原料立磨提产降耗效益显著
【水泥工艺】水泥企业立式磨节能高产技术
【水泥工艺】水泥企业立式磨节能高产技术1、概述新型干法水泥生产工艺以悬浮预热和预分解技术为核心,把现代科学技术和工业生产的最新成果广泛地应用于水泥生产的全过程,形成一套具有现代高科技特征和符合优质、高产、节能、环保以及大型化、自动化的现代水泥生产方法。
在物料粉磨环节上,广泛应用了立式磨机,取代了能量利用率极低的球磨机,为水泥生产过程的节能高产,开辟了一条新路。
立式磨集细碎、烘干、粉磨、选粉、输送为一体,具有粉磨效率高、电耗低(比球磨机节电20%~30%)、烘干能力强、产品细度调节方便、工艺流程简单、占地面积小、噪音低(比球磨机低20分贝)、金属材料消耗少、检修方便等优点。
目前单机台时产量在300t/h以上的粉磨系统,只能使用立式磨。
因此,立式磨在大型水泥企业已经十分普遍,而中、小型水泥企业也开始逐步应用。
立式磨的应用特点与球磨机有许多不同,从粉磨理论到磨机结构,以及节能高产途径,都需要操作者从传统的球磨机生产工艺中走出来,重新学习掌握,勤奋实践,才能适应生产技术新的要求。
2、立式磨工作原理与结构特点利用外力克服物料的内聚力,使其由大变小的过程,称之为“粉碎”。
它是破碎与粉磨的总称。
一般以3mm为界,将物料粉碎到3mm以上的过程称其为“破碎”;粉碎到3mm以下的过程称其为“粉磨”。
破碎过程属于单颗粒粉碎;粉磨过程属于料床粉碎。
单颗粒粉碎过程是外力直接作用于物料颗粒,使其粉碎;料床粉碎过程是物料聚在一起形成料床,外力只能作用于外表的颗粒,要靠颗粒本身的应力传递,来实现粉碎过程。
单颗粒粉碎的能耗主要是粉碎能;而料床粉碎除粉碎能之外,还要附加料床压缩能和物料移动能。
因此,破碎过程比粉磨过程的能量利用率高。
料床是否稳定对料床粉碎非常重要。
球磨机料床四周不限,不稳定;立式磨部分受限,侧面自由,比较稳定,因此能量利用率高于球磨机。
立式磨是利用磨辊与磨盘的相对运动对物料进行料床粉碎,并靠气流将磨细的物料带起,由分离器在磨内分级,粗粉落入磨盘重新被粉碎;成品风送出磨由袋收尘器收集。
生料立磨系统提产节能降耗的技术改造
生料立磨系统提产节能降耗的技术改造摘要:水泥是把石灰石和黏土粉碎、磨细,烧成熟料,再经磨细成水硬性胶凝材料。
生产工艺一般概括为“两磨一烧”,分为四个步骤,本文着重研究了石灰石、黏土和少量校正料,俗称生料,粉碎后进行磨细,用MLS3626型立磨磨细生料过程中,如何提高产量、节约能源、降低消耗,进行的技术改造措施。
关键词:MLS3626型;生料立磨;提产;节能降耗1引言立磨是具有粉磨、烘干、选粉、提升等功能的磨机。
立磨机主要是在压力框架的施压下,磨盘和磨辊间产生大的研磨力,磨盘转动时,通过摩擦带动磨辊运动,物料在磨盘上受离心力作用散开,磨辊对物料研磨,物料在喷口环被高速热气流带起,被烘干加热,磨好的细粉随气流到达立磨顶端的选粉机,经过选粉,达标粉末,被引风机抽出来,不达标颗粒返回立磨再次研磨至达标,由于引风机的作用,立磨机同时完成了气流输送的过程。
液压站为立磨研磨生料提供动力,研磨力的大小通过调节液压站的压力,得以实现。
我单位拥有一条2500t/d水泥熟料生产线,使用MLS3626型立磨,投产使用以来,和其他单位立磨系统对比,故障较多,生料工段用电很高,台时产量低,成为该条水泥生产线提产的瓶颈,制约了后面熟料工段产量的增加。
如何提产节能降耗,成了摆在我们面前的重要问题,经过单位同仁半年多的努力,对这个生料立磨系统综合优化,先后经过几次改造,从管理及设备等多方面入手,终于取得可惜的成果。
2问题经过技术专家的研判,发现问题颇多。
首先找到喷环设计不合适,通风面积太小,造成喷环处气流速度过大,气流阻力太高、循环负荷太大,致使料层不稳定,电耗偏高;挡料圈的高度据定了磨内料层的厚度,立磨机挡料圈太高,使磨内料层过厚,影响了磨的使用;立磨的产量与立磨系统的通风量有着直接关系,立磨系统各处容易出现漏风现象,降低了产量、增加了能耗;调出立磨使用记录,发现石灰石块大、黏土质量不稳定,都会导致立磨停机,耽误生产,提高能耗。
如何提高生料立磨产量降低电耗
如何提高生料立磨产量降低电耗生料立磨是水泥生产过程中重要的设备,它的性能和运行效率直接影响到整个生产线的生料磨细度和电耗。
为了提高生料立磨的产量并降低电耗,可以从以下几个方面进行优化。
1.优化磨辊和磨盘生料立磨的磨辊和磨盘是直接参与磨矿石的部件,其设计和质量对磨矿石的效果有很大的影响。
首先,确保磨辊和磨盘的尺寸和形状合适,以确保有效的磨矿石面积;其次,要选择合适的磨辊和磨盘材料,耐磨性能好,延长使用寿命。
2.合理调整进料速度和粒度分布生料立磨的进料速度和粒度分布对产量和电耗有直接影响。
过高的进料速度会导致磨辊负荷过大,降低磨石的破碎效率,同时也会增加磨矿石颗粒之间的摩擦,增加电耗。
因此,要根据实际情况调整进料速度和控制粒度分布,保持合适的磨矿石层厚度。
3.控制物料湿度物料的湿度对生料立磨的产量和电耗有很大的影响。
过高的物料湿度会导致物料在磨辊和磨盘之间形成泥状物质,降低磨石的破碎效率,同时也会增加电耗。
因此,要控制物料的湿度在合适的范围内,确保磨石能够充分破碎。
4.加强磨石循环系统在生料立磨中,加强磨石循环系统可以有效提高产量和降低电耗。
磨石循环系统包括磨石收集系统、磨石运输系统和磨石喷淋系统。
合理设计这些系统可以确保磨石在磨辊和磨盘之间均匀传递,减少磨石的损耗,并能有效降低电耗。
5.优化磨石破碎过程生料立磨的磨石破碎过程是关键的环节,对产量和电耗也有很大的影响。
优化破碎过程可以有效提高破碎效率和降低电耗。
可以采用适当的破碎比,控制磨石的粒度分布,降低细胞破碎的能耗。
总结起来,提高生料立磨产量并降低电耗需要从多个方面入手。
通过优化磨辊和磨盘的设计和质量、合理调整进料速度和粒度分布、控制物料湿度、加强磨石循环系统、优化磨石破碎过程等措施,可以提高生料立磨的产量和降低电耗,从而提高水泥生产的效益。
立磨助力水泥降本又增效

立磨助力水泥降本又增效第一篇:立磨助力水泥降本又增效立磨助力水泥业降本又增效据悉,在有关部门多方面采取措施化解产能过剩压力的同时,水泥行业开始寻求“自救”。
北京、天津、山东、河北、山西、河南等地的水泥行业协会于2014年12月27日曾在济南发布《泛华北地区水泥企业错峰生产自律公约》,明确表示2015年1月15日至3月15日,上述地区的水泥企业将陆续“停窑”,在两个月的时间里实行错峰生产。
据相关人士介绍,由于北方冬季施工量减少,水泥用量锐减,水泥企业在冬季只生产水泥熟料,俗称“熟料冬储”,到来年春暖施工季节再粉磨水泥销售,这不仅占用了大量的企业生产周转资金,更加剧了冬季北方地区的空气污染。
当前,在东北、华北、西北地区水泥产能总体严重过剩的情况下,市场恶性竞争不断,已经出现企业生产越多,亏损越多的现象。
水泥行业是一个能源大量消耗的行业,而我国水泥消耗量以10%的速度递增,水泥行业是我国节能减排重点行业。
当前我国水泥行业结构性产能过剩问题较为突出,水泥行业的产品结构目前仍是低标号普通水泥占主导地位,中、低档水泥产品过剩,而高档、优化的水泥产品却存在较大的缺口。
目前,我国的水泥生产企业有两大类:一类是传统的小生产企业,这类企业由于采用的生产线设备、技术、工艺和配套环保设备等相对落后,导致水泥跑漏量较大、大气污染物排放量等无法满足当前国家对大气污染物限值排放标准的要求,而这部分小、多、散、弱的落后水泥产能将是国家“十二五”规划中“淘汰落后产能,加快产业整体升级”的重点;另一类是新型的现代化大型水泥集团,这类生产企业主要采用新型干法水泥熟料生产线、余热发电等先进技术,实现了产业技术的升级,其已建、在建和新建的水泥行业生产线需要配臵的除尘设备一直是公司袋式除尘设备的主要目标市场之一。
淘汰落后产能是近年水泥行业政策的重点之一,是国家加快行业结构调整、实现节能减排的重要手段。
根据《水泥工业“十二五”发展规划》,“十二五”期间完成2.5亿吨落后产能(主要指水泥熟料)淘汰任务。
生料立磨系统节能降耗技术改造
生料立磨系统节能降耗技术改造摘要:水泥是一种水力胶凝材料,它是将石灰石和粘土粉碎,研磨成细料,再研磨成细料。
生产过程一般概括为“两磨一烧”,分为四个步骤。
本文将石灰石、粘土和少量校正材料(俗称生料) 粉碎后进行磨细。
MLS3626立磨在生料粉磨过程中,如何增产节能降耗,如何进行技术改造措施。
关键词:MLS3626型;原料立磨;增加产量;能源节省引言立磨是一种具有研磨、干燥、选粉、提升功能的磨机。
在压力架的压力下,磨盘和磨辊之间产生很大的磨削力。
磨盘转动时,磨辊带动磨辊运动,物料被离心力打散。
研磨辊研磨材料,材料由喷嘴环处的高速热气流带起,并被干燥和加热。
磨碎的细粉随气流到达立磨顶部的粉末分离器。
选粉后,合格粉料由引风机抽出,合格颗粒返回立磨再次研磨。
液压站为立磨研磨生料提供动力,通过调节液压站的压力可以实现研磨力。
一、基本情况公司拥有两条熟料生产线,一条为2000t/d熟料生产线(第一条生产线主要生产G级油井水泥、高抗硫水泥、中(低)热水泥、道路水泥、核电水泥等特种水泥),第二条为2500t/d熟料生产线,原料粉磨系统采用球磨机粉磨工艺。
由于两套原料粉磨系统设备落后、工艺落后,存在粉磨能力不足、电耗高(2014年累计:一线原料粉磨系统23.21千瓦时/吨,二线原料粉磨系统22.06千瓦时/吨)、避峰能力不足、生产维护成本高等问题。
原料粉磨系统的节能改造分两步实施,首先对2号线原料粉磨系统进行技术改造,然后,再对1#线的原料磨系统进行技改,达到节能降耗、提高系统连续运转率、降低运行时间、减少生产运行成本的目的。
二、采用的技术改造方案具体技术改造思路如下:2.1拟在原1#原料磨车间南侧对面的空白场增设一套HFCG160-140辊压机+HFV4000空气分级机+高效分级机组成独立机架,充分利用原球磨机系统中的废气处理设备,组成新的辊压机终磨系统。
根据同利公司提供的原料及配比可磨性试验结果,方案技术改造完成后,原料粉磨系统能力220t/h,单位产品电耗~ 14.0 kwh/t(从原料配料到原料入库);2.2拟在原2#原料磨车间南侧对面的空白场增设一套HFCG160-140辊压机+HFV4000空气分级机组成独立机架,充分利用原球磨机系统中的风道、选粉、废气处理设备及土建设施,组成新的辊压机终磨系统。
如何提高立磨台时 降低单位能耗
如何提高立磨台时降低单位能耗生料磨台时产量的高低不仅影响窑系统的稳定生产,而且影响熟料单位电耗,进而影响熟料成本和公司的效益。
通过对生料磨的认识和分析,如何优化工艺参数保证质量、提高产量、降低能耗,加强设备维修与管理,提高完好率,提高经济效益是立磨的管理和操作的中心问题。
针对这些问题,分别从设备管理、工艺系统调整、操作技巧不同方面进行简要探讨。
一、设备管理与维护1、磨辊和磨盘衬板磨损对立磨产量的影响立磨在工作时是通过磨辊给物料施加碾磨压力粉磨物料的,所以磨辊面和磨盘衬板的磨损随着运转时间的延长会越严重,磨辊和磨盘的形状会变得凹凸不平和不规则,研磨效率下降,产量大幅度下降。
在这种情况下,应定期检查衬板的磨损情况,当磨损严重时,及时更换。
目前我们公司的立磨,采用印度生产的陶瓷磨盘衬板和北京嘉克公司生产的磨辊辊皮。
由于物料因素磨损严重,停机时要进行在线焊接磨辊辊皮,尽可能的保证磨辊皮的弧度不被破坏。
2、挡料圈的磨损对立磨产量的影响挡料圈的作用是使物料在磨盘上得到充分的研磨。
挡料圈的高度决定了料层厚度。
当料层厚度较高时,粗粉没有得到充分地粉磨就在离心力的作用下,进入外循环,这样入磨总量就增加了,降低了台时产量。
挡料圈太低时,很难保证平稳的料层厚度,不能正常生产。
所以,随着辊盘的不断磨损,我们根据生产状况,不断调整挡料圈的高度。
3、喷口环的磨损对立磨产量的影响喷口环的主要作用是通过导风叶片改变风向,保证气流旋向一致。
导风叶片的倾角、高度、磨损状况都对气流产生影响。
导风板角度的大小决定了风料从分离到达选粉区的时间,时间的长短影响磨机的内部工况。
导风叶片的损坏会使通过风环处的风量不均匀分配,不能形成稳定旋向的上升气流,气流产生紊乱,使气体的携带能力较弱,物料返回磨盘或落入喷口环底部刮料腔,引起料层厚薄不一,增加循环量影响磨机台时产量。
我们利用每次停机检修时间,更换已损坏的导风板。
4、磨内下料溜子的落料点对产量的影响磨内下料溜子的落料点的不准确,在磨盘的旋转下,导致物料在磨盘上分配的不均,工作时两侧的磨辊不平衡,研磨效率不均,会导致磨机壳体损坏严重,液压缸不正常损坏。
大幅提高立磨台产,降低电力消耗成本
SCINGE & T E ECH NoL OGY N I FORMA I ION
程 技 术
大幅提 高立磨台产 , 降低 电 力消 耗成本
汪 敏 ( 龙元建 设安徽水泥有限公司 安徽繁昌荻港 2 1 01 4 ) 2
摘 要: 大幅提 高 立磨 台产 ,降低 水泥 生料单 位电耗 ,合 理组织 避峰 生产 ,大幅 度降低 电力 消耗成 本 关键字 : 立磨 台产 电耗 成本 中图分类号 : H11 文献标识码 : T 2 A 文章编号 :6 2 3 9(0 61() 04 — 2 17~ 7 1 0 )l 一 0 2 0 2 a
我厂 2 0 t 5 0/d熟料生 产线的原料磨 系统 采用大型 HRM3 0 辊式 立磨 ,2 0 40 0 5年 l 2月 底开始 试运转 。生 产初期 ,由于操 作经验 不 足, 磨机振动跳停频繁 。 经过对原料立磨部 分 系统进行改造 ,不断的总结 、改进操作方 法 , 优化 工艺运行 参数 ,终于 使磨 机保持 连续 高 产稳定运 行 ,达到 了节能降 耗的 目的 。
1H M 4 0 R 3 0 型原料立磨的工作原理和特点
它是 借助磨 辊和 磨盘 的相 对运动 为碾 磨 装置来 粉磨物 料的机 械 。当物料 处于 立磨 装 置的作 业区时 ,大块 物料 被压碎 ,细 物料 受 压后形 成一 层料床 ,颗粒 之 间相互摩 擦 ,剪 切使棱 角和边 缘剥落 而被 粉碎 , 因此 它属 于 料床粉 磨 。在粉磨 的同时 ,通过 风环 进入 磨 内的热 气体对 含水 份的物 料进行 烘干 。 它又 属于风 扫式磨 ,以一定速 度上升 的 气体 ,将 已被粉 碎的物 料经 回转式 选粉机 选粉 后 ,合 格的细 粉随 气流排 出磨外 ,而 被分 离的粗 粉 则重新 回落到 磨盘上 进行再 粉磨 。物 料的 颗 粒在此作 往复运动 ,每分钟达 到 2 -3 0 0次之 多 ,未 经辊子 粉碎 或未被 粉碎成 小颗 粒的物 料 ,被磨 盘 甩到 固 定在 磨机 壳体 的 风环 处 , 以高达 6 - 0 s 0 7 m/ 以上速度通过 风环的热 气 体将 这 部分 物料 吹 回到 磨盘 上 进 行再粉 磨 。 就这样 物料被 反复粉 磨 、烘干 直至 达到成 品 细度要求 , 随气体出磨 , 在旋风筒和 系统 的收 尘装置 中收集下来 。
生料立磨系统节能降耗技术改造
生料立磨系统节能降耗技术改造广西鱼峰水泥股份有限公司第四条生产线为2 500t/d水泥生产线,在生料制备加工过程中主要采用立磨终粉磨系统,其中主要设备配置是TLM384四辊立磨,在设计阶段需要达到台时产量为210 t/h,实际功率值是2 100 kW,电流为252 A;循环风量为420 000 m3/h,全压是10 000 Pa,电流为188 A。
自2021年建成投产以来,立磨系统运行稳定,但长期存在生料工序电耗高的问题。
影响生料工序电耗的主要设备为循环风机和立磨主电机,因此公司技术人员开始摸索降低立磨主电机电流和循环风机电耗,达到进一步降低生料工序电耗的目的。
1 能耗高的原因(1)生料立磨喂料系统采用三道锁风阀,其液压传动的故障率较高,经常会出现阀板磨损、非传动侧轴承损坏等问题,漏风率较高,需要及时进行拉风,循环风机接近在额定转速下运行,导致系统电能消耗不断加大,情况严重时还会对磨机基本产量造成影响,持续扩大电能消耗。
(2)正常生产时,磨内不同部位因长期受到块状物料磨损和高速气流携带的粉末颗粒的冲蚀磨损,磨盘、磨辊磨损严重,料层厚度相对提高,导致主电机电流上升。
2 技术革新2.1 生料立磨喂料系统改造针对现有立磨喂料系统三道锁风阀锁存在的弊端(如图1所示),磨头锁风决定采用料封方式进行锁风,生料立磨入料口的锁风通过物料自身的锁风实现,喂料设备本身不再考虑锁风,只起到输送物料的作用。
从配料库底输送过来的已经搭配好的物料,先进入一个新设的20 t容量的过渡小仓,过渡小仓内的物料通过仓底新设的板式喂料机喂入生料立磨,取消原来的三道锁风阀喂料装置,过渡小仓仓底至立磨的入料溜子通过一个全封闭罩子连接。
在立磨正常运行的过程中,过渡小仓的仓重与原料库底的配料皮带进行联锁,使过渡小仓内始终留有6~8 t的物料,通过这部分物料实现立磨入料口锁风(如图2所示)。
2.2 挡料圈技改立磨主电机电流主要受研磨压力和料层厚度的影响,而研磨压力主要与原材料易磨性有关,相对不可控,因此考虑通过降低料层厚度减小立磨主电机电流。
trms矿渣立磨节能降耗措施
trms矿渣立磨节能降耗措施TRMS矿渣立磨节能降耗措施矿渣立磨是水泥生产中常用的一种磨矿设备,其主要作用是对矿渣进行细磨,提高矿渣的活性,为后续水泥生产过程提供优质的原料。
然而,矿渣立磨的能耗较高,不仅对环境造成一定压力,也增加了生产成本。
因此,寻找节能降耗的措施是非常必要的。
一、优化磨矿工艺参数矿渣立磨的工艺参数是影响能耗的重要因素之一。
通过合理调整磨矿机的转速、进料量、出料粒度等参数,可以实现节能降耗的目的。
例如,合理降低磨矿机的转速,可以减少磨矿机的能耗,同时提高磨矿效率;控制进料量,避免过多的矿渣进入磨矿机,降低能耗的同时还能保证磨矿机的正常运行;调整出料粒度,使其更适合后续生产工艺,减少能耗。
二、改进磨矿机结构矿渣立磨的结构也是影响能耗的重要因素之一。
通过改进磨矿机的内部结构,可以降低能耗并提高磨矿效率。
例如,采用新型的磨矿滚筒,能够提高磨矿机的磨矿效率,减少能耗;增加磨矿机的密封性能,减少能源的损失;改进磨矿机的冷却系统,降低设备的温度,减少能耗。
三、使用高效节能的磨矿辅助设备矿渣立磨过程中,还可以通过使用高效节能的磨矿辅助设备来降低能耗。
例如,采用高效的粉磨机,可以提高磨矿效率,减少能耗;使用高效的粉尘收集设备,可以避免粉尘的外泄,减少能源的浪费;应用先进的自动化控制系统,可以实现对磨矿过程的精确控制,降低能耗。
四、合理选择磨矿介质矿渣立磨过程中,磨矿介质的选择也会影响能耗。
合理选择磨矿介质,能够减少磨矿机的能耗,提高磨矿效率。
例如,使用合适的钢球作为磨矿介质,能够提高磨矿机的磨矿效率,减少能耗;选择适当的磨矿介质大小,可以提高磨矿机的磨矿效率,降低能耗。
五、加强设备维护与管理矿渣立磨设备的维护与管理对于降低能耗也非常重要。
定期检查设备的运行状况,及时处理设备故障,能够保证设备的正常运行,避免能源的浪费。
另外,加强设备的清洁工作,保持设备的良好状态,也能够减少能耗。
通过优化磨矿工艺参数、改进磨矿机结构、使用高效节能的磨矿辅助设备、合理选择磨矿介质以及加强设备维护与管理等措施,可以有效地降低矿渣立磨的能耗,实现节能降耗的目的。
如何提高水泥磨产量降低电耗

如何提高水泥磨产量降低电耗根据相片反映我厂水泥磨台时产量低(90T/h)正常值(120T/h)电耗高(49.41度)正常值(42度)根据实际情况分析原因:(1)物料变化引起台时产量大幅波动物料易磨性突然变差。
据资料显示,当熟料的相对易磨性系数从1.02降到0.92时,磨机台时产量下降1.5吨以上,熟料中含有黄心料和欠烧料。
黄心料和欠烧料很容易黏附于研磨体和衬板表面,形成缓冲垫层,大大影响粉磨效率。
这种熟料可使磨机台时产量下降10%~20%,物料中含有大块磨内研磨体数量最大值,是根据常规情况的最大入磨物料粒度而确定的,对非正常情况下的大块物料破碎能力明显不足,所以必须大幅度减少喂料量、延长物料在磨内的停留时间,这样才能保证水泥的细度。
这些物可使水泥磨台时产量突然下降10%~20%。
(2)通风变差由于袋式除尘器清灰不力、风机风叶磨损严重、风机和电机的传动皮带松动、风管积灰等原因引起磨内通风变差时,会使磨机台时产量突然下降。
当物料水分偏大而磨机通风不良时,磨内水蒸气排放困难,导致潮湿细粉堵塞隔仓板和出料篦缝,降低了单位时间内物料的通过量及流速。
这些研磨体在研磨物料时由于静电原因,还会在衬板工作表面附层形成缓冲垫层,导致研磨体对物料的冲击破碎能力大大减弱。
同时,物料水分变大,堵塞双层隔仓板和出料篦板,影响磨内通风,磨机台时产量可下降17%左右,粉磨电耗上升。
(3)入磨物料水分增大物料水分多少直接影响配料的准确性和磨机产量及电耗,如果湿物料掺量比例较大,有可能导致“饱磨”或将内衬板粘上一层厚厚的料层,要被迫进行停磨处理。
一般来说,综合水分每增加1%,磨机台时产量下降8%~10%;当综合水分>5%时,磨机将无法进行粉磨作业。
(4)水泥细度指标降低细度指标降低、细度平均值下降,立即会引起磨机台时产量下降。
在一定条件下,球磨机的产量与水泥细度成反比。
(5)包球和糊磨当发生包球和糊磨现象时,磨机台时产量将大幅度下降。
立磨机械能降低水泥生产成本和资源消耗

立磨机械能降低水泥生产成本和资源消耗?
从前三季度的水泥上市公司年报看出,多家水泥企业处于亏损状态,成本压力的加大让越来越多的水泥厂叫苦不迭。
有关专家提出,开启无球化时代,将立磨机应用到水泥生产设备更换中,将能够在一定程度上降低生产成本和资源消耗。
一、立磨机取代球磨机将成为降低煤炭、电力的有效方式。
球磨机在粉磨过程中电耗大,相关数据表明,如果每年有20%的球磨机由立式粉磨机替代,则可实现7.6亿kWh的节电量,相当于节约标准煤28万吨,减排CO2达73万吨,由此可见,立磨机的应用将很大程度上节约了水泥生产过程中煤炭、电力、环境等方面的消耗。
图:水泥立磨机在生产线中的使用
二、矿渣立磨机为水泥生产添加重要辅料。
1 / 1
水泥在生产过程中需要较多的辅料作为搀和料,而原料采购成本逐年上涨让企业压力山大,又加上国家对节能减排的不断施压,因此将水泥生产过程中的废弃矿渣加以处理将能够为辅料采购降低很大成本。
图:新乡长城机械公司年产60万吨矿渣微粉生产线从我国大型窑磨机械制造商新乡市长城机械有限公司建立的年产60万吨矿渣微粉生产看到,对矿渣、水渣等一些矿石废弃物通过立磨机的处理粉磨能够实现高性能水泥、混凝土掺合料的生产,有关实验表明,矿渣微粉的加入能够有效提高混凝土抗压、抗拉、抗剪、抗弯的性能,在节省水泥成本的同时也实现了废渣处理再利用的环保化举措,可谓是一举两得。
立磨机作为水泥、采矿、钢铁等产业的主流粉磨机械逐渐成为共识,面对成本不断上涨的市场环境,水泥企业加强管理创新,更新设备模式,加快环保化转型升级将是迈向新领域的重要筹码。
(本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!)。
百分百利用煤立磨吐渣降低煤耗的措施
摘要为了满足回转窑用煤量的增长,提高煤磨台时产量的同时,吐渣量也会显著增加,由于吐渣量大,还夹杂少量好煤,若外排势必造成部分原煤的浪费。
为此,采用外循环系统,将煤立磨吐渣100%回磨再利用,解决了生产线长期存在的瓶颈问题。
同时吨熟料煤耗可下降2.5kg,降低生产成本。
1存在的问题公司熟料生产线规模是4000t∕d,平均生产能力达到4600t∕d,煤粉制备系统选用立磨系统,主机规格ZGM95G磨煤机,设计台时产量30t∕h,成品0.08mm筛筛余10%,若扣除12%的水分,实际煤粉台时产量仅26.4t/h。
由于立磨选型整体较小,煤磨与窑同步运行,不能满足回转窑用煤所需。
若强行提高磨机台时产量,吐渣量显著增加,年平均吐渣量达到2500~3000t,对实物煤耗影响较大,成本控制压力较大。
生产过程中,发现影响磨机台时产量和吐渣量的因素有:煤粒度大小、煤质好坏、煤热值高低、砰石多少、磨机喷嘴环磨损状况,以及粉磨加载压力和烘干风温等。
为此,我们针对这些因素进行了一系列优化调整。
2改造措施2.1降低入磨粒度从其他分公司调拨一台环锤破碎机,安装在取煤皮带斗式提升机出口(见图1),对其进行破碎,降低原煤粒度,提高易磨性。
原煤破碎前后粒径分析见表K表1原煤触径分析«11位径分析/%箭径23.32mm15.68mnι9.84nnn7nnu5nun0.9mm破碎前裤余分析 3.1912.613.422.833.6累计分析 3.112.124.738.160.9MS破碎后婚余分析0 1.9 5.311.49.741.2累计分析0 1.97218.628369.5图1原煤环锤破碎机通过对比可以发现:安装破碎机后,原煤粒径明显变小,7mm筛余累计百分数降低19.5%o2.2增加外循环系统煤吐渣中砰石含量多,其中还夹杂着少量好煤,只是煤渣易磨性差,若外排造成部分原煤浪费。
经商定,进行外循环系统安装,安装皮带输送机、斗式提升机等设备(见图2)。
水泥磨提产降耗有效措施
水泥磨提产降耗有效措施
水泥磨提产降耗的有效措施包括以下几点:
1.优化磨机设计和选择:选择大磨机和高效率的粉磨工艺,如立磨、
辊压磨、挤压磨和高细磨等,可以提高粉磨效率,降低能耗。
同时,采用“多碎少磨”工艺改造,降低入磨物料粒度,也可以降低粉磨电耗。
2.控制入磨物料粒度和水分:入磨物料粒度不宜过小,否则会增加
破碎能耗。
同时,水分对磨机产量和能耗也有很大影响,水分过大或过小都会影响粉磨效率。
因此,需要严格控制入磨物料粒度和水分。
3.改善磨内通风:通过密闭堵漏、清理隔仓板和出磨篦板篦缝等措
施,改善磨内通风,降低通风阻力,提高通风效率,从而降低能耗。
4.定期对设备进行维护和检修:及时更换磨损的研磨体和衬板,修
复损坏的设备部件,可以提高设备的运行效率和稳定性,降低能耗。
5.优化工艺参数:通过试验和调整,优化工艺参数,如研磨体的级
配、填充率、转速等,可以提高粉磨效率,降低能耗。
6.采用新技术和新设备:采用高效节能的新技术和新设备,如智能
控制、变频器、永磁电机等,可以提高设备的能效比,降低能耗。
7.加强能源管理和培训:建立能源管理制度,加强能源计量和监测,
提高员工的节能意识和技术水平,也可以降低能耗。
总之,水泥磨提产降耗需要从多个方面入手,包括设备、工艺、管理等方面。
通过不断优化和改进,可以有效地提高生产效率和降低能耗。
MLS3626生料立磨提产降耗技改项目总结
MLS3626生料立磨提产降耗技改项目总结班红建【期刊名称】《水泥工程》【年(卷),期】2016(000)003【总页数】2页(P32-33)【作者】班红建【作者单位】【正文语种】中文【中图分类】TQ172.6华润水泥(鹤庆)有限公司共有两条2500t/d熟料生产线,#1线于2008年投产,#2线于2011年投产。
其中#1线配套沈重供货的#1MLS3626生料立磨,该立磨系统存在产量低、细度偏粗等问题,制约窑产量的提高。
为了提高产量,降低电耗、控制细度,以满足窑的生产需求,公司决定对#1生料立磨进行改造。
#1生料系统工艺配置见表1,改造前该生料系统台时产量较低(165.4 t/ h),生料电耗为27.7kWh/t(仍有下降空间)。
本次技改拟在保证生料细度R200μm<2.0%的条件下,以一周的平均产量及电耗为基准,要求平均产量提高10%,生料电耗下降20kWh/t。
2.1 立磨系统改造(1)保留原选粉机的传动装置、出风口和转轴,采用LV技术,更换转笼、壳体、喂料溜子、内锥体、导风叶片,并制作及更换下料管,其出口用耐磨陶瓷涂料浇筑。
制作与更换喷口环与导风板,将导风角度改为75°,相应工况下风环风速调整为约50m/s,改内循环为外循环,增加外循环量,降低磨内压差。
现场测量制作刮料板,以适应外循环量增加的需要。
改造后转子与壳体密封性能好,以其独特的进风方式,提高了选粉效率。
选粉机改造前后见图1。
(2)根据磨机设计理念,降低喷口环风速,可以减少不合格物料在磨机内部的循环次数,减少选粉机提升这部分物料再将它们返回磨盘上所做的功,从而达到降低磨内循环负荷的目的。
采用生料立磨部分外循环喷口环替代内循环喷口环及相应的刮料板,改造前后结构示意见图2,刮料板结构见图3。
内循环是物料在磨盘上碾压,细粉尘由风道的风吹起来,经选粉机选粉,细度太大的又落到磨盘上,再次粉磨,这个过程在立磨里面进行,称为内循环。
内循环磨机喷口环设计风速为70m/s。
如何提高生料立磨产量降低电耗
如何提高生料立磨产量降低电耗根据相片反映我厂生料立磨系统反映产量低(134T/h)实际能力(最大值150T/h);电耗高(25度)正常值22度:振动值()正常值(以下)降低生料立磨电耗的措施:(1)提高运转率:提高运转率是保证生料立磨年产量的关键。
通过有效和科学的设备保养与维护,来提高设备的运转率,降低运行成本,同时能够延长设备的使用寿命。
生料立磨连续运转不仅能使系统参数更加合理,同时减少了系统启停带来的用电损失,能够降低系统的电耗。
(2)提高产量:提高产量与提高运转率是相辅相成的,提高产量并不是一味追求高产,而是在生料立磨允许范围内,最大程度地发挥其性能。
产量的提高,一定程度上能够降低系统的电耗。
(3)减少漏风:系统漏风在粉磨系统中普遍存在,但是并没有引起管理者的足够重视。
生料立磨和收尘器是主要的系统漏风点。
系统漏风不可完全避免,应该尽量减少。
如果系统漏风严重,会导致风机负荷加大,直接提高风机的电耗,严重时会影响矿渣立磨的产量,间接提高了系统的电耗。
所以系统漏风问题看似很小,影响却很大,不可轻视。
(4)降低风量:风机的电耗占整个系统电耗的20%左右,风机的负荷是由负压和风量决定的,降低风量能够有效地降低风机电耗。
用风过大有两个原因:一是系统漏风严重,二是生料立磨运行参数不够优化。
第一种情况通过减少系统漏风来解决,第二情况需要不断优化系统参数,使得风料比达到最优值,在系统各点风速满足工艺要求的基础上,尽量降低风量。
(5)降低振动:生料立磨振动偏大,会导致主电机电流波动较大,不仅降低系统产量,同时会使得主电机的电耗偏高。
造成磨机振动的原因很多,可以通过调整挡料圈的高度、主排风机的阀门、调节喷水量、合理的蓄能器压力、调整油缸背压等方法稳定料床。
降低生料立磨热耗的措施:(1)控制物料和成品水分:供热的唯一目的就是烘干物料,使得成品的水分能够满足国家标准。
研究表明,物料水分控制在8%~10%最佳。
原料太干,物料流动性变大,料床不容易稳定,需要额外喷水来稳定料床;如果原料水分太大,不仅容易堵料,同时需要提高立式生料磨的入口温度,消耗更多的能源。
水泥磨提产降耗的措施探究

水泥磨提产降耗的措施探究发布时间:2021-06-16T16:30:46.040Z 来源:《科学与技术》2021年2月6期作者:王江王振辉王学乾[导读] 本文结合企业中1#2#水泥磨参数以及生产实际,从磨机衬板、研磨体级配、系统操作入手进行相关的改造与调整。
王江王振辉王学乾甘肃京兰水泥有限公司摘要:本文结合企业中1#2#水泥磨参数以及生产实际,从磨机衬板、研磨体级配、系统操作入手进行相关的改造与调整。
实践表明,通过优化与调整,达到了良好的提产降耗效果,提产2-5t/h,降低电耗2度左右,该优化与调整方案确实可行,有效,有必要进行推广。
关键词:水泥磨提产降耗措施探究近年来随着我国城镇化进程的不断加快,建筑行业对水泥的用量不断加大。
如何在提高产量的同时,降低水泥生产中的能源消耗,是水泥生产企业关注的重要问题。
水泥粉磨是水泥生产过程中一个重要的环节,粉磨过程电耗要占总电耗45%~50%,应做好粉磨工艺研究,积极采取针对性措施提产降耗,为更好的提升经济效益,实现可持续发展奠定坚实基础。
一、水泥磨设备参数概述某企业(甘肃京兰水泥有限公司水泥粉磨)现配套4台Ф3.2*13m带辊压机水泥磨系统,4台水泥磨为两台开路(1#2#磨)、两台闭路配置(3#4#磨)。
对其中两台开路磨系统进行了相关提产降耗改进研究,本次重点考虑磨机内部相关工艺优化改进,主要相关配置如下:磨主电机(型号YRKK710-8,功率: 1600 kW 转速:744r/min);辊压机(型号TRP140-80,通过能力:335~380 t/h ,最大喂料粒度:35mm,产品粒度:65/20%(<2mm/<0.09mm),辊子线速度:1.496 m/s,最高喂料温度:100℃,辊子规格:Φ1400×800 mm,挤压辊最大作用力: 7280kN);辊压机电机(型号YRKK500-6 ,功率:560 kW 转速:990 r/min);磨机收尘排风机1#2#(型号SL6-29NO13D,旋向:顺、逆45°各一台,风量:30000 m3/h,全压: 3800 Pa,风温: 80℃ ~90℃,转速:1450 r/min,电机Y250M-4,功率:55 kW 电压:380V);辊压机收尘排风机1#2#(型号SL4-73№14D,旋向:顺、逆45°各一台,风量:135000 m3/h,全压:4000 Pa,风温: 70°C,转速:1450 r/min,电机Y355M1-4,功率:220kW 电压:380V)。
如何提高生料立磨产量降低电耗
如何提高生料立磨产量降低电耗要提高生料立磨的产量并降低电耗,可以从以下几个方面进行改进。
一、优化磨矿流程:1.采取适当的设备配置,确保磨矿系统顺畅运行。
例如,选用合适的破碎机、输送设备和研磨机,使得各个环节之间的连接流畅、无阻塞。
2.合理安排原料进料量和水分含量。
根据磨矿设备的能力和工艺要求,控制原料进料量,避免过低或过高,以充分利用磨矿机的产能。
同时,控制原料的水分含量,过高的水分含量会增加磨矿机的能耗。
3.设置合理的磨矿工艺参数。
磨矿机的转速、磨介质的填充率和研磨介质的粒度分布等都会影响磨矿效果和电耗。
通过调节这些参数,可以获得更好的磨矿效果和更低的电耗。
二、优化研磨介质:1.选择合适的研磨介质。
不同的磨矿工况和不同的磨矿要求,需要选择适合的研磨介质。
如可选用钢球、铸铁球、陶瓷球等。
优质的研磨介质不仅可以提高磨矿效率,还可以降低电耗。
2.控制研磨介质的补充量和搅拌方式。
根据研磨机的具体要求,控制研磨介质的补充量和搅拌方式,确保研磨介质与原料之间的充分接触,提高研磨效果,降低电耗。
三、减少能耗:1.改进设备结构。
优化生料立磨的结构设计,减少能耗。
例如,采用高效节能的驱动装置,降低机械能转化过程中的能耗损失;采用优质的隔音材料和隔音工艺,减少设备的噪音和热量散失。
2.提高设备运行效率。
定期检查设备的工作状态和性能参数,保证设备处于最佳运行状态,提高设备的能效。
3.优化电气控制系统。
合理设置生料立磨的电气控制系统参数,确保设备的稳定运行,减少能耗。
例如,采用变频器控制电机转速,减少电机的无效能耗。
四、加强维护和管理:1.定期检查设备。
定期对生料立磨设备进行检查和维护,及时发现和解决设备故障,确保设备正常运行。
2.加强人员培训。
通过对操作人员进行培训,提高其对生料立磨设备的操作技能和设备运行特点的理解,减少误操作和设备损坏。
3.建立科学的运行和管理制度。
建立科学的生料立磨运行和管理制度,明确责任和任务,加强设备管理,提高设备的使用寿命和运行效果。
原料立磨提产降耗效益显著
原料立磨提产降耗效益显著原料立磨提产降耗效益显著双峰原料立磨在05年上半年运行状况不佳,各项指标不能达到计划要求,其中主要原因是由于磨机安装技术监控不到位和工艺状况不佳,下料角度和研磨轨迹不理想造成磨机振动较大。
上半年阴雨天气较长,砂岩破碎不正常,使物流不畅;下半年随着各种影响因素逐步好转,立磨运行才渐入轨道,尤其是在磨机系统的技改后,磨机各项指标逐渐好转。
立磨的振动由原来的2.2-3.4mm/s降至1.4-2.2mm/s,磨机台产稳定运行在450-480t/h左右,生料工序电耗2006年元月份最低达18. 6kWh/t,各项经济技术指标均在受控范围内。
一、主要部件的技术改造1、立磨下料溜槽位置改造现状由于立磨基础浇注施工和供料楼位置原因造成立磨下料溜槽在设备安装时出现角度偏差,现已无法更改。
立磨从试生产开始,主机振动较大,常出现振动跳停现象。
为保护设备安全和生产连续运行,经多次论证后进行技改。
技改将立磨内的下料溜槽口延长技改。
考虑到物料的粘湿度和粒径变化,将原溜槽向下延长,出口端向上扬,将原下料点向磨盘中心推进,使物料下料方向和落料点强制到磨盘布料位置。
效果减轻了因布料不均造成磨机异常振动,使研磨轨迹更趋合理,从而提高了物料的研磨效率。
磨机振动从2.2-3.4mm/s下降到1.4-2.2mm/s。
2、选粉机内筒延长技改现状由于ATOX50磨原设计的选粉机回粉内筒与磨盘位置空间相对过高,使喷口环上升空气旋流造成的中心负压紊乱,选粉机选粉的回料粗粉被二次带起,磨内压差较高,内循环粗粉量加大,出现选粉机叶片磨损及磨内过粉磨现象,选粉效率差。
技改为了使内循环粗粉尽可能收集回到磨盘上再次粉磨成合格细粉,减少物料在磨内的循环次数,在原内筒口位置根据磨内实际空间向下加。
效果磨内的差压下降,选粉机转速、电耗均有所下降,磨机台产提高了约20t/h。
3、刮板腔刮板头技改现状立磨吐渣循环量较大,且粒径不均匀,加上铁质原料采用钢渣配料,刮板腔刮板头的磨损十分严重。
原料磨提产降耗改造升级实践
为保证改造效果,对前期加装入选粉机下端的溜子进行了 试验,并对试验的数据对比分析,以确定改造的可行性。试验 阶段磨机产量有所提升,稳定性变化不大。改造前后的运行数 据对比(如表2)。
24 科学与信息化2021年9月下
TECHNOLOGY AND INFORMATION
科学视野
磨机运行数据对比 改造前 改造后
1 循环风机改造、入磨热风分配调整
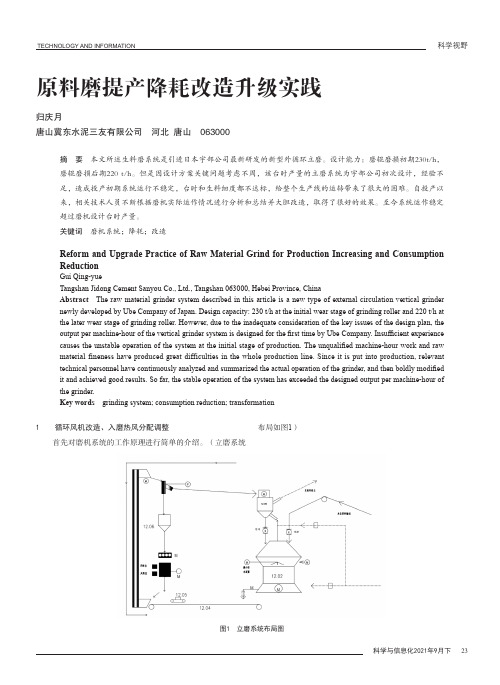
布局的介绍。(立磨系统
图1 立磨系统布局图
科学与信息化2021年9月下 23
科学视野
TECHNOLOGY AND INFORMATION
UBE立磨的工作原理:物料通过下料装置进入磨盘中间,
喂料量和循环量的实际测量数据如下:喂料量158 t/h,循
Gui Qing-yue Tangshan Jidong Cement Sanyou Co., Ltd., Tangshan 063000, Hebei Province, China Abstract The raw material grinder system described in this article is a new type of external circulation vertical grinder newly developed by Ube Company of Japan. Design capacity: 230 t/h at the initial wear stage of grinding roller and 220 t/h at the later wear stage of grinding roller. However, due to the inadequate consideration of the key issues of the design plan, the output per machine-hour of the vertical grinder system is designed for the first time by Ube Company. Insufficient experience causes the unstable operation of the system at the initial stage of production. The unqualified machine-hour work and raw material fineness have produced great difficulties in the whole production line. Since it is put into production, relevant technical personnel have continuously analyzed and summarized the actual operation of the grinder, and then boldly modified it and achieved good results. So far, the stable operation of the system has exceeded the designed output per machine-hour of the grinder. Key words grinding system; consumption reduction; transformation
技术生料立磨系统提产降耗的策略研究

技术生料立磨系统提产降耗的策略研究1 基本概况分析例如当前某公司熟料生产线中采取增湿塔后置工艺布置,在生料制备加工过程中主要采用立磨终粉磨系统,其中主要设备配置是UM56.4四辊立磨,在设计阶段需要达到台时产量为430t/H,实际功率值是4300kW,电流为270A。
循环风量为990000m3/h,全压是12700Pa,电流为320A。
窑尾排风机风量是1050000m3/h,全压是4050Pa,功率值达到1600kW,电流数值为80A。
2 生料立磨系统提产降耗的策略探析2.1 降低磨机电流消耗目前通过排渣提升机的应用的在提料操作过程中实际应用效率较高,比循环风机应用效率要高,而且提升机自身属于低压型设备,循环风机属于高压大功率设备,运行应用中实际电能损耗值较高。
去除原有厂家立磨自带挡料环,然后应用切割机将磨盘边缘去除。
使得磨内料层基本厚度能够有效降低,随着料层厚度不断降低,单位体积中物料基本作用力值会逐步提升,使得磨辊中压力值降低,压差也随之降低,磨机电流量值下降26A。
去除以及降低挡料环时需要注意相关问题,排渣提升机需要具备充足的工作预料,去除挡料环之后排渣量会逐步扩大,在实际排渣过程中会存有较多细粉,磨机振动系数会不断扩大,此时需要逐步扩大拉风确保排渣过程中不会排出相应细粉,这样能够使得料层振动性有效降低,在实际应用中对磨辊压力值进行积极探索。
2.2 降低系统阻力值从循环风机基本运行情况来看,循环风机电流消耗量与风压、风量以及风机基本做功效率之间具有一定联系性,系统阻力值如果较大风机基本做功效率会较差,此时需要适度扩大拉风,在一定程度上会使得循环风机电流逐步上升,所以通过减少系统阻力能够在提高风机做功效率基础上降低电流值。
相关技术人员需要对阻力主要来源进行判定,可以在入磨管道、选粉机出口、双旋风筒、喷口环出口位置安装压力表,对各个位置基本压差值进行对比,能够对阻力主要来源位置进行判定。
入磨前、喷口环较小、内循环值较大、旋风筒阻力值较大等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原料立磨提产降耗效益显著
双峰原料立磨在05年上半年运行状况不佳,各项指标不能达到计划要求,其中主要原因是由于磨机安装技术监控不到位和工艺状况不佳,下料角度和研磨轨迹不理想造成磨机振动较大。
上半年阴雨天气较长,砂岩破碎不正常,使物流不畅;下半年随着各种影响因素逐步好转,立磨运行才渐入轨道,尤其是在磨机系统的技改后,磨机各项指标逐渐好转。
立磨的振动由原来的2.2-3.4mm/s降至1.4-2.2mm/s,磨机台产稳定运行在450-480t/h左右,生料工序电耗2006年元月份最低达18. 6kWh/t,各项经济技术指标均在受控范围内。
一、主要部件的技术改造
1、立磨下料溜槽位置改造
现状
由于立磨基础浇注施工和供料楼位置原因造成立磨下料溜槽在
设备安装时出现角度偏差,现已无法更改。
立磨从试生产开始,主机振动较大,常出现振动跳停现象。
为保护设备安全和生产连续运行,经多次论证后进行技改。
技改
将立磨内的下料溜槽口延长技改。
考虑到物料的粘湿度和粒径变
化,将原溜槽向下延长,出口端向上扬,将原下料点向磨盘中心推进,使物料下料方向和落料点强制到磨盘布料位置。
效果
减轻了因布料不均造成磨机异常振动,使研磨轨迹更趋合理,从而提高了物料的研磨效率。
磨机振动从2.2-3.4mm/s下降到1.4-2.2mm/s。
2、选粉机内筒延长技改
现状
由于ATOX50磨原设计的选粉机回粉内筒与磨盘位置空间相对过高,使喷口环上升空气旋流造成的中心负压紊乱,选粉机选粉的回料粗粉被二次带起,磨内压差较高,内循环粗粉量加大,出现选粉机叶片磨损及磨内过粉磨现象,选粉效率差。
技改
为了使内循环粗粉尽可能收集回到磨盘上再次粉磨成合格细粉,减少物料在磨内的循环次数,在原内筒口位置根据磨内实际空间向下加。
效果
磨内的差压下降,选粉机转速、电耗均有所下降,磨机台产提高了约2
0t/h。
3、刮板腔刮板头技改
现状
立磨吐渣循环量较大,且粒径不均匀,加上铁质原料采用钢渣配料,刮板腔刮板头的磨损十分严重。
一副新刮板头的使用周期仅为2周左右,磨损后的刮板带料使有效吐渣外循环降低,主电机负荷相对较高,且更换刮板头会造成人力、物力的浪费和检修时间的延长。
技改
在刮板头的双面贴上UP板,以增加刮板的耐磨度及整体强度。
效果
经改造,刮板头的使用周期大大提高,从原来的2周左右提高到3个月以上,既节约了大量的维修时间,同时又节约了人力、物力,有效地提高了磨机的运转周期。
二、工艺优化措施
1、喷口环盖板的优化
立磨喷口环盖板面积和位置的调整是立磨生产工艺的一个重要
手段,盖板位置和面积的合理铺设,可较大改善磨机生产的工况及减轻磨辊部件的磨损。
双峰海螺在试生产阶段,一直在摸索调整,入磨物料的逐渐稳定,结合下料点的改造,使立磨布料、料厚保持在较佳状况,有效地提高了磨机台时产量,现在相对稳定在450t/h-480t/h。
同时稳定的料层也减轻了磨辊与磨盘由于物料波动不均的摩擦滚动现象,双峰立磨运行一年多以来,辊皮磨损MAX:7mm,磨盘磨损MAX:13mm。
2、立磨吐渣料循环增加除铁装置
由于双峰海螺铁质原料采用的是钢渣配料,钢渣料内结晶铁较多,且多裹于物料内,原工艺设计的除铁装置难以清除,铁渣在磨内循环极易造成:a、磨本体部件磨损加剧;b、立磨台产低(铁渣在磨内循环),主电机电流居高不下;c、磨机运转周期短,必须3-4天外排吐渣,原料浪费大,污染环境;d、生产安全隐患多。
根据实际情况,在立磨吐渣料循环中(1307入磨皮带头部)增加一道铁渣磁选除铁工序,即增加了一套除铁装置。
安装后,立磨吐渣从未外排过,磨本体部件磨损有所下降,立磨台时产量明显上升,主电机电流从原来的400A以上下降至平均340A以下。
三、从管理措施上要效益
1、合理组织生产,有效运用峰谷电制
根据地方电力部门制定的分时电价计费的规定,合理组织生产,保持磨机高产稳产,在均化库料位较高的状况下,及时进行避峰生产。
立磨的周期检修全部安排在峰电时间进行,有效地降低了用电成本。
2、进行系统堵漏工作
认真及时地检查系统,对系统的漏风和磨损点及时进行堵漏和修复。
如:入1604电收尘风管焊缝破裂焊补、拉链机法兰连接及风管膨胀节漏风堵塞,汇风箱的漏风漏雨点处理等。
1618主电机电流明显下降约15-20A。
3、优化工艺操作参数,强化生产过程中的节能降耗管理
原料系统随着季节和来料粒度、湿度的变化,中控操作参数也要做相应调整,三班人员统一操作思想,多做技术交流,对立磨指标性参数要全盘考虑,综合调整。
搜索更多相关文章:工艺提高操作设备立磨。