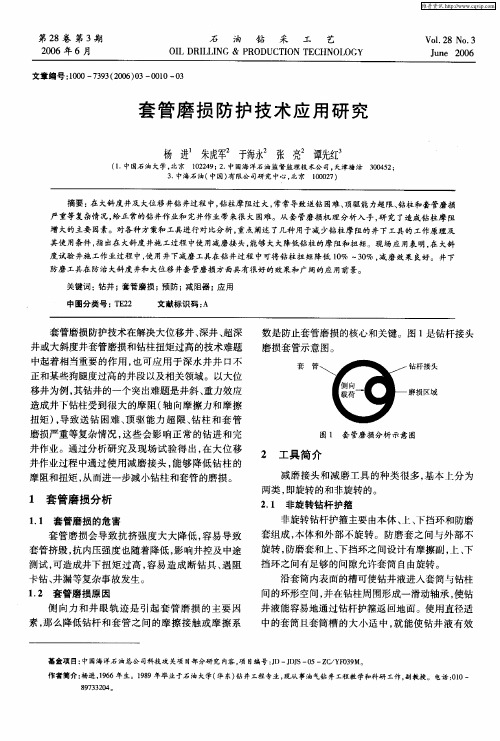
数是防止套管磨损的核心和关键。图 1 是钻杆接头 磨损套管示意图。
套 管 钻杆接头
磨损 区域
图 l 套 管磨 损 分 析 示 意 图
井作业过程中通过使用减磨接头 , 能够降低钻柱的
摩 阻 和扭 矩 , 而进 一 步减 小钻柱 和套管 的磨 损 。 从
2 工具简介
减磨接头和减磨工具的种 类很多 , 基本上分为 两类 , 即旋转的和非旋转的。 2 1 非旋转钻杆护箍 . 非旋转钻杆护箍主要 由本体 、 、 上 下挡环和防磨 套组成 , 本体和外部不旋转 。防磨套之间与外部不 旋转 , 防磨套和上、 下挡环之间设计有摩擦副 , 、 上 下 挡环之间有足够的间隙允许套筒 自由旋转。 沿套筒内表面的槽可使钻井液进入套筒 与钻柱
套管磨损防护技术在解决大位移井、 深井、 超深 井或大斜度井套管磨损和钻柱扭矩过高的技术难题
中起着相当重要 的作 用 , 也可应用 于深水井井 口不 正和某些狗腿度过高的井段以及相关领域。以大位 移井为例 , 其钻井的一个突出难题是井斜 、 重力效应 造成井下钻柱受到很 大的摩阻( 向摩擦力和摩擦 轴 扭矩 ) 导致送钻 困难 、 , 顶驱能力超 限、 钻柱和套 管 磨损严重等复杂情况 , 这些会影 响正常 的钻进和完 井作业。通过分析研究及现场试验得出 , 在大位移
维普资讯
第2 8卷 第 3期 20 0 6年 6月
套管头使用说明书
JMP®套管头使用说明书江苏金石机械集团有限公司厂址:江苏金湖建设东路4号邮编:211600电话:3传真:2目录一、概述 (1)二、结构特征与工作原理 (3)三、尺寸 (8)四、安装程序 (8)五、故障分析及排除 (18)六、安全保护装置 (18)七、保养和维修 (18)八、运输及贮存 (19)九、开箱及检查 (20)十、附图 (20)十一、售后服务热线 (22)一.概述1.1用途及适用范围:套管头装置主要用来固定钻进井的井口,连接井下套管柱并可靠地密封和控制管间的环形空间,是油田采油(气)井口装置的重要设备。
型号说明TF □×□×□×□---- □套管头压力级别表层套管(SC) 生产套管( PC)技术套管(TC1) 技术套管(TC2)注意:在阅读本说明书过程中,请仔细核对您使用的产品参数是否与“□”中打“√”的选项相符。
1.2套管头类型:□:单层套管头√:双层套管头□:三层套管头1.3技术特性1.3.1主要性能:产品规范级别:□P S L1 √PS L2 □P SL3 □PSL3G □PS L4性能要求级别:√PR1 □P R2额定材料级别:□A A □B B □C C □DD √E E □F F额定温度级别:□-60~82ºC(K级)√-46~82ºC(L级)□-29~82ºC(P级)√-18~121ºC(U级)1.3.2主要参数:连接形式:AP I S p ec 6A法兰连接法兰规范:套管头上法兰:□211/4"□203/4"√135/8"□11"工作压力:□14M p a(2000PS I) √21Mp a(3000PSI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)套管头底部连接:√螺纹式□卡瓦式□焊接式套管四通A上法兰:□211/4"□203/4"□135/8"√11"□71/16"工作压力:□14M p a(2000PS I) □21M pa(3000PS I)√35M pa(5000P SI)□70Mp a(10000PS I)□105Mp a(15000P SI)□140Mp a(20000P SI)套管四通A下法兰:□211/4"□203/4"√135/8"□11"□71/16"工作压力:□14M p a(2000PS I) √21M pa(3000P SI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)套管四通B上法兰:□203/4"□135/8"□11"□71/16"工作压力:□14M p a(2000PS I) □21Mp a(3000PSI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)套管四通B下法兰:□211/4"□203/4"□135/8"□11"工作压力:□14M p a(2000PS I) □21M pa(3000P SI)□35M pa(5000P SI)□70M pa(10000P SI)□105Mp a(15000P SI)□140M pa(20000PS I)旁侧口:套管头旁侧口:□螺纹连接√法兰连接套管四通A旁侧口:□螺纹连接√法兰连接套管四通B旁侧口:□螺纹连接□法兰连接工作介质:石油、天然气、泥浆1.4安全性能:产品从设计、选材、性能试验到出厂试验都符合AP I sp e c 6A«井口和采油树设备规范»的要求,如按照使用说明书要求正确操作,本设备工作是安全可靠的。
套管头套管四通安装操作维护手册
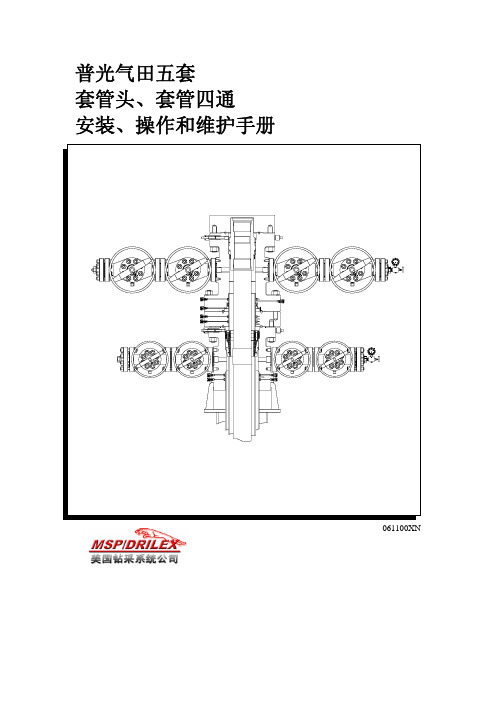
普光气田五套套管头、套管四通安装、操作和维护手册061100XN本手册所含所有内容均属MSP/DRILEX美国钻采系统公司专有,任何复制和使用其数据、图片、照片、程序或说明的行为,不论是直接的或间接的,只要没有得到MSP/DRILEX美国钻采系统公司书面许可,都应严厉禁止。
第1版 A42006年8月MSP/DRILEX 美国钻采系统公司2006年版权所有序 言此手册为普光五套套管头、套管四通操作和维护提供了必要的图片和程序。
此手册说明的相关程序将产品具体的要求与API检验系统的推荐相联系起来,其指明的维修工作应有MSP/DRILEX美国钻采系统公司或授权的相关代理来进行操作。
如未经授权进行,所造成全部、局部经济损失或人员伤亡,MSP/DRILEX美国钻采系统公司概不负责。
此种未经授权的操作也可作为终止合同关系的一种事由,一旦发生,也将导致产品无法达到相关适用要求。
此手册应保存好。
修订版或补充应经MSP/DRILEX美国钻采系统公司同意后再做出版。
手册中的图片并非按原比例,请参照此设备所有相关信息上所列出的构成部件号。
对此手册中信息的所有疑问请咨询MSP/DRILEX美国钻采系统公司。
MSP/DRILEX美国钻采系统公司地址:中国上海虹口区曲阳路800号商务大厦四层电话:86-021-********传真:86-021-********网址:目 录序 言 (2)第 一 章简 介 (4)第 二 章安装表层套管头 (6)第 三 章安装试压塞 (10)第 四 章安装防磨套 (12)第 五 章安装10-3/4”悬挂器 (14)第 六 章安装变径法兰 (16)第 七 章安装中层套管四通 (19)第 八 章安装试压塞 (26)第 九 章安装防磨套 (28)第 十 章安装套管挂和盲板法兰 (30)第 十一 章维护与维修 (34)第 十二 章储存规范 (35)第 十三 章安全预防 (38)第 十四 章部件图及零件清单 (39)第 一 章 简 介产品性能、技术参数与技术特点1.产品性能:TQ2322C型套管头、套管四通是针对普光气田设计的,整体结构为双翼双阀,整套设备的设计和制造过程是严格按照ISO10423标准进行的,确保满足客户的使用要求。
海外石油钻井取放套管头防磨套操作规程

取放套管头防磨套操作规程1人员准备1.1司钻、井架工、钻工、场地工2工具准备2.1防磨套、送入取出工具、气动绞车、链钳、吊卡、钻杆(如扣型不一致,需准备转换接头)、大补心取出工具、扳手等2.2提前丈量转盘面至防磨套缩紧螺栓高度、送入取出工具与防磨套长度;3安全注意事项3.1做好井口防护工作,防止井下落物;3.2大钳紧扣,注意人员站位;3.3连接和卸下防磨套时,注意手指防护;3.4取放转盘补心选择正确站姿,防止砸伤脚部;3.5佩戴正确的PPE等防护用品。
4操作程序4.1安放套管头防磨套4.1.1盖好井口盖板,清理转盘周边,保持清洁无杂物。
4.1.2打开套管头侧翼阀门,将清水或泥浆放出,然后关闭阀门。
4.1.3检查锁紧螺栓,保证缩紧螺栓全部缩回到位;4.1.4将送入取出工具与钻杆立柱连接在一起,用链钳上紧扣。
4.1.5将送入取出工具放入防磨套“J”形槽,逆时针旋转防磨套30°左右,使送入取出工具销钉进入两端槽内;4.1.6打开井口盖板,用气动绞车取出转盘补心,并检查封井器是否全开到位;4.1.7在防磨套外圈均匀涂抹一层黄油或钻杆丝扣油等润滑油,司钻提起(下放)防磨套,缓慢通过封井器,同时丈量钻杆下入深度,将防磨套坐入套管头台肩上,核对钻杆下入深度,确保防磨套坐入到位;4.1.8钻工(场地工)上紧套管头法兰周边的锁紧螺栓,以防止打钻时防磨套旋转,锁紧螺栓不宜上的太紧,防止顶坏防磨套,上扣感到发紧时,用扳手再上八分之一圈,然后将背帽上紧;4.1.9司钻下放游车,释放悬重;4.1.10钻工提前做好井口保护后,使用链钳逆时针方向旋转钻杆30°左右,将防磨套从送入取出工具中退出;4.1.11司钻缓慢上提钻杆,认真观察指重表,避免送入取出工具挂碰;4.1.12起出送入取出工具后,装上转盘补心,盖上井口;4.1.13将送入取出工具卸扣拆离钻杆,妥善保管防止碰上,钻杆立回钻杆盒。
4.2取出套管头防磨套4.2.1盖好井口盖板,清理转盘周边,保持清洁无杂物。
技术套管磨损程度预测技术探讨

技术套管磨损程度预测技术探讨摘要:在长水平段水平井或大位移水平井的水平段钻进过程中,上部造斜点和入窗处的大斜度井段由于接触力较大通常会引起技术套管产生严重的磨损问题,造成套管强度受到破坏。
文章假设磨损截面为月形条件下,根据磨损截面的几何关系,构建套管磨损深度与体积之间的关系。
同时,根据能量原理,即套管内表面的磨损体积与旋转钻具在相同位置所作的功成正比,建立了技术套管磨损体积与井眼轨迹、钻具组合、机械钻速、转速、钻进井段长度及套管磨损系数之间的函数关系。
利用联立方程进行技术套管磨损程度预测,并简要说明套管防磨技术法。
关键词:套管磨损;预测;防磨中图分类号:tm216+.5 文献标识号:a 文章编号:2306-1499(2013)03-(页码)-页数在长水平段水平井或大位移水平井的水平段钻进时,由于裸眼井段长、井斜角大,技术套管的磨损是一个不容忽视的问题。
钻具接头磨损套管的主要有黏着磨损、磨料磨损及犁削三种形式。
套管磨损主要产生于钻具接头对套管壁的相对转动过程中,而起下钻作业和钻具的往复运动对套管磨损的影响要小得多;在井眼曲率较大之处,钻杆与套管之间接触力较大,易引起大的磨损。
钻杆在井内的运动状态非常复杂,有自转、公转(涡动)、纵向振动、扭转振动、横向振动等方式,几种运动方式的叠加加速了钻杆和套管的磨损。
国外对套管磨损研究是在定向井技术大规模应用时展开的,起步比较早[1-3]。
取得的主要成果有:(1)钻井液能在钻具接头与套管之间形成一层膜,无论对减磨还是对润滑都有重要的作用;(2)根据实验研究表明,高钢级套管比低钢级套管更易磨损,套管在油基钻井液中比在水基钻井液中更易磨损;(3)套管磨损在造斜点及套管鞋比较严重;(4)提高钻具接头表面的光洁度和钻井液密度,减少接触力,可以缓解套管磨损;(5)钻杆/套管保护器对套管防磨的效果并不可靠。
国内对套管防磨展开研究起步相对较晚[4],主要的研究内容有:(1)深井、超深井及大位移井套管磨损机理及预测技术;(2)新型套管防磨接头的研制与应用;(3)钻井液加重剂的减磨性能。
深井套管防磨技术研究与应用

中 图 分 类 号 : E 3.0 T 9127 文献 标识 码 : A
S u y o sng W e rPr t c i n Te h o o y a d isA p lc to n De p W e l t d n Ca i a o e to c n l g n t p ia i n i e ls
Bal rde y和 F n e o 在对 现场 回收 的旋 转磨 损 o tn t 套管试 样 测定后 认 为 , 大部 分 磨 损 不 是 钻杆 往 复 移 动作用 的 结果 , 是 由钻 杆旋 转 造 成 的 。钻 杆 柱 对 而 套 管 的磨损 包括 钻 杆 接 头 和 钻 杆 本 体 。其 中 , 杆 钻
深 井 套 管 防磨 技 术 研 究 与应 用
谢 桂 芳 高 , 翔
( .胜 利 石 油 管 理 局 钻 井 工 艺 研 究 院 , 1 山东 东 营 2 71 ;.兰 州 石 油 机 械 研 究 所 , 州 7 05 ) 5072 兰 3 0 0
摘要: 分析 了在 深 井、 超深 井 、 大位 移 井和水 平 井钻 井施 工 中套 管磨 损 的原 因及对 套 管强度 的影 响 。
Absr c :Ca s s ofc s n e r a t fe t a i t e gt n d il pe a i ns o e ta t u e a i g w a nd is e f c s on c sng sr n h i r li ng o r to f de p w e l ulr — e p w el xt nd d r a h w e la orz nt lw e la e a l z d i hi a r S r c l, t a d e l ,e e e e c l nd h io a l r na y e n t s p pe . t u —
井控设备_精品文档

一、 井口装置及控制系统--环形防喷器
(4)壳体与顶部的连接
螺栓连接
爪块连接
一、 井口装置及控制系统--环形防喷器
4、球型胶芯环形防喷器 (1)结构
顶盖 球形胶芯 隔离环 活塞 壳体
一、 井口装置及控制系统--环形防喷器
(2)球形胶芯结构特点
一、 井口装置及控制系统--环形防喷器
一、 井口装置及控制系统--环形防喷器
4)井内介质窜到油缸内,或从壳体与顶盖连接处流出。 隔离环上相应的密封件损坏,更换相应的损坏密封件。
5)液动部分稳不住压。 壳体油缸、活塞、隔离环密封表面损伤,密封件损伤,更换各处密封件,修
复密封表面。
一、 井口装置及控制系统--环形防喷器
四、闸板防喷器
闸板防喷器是利用液压将封井元件——带有胶芯的两块闸板,从左右两侧推 向井眼中心封闭井口,据此,称为闸板防喷器。
2)WE型卡瓦式悬挂器 WE为被动式的密封,靠手动而不靠悬重激 发密封。
WD型卡瓦式悬挂器
WE型卡瓦式悬挂器
一、 井口装置及控制系统--套管头
3)W型卡瓦式悬挂器 与WE型相比较,它依靠管柱悬重激发
密封。特点是:悬挂吨位较大,密封较好, 更稳妥。一般用在技术套管的悬挂。
4)芯轴式(即螺纹式)悬挂器 用于高含硫化氢井的技术套管的悬挂
一、 井口装置及控制系统--套管头 第一节 井口装置及控制系统 一、套管头 1.套管头的作用
1)悬挂各层套管的重量。 2)支撑套管头以上井控设备。 3)为各层套管之间提供密封。
安装井口装置
一、 井口装置及控制系统--套管头
一、套管头
2.套管头分类 1)按卡瓦悬挂形式分:卡瓦式、丝扣式 (即螺纹式、芯轴式)、
南海流花超大位移井套管磨损预测方法
为相对运动累计路程 , 。£由下式计算 m 增加钻井液密度 , 减少接触力 , 提高硬工具接头表面 N; 的光洁度 ; i 套管保护器的效果并不可靠。这些 钻,/ f L= ' D r r NR () 2 式 中, D 为钻杆接箍的外径 , N 为钻柱 的转动次 m; 文献没给出预测套管磨损的完整模型。 在 国内, 研究工作开始相对较晚, 西部深探井的 数, 由下式计算
用一口超大位移井的实测数据对建立的模型进行验证, 结果表明该模型可以用于超大位移井技术套管磨损深度的
预测。根据研 究结果 , 简要说 明 了套 管防磨技 术的主要方法。 关键词 : 技术套 管 ; 套管磨损 ;超大位移 井 ; 海洋钻井
中图分类号 : E 4 T 23 文献标识码 : A
国外套管磨损问题是在定 向钻井技术大规模应 用的条件下出现并得到重视的, 完成了大量实验室 和现场研究工作_ J 1 。文献[ ] 1 认为钻井液能在钻
工作的基础上, 主要讨论基 于钻井数据预测套管磨 损深度的实用方法 。
具接头与套管之间形成一层膜 , 无论对减磨还是对
润滑都有重要的作用 。文献 [ ] 为钻具接 头磨损 2认 套管 的主 要 机 理 是 黏 着 磨 损、 料 磨 损 及 犁 削 磨 ( l gi ) Po h g 。文献 [ ] u n 3 实验研 究 了 3种 常用 钢级 ( 5 、8 K 5 N 0和 P 1) 10 的磨损规律 , 中采用了能量观 其 点对实验数据进行分析 , 实验结果表明, 高钢级套管
式 中, 为转速 , mn 。 1 i; 为机 械钻速 , / ; / m h 。为
钻 进 井段 的长度 , m。
在磨损预测 中, 输入量为钻进井段长度 , 平均机 械钻速 , 平均转速 , 接头直径 , 摩擦系数 , 接触力 , 磨 损 系数和套管 内径。中间变量为磨损路程和转动次
套管防磨工具评价系统设计
De in o h a u to y tm fPr v n i g W e r To l fCa i g sg ft e Ev l a in S se o e e tn a o so sn
润 滑 与密 封
L UBRI CAT1 0N ENGI NEERI NG
Jn 2 0 a.0 7
VoI 2 No 1 l3 .
第3 2卷 第统 设计
于会媛 张来斌 。 樊建春 梁红 军
( . 中 国石 油 大 学 ( 京 ) 机 电工 程 学 院 1 北 北 京 124 ;2 02 9 .塔 里 木 油 田 新 疆 塔 里 木 8 10 ) 40 0
s f r a e u e oe au t h fe to h rv n igwe rtoso a ig, n a h u cin o nomain soa e ot e c n b s dt v l aet eefc ft ep e e t a o l fc sn a d h stef n to fifr t trg wa n o a d mo i c to ec Th n efc sb t r t e o e ain i r o v n e t i i o v n e tfrtc n ca s t se , n df ain, t . e itra e i et ,h p r t s moe c n e in ,t s c n e in o e h iin o ma tr i e o a d i h sb te rciai 。 n t a etrp a tc lt y Ke wo d : rv ni gwe rtoso a i g;v l ain s se ; n ltc he ac y p o e s p o a d sg y r s p e e tn a o l fc sn e au t y tm a ayi irrh rc s ; r g m e in o r
下套管工具准备

下套管工具准备一、下30”导管1、42"大链钳2把。
2、30"吊卡2只。
3、吊30"导管钢丝绳套2根。
(2"~2-1/2")4、25~50吨卡环4只。
5、下内管用卡盘.卡瓦及环形铁板(30"×6-5/8")各1个。
6、30"×5"扶正器1~2个,扶正器销子及安装工具。
7、楔块.反作用板.螺栓及1/2"钢丝绳30~40米。
(视遥控接头下深而定)8、1/2"绳卡4个,12"活动扳手2把。
9、榔头1把。
10、插入头。
11、1/2"绳套3米2根。
12、配内管用短钻杆。
13、循环头及活络管线。
14、2个吊钩。
15、电焊工具1套。
二、下20”套管1、20“套管单根吊卡1只12、套管丝扣油及小刷子2、20“套管吊卡1只13、套管钳尾绳3、20“套管卡瓦1只(26片)14、循环头1个4、CB型大补芯1付15、若干扁铁片5、20“套管通径规1只及通径用气管线16、电器焊工具6、20“液压套管钳及泵站17、短钻杆7、20“套管吊钳1付18、1-1/2“油管5~6根8、下内管工具1套19变扣接头.油管卡子及提丝9、插入密封20、5/8“棕绳3米10、套管扶正器.卡箍销子及安装工具等11、5/8“~3/4"绳套5~6米1根三、下13-3/8”套管1、21-1/4“防磨套及内六角10、细钢丝绳(放快卸护丝)2、13-3/8“套管单根吊卡11、一自由环及钩子(吊套管用)3、13-3/8“套管吊卡一个12、自由环和绳套,卡环(连单根吊卡)4、3-3/8“快卸护丝3只13 、套管丝扣油及小刷子5、500T卡盘2只(包括上下气管线)14、液压套管钳尾绳6、500T垫铁15、吊套管的棕绳套6根(1")及备用5/8"钢丝绳套7. 500T提环1付16、甲板气绞车导向滑轮1只8. 13-3/8“套管卡瓦1只(17片)17、灌泥浆管线及碟阀9. 1#补芯1付18、活络管线3根或高压软管19、13-3/8“套管通径规1只及气管线27、电焊工具20、泵站及液压套管钳28、扁铁(焊套管用)21、13-3/8“DB钳头1付29、13-3/8"循环头1个22、下套管操作台30、水泥头及快速接头23、倒链(绳套)31、套管扶正器、销子及安装工具24、长棕绳(大门挡)32、13-3/8"套管卡箍及大销子25、长1米的木棍(开关上下卡盘)33、上下胶塞26、连接上下卡盘的气管线34、DV开空弹(二级固井用)四、下9-5/8”套管1.13-3/8″防磨套及内六角2.9-5/8″套管单根吊卡1只3.9-5/8″套管吊卡1只4.9-5/8″套管快卸护斯3只5.500吨卡盘2只(包括上下气管线)6.500吨垫铁7.500吨卡环1付8.9-5/8″套管卡瓦1只(14片)9.2好转盘补芯1付10.9-5/8″套管通经规1只及通径气管线等11.套管泵站及液压套管钳12.9-5/8″DB钳头1付13.下套管操作台14.倒链(绳套)15.长综绳(前大门兜绳)16.长1米的木棍(开关下卡盘勇)17.连接上下卡盘的气管线18.细钢丝绳(放快卸护丝用)19.自由环及钩子(吊套管用)20.自由环.绳套.卡环(连接单根吊卡用)21.套管丝扣油及小刷子22.液压套管钳尾绳23.吊套管的棕绳套6根及备用5/8"钢丝绳套24.甲板气动绞车导向滑轮1个25.灌泥浆管线及蝶阀26.活络管线3根或高压软管线27.电气焊工具28.扁铁(焊套管用)29.9-5/8″循环头1个30.水泥头1个及快速接头31.套管扶正器.销子及安装工具32.9-5/8″套管卡箍及大销钉33.上下胶塞34.DV开空弹(二级固井用)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1 分类
产品按防磨套防磨轴旋转的方向分为左旋和右旋两类;按结构分为挡圈式和扣合式两类。
1.2 型号编制
产品按下列规则进行编制:
TF□□□/□-□-□
·防磨轴旋转方向代号(LH表示左旋,右旋不标注);
连接螺纹代号(符合GB/T 22512.2的规定);
适用套管外径,mm;
工作外径,mm;
结构代号(D代表挡圈式,K表示扣合式);
防磨套材质代号(J表示金属,F表示非金属);
产品名称代号。
示例:TFFD206/245-NC50-LH表示防磨套材质为非金属,工作外径206毫米,适用套管直径245毫米,连接螺纹代号NC50左旋挡圈式的产品。
2 要求
2.1 正常工作条件
产品在下列条件下正常工作:
a) 最大工作压力:21MPa;
b) 温度:20℃~160 ℃;
c) 适用环境:非酸性环境;
d) 适用介质:钻井液。
2.2 性能指标
性能指标见表1。
性能指标
2.3 结构
产品示意图见图1、图2。
说明:
1—本体
2—扣合环
3—防磨套
4—扣合环
5—锁紧螺钉
图1 扣合式防磨接头示意图
说明:
1—本体
2—挡环
3—防磨套
图2 挡圈式防磨接头示意图
2.4 主要零部件
2.4.1 防磨套
2.4.1.1 金属型防磨套基材为牌号35#钢或45#钢,应符合 GB/T 699-1999 中6.4.2的规定。
硬度HBW160~200。
2.4.1.2 非金属型防磨套基材为模塑用聚四氟树脂或MC尼龙复合管,应符合HG/T 2902-1997、 SY/T 6701-2012的规定。
加工为成品后性能指标应符合表1的规定。
2.4.2 接头
接头材材料经过热处理后,力学性能应符合 SY/T 5200-2012 中表 10 的规定,硬度HBW285~329,化学成分中磷、硫的含量应符合 SY/T 5200-2012 中表 8 的规定。
2.4.3 挡圈
挡圈为45#钢时应符合GB/T699-1999 的规定;为35 CrMo 或 42 CrMo时应符合 GB/T 3077-2012 的规定。
2.5 规格尺寸
2.5.1 规格尺寸及见表2
规格尺寸
表2(续)
本体防磨作用段的长度260mm、棱长150mm、棱高6-20mm、棱宽30-50mm、布棱数量6个内径:25.4-72mm。