容器板附加值
Q245-Q345-Q370的区别

Q245R、Q345R铬钼合金钢牌号表示方法不变,用平均含C量和合金元素字母、压力容器“容”字的汉语拼音首位字母表示。
例如:15CrMo R GB713锅炉用钢板20gGB6654压力容器用钢板20R、16MnR15CrMo g、15CrMo R5、尺寸、重量及允许偏差5.1 尺寸范围由于锅炉和压力容器行业发展要求,钢板尺寸规格加大,轧机不断改造更新,引进宽厚板生产线,厚度范围3m m~200mm,钢板宽度加宽到4800mm。
5.2 尺寸、外形、重量及允许偏差尺寸、外形及允许偏差应符合G B/T709。
厚度偏差直接采用GB/T709-2006的B类偏差。
固定负偏差为0.3mm(B类)明确指出计算理论重量采用的厚度为钢板允许的最大厚度和最小厚度的算术平均值,钢的密度为7.85g/cm3。
与GB/T709-2006一致。
厚度范围:6~120mm最大宽度:3800mm 厚度负偏差-0.25mm计算理论重量的钢板厚度计算按厚度附加值。
修订项目新标准修订内容原标准6、牌号二个标准经过整合,淘汰落后牌号,纳入先进牌号。
6.1 合并一些牌号对二标准中按牌号成分和性能的要求,就高不就低的原则进行合并。
20g和20R合并后改为Q245R;16Mng、19Mng和16MnR合并后改为Q345R;15CrMo g和15C rMoR合并后改为15CrMo R。
6.2 淘汰15Mn VR、15MnVN R和22M ng15M nVR主要用厚度6~8mm 的多层包扎容器,强度波动较大、韧性偏低。
取消15Mn VR后,可以选用Q345R和370R。
15MnVN R钢板以前主要用于制造氧气球形储罐,现已被强度更高、韧性和焊接性更好的07MnCrM o钢板所取代。
锅炉容器板市场分析报告

锅炉容器板市场分析报告1.引言文章1.1 概述部分的内容:本文主要对锅炉容器板市场进行分析和研究,通过对市场现状、发展趋势和竞争格局的分析,旨在为行业决策者提供有益的信息和指导。
锅炉容器板作为重要的工业材料,在能源、化工、冶金等领域中具有广泛的应用,其市场发展受到全球经济形势、技术进步和环保政策的影响。
通过该市场分析报告,我们将深入探讨市场现状及其影响因素,预测未来市场发展趋势,探讨市场竞争格局,以期为行业相关企业和投资者提供全面的市场情报和决策建议。
1.2 文章结构文章结构部分内容:本报告分为引言、正文和结论三个部分。
在引言部分,将介绍本报告的概述、文章结构、目的和总结。
在正文部分,将分别对锅炉容器板市场现状、发展趋势和竞争格局进行深入分析。
在结论部分,将总结市场分析报告的核心内容,并提出建议和展望,最终得出结论。
通过以上结构,将为读者提供一份全面且系统的锅炉容器板市场分析报告。
1.3 目的本报告旨在对锅炉容器板市场进行全面分析和评估,为相关行业的投资者、生产企业和政府部门提供决策参考。
通过对市场现状、发展趋势和竞争格局的分析,帮助读者深入了解当前市场情况,把握行业发展动态,发现市场机遇和挑战。
同时,本报告还旨在提出专业建议,帮助行业相关方制定科学合理的发展战略,促进行业健康有序发展。
1.4 总结本报告对锅炉容器板市场进行了全面的分析,从市场现状、发展趋势到竞争格局进行了深入的研究和探讨。
通过本报告可以清晰地看到,锅炉容器板市场具有巨大的发展潜力,市场需求持续增长。
同时,市场竞争格局也在不断调整和升级,其中存在着机遇和挑战并存的情况。
基于对市场现状和发展趋势的分析,我们可以得出以下几点结论:首先,锅炉容器板市场具有广阔的市场前景,未来将继续保持稳步增长。
其次,市场竞争日趋激烈,企业需要不断提高产品质量和服务水平,提升竞争力。
最后,未来发展中需要加强技术创新,提高产品附加值,不断满足市场需求。
综上所述,本报告为企业提供了深入的市场分析和预测,希望能够在未来的发展中有所帮助。
大型储罐设计规范

大型储罐设计规范篇一:大型贮罐设计大型贮罐设计目录1 贮罐设计1.1贮罐设计的几个问题 1.2贮罐的种类和特点 1.3材料选择1.4许用应力、焊缝系数、壁厚附加量 2 贮罐经济尺寸的选择和载荷2.1贮罐经济尺寸的选择 2.2载荷3 罐壁设计 3.1罐壁强度计算3.2贮罐的风力稳定计算 3.3贮罐的抗震设计 3.4罐壁结构 4 罐底设计4.1罐底的应力计算 4.2罐底结构 5 罐顶设计5.1锥顶 5.2拱顶6 贮罐附件(或配件)及其选用 6.1常用附件1 贮罐设计1.1贮罐设计的几个问题贮罐容量按目前水平,考虑贮罐的经济尺寸,其容量一般限制到稍大于150000 m3,若有下列情况者需考虑用多台贮1罐来代替一台大贮罐。
需要贮罐容量大于150000 m3;需要对原料、中间产品和产品进行计量的贮罐; 盛装特殊贮液的贮罐;供指定用户的特种产品或特殊等级的专用贮罐;在贮存容易着火、分解变质、聚合和易于污染的贮液,当出现事故时为避免更大损失和减少影响,宜用多台贮罐。
1.1.1贮罐容量a.公称容量系指理论上能进入的容量,一般用整数表示。
b.实际容量系指技术上能进入地容量。
对固定顶和内浮顶贮罐,如图1-1中A值取决于消防口地安装位置限制液面地最大高度,对浮顶贮罐由罐壁高度及浮顶边缘最大高度决定液面地最大高度。
公称容量实际容量图1-1 贮罐容量c.操作容量系指技术上能处理的容量,B值是罐底值至排出管顶部的距离,若是罐壁直接开孔接管排出,则B值由管中心线至罐底的距离再加150mm。
1.1.2贮罐布置a.贮罐间距1-3 b.物料性质2由于物料性质不同,物料贮存条件和消防条件的要求不同。
因此在同一罐区贮存不同物料时应考虑贮存性质相同或相近的物料尽可能布置在一起。
1.2贮罐的种类和特点1.2.1贮罐的设计压力和设计温度贮罐压力(对封闭式的贮罐而言)指罐体强度和稳定性能承受的压力。
设计压力、操作压力、贮液的贮存压力,在概念上各不相同。
GB150设计讲解

37
1 无折边锥壳厚度 锥壳的计算厚度按下式计算 式中: c — 锥壳的计算厚度,mm; Pc— 计算压力,MPa;
[ ]t
Pc Dc 1 c t 2[ ] Pc cos
(2-25)
— 同前;
Dc— 锥壳计算内直径,为锥壳段大端内直径。 。 — 锥壳半顶角,º
主要变化如下: 1、对应于原 GB 150—1998 第5 章内压圆筒和内压球壳,本部 分第3章增加了按外径进行壁厚设计计算的相应公式; 2、参照 ASME《锅炉压力容器规范》第Ⅷ卷和EN13445《非火焰 受火压力容器》标准相关基本受压元件的设计方法,增加了偏 心锥壳和低压平封头等元件的设计计算方法; 3、增加附录B “钢带错绕筒体设计”。
47
注:曲线系按连接处每侧0.25 0.5Dis r 范围内的薄膜应力强度(由平均环 向拉应力和平均径向压应力计算所得)绘制,控制值为1.1[ ]t。 图2-15 锥壳小端连接处的Q值图
—需要增加厚度予以加强时,则应在锥壳与圆筒之间 设置加强段,锥壳加强段与圆筒加强段应具有相同 的厚度,按式(2-27)计算: QPc Dis c 2[ ]t Pc (2-27)
式中:Q — 应力增值系数,由图2-15查取。
46
在任何情况下,加强段的厚度不得小于相连接的锥 壳厚度。锥壳加强段的长度L1应不小于 Dis r ;圆筒 cos 加强段的长度L应不小于 Dis r 。
— 当需要增加厚度予以加强时,则应在锥壳与筒体之间设置加 强段,锥壳加强段与圆筒加强段具有相同的厚度,按式
(2-26)计算:
r
QPDi 2[ ]t Pc (2-26)
41
式中:Q —应力增值系数,由图2-14查取。 Di—锥壳与筒体连接处的筒体内径。 在任何情况下,加强段的厚度不得小于相连接的 锥壳厚度。锥壳加强段的长度L1应不小于
补强计算

碟形封头开孔碟形封头球面部分半径Ri=450容器壳体材料在设计温度下许用应力[σ]t=113设计压力p=0.25液注静压力=0计算压力p c=0.25焊接接头系数Φ=0.8545壳体开孔处计算厚度δ=0.586014厚度负偏差C1=0.8腐蚀裕量C2=3厚度附加量C= 3.8壳体名义厚度δn=10壳体有效厚度δe= 6.2接管材料在设计温度下许用应力[σ]tt=130接管外径d t=57接管计算厚度δt=0.048123接管名义厚度δnt= 3.5接管厚度负偏差C t1=0.4375接管腐蚀裕量C t2=3接管厚度附加量C t= 3.4375接管有效厚度δet=0.0625开孔直径d=56.875强度削弱系数f r=1所需补强面积A=33.32954补强有效宽度B=113.75壳体有效厚度减去计算厚度之外多余面积A1=319.2955接管有效厚度减去计算厚度之外多余面积A2=0.405683接管外伸高度=150接管外侧有效补强高度h1=14.10895接管内伸高度=0接管内侧有效补强高度h2=0外侧焊脚高度= 3.5内侧焊脚高度=0焊缝金属面积A3=12.25补强面积A e=A1+A2+A3=331.9511补强满足要求,不需另加补强补强圈外径=130补强圈厚度δc n=6补强圈厚度负偏差C cn=0.6有效补强范围内另加补强面积A4=306.45A-A e-298.622加补强圈后,补强满足要求,不需另加补强使用说明:1.先点击左上角绿色单元格(A1),从下拉列表中选择容器开孔部位;2.根据B列所列参数,在C列相应行输入数值;3.由系统计算并判断是否需要补强。
注:1.本表格用于计算内压容器开孔;2.筒体、封头上斜向开孔由用户输入接管外壁弦长及接管厚度弦长;3.椭圆形封头开孔,开孔位于椭圆形封头80%中心范围内;4.碟形封头开孔,开孔位于碟形封头球面部分内;5.C列红、绿色单元格由系统计算得出数值,无需用户填写。
大罐计算公式
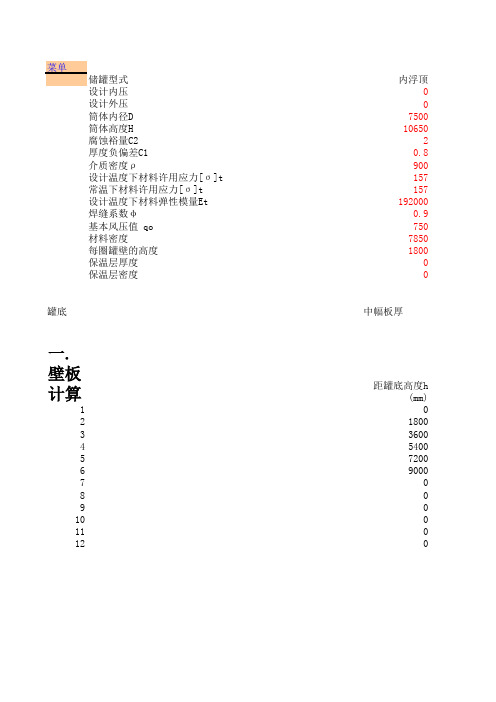
菜单储罐型式内浮顶设计内压0设计外压0筒体内径D7500筒体高度H10650腐蚀裕量C22厚度负偏差C10.8介质密度ρ900设计温度下材料许用应力[σ]t157常温下材料许用应力[σ]t157设计温度下材料弹性模量Et192000焊缝系数φ0.9基本风压值 qo750材料密度7850每圈罐壁的高度1800保温层厚度0保温层密度0罐底中幅板厚一.壁板计算距罐底高度h(mm) 10 21800 33600 45400 57200 69000 70 80 90 100 110 120二.罐壁、罐顶稳定校核最薄板厚度mm6第i层壁板实际高度 hi ti180081800618006180061800616406000000000000罐壁许用临界压力 pcr 1807.5风压高度变化系数 Kz 1.3呼吸阀负压的1.2倍 po 490固定顶罐壁设计外压 Po 2683.75内浮顶罐壁设计外压 Po 2193.75加强圈距罐壁顶部的距离4730三.罐顶的计算及稳定性校核R i —球壳曲率半径 (mm)9000E t —设计温度下钢材的弹性模量Mpa.192000直径偏差 (mm)20罐顶高度(mm)809罐顶表面积F=2πRh45.8取罐顶名义厚度 δ (mm)6罐顶壁板重量G2155.621146考虑到搭接罐顶重量增加%102371.223261保温厚度mm 0保温密度kg/m20保温重量0.00P 01—罐顶结构自重526.5P 02—附加荷载700P 0—罐顶设计外压1226.5自支撑式拱顶顶板的设计厚度t 3.77四.储罐抗震计算1.基本自震周期的计算:δ3—罐壁高度1/3处的罐壁有效厚度 (mm) 3.4H W罐内储液高度 (mm)8650Di/H W0.87储罐与储液耦合振动的基本周期T0 (S)0.133Di/H W0.87储罐内储液晃动的基本周期T W (S) 2.87 2. 罐壁底部水平地震剪力计算:Cz—综合影响系数,取Cz0.4Fr—动液系数,查表D.3.40.81m—储液的等效质量,(Kg) m=3.1416*Ri^2*Hw*Fr278583.9Tg—特征周期 (s)0.35a—地震影响系数,取a=a max0.23Y1—罐体影响系数,取Y1 1.1Qo—罐壁底部水平地震剪力 (N)276570.3M1—罐壁底部地震弯矩 (N⋅m)1076550a'—地震影响系数,查图D.3.1(按T=Tw)0.035hv—水平地震作用下,罐内液面晃动波高 (m)0.197 3.罐壁许用临界应力t—底层罐壁的有效厚度 (mm) 5.2[σcr]—底层罐壁的许用临界应力 (Mpa)20.0 4.罐壁的抗震验算Cv—竖向地震影响系数,取 1.0N1—罐壁底部垂直载荷 (N)204594A1—底圈罐壁截面积 (m^2)0.123CL—翘离影响系数,取 1.4Z1—底圈罐壁的断面系数 (m^3)0.230σ1—罐壁底部的最大轴向压应力 (Mpa)8.23底部罐壁轴向压应力校核合格五.储罐锚固计算罐体水平投影面积79.9罐顶水平投影面积 4.1风弯矩Mw457597风弯矩引起的沿圆周均布倾覆力Ft10357.9罐内压产生的沿圆周均布升举力F l0.0罐顶与罐壁连接结构发生屈曲破坏的压力Pf-0.3锚固力1空罐时,1.5倍设计压力与设计风压产生的升举力之和1674.6锚固力2空罐时,1.25倍试验压力产生的升举力-8683.2锚固力3储液在最高液位时,1.5倍破坏压力产生的升举力-8683.9螺栓个数36螺栓屈服强度σs235螺栓许用应力σbt156.7所需地脚螺栓截面积Ab 7.0所需地脚螺栓根径3.0螺栓许用应力σbt156.7所需地脚螺栓截面积Ab -36.3所需地脚螺栓根径不需要螺栓许用应力σbt235.0所需地脚螺栓截面积Ab -24.2所需地脚螺栓根径不需要综合以上地脚螺栓公称直径M24情况1情况2情况3PaPammmmmmmm0.6mm kg/m^3MpaMpaMpaN/m^2kg/m^3mmmmkg/m^38mm边缘板10mm 储存介质时的设计厚度 t1mm储存水时的设计厚度 t2mm取厚度t(mm)材质5.22 3.4984.80 3.0264.38 2.5663.96 2.0963.54 1.6263.12 1.1560.000.000.000.000.000.000.000.000.000.000.000.00tmin Hei HE重量罐壁重量Q235-A5.20622.226662666.283.401800.019991999.183.401800.019991999.183.401800.019991999.183.401800.019991999.183.401640.018211821.470.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.000.00 Pa12484不合格需设加强圈不合格需设加强圈一个L100x100x8角钢mmm2kgNkg 考虑到搭接罐顶重量增加%3027490.4NkgNPa622.3 PaPa1322.39.462mm查表D.3.2Kc=0.000464查表D.3.3Ks= 1.047按II类场地土晃液波高满足要求m^2m^2N.mN/mN/m PaN/m N/m N/m 个MPa MPa mm^2 mm MPa mm^2 mm MPa mm^2 mm 均已减去罐顶罐壁自重、附件重和11065018001800 21065018001800 31065018001800 41065018001800 51065018001800 61065018001640 0000 0000 0000 0000 0000 0000 3.478503.478503.478503.478503.478503.478500.078500.078500.078500.078500.078500.07850合格不合格合格不合格。
钢制化工压力容器钢平台、直梯及塔盘重量估算表、填料堆积密度、钢材厚度负偏差、金属材料高温氧化速率
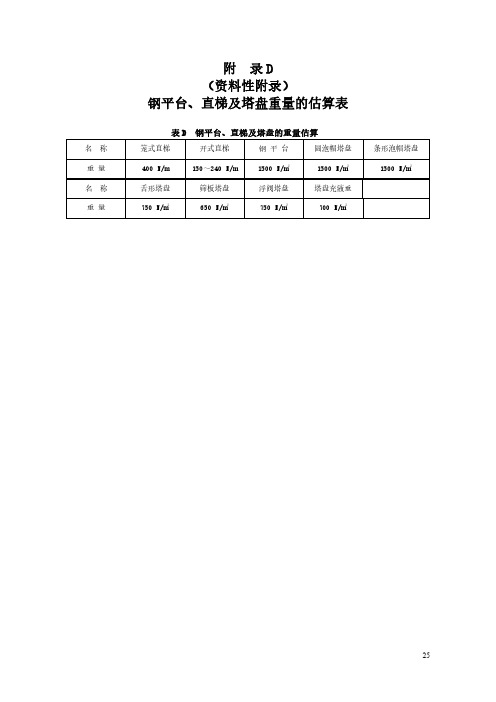
(资料性附录)钢平台、直梯及塔盘重量的估算表表D钢平台、直梯及塔盘的重量估算名称笼式直梯开式直梯钢平台圆泡帽塔盘条形泡帽塔盘重量400N/m150~240N/m1500N/m21500N/m21500N/m2名称舌形塔盘筛板塔盘浮阀塔盘塔盘充液重重量750N/m2650N/m2750N/m2700N/m2(资料性附录)常用填料堆积密度表E-1鲍尔环填料堆积密度碳素钢鲍尔环不锈钢鲍尔环直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)2525×25×0.64712525×25×0.5393 3838×38×0.84243838×38×0.6318 5050×50×1.03935050×50×0.8314 7676×76×1.53847676×76×1.2308表E-2阶梯环填料堆积密度碳素钢阶梯环不锈钢阶梯环直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)直径(mm)直径×高×壁厚(mm)堆积密度(kg/m3)2525×12.5×0.64592525×12.5×0.5383 3838×19×0.84333838×19×0.6325 5050×25×1.03855050×25×0.8308 7676×38×1.53857676×38×1.2306表E-3矩鞍环填料堆积密度碳素钢矩鞍环不锈钢矩鞍环类型填料尺寸(mm)堆积密度(kg/m3)类型填料尺寸(mm)堆积密度(kg/m3)2525×15×0.53142525×15×0.3188 3838×16.5×0.62673838×16.5×0.4181 5050×29×0.82285050×29×0.5141 7070×35.5×1.01977070×35.5×0.6118表E-4不锈钢网孔板波纹(规整)填料型号名义比表面(m2/m3)峰高(mm)波距(mm)板片厚(mm)堆积密度(kg/m3)SPC450型450 6.5±0.112.0±0.10.100±0.005106×(1±0.04)0.120±0.005127.2×(1±0.04)SPC550型550 5.5±0.110.0±0.10.100±0.005127×(1±0.04)0.120±0.005153.0×(1±0.04)SPC650型650 4.5±0.18.4±0.10.100±0.005152×(1±0.04)0.120±0.005182.5×(1±0.04)SPC750型750 4.0±0.17.2±0.10.100±0.005175×(1±0.04)0.120±0.005209.1×(1±0.04)(规范性附录)常用钢材厚度负偏差表F-1压力容器用碳素钢和低合金钢板厚度负偏差(mm)钢板标准《锅炉和压力容器用钢板》GB/T713—2014、《低温压力容器用钢板》GB/T3531—2014、《压力容器用调质高强度钢板》GB/T19189-2011、《低温压力容器用镍合金钢板》GB/T24510-2017、《临氢设备用铬钼合金钢钢板》GB/T35012-2018钢板厚度全部厚度负偏差C10.30表F-2承压设备用不锈钢钢板厚度负偏差(mm)钢板标准《承压设备用不锈钢和耐热钢钢板和钢带》GB/T24511-2017产品类别热轧厚钢板热轧钢板及钢带冷轧钢板和钢带钢板厚度 6.00~80.0 2.00~14.0 1.50~8.00负偏差C10.3按钢板标准表3按钢板标准表4注:厚度大于80.0mm到100mm的热轧厚钢板厚度允许偏差由供需双方协商确定。
锅炉及容器板材标准

锰Mn 铬Cr 钼Mo 镍Ni 铝Al 钛Ti 铌Nb 钒V 硅Si 硒Se 氮N容器板容器板图片容器板是钢板中的一大类--容器板具有特殊的成分与性能主要用于做压力容器使用,针对用途,温度,耐腐的不同,所应该选用的容器板材质,也不尽相同。
热处理:热轧,控轧,正火,正火+回火,回火+淬火(调质)如:20R,16MnR,14Cr1MoR,15CrMoR,09MnNiDR,12Cr2Mo1R,16MnR(HIC),20R(HIC)等等分类以上不中国牌号,国外的牌号也有许多。
如:SA516Gr60,SA516Gr65,SA516Gr70等等。
锅炉和压力容器用钢板新旧标准主要内容对照锅炉和容器用钢板新旧标准内容对照GB713-2008《锅炉和压力容器用钢板》新标准从2008年9月1日开始执行,它代替旧标准GB713-1997《锅炉用钢板》和GB6654 -1996《压力容器用钢板》。
一、新旧标准主要区别:1、标准名称变化:类别标准名称标准号旧标准锅炉用钢板GB713-1997 旧标准压力容器用钢板GB6654-1996 新标准锅炉和压力容器用钢板GB713-2008 2、标准中牌号的区别:新标准旧标准旧标准GB713-2008 GB713-1997 GB6654-1996 Q245R 20G 20R Q345R 16MnG、19MnG 16MnR Q3 70R -- 15MnNbR 18MnMoNbr -- 18MnMoNbR 13MnNiMoR 13MnNiCrMoNbg 13MnNiMoNbR 15CrMoR 15CrMog 15CrMo R 12Cr1MoVR 12Cr1MoVg -- 14Cr1MoR -- -- 12Cr2Mo1R -- -- 3、化学成分区别(%):类别牌号P S Alt新标准Q245R ≤0.025 ≤0.015 ≤0.020 旧标准20G ≤0.035 ≤0.035 --- 旧标准20R ≤0.03 ≤0.020 --- 新标准Q345R ≤0.02 5 ≤0.015 ≤0.020 旧标准16MnG ≤0.035 ≤0.030 --- 旧标准16MnR ≤0.030 ≤0.020 --- 新标准Q370R ≤0.025 ≤0.015 ---旧标准15MnNbR ≤0.025 ≤0.015 --- 注:新标准中Q245R、Q345R钢中加入Nb、Ti、V等微量元素,Alt含量的下限不适用。
压力容器基本知识
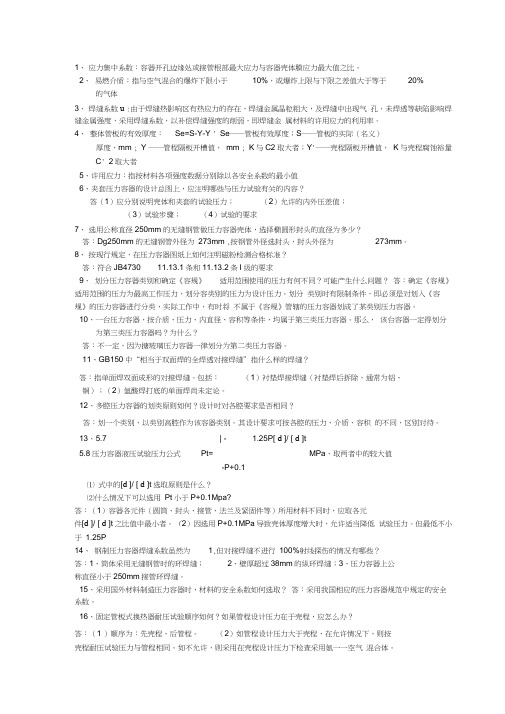
1、应力集中系数:容器开孔边缘处或接管根部最大应力与容器壳体膜应力最大值之比。
2、易燃介质:指与空气混合的爆炸下限小于10%,或爆炸上限与下限之差值大于等于20%的气体3、焊缝系数u :由于焊缝热影响区有热应力的存在,焊缝金属晶粒粗大,及焊缝中出现气孔,未焊透等缺陷影响焊缝金属强度,采用焊缝系数,以补偿焊缝强度的削弱,即焊缝金属材料的许用应力的利用率。
4、整体管板的有效厚度:Se=S-Y-Y ' Se――管板有效厚度;S――管板的实际(名义)厚度,mm ; Y ――管程隔板开槽值,mm ; K与C2取大者;Y'――壳程隔板开槽值,K与壳程腐蚀裕量C' 2取大者5、许用应力:指按材料各项强度数据分别除以各安全系数的最小值6、夹套压力容器的设计总图上,应注明哪些与压力试验有关的内容?答(1)应分别说明壳体和夹套的试验压力;(2)允许的内外压差值;(3)试验步骤;(4)试验的要求7、选用公称直径250mm的无缝钢管做压力容器壳体,选择椭圆形封头的直径为多少?答:Dg250mm的无缝钢管外径为273mm ,按钢管外径选封头,封头外径为273mm。
8、按现行规定,在压力容器图纸上如何注明磁粉检测合格标准?答:符合JB4730 11.13.1条和11.13.2条I级的要求9、划分压力容器类别和确定《容规》适用范围使用的压力有何不同?可能产生什么问题?答:确定《容规》适用范围的压力为最高工作压力,划分容类别的压力为设计压力。
划分类别时有限制条件,即必须是对划入《容规》的压力容器进行分类,实际工作中,有时将不属于《容规》管辖的压力容器划成了某类别压力容器。
10、一台压力容器,按介质、压力、内直径、容积等条件,均属于第三类压力容器。
那么,该台容器一定得划分为第三类压力容器吗?为什么?答:不一定,因为搪玻璃压力容器一律划分为第二类压力容器。
11、GB150中“相当于双面焊的全焊透对接焊缝”指什么样的焊缝?答:指单面焊双面成形的对接焊缝。
钢材国标常识与质量异议处理实务分析
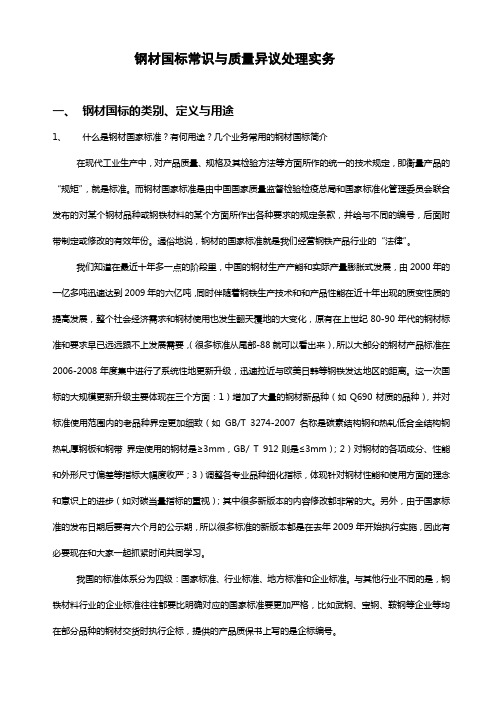
钢材国标常识与质量异议处理实务一、钢材国标的类别、定义与用途1、什么是钢材国家标准?有何用途?几个业务常用的钢材国标简介在现代工业生产中,对产品质量、规格及其检验方法等方面所作的统一的技术规定,即衡量产品的“规矩”,就是标准。
而钢材国家标准是由中国国家质量监督检验检疫总局和国家标准化管理委员会联合发布的对某个钢材品种或钢铁材料的某个方面所作出各种要求的规定条款,并给与不同的编号,后面附带制定或修改的有效年份。
通俗地说,钢材的国家标准就是我们经营钢铁产品行业的“法律”。
我们知道在最近十年多一点的阶段里,中国的钢材生产产能和实际产量膨胀式发展,由2000年的一亿多吨迅速达到2009年的六亿吨,同时伴随着钢铁生产技术和和产品性能在近十年出现的质变性质的提高发展,整个社会经济需求和钢材使用也发生翻天覆地的大变化,原有在上世纪80-90年代的钢材标准和要求早已远远跟不上发展需要,(很多标准从尾部-88就可以看出来),所以大部分的钢材产品标准在2006-2008年度集中进行了系统性地更新升级,迅速拉近与欧美日韩等钢铁发达地区的距离。
这一次国标的大规模更新升级主要体现在三个方面:1)增加了大量的钢材新品种(如Q690材质的品种),并对标准使用范围内的老品种界定更加细致(如GB/T 3274-2007 名称是碳素结构钢和热轧低合金结构钢热轧厚钢板和钢带界定使用的钢材是≥3mm,GB/ T 912则是≤3mm);2)对钢材的各项成分、性能和外形尺寸偏差等指标大幅度收严;3)调整各专业品种细化指标,体现针对钢材性能和使用方面的理念和意识上的进步(如对碳当量指标的重视);其中很多新版本的内容修改都非常的大。
另外,由于国家标准的发布日期后要有六个月的公示期,所以很多标准的新版本都是在去年2009年开始执行实施,因此有必要现在和大家一起抓紧时间共同学习。
我国的标准体系分为四级:国家标准、行业标准、地方标准和企业标准。
与其他行业不同的是,钢铁材料行业的企业标准往往都要比明确对应的国家标准要更加严格,比如武钢、宝钢、鞍钢等企业等均在部分品种的钢材交货时执行企标,提供的产品质保书上写的是企标编号。
API-650-5

附录M—提高温度下储罐的操作要求M.1 范围M.1.1 本附录对最高操作温度超过90℃(200℉),但不超过260℃(500℉)的API 650标准储罐规定了附加要求。
M.1.2 下列情况,操作温度不得高于90℃(200℉):a.敞顶罐(参见3.9)。
b.浮顶罐(参见附录C)。
c.螺栓紧固的门板(参见A.10和A.11)。
d.结构支撑型铝拱顶(参见G.1.1和下面的注释)。
e.铝制内浮顶(参见H.3.2和下面的注释)。
f.塑料制内浮顶(参见H.3.4)。
注:如果符合下列要求,买方可以对上述d和e款允许有例外。
a. 按照ANSI/ASME B96.1《焊接铝金属储罐》确定降低铝合金许用应力,评估合金潜在的剥落。
b. 提高温度情况下评估垫圈和密封的适用性。
M.1.3 符合附录H的内浮顶罐,在操作温度高于90℃(200℉)时可以使用,但要受本附录相应要求的限制。
必须考虑液体的蒸汽压力。
密封装置,特别是那些纤维织物和非金属材料必须与操作温度相适应。
M.1.4 符合附录F的小的内压储罐,在操作温度高于90℃(200℉)时可以使用,但要符合M.3.6、M.3.7和M.3.8的要求。
M.1.5 车间组装的、符合附录J的储罐,在操作温度高于90℃(200℉)时可以使用,但要符合本附录的相应要求。
M.1.6 铭牌应在8.1.1的要求基础上增加“M”字样,表明罐是根据本附录制造的。
另外,在图8-1所示铭牌中的空白处应标注最高操作温度。
●M.2 热影响本附录不提供详细的规定以限制载荷和热影响引起的应变,如不同的热膨胀和热循环可能会存在于某些在提高温度下操作的储罐中。
对可能存在巨大热影响的场合,本附录的意图是买方应确定这种热影响。
制造厂应按买方的要求提供详图(要得到买方的认可)。
该详图的强度和用途应与本标准中的对没有这类热影响规定的详图相当。
对操作温度高于90℃(200℉)的情况,要特别考虑以下的热影响:a.罐底和罐壁较低部分之间的温差。
矩形容器设计计算

1、类型说明:加固圈数量nE型(垂直横向联合加固型)矩形容器E型矩形容器为四边简支,有顶边和垂直、横向加固件,设计压力为常压,仅承受液体静压的矩形容器。
本计算对壁板,顶板(可选)和底板作强度、刚度分析,对加固件作刚度分析。
604.964188cm49.45256545cm448.17cm4结论:不合格合格111.212693mm结论:选用合格8、顶板强度计算(如不作顶板设计,此可忽略)查图8-15得α=0.048234 1.6885607mm δ=δt+C1+C2= 2.1885607mm 顶板的名义厚度δtn取为:6mm当无拉杆时选用当有拉杆时选用拉杆材质是否是普通碳钢:(碳钢填1,其他填0)当无拉杆时,Hc=H,Lc=L,顶边加固件所需的惯性矩I cT 为:当有拉杆时,Hc=H,Lc=Lp,顶边加固件所需的惯性矩I cT 为:拉杆的最小直径d min 为:顶板承受自重所需的计算厚度δt:选用的顶边加固件惯性矩为:9、顶板刚度校核(如不作顶板设计,此可忽略)查图8-15得β=0.044374顶板有效厚度δte: 5.5mm2.2671066mm23.75结论:选用合格6472.8493mm3= 6.472849cm3顶板加强筋选用:20.47cm3结论:11、底板设计底板计算厚度δb:6.1020518mm δ= 6.6020518mm8mm610.04515mm 结论:合格2)、在平基础上全平面支撑的底板最终取底板厚度:8mm最终取底板名义厚度为型钢的最大跨距Lb,max为:当底板整个表面被支撑时,底板最小厚度常用4mm~6mm,(或与壁板等厚),并考虑腐蚀裕度。
T,W 顶板加强筋截面系数:L100X100X8合格顶板最大挠度f T,max :顶板的许用挠度[f]:。
中国轧辊产业发展综述

中国轧辊产业发展综述Stephen Sun1、我国轧辊行业的基本情况近年来,我国的钢铁工业以每年递增超过20%~30%的速度发展,钢铁产量已经连续十多年排名世界第1。
2010年粗钢产量达到了6.2665亿吨,钢材产量达到7.9627亿吨,分别比2009年增长9.3%和14.7%。
2010年,世界粗钢产量为14.14亿吨,我国粗钢产量远远超过排名第2~第6位的日本、美国、俄罗斯、韩国、德国5个国家粗钢产量的总和。
我国钢铁、轧钢业的迅速发展,钢材产量的逐年增加,对轧辊制造业是有利的,按照国内各类轧钢机轧制辊耗的粗略统计轧制1 吨钢材消耗1.2-1.3 kg轧辊估算,生产8亿吨钢材,需消耗约100万吨轧辊。
轧辊作为轧钢机的重要工具及消耗件,将伴随着轧钢技术的进步和轧钢装备的不断更新换代而发展。
因此,我国的轧辊制造企业只有密切关注和深入了解轧钢行业的发展趋势,才有可能为自身的发展和技术进步确定方向。
1935年,鞍钢轧辊厂的前身开始生产冶金轧辊,至今已有70多年的历史。
1950年,上海新沪钢铁厂开始生产轧辊。
目前,国内有冶金轧辊生产企业有300多家。
轧辊企业经过50年的努力奋斗,产品品种和质量有了较大提高和改观,国内轧辊制造企业能够生产和满足中、小型型钢、连续棒材、高速线材、无缝钢管、窄带钢、中宽带钢等轧机轧辊的使用要求。
自2005年,我国年出口轧辊超过万吨,销往世界上二三十个国家。
随着我国轧辊制造水平的不断提高,我国的轧辊辊耗由1970年轧制一吨钢消耗7.9 kg,降至90年代初4 kg/t,1998年,降至2.46 kg/t,目前轧辊辊耗在1.2 kg/t左右。
国内轧钢行业是靠大量投资,引进国外最先进装备快速发展起来的,轧辊行业则主要靠自力更生,不断技改、扩建而推动发展,引进外资,合资兴办轧辊企业则刚刚起步。
与轧钢行业相比,轧辊行业的发展较慢,经历更艰辛。
随着国内轧机和产量的不断增加,轧辊消耗和需求量亦在逐年增加,然而国内轧辊低档次产品供大于求,产品过剩,制造厂竞相压价,而高档优质轧辊供应不足,依靠进口的局面始终未能得到彻底改变。
14620.2-2006罐的设计和建造规范标准
BS EN14620-2-2006低温工作条件下立式平底圆筒型储罐"第二部分储存最低温度达-165度的液化气的单容、双容和全容金属罐的设计和建造规范"[2010-06-13]Contents目录1.范围 (4)2.引用标准 (4)3.术语和定义 (6)3.1 应变振幅 (6)3.2 递进变形 (6)3.3 应变范围 (6)3.4 棘轮效应 (6)3.5 不稳定倒塌 (6)4.材料 (6)4.1 总述 (6)4.2 温度 (6)4.3 主要和二级液体储存罐 (6)4.4 蒸汽罐/外罐 (9)4.5 其他部件 (9)5.设计 (10)5.1 设计理论 (10)5.2 主要和二级液体罐 (12)5.3 蒸汽罐(外罐) (22)5.4 吊顶 (26)5.5接管 (26)5.6 内外罐的底板连接 (29)5.7 罐与罐之间的连接 (29)5.8 其他细节 (29)6 制作 (30)6.1 材料处理 (30)6.2 钢板预制与公差 (30)6.4 拱顶 (33)6.5 临时附件 (33)7 焊接程序 (34)7.1 总述 (34)7.2 WPAR要求 (34)7.3 应力试验 (34)7.4 9%镍钢 (34)7.5 焊工和自动焊工 (35)7.6 产品试验板 (35)8. 焊接 (35)8.1 定位焊及临时焊 (35)8.2 气候条件 (36)8.3 预热 (36)8.4 焊后热处理 (36)9. 检测 (37)9.1 NDE人员资格 (37)9.2 检测程序 (37)9.3 检查类别 (37)9.4 目视检测 (39)9.5 渗透检测 (40)9.6 磁粉粒子检测 (40)9.7 真空盒检测 (40)9.8 氨气气密性试验 (40)9.9 皂泡检测 (40)9.10 射线检测 (41)9.11 超声波检测 (41)9.12 验收准则 (41)9.13 环缝的不可接受缺陷 (42)9.14 打磨完成后的可接受厚度 (42)1.范围本欧标规定了冷冻液化天然气储存罐金属部件的材料、设计、施工和安装的总体要求。
压力容器几种厚度之间的关系图,一目了然!

作者:一气贯长空
压力容器几种厚度之间的关系图,一目了然!
(1)计算厚度
(3)名义厚度
设计厚度加上钢材厚度负偏差后向上圆整至钢材标准规格的厚度;一般为标注在设计图样上的厚度
(4)有效厚度
指名义厚度减去腐蚀裕量和钢材厚度负偏差;它是决定容器实际承载能力的厚度,一般用来校核容器的强度和稳定性;也是确定最大允许工作压力的主要参数。
(5)最小成形厚度
受压元件成形后保证设计要求的最小厚度。
最小成形厚度可以理解为保证强度、刚度及使用寿命的受压元件的最小厚度。
在设计文件中最小成形厚度可以是:
①设计厚度:对于壳体指壳体的计算厚度与腐蚀裕量之和;对于接管区除壳体计算厚度、腐蚀裕量外还要考虑开孔补强所需要的补强厚度。
②给定元件名义厚度下,制造成形后可以达到的最大厚度。
封头标记:
EHA 1200X12(10.4)-Q345R GB/T25198-2010
其中括号内的10.4就是最小成形厚度。
③名义厚度减钢板负偏差,相当于有效厚度加腐蚀裕量。
最小成形厚度,一定要大于等于设计厚度。
(6)钢材厚度
压力容器壳体的钢材厚度是指实际用于制造该壳体元件的材料厚度,即指钢材质量证明书所提供的规格厚度,是决定容器制造技术条件的厚度。