常用材料成份及热处理温度、回火温度硬度
常见材料热处理方法
常见材料热处理方法部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810,840?之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
?出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
?水温在冷却中相当重要,要严格控制水温不要超过 30?,若超过 30?,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30?。
?工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500?以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
?为避免复杂工件开裂,温度低于 300?以下可以出水空冷一会再水冷,当工件温度不超过 150?出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:?对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
?除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
?对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
?选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
回火温度与硬度的关系

回火温度与硬度的关系
回火是一种热处理过程,通过在高温下加热金属,然后在适当的条件下冷却,可以调节金属的硬度和强度。
回火温度与硬度之间的关系取决于具体的合金成分、材料性质以及热处理的具体条件。
然而,一般来说,存在以下一般规律:
1.硬度与回火温度的关系:
通常情况下,回火温度与硬度之间存在反比关系。
回火温度升高,金属的硬度降低;反之,回火温度降低,金属的硬度提高。
2.马氏体的形成:
在淬火过程中,金属内部会形成马氏体,这是一种硬脆的组织。
通过回火过程,可使马氏体发生一定程度的转变,转变成一些相对较韧的组织,从而改善金属的加工性能。
3.回火效果与时间:
回火的时间也是影响硬度的重要因素。
在相同的回火温度下,延长回火时间通常会导致硬度的降低。
这是因为更长的回火时间使金属中的一些强化相发生颗粒细化和分散。
4.合金元素的影响:
合金元素的种类和含量对回火效果有重要影响。
有些合金元素在回火过程中能够形成弥散的沉淀物,提高金属的硬度;而有些元素则可能导致回火软化。
5.回火温度范围:
不同金属和合金的适宜回火温度范围是不同的。
在适宜的回火温度范围内,硬度能够得到有效控制,同时不引起不必要的脆化。
总体而言,回火是一种在淬火后调节金属硬度和强度的重要工艺。
通过合理选择回火温度和时间,可以使金属达到既有一定的硬度,又有足够的韧性的状态。
这对于提高金属零件的性能,使其更加适合具体的使用要求非常关键。
15crmo材质热处理温度

15crmo材质热处理温度15CrMo材质是一种常用的合金钢材料,常用于制造高温高压设备和管道。
在使用15CrMo材质制造的零件和构件中,经常需要进行热处理,以提高其机械性能和耐热性能。
热处理是通过加热和冷却的过程来改变材料的组织和性能。
对于15CrMo材质来说,热处理温度是非常重要的,它会直接影响到材料的硬度、强度和韧性等性能。
在进行15CrMo材质的热处理时,通常会采用正火和回火的工艺。
正火是将材料加热到一定温度(通常在860℃至900℃之间),然后保持一段时间,然后冷却。
这样可以使材料的组织转变为马氏体,并提高其硬度和强度。
回火是在正火后将材料再次加热到一定温度(通常在550℃至650℃之间),然后保持一段时间,然后冷却。
这样可以减轻材料的内应力,并提高其韧性和塑性。
对于15CrMo材质来说,正火温度通常在860℃至900℃之间选择,具体的温度取决于材料的具体要求和使用条件。
如果需要提高材料的硬度和强度,可以选择较高的正火温度;如果需要提高材料的韧性和塑性,可以选择较低的正火温度。
回火温度通常在550℃至650℃之间选择,具体的温度取决于材料的具体要求和使用条件。
一般来说,回火温度要低于正火温度,以避免对正火组织的影响。
如果需要提高材料的韧性和塑性,可以选择较低的回火温度;如果需要提高材料的硬度和强度,可以选择较高的回火温度。
需要注意的是,15CrMo材质的热处理温度不仅仅取决于正火和回火的工艺要求,还受到其他因素的影响,如材料的初始状态、加热速率、保温时间等。
因此,在进行15CrMo材质的热处理时,需要根据具体情况进行调整和优化,以确保得到最佳的热处理效果。
总之,15CrMo材质的热处理温度是非常重要的,它直接影响到材料的性能。
通过选择合适的正火和回火温度,可以使15CrMo材质具有更好的硬度、强度、韧性和塑性等性能,从而满足不同应用场合的需求。
45号钢热处理

45号钢要求硬度HRC40-50,是不是要淬火+低温回火?换算成布氏硬度大约是380~470HB,根据一般热处理规范,热处理制度与硬度关系大致如下:淬火温度:840℃水淬回火温度:150℃回火,硬度约为57HRC;200℃回火,硬度约为55HRC;250℃回火,硬度约为53HRC;300℃回火,硬度约为48HRC;350℃回火,硬度约为45HRC;400℃回火,硬度约为43HRC;500 ℃回火,硬度约为33HRC;600℃回火,硬度约为20HRC一般情况下热处理工艺都指标准范围内中间成分,且热处理温度都存在一个调整范围,如成分在范围内存在偏差,可以相应调整淬火温度和回火温度21.临界温度指钢材的奥氏体转变温度。
不同含量的钢材有着不同的临界点,但临界点有着一个范围内的浮动,所以下临界点温度指的就是奥氏体转变的最低温度。
2. 常用碳钢的临界点钢号临界点(℃)20钢735-855 (℃)45钢724-780 (℃)T8钢730 -770(℃)T12钢730-820 (℃)3 20Cr,40Cr,35CrMo,40CrMo,42CrMo:正火温度850-900℃,45号钢正火温度850℃左右。
4 20CrMnTi Ac1 Ac3 Ar1 Ar3740 825 680 7305Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1050℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
常用钢的临界温度热加工及热处理工艺参数
常用钢的临界温度热加工及热处理工艺参数常用钢材的临界温度1.低碳钢:低碳钢的临界温度大约在723℃左右。
2.中碳钢:中碳钢的临界温度在723-900℃之间。
3.高碳钢:高碳钢的临界温度超过900℃。
热加工温度范围1.锻造:一般情况下,低碳钢的锻造温度范围为1000-1250℃,中碳钢的锻造温度范围为900-1100℃,高碳钢的锻造温度范围为800-1000℃。
2.滚轧:常见钢材的滚轧温度范围较宽,一般在800-1200℃之间。
3.淬火:淬火温度取决于钢材的合金成分和硬度要求等因素,一般在800-950℃之间。
4.高温热处理:高温热处理的温度范围较大,低碳钢的回火温度可以低至150℃,而高碳钢的回火温度一般在250-600℃之间。
1.淬火:淬火是通过加热钢材至适当的温度后迅速冷却,使其产生马氏体组织,从而提高钢材的硬度和强度。
淬火的工艺参数包括加热温度、保温时间和冷却介质等。
一般来说,加热温度越高,冷却速度越快,得到的马氏体含量越高,钢材的硬度和强度也就越大。
冷却介质通常使用水、盐水、油等,选择冷却介质要根据钢材的合金成分和所需硬度来确定。
2.回火:回火是指在淬火后加热钢材至适当温度后冷却,通过改变钢材的组织结构来调整其硬度和强度。
回火的工艺参数主要包括回火温度、回火时间和冷却速度等。
回火温度一般低于淬火温度,可以根据需要选择不同的回火温度来控制钢材的硬度和韧性。
回火时间越长,回火效果越明显。
冷却速度可以选择自然冷却或控制冷却,根据钢材的要求来确定。
总结常用钢材的临界温度、热加工温度范围和热处理工艺参数对于钢材的制造和使用具有重要作用。
通过合理的控制临界温度和选择适当的热加工温度范围,可以保证钢材的质量和性能。
而热处理工艺参数的选择则可以调节钢材的硬度、韧性和强度等性能,满足特定的使用需求。
因此,了解和掌握常用钢材的临界温度、热加工温度范围和热处理工艺参数是进行钢材生产和应用的基础。
常用材料及零件热处理

常用材料及零件热处理
3.表面热处理方法特点和应用
表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和朔性(即表面火),或同时表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表层硬度更高的处理方法。
6.钢的淬透性
不同的钢种,接受淬火的能力不同,淬透层深度愈大,表明该钢种的淬透性愈好。
淬透性大的钢,其力学性能沿截面分布均匀;而淬透性小的钢心部力学性能低。
但全部淬透的工件,通常表面残留拉应力,对工件承受疲劳不利,工件热处理中也易变形开裂。
未淬透工件表面可残留压应力,反而有一定好处。
淬透层深度是指由淬火表面马氏体---50%马氏体+50%珠光体层的深度。
碳钢的淬透性低。
在设计大尺寸零件时,用碳钢正火比用碳钢调质更经济,而效果相似。
直径较大并具有几个台阶的台阶轴,需经调质处理时,考虑到淬透性影响,应先粗车成形,然后调质。
如果以棒料先调质,再车外圆,由于直径大,表面淬透层浅,阶梯轴尺寸较小的部分调质后的组织在粗车时可能被车去,起不到调质作用。
7.几种典型零件热处理示例
机床齿轮等零件常用材料及热处理。
常用材料成份及热处理温度回火温度硬度
常用材料成份及热处理温度回火温度硬度常用材料的成份及热处理温度、回火温度和硬度在工业中非常重要。
以下是一些常见材料的成份、热处理温度、回火温度和硬度的详细说明:1.碳钢:碳钢是一种含有约0.05%–2.0%碳的铁碳合金。
根据碳含量的不同,碳钢可进一步分为低碳钢(碳含量<0.3%)、中碳钢(碳含量0.3%–0.6%)和高碳钢(碳含量>0.6%)。
碳钢常用的热处理温度为800℃–950℃,回火温度为300℃–700℃。
其硬度在热处理后通常在45–65HRC之间。
2.不锈钢:不锈钢是一种铁铬合金,含有少量的碳、镍、钼等。
不锈钢主要用于防腐蚀和耐高温的应用场合。
不锈钢的热处理温度范围为950℃–1150℃,回火温度通常在260℃–760℃之间。
硬度取决于具体的不锈钢合金,一般在50–70HRC之间。
3.铝合金:铝合金是以铝为主要成分的合金,其中掺入其他元素如铜、镁、锌等以提高强度和机械性能。
铝合金的热处理温度范围为260℃–510℃之间,回火温度在150℃–300℃之间。
硬度取决于具体的合金元素和处理条件,一般在20–150HRC之间。
4.铜合金:铜合金是以铜为基础的合金,常用元素包括锌、锡、铝等。
铜合金的热处理温度通常在400℃–900℃之间,回火温度在200℃–600℃之间。
硬度取决于具体的合金元素和处理条件,一般在30–150HRC之间。
5.钛合金:钛合金是以钛为主要成分的合金,小量加入其他元素如铝、钒、镁等以提高机械性能。
钛合金的热处理温度范围在800℃–1000℃之间,回火温度通常在500℃–700℃之间。
硬度取决于具体的合金元素和处理条件,一般在20–40HRC之间。
需要注意的是,以上的热处理温度和回火温度仅为一般范围,具体的处理温度和硬度还需要根据具体的材料性质和应用要求来确定。
在实际应用中,热处理温度和回火温度的选择对最终的材料性能和硬度有着重要影响,需要根据具体的应用场景和要求来进行调整。
45号钢热处理温度对应硬度级别及抗疲劳级别
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
它的化学成分中含碳量是0.42~0.50%,Si含量为0.17~0.37%Mn含量0.50~0.80%Cr含量<=0.25%。
推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J一、轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
它主要用来支承传动零部件,传递扭矩和承受载荷。
回火温度与硬度 -回复

回火温度与硬度-回复在金属制造中,回火是一项重要的热处理工艺,用于调整金属的力学性能,尤其是硬度。
回火温度是回火工艺中的关键参数之一,对于最终产品的性能具有重要影响。
本文将详细介绍回火温度与硬度之间的关系,并逐步阐述其原理和影响因素。
一、回火温度对硬度的影响回火温度是指在固溶处理后,将金属再次加热至一定温度下进行保持的工艺。
回火温度的选择直接影响到材料的硬度。
一般来说,回火温度越高,材料的硬度越低;反之,回火温度越低,材料的硬度越高。
这是因为回火温度会影响金属晶粒的尺寸和形态,从而改变材料的力学性能。
具体来说,当回火温度较高时,材料的晶粒会发生再长大,晶界的界面面积减少。
这样,材料的位错运动能力相对较强,易于发生滑移与重结晶,从而使材料的硬度减小。
相反,当回火温度较低时,材料的晶粒尺寸变小,晶界界面面积增加。
这会限制位错运动的能力,使变形和滑移困难,从而增加材料的硬度。
二、回火温度与硬度的原理回火温度与硬度之间的关系可以通过材料的晶粒尺寸和相对位错密度来解释。
晶粒尺寸的增大会导致位错运动的障碍减少,从而使材料的硬度降低。
而位错密度的增加会使位错排列更加难以发生滑移,相应地增加材料的硬度。
此外,回火温度还会对材料的残余应力产生影响。
在冷却过程中,金属内部由于不同晶体的热胀系数不同,会产生残余应力。
回火过程中,高温状态下的晶格变形可以改变应力状态,从而降低硬度。
因此,适当的回火温度可以有助于消除残余应力,减少材料的硬度。
三、影响回火温度与硬度的因素1. 材料的成分:不同的材料成分会对回火温度与硬度产生影响。
例如,碳含量较高的钢材,在回火中容易形成较大的碳化物颗粒,降低材料的硬度。
2. 固溶处理温度:固溶处理温度会影响到回火温度与硬度的关系。
通常,越高的固溶处理温度能够使晶粒长大得更快,从而在回火过程中得到较低的硬度。
3. 回火时间:回火时间的长短也会影响到回火温度与硬度的关系。
如果回火时间过长,材料的晶粒很可能会长大过多,导致硬度降低。
45号钢热处理温度对应硬度级别及抗疲劳级别
45号钢,是GB中的叫法,JIS中称为:S45C,ASTM中称为1045,080M46,DIN称为:C45 。
它的化学成分中含碳量是0.42~0.50%,Si含量为0.17~0.37%Mn含量0.50~0.80%Cr含量<=0.25%。
推荐热处理温度:正火850,淬火840,回火600.45号钢为优质碳素结构用钢 ,硬度不高易切削加工,模具中常用来做模板,梢子,导柱等,但须热处理。
1. 45号钢淬火后没有回火之前,硬度大于HRC55(最高可达HRC62)为合格。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2. 45号钢不要采用渗碳淬火的热处理工艺。
调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。
其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。
经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
如果用45号钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳处理的优点。
现在采用渗碳工艺的材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,应用上不多见。
0.35%从来没见过实例,只在教科书里有介绍。
可以采用调质+高频表面淬火的工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定的45钢推荐热处理制度为850℃正火、840℃淬火、600℃回火,达到的性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J一、轴类零件的功用、结构特点及技术要求轴类零件是机器中经常遇到的典型零件之一。
它主要用来支承传动零部件,传递扭矩和承受载荷。
常见金属热处理参考
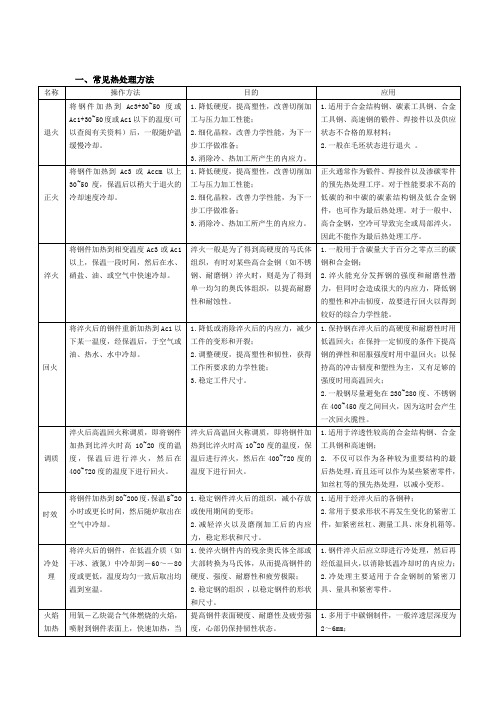
一、常见热处理方法名称操作方法目的应用退火将钢件加热到Ac3+30~50度或Ac1+30~50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。
正火将钢件加热到Ac3或Accm 以上30~50度,保温后以稍大于退火的冷却速度冷却。
1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。
正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。
对于性能要求不高的低碳的和中碳的碳素结构钢及低合金钢件,也可作为最后热处理。
对于一般中、高合金钢,空冷可导致完全或局部淬火,因此不能作为最后热处理工序。
淬火将钢件加热到相变温度Ac3或Ac1以上,保温一段时间,然后在水、硝盐、油、或空气中快速冷却。
淬火一般是为了得到高硬度的马氏体组织,有时对某些高合金钢(如不锈钢、耐磨钢)淬火时,则是为了得到单一均匀的奥氏体组织,以提高耐磨性和耐蚀性。
1.一般用于含碳量大于百分之零点三的碳钢和合金钢;2.淬火能充分发挥钢的强度和耐磨性潜力,但同时会造成很大的内应力,降低钢的塑性和冲击韧度,故要进行回火以得到较好的综合力学性能。
回火将淬火后的钢件重新加热到Ac1以下某一温度,经保温后,于空气或油、热水、水中冷却。
1.降低或消除淬火后的内应力,减少工件的变形和开裂;2.调整硬度,提高塑性和韧性,获得工作所要求的力学性能;3.稳定工件尺寸。
1.保持钢在淬火后的高硬度和耐磨性时用低温回火;在保持一定韧度的条件下提高钢的弹性和屈服强度时用中温回火;以保持高的冲击韧度和塑性为主,又有足够的强度时用高温回火;2.一般钢尽量避免在230~280度、不锈钢在400~450度之间回火,因为这时会产生一次回火脆性。
常见材料热处理方式及目的
常见材料热处理方式及目的常见材料热处理1、45(S45C)常见热处理45号钢为优质碳素结构钢,也称为油钢,硬度不高,易于切削加工。
调质处理是其常见热处理方法,包括淬火和高温回火。
淬火温度为840±10℃,水冷后硬度可达55~58HRC,极限可达62HRC;回火温度为600±10℃,出炉后空冷,硬度为20~30HRC。
调质处理后的零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是在交变负荷下工作的连杆、螺栓、齿轮和轴类等。
但表面硬度较低,不耐磨。
可用调质+表面淬火提高零件表面硬度。
实际应用的最高硬度为HRC55(高频淬火HRC58)。
2、40Cr(SCr440)常见热处理40Cr为优质碳素合金钢,属于低淬透性调质钢,具有很高的强度、良好的塑性和韧性,即具有良好的综合机械性能。
Cr能增加钢的淬透性,提高钢的强度和回火稳定性。
调质处理是其常见热处理方法,淬火温度为850℃±10℃,油冷后硬度可达45~52HRC;回火温度为520℃±10℃,水、油冷后硬度为32~36HRC。
40Cr钢常用于制造汽车的连杆、螺栓、传动轴及机床的主轴等零件。
不同回火温度可得到不同硬度。
3、T10(SK4)常见热处理T10碳素工具钢强度及耐磨性均较T8和T9高,但热硬性低,淬透性不高且淬火变形大,晶粒细,在淬火加热时不易过热,仍能保持细晶粒组织。
淬火后钢中有未溶的过剩碳化物,所以耐磨性高,用于制造具有锋利刀口和有少许韧性的工具。
淬火+低温回火是其常见热处理方法,淬火温度为780±10℃,保温50min左右或淬透。
先淬如20~40℃的水或5%盐水,冷至250~300℃,转入20~40℃油中冷却至温热,可得到硬度62~65HRC;回火温度为160~180℃,保温1.5~2h,回火后硬度为60~62HRC。
以下是各种钢材的硬度和化学成分:12CrNi3:回火后硬度30-35HRC,主要成分为碳、硅、锰、铬、镍。
金属材料热处理及硬度

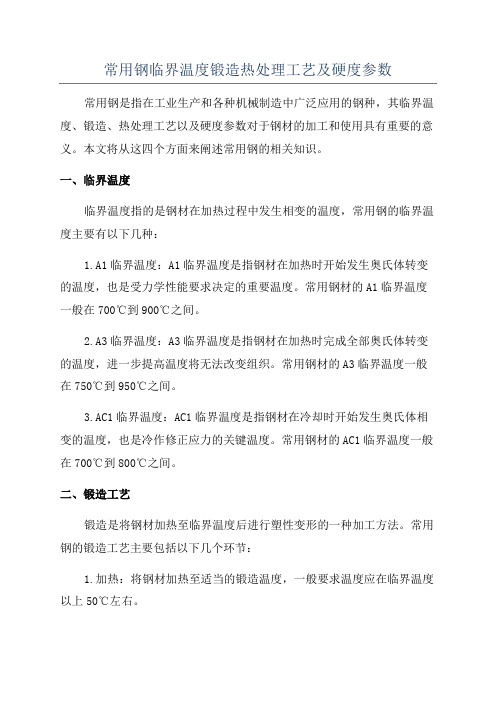
金属材料热处理及硬度I I Acl I 3 S | A<3 I I Ar3 I I Ari 724 I正火I驱丨退火I774 I高溫回火I的0 I淬火I850-84:>650850890£30S90540I空I炉I空I水I空冷IHB<185 冷I冷I冷| HB241-236常见金属材料热处理硬度布氏硬度:HBS、HBW 洛氏硬度:HRC维氏硬度:HV1| 7241退火1 92 A 8401炉冷| HE<207 1 4 S| 7901正火丨520-9701空冷| HE <229 1|A T37511高温回火1650-6901空冷11| Ari6821淬火丨820-960 | 水冷| HRC50-601 11i|回1火丨1520-560|空JI冷| HB228-286120Mn| 空冷 I HBW179 | I 空冷III Acl 735 | 正 火 | 900- 930 I Ac3 854 | 高温回火 |659- 680 I Ar3 835 | | I Ari 682 ||880 1炉 冷1880 1空 冷 | HB<187 |6801空冷1880 | 水或油冷 I HRC50-55 | 500| 空 冷 | HB302-332 |I I 临界点I 热处理规范 I 硬 度I 钢号 I I -------------- r --------------------- 7 -------------- 1II (D|工序名祢|加热温度(U ) |冷却方式| HB HRC1 | Acl7261退火1820- 850| 炉 冷 | HBW217I AC1 7341退 火1830 - I AC3 812 1正 火1850- 1 Ar3 796 1咼温回火1650- 1 Ari 675 1淬 火1 850- 11回火140035Mn| 4:5Mn | Ac 3 790 1正火1 830- 860 |空冷| | Ar3 768 1高温回火1 650- 680 |空冷|1 | Ari 689 1淬火1 810- 840 |水或油冷| HRC54-60 1 1 1回火1根抵需要回火1水或空冷1热处理规范I 硬 度I 临界点I钢号III (U)|工序名称|加热温度(Q 〉|冷却方式| HE HRC1 I Acl 7251退火1840- 870 1炉 冷 | HEW187 I 20Mn2 I Ac3 8441正 火1 870- 900 1空 冷1 1 11高温回火1650- 6801空 冷11 35SiMn | Acl 750 1退 火1850- 870 1炉 冷 | HBW229 I | Ac3 830 1正 火1880- 920 1空 冷1 1 1 Ar3 1高温回火1650- 680 1空 冷1 I| Ari 6451淬 火1 880- 900 1油 冷I HRC 》 1 11回火1 580- 6001油 冷 I HE235-211心 7651退 火1 850- 870 1炉 冷 | HEW 187 | 30CrMn | Ac 3 8381正 火1 870- 890 1空 冷| 1 1 Ar3 798 1高温回火1650- 680 1空冷111 Ari 7001淬 吠1 850- 880 |油或水冷| HRC2 45 1 11回火1 560- 5801空 冷 | HE223-269| AC1 760|退火1 840- 860 |炉冷550C 后空冷 30CrMn | AC 3 830 1正 火1 860- 880 | 空冷 | HEW 217 Si | Ar3 705 1高温回火1630- 710 1空 冷1(35)I Ari 6701淬 火1 860- 900 1油冷I11回火1590- 610|油或水冷| HE269-302I Acl7251正 火1 860- 900 1空 冷1I Ac3 770 1高温回火1640- 680 1空冷 IHBW217 | 11淬 火1 850- 870 |水冷 | HRC56-58 | 11回 火1 530- 670 1空 冷 | HE3G2-375 | 42Kn2V热处理规范I硬度I Acl20CrM冷 |HB156热处| Acl2Xr | 7668S8799702 I退火| I正860-870-920-650-890900I临界点I钢号I fI (D I工序名称|加热溫度(0〉|冷却方式I HE HRC |740 | 正火I 950- 970 | 空825 | 漫破淬火 | 930- 950/850 | 油730 | I I650 | III临界点I钢号I fI(U)I工序名称丨加热温度(C〉|冷却方式| HB HRC |1 1 Acl 743 1退火1 825- 845 1炉冷 | HB<2071 4Xr I Ac3 782 1正火1 850- 880 1空冷 | HB156-207 1 1 Ar3 730 1高温回火1 650- 680 1空冷11 I Ari 693 1淬 A 1 830- 860 1油冷I HRC52-601 1 1回火1 540- 580 I油或水冷I HB269-3021 | Acl 735 1退火1 840- 850 1炉冷 | HBW241 | | 40CrMn | Ac3 780 1正火1 850- 880 1空冷 | HBW321 |热处理规范I硬度| Mo | Ar3 - 1高温回火1 660- 680 1空冷 | HBW241 | 1 | Ari 680 1淬火1 840- 860 1油冷1 1 1 1 1回火1 670- 690 1水冷 | HB241-286 |1 1 1正火回火1 680- 700 1空冷 | HB179-241 | Il—-1—4——k- -1——1- JI | Acl 755 | 正火 | 860- 880 | 空冷 | HB241-286I 35CrMo | Ac3 800 | 淬火 | 850- 880 | 水或油冷 |I | Ar3 750 | 回火 | 570- 590 | 空冷I HB235-2771 1 Ari 695 | 1 1 1II 1 1 1 11I | A C1 800 | 退火| 840- 870 | 炉冷| HBW229I 38CrMo | A C3 940 | 正火| 930- 970 | 空冷 |1 A1 | Ar3 - | 咼温回火 | 700- 720 | 空冷 |I I临界点I 热处理规范I硬度II 钢号I I -------------- r ---------------------- T -------------- 1 I I | (U) |工序名称|加热温度(U) |冷却方式| HB HRC | I ---------- H ------------ H ------------- 1 ---------------------- H-------------- 1 ------------- H | | | 回火| 650- 670 | 水或油冷 | HB241-277 | I | I 氮化I 550- 650 | | HV^850 |I临界点I 拥号I I (D |工序名称|加热温度(U)|冷却方式|HB HRC热处理规范1 Acl 727 1退火1 810- 860 1炉冷 | HB<220| 6 5 I Ac3 752 1正火1 820- 860 1空冷11 I Ar3 730 1高温回火1 650- 680 1空冷I1 I Axl 696 1淬火1 780- 830 1水或油冷I1 1 1回火1 550- 650 1空冷 | HB207-241I Acl 726 1退火1 780- 840 1炉冷I HBW229 65Mn | Ac3 765 1正火1 820- 860 1空冷 | HBW269I Ar3 741 1高温回火1 650- 680 1空冷1I Ari 689 1淬火1 780- 800 1油冷I HRC52-601 1回火1 500- 540 1油或水冷I HB415-444I Acl 755 1退火1 740- 760 1炉冷 | HBW222 60Si2 | Ac3 810 1正火1 830- 860 1空冷 | HBW302 Mn | Ar3 770 1高温回火1 640- 680 1空冷11 Ari 700 1淬火1 840- 870 1油或水冷11 1回火1 400- 450 1空冷| HB387-4771 I Acl 745 1退火1 790- 810 1炉冷11 GCrl5 I Ac 3 900 1球化退火1 780- 790 1炉冷11 | Ar3 — 1 1 (等温710-720) 1空冷1 HB207-229 1 I Ari 700 1正火1 900- 950 1空或风冷1 HB1 1 1高温回火1 650- 700 1空冷1 H B229-285 1 1 1淬火1 825- 850 1油冷11 1 1回火1 150- 170 1空冷1 H RC61-65| AC1 730 | 退火 | 750- 770 | 炉冷 |II 钢号 I I -------- r ---------------------- 1 --------- 1II (D |工序名称|加热温度CC ) |冷却方式| HB HRCI I 临界点I热处理规范I 硬 度II 钢号 I I -------------- r ---------------------- 1 ------------- 1II| (D |工序名称|加热温度(C ) |冷却方式| HB HRC |1 Acl 7301退火1750- 780 1沪 冷1I T10I Ac3 752 1等温退火1 620- 680 1沪或空冷IHBW197 |I Ar3 7301高温回火1650- 680 1空冷11 I Ari 6961淬 火1 770- 810 1水或油冷II 11 1回 火1 140- 160 | 空冷 | HRC58-62 | 111正火1 800- 8501空冷1I | Acl 800| 退火 |050 0?0 I炉冷 II| Crl2 | Ac3 | 等温退火 | 720- 750| 沪或空冷 | HB228-255 | | | Ar3 I淬 火 | 1000-1050 | 油 冷 ||IIAri 760| 回火 |400- 450| 空冷 | HRC60-63|| T 7 | AC3 770 1等温退火1780- 7901炉 冷1| T 8 | Ar3 - || (等温 710-720) 1空 冷1 1 1 Ari 700 1正 火1 790- 820 1空冷1 1 1 1高温回火1650- 700 1空 冷11 1 1淬 火1 800- 830 1水或油冷11 1 1回火1149- 1601空冷1 HB229-285HB 228-241 HRC60-61火2Crl3 | Ac3火1火-180 |HRC35-45 III AC1热处理规范厂1 1| Acl I 1退 1 火 |850- 870 11炉 1 1冷1| V18Cr4 | Ac3 |等温退火|850- 8701炉 冷11 v | Ar3 1 | (等温 720-750) |炉或空冷| HE207-2551 I Ari 1淬 火 | 1.预热 800-8501 11 1 1 | 加热 1260-13001油 冷11 1 1 | 2.预热 550-650 1 1 111|800850111 1 1 | 加热 1260-1300 1油 冷11 1—1 J —1回 J —火| 550-570回3次------- L1空 J —冷 | HRC&3-65----- L」| 退 火 | 870- 890| 炉冷至 600*0$冷 HE155I 临界点| 钢号III (D |工序名称|加热温度(C 〉|冷却方式|HB HRC |—| 3Crl31H --------------- | AC3 I Ar3J-H ——I 淬 1回一—火1 火1980-1100 230- 540--------------------- H 1油或空冷| 1空冷11 1 --------------------- H-180 |HRC38-53| 111\11 11炉冷至600"C空冷HB155油或空冷I 空或油冷I1 11退火1 880- 920 I炉冷至E009空冷HB207 1 9Crl8 1 1淬火1 1010-1050 1油或空冷1 -235 |L_ 111回1火11230- 375 1空冷11 1HRC55-59 |I常用金属材料的处理一、AL6061以及其他铝材:镀Cu镀Ni镀Cr镀Zn镀彩Zn本色阳极氧化氧化发黑处理硬质阳极氧化(有绝缘效果)(有绝缘效果)彩色硬质阳极氧化喷砂喷砂—抛丸T本色阳极氧化喷砂T抛丸T氧化发黑:表面不能镀Cu —镀Ni T 镀Cr1、 Q235 (SS41)、S45C (45#) 直接镀Ni 镀Cu镀Ni 镀Cr 镀Zn 镀彩Zn镀Cu T 镀Ni —镀Cr (水中工作防锈处理)喷砂 调质处理 淬火处理 渗N 渗C 退火 正火 回火亠般用于电子检测 [、铜 青铜 黄铜 紫铜鉻铜(电机铜:导电性能好, 治具) 包面处理:镀Ni。
常用材料成份及热处理温度、回火温度硬度
热处理常用钢材对照表
1)本厂淬火、回火工艺参数常规产品按“热处理工艺卡”中规定淬火、回火参数执行,散杂件及新产品可参照同类技术要求及复杂程度的零件淬火、回火参数执行。
2)淬火后应及时回火,不能及时回火的零件,应在低温炉中去应力,去应力时间不能超过8h。
3)回火时间的制定原则是保证透烧并使组织转变充分得以进行,以及尽可能消除淬火应力,一般为1-3h为宜。
4)合金含量高的调质钢的加热速度应小于淬火、正火加热速度。
5)除工件规定带温回火零件外,一般淬火件在回火前要清洗。
6)回火后,油、水冷却的目的在于防止回火脆性。
注:临界点:就是金属或合金在加热或冷却过程中,发生相变的温度称为临界点,也就是相变点。
对于钢和铸铁,用Ac1、Ac3和Ac cm等表示在平衡条件下的固态相变点,其中:Ac1表示加热时珠光体向奥氏体,或冷却时奥氏体向珠光体转变的温度;Ac3表示亚共析钢加热时先共析铁素体完全溶入奥氏体的温度,或冷却时先共铁素体开始从奥氏体中析出的温度; Ac cm表示过共析钢加热时先共析渗碳体完全溶入奥氏体的温度或冷却时先共析渗碳体开始从奥氏体中析出的温度;一般条件下固态相变时都有不同程度的过热或过冷度。
因此,为与平衡条件下的相变点相区别,而将在加热时实际的A1称为Ac1,冷却时实际的 A1称为Ar1;加热时实际的A3为Ac3,冷却时实际的A3为Ar3;加热时实际的Acm为Ac cm,冷却时实际的Acm为Ar cm。
Cr12和 Cr12MoV为冷作模具钢
分级淬火是将奥氏体化工件先
分级淬火由于在分级温度停留
Cr12系列钢的TTT曲线与高速钢
Cr12系列钢的热处理可采用一。
常用材料热处理工艺参数

常用材料热处理工艺参数常用材料热处理工艺参数是指在热处理过程中涉及到的一些重要参数,包括温度、时间、冷却速度等。
这些参数对于材料的性能和组织结构起着重要的影响,因此在热处理过程中需要严格控制这些参数。
下面将对常用材料的热处理工艺参数进行详细介绍。
1.温度:温度是材料热处理过程中最基本且最重要的参数之一、不同材料的热处理温度有所不同,通常根据材料的组织结构和性能要求来确定。
常见的热处理温度包括退火温度、淬火温度和回火温度等。
-退火温度:退火是将材料加热到一定温度,然后缓慢冷却,以消除内部应力和改善材料的塑性。
退火温度一般为材料的临界温度,通常根据材料的化学成分和组织结构等来确定。
-淬火温度:淬火是将材料加热到一定温度,然后迅速冷却,使材料快速形成马氏体或贝氏体的组织结构。
淬火温度一般为材料的临界温度,通常根据材料的化学成分和组织结构等来确定。
-回火温度:回火是将材料在淬火后加热到一定温度,然后缓慢冷却。
回火温度一般根据材料的性能要求来确定,不同温度可以使材料获得不同的硬度和强度。
2.时间:时间是指在热处理过程中材料所处的时间长度。
不同热处理工艺需要不同的时间,通常根据材料的厚度和性能要求来确定。
时间越长,材料的组织结构发生的变化越大。
-退火时间:退火时间一般较长,根据不同的材料类型和尺寸来确定。
通常情况下,大尺寸的材料需要更长的退火时间,以保证材料的均匀性和完全去除内部应力。
-淬火时间:淬火时间较短,一般为几秒钟至几分钟不等。
时间过长会导致材料的回火现象,从而降低硬度和强度。
-回火时间:回火时间根据材料的性能要求来确定。
一般来说,回火时间较短可以得到较高的硬度和强度,而回火时间较长可以得到较低的硬度和强度。
3.冷却速度:冷却速度是指在热处理过程中,将材料从高温快速冷却到室温的速度。
冷却速度对材料的相变和组织结构起着重要的影响。
-淬火速度:淬火速度是淬火过程中材料由高温迅速冷却的速度。
淬火速度越快,材料的硬度和强度越高。
热处理工艺规程(工艺参数)
热处理工艺规程(工艺参数)编制:审核:批准:生效日期:受控标识处:分发号:目录1.主题内容与适用范围 (1)2.常用钢淬火、回火温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4几点说明 (6)3.常用钢正火、回火及退火温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3几点说明 (8)4.常用钢去应力温度 (10)5.各种热处理工序加热、冷却范围 (12)5.1淬火………………………………………………………………………………………………1 25.2 正火及退火 (14)5.3回火、时效及去应力 (15)5.4工艺规范的几点说明 (16)6.化学热处理工艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理工艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有色金属热处理工艺规范 (26)8.1铝合金的热处理 (26)8.2铜及铜合金 (26)9.几种钢锻后防白点工艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)1.主题内容与适用范围本标准为“热处理工艺规程”(工艺参数),它主要以企业标准《金属材料技术条件》B/HJ-93年版所涉及的金属材料和技术要求为依据(不包括高温合金),并收集了我公司生产常用的工具、模具及工艺装备用的金属材料。
本标准适用于汽轮机、燃气轮机产品零件的热处理生产。
2.常用钢淬火、回火温度2.1 要求综合性能的钢种:注:①采用日本材料时,淬火温度为960~980℃,回火温度允许比表中温度高10~30℃。
②有效截面小于20mm者可采用空冷。
2.2要求淬硬的钢种(新HRC>30)注:①回火后油冷。
②淬火加热时要加以保护,以防脱碳。
③回火脆性区为500~510℃,严禁采用。
④回火脆性区为470~530℃,严禁采用。
2.3 要求渗碳淬硬的钢种2.4几点说明:⑴表1~3中提供的淬火、回火温度范围,是供生产时按具体情况选定参数用的,不是某一炉允许的温度偏差。
常用钢临界温度锻造热处理工艺及硬度参数
常用钢临界温度锻造热处理工艺及硬度参数常用钢是指在工业生产和各种机械制造中广泛应用的钢种,其临界温度、锻造、热处理工艺以及硬度参数对于钢材的加工和使用具有重要的意义。
本文将从这四个方面来阐述常用钢的相关知识。
一、临界温度临界温度指的是钢材在加热过程中发生相变的温度,常用钢的临界温度主要有以下几种:1.A1临界温度:A1临界温度是指钢材在加热时开始发生奥氏体转变的温度,也是受力学性能要求决定的重要温度。
常用钢材的A1临界温度一般在700℃到900℃之间。
2.A3临界温度:A3临界温度是指钢材在加热时完成全部奥氏体转变的温度,进一步提高温度将无法改变组织。
常用钢材的A3临界温度一般在750℃到950℃之间。
3.AC1临界温度:AC1临界温度是指钢材在冷却时开始发生奥氏体相变的温度,也是冷作修正应力的关键温度。
常用钢材的AC1临界温度一般在700℃到800℃之间。
二、锻造工艺锻造是将钢材加热至临界温度后进行塑性变形的一种加工方法。
常用钢的锻造工艺主要包括以下几个环节:1.加热:将钢材加热至适当的锻造温度,一般要求温度应在临界温度以上50℃左右。
2.锻造:通过锻锤、压力机等设备对钢材进行塑性变形,通常分为自由锻造和模锻两种方式。
锻造过程中要控制好温度和变形速度,以确保钢材的物理性能和组织结构。
3.冷却:锻造后的钢材需要经过适当的冷却处理,一般采用空冷或水冷的方式。
冷却过程中应注意控制冷却速度,以防止产生裂纹和变形。
三、热处理工艺热处理是通过加热和冷却控制钢材的组织和性能,使其达到预期的要求。
常用钢的热处理工艺主要包括以下几种:1.回火处理:将淬火后的钢材加热到适当温度,保温一段时间后进行冷却,以缓解应力和提高韧性。
2.淬火处理:将钢材加热到临界温度以上,迅速冷却到室温,使钢材产生马氏体组织,提高硬度和强度。
3.淬火和回火处理:先进行淬火处理,然后再进行回火处理,可以使钢材既达到较高的硬度和强度,又有一定的韧性。
常用材料的热处理代号及目的

-
G48
220~250℃回火
-
C42
830~850℃油冷
-
40~45
有一定的强度
和适当的韧性
G54
860~900℃
高频、水冷
-
52~57
外表耐磨,芯部
韧性好,变形小
C42
360~400℃回火
-
G54
100~200℃回火
-
C48
830~850℃油冷
-
46~51
进步强度和耐磨
性,但韧性稍低
810~830℃
保温后炉冷
196~229
-
细化组织
T235
550~630℃回火
220~250
-
C52
790~820℃油冷
-
50~55
进步硬
度和弹性
T265
820~840℃水冷
250~280
-
进步性能
改善组织
C52
260~300℃回火
-
T265
530~570℃回火
-
C58
(G58)
790~820℃油冷
-
改善组
织和性能
G42
860~900℃
高频、水冷
-
40~45
外表耐磨,芯部
韧性好,变形小
T235
600~650℃回火
220~250
-
G42
340~370℃回火
-
T265
840~860℃油冷
250~280
-
改善组织
进步性能
G48
860~900℃
高频、水冷
-
46~51
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
860-890 1020-1040 53
51
49
3Cr2Mo
P20
718H
830-860
53
51
49
高素钢类:
W18Cr4V
T1
3355
2750
SKH2 820 860 860 900-950 850-880 1160-1180
W6Mo5Cr4V2 M2
3343
KM-2
SKH55 835 885 885 900-950 850-870 1200-1240
53
51
42CrMo 4140 ,4142 41CrMo4
709
SCM4 730 780
850-900 850
840-880 56
55
51
38CrMoA1 6370 34CrA1M05
SACM645 800 940 940 930-970 840-870 930-950 56
55
51
20CrMn
7147
59
57
Cr12
D3
2080
635
SKD1 810 835 835
850-870 960-980 61
60
58
Cr12MoV
D2
2379 XW-41/42 SKD11 830 855 855 900-950 850-870 1020-1050 61
60
58
Cr5Mo1V
A2
W
F1
2363 2414
XW-10
60
T8
W1-0.8C 1625
SK6 730 750 750 760-780 740-760 730-750 61
60
T9
W1-81/2
SK5 740 760 760 790-830 750-780 760-800 61
60
T10
W1-91/2
1645
SK4 730 800 800 800-850 760-780 760-780 60
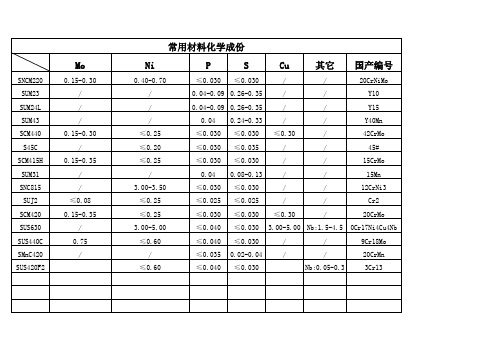
P
S
Cu
≤0.030 ≤0.030
/
0.04-0.09 0.26-0.35
/
0.04-0.09 0.26-0.35
/
0.04 0.24-0.33
/
≤0.030 ≤0.030 ≤0.30
≤0.030 ≤0.035
/
≤0.030 ≤0.030
/
0.04 0.08-0.13
/
≤0.030 ≤0.030
/
≤0.025 ≤0.025
61
58
热作钢类:
3Cr2W8V H21
2581
SKD5 800 850 850 900-950 850-860 1050-1150
55
4Cr5MoSiV H11
2343
VD-11
SKD6
860-880 1020-1050
4Cr5MoSiV1 H13
2344
8407
SKD61 975 935 935
45
40
2Cr13
420
4021
S-136 SUS420J1 820 950
870-900 1000-1050 50
45
40
3Cr13
420
S136H SUS420J2 820 950
870-900 960-1100 54
52
49
4Cr13
4034
870-900 960-1100 55
53
52
7Cr17
S45C SCM415H SUM31
0.42-0.48 0.15-0.35 0.60-0.90 ≤0.20
0.12-0.18 0.15-0.35 0.55-0.90 0.85-1.25
0.14-0.20
/
1.00-1.30
/
SNC815 0.12-0.18 0.15-0.35 0.35-0.65 0.70-1.00 SUJ2 0.95-1.10 0.15-0.35 ≤0.50 1.30-1.60
840-890 840-870 830-850 55
53
45
1045 C45 CK45
S45C 724 780 780 830-880 820-840 820-840 58
55
50
1049 C50 CK50
S50C 725 760
820-870 820-840 810-830 58
55
55
1055 C55 CK55
302
4300
SUS302
950-1050
编制说明:
1)本厂淬火、回火工艺参数常规产品按“热处理工艺卡”中规定淬火、回火参数执行,散杂件及新产品可参照同类技术要求及复
杂程度的零件淬火、回火参数执行。
2)淬火后应及时回火,不能及时回火的零件,应在低温炉中去应力,去应力时间不能超过8h。
3)回火时间的制定原则是保证透烧并使组织转变充分得以进行,以及尽可能消除淬火应力,一般为1-3h为宜。
870-900 860-890 860-880 62
61
52
SCr2 740 815
860
860-890 850-870 56
55
45
SCr4 743 782
850-880 825-845 830-860 55
53
51
45Cr
5145
42Cr4
SCr5 721 771
830-850 810-830 830-850 55
9260 6150
60CrMn6 50CrV4
SUP6 755
810 870-890
850
61
60
56
50CrV4 752 788
850-880 810-870 860-880 56
55
50
合金钢类:
20Cr 30Cr 40Cr
5120 5130 5140
20Cr4 28Cr4 38Cr4
SCr22 766 838
SKD12 SKS21 740 820 820
940-960
60
58
50
CrWMn
O7
2419
DF-3
SKS31 750 940 940 870-880 770-790 820-850 63
61
59
9CrWMn
O1
2510
DF-2
SKS3 750 900 900 850-870 760-780 810-850 62
退火
淬火
150
200
碳钢类:
A3 Q235 A283GRC RSt37-2
G3113
900-920
8
1008
S9CK
900-940
10
1010 C10 CK10
S10C 724 876
915-945
900-940
15
1015 C15 CK15
S15C 735 863
900-920
20
1020 C22 CK22
C
Si
Mn
Cr
SNCM220 SUM23 SUM24L
0.17-0.23 0.15-0.35 0.60-0.90 0.40-0.65
≤0.09
/
0.75-1.05
/
≤0.15
/
0.85-1.15
/
SUM43 0.40-0.48
/
1.35-1.65
/
SCM440 0.38-0.43 0.15-0.35 0.60-0.85 0.90-1.20
58
55
860-880 60
58
55
20CrMnTi
740 825
920-950 680-720 850-870 61
60
55
40CrNi
3140
46NiCr6
SNC1 731 769 769 840-860 810-830 850-880
9CrSi
2108
2092
770 870 870 870-880 790-810 860-880 61
440A
SUS440A
750-800 950-1050
0Cr19Ni9
304 X5CrNi18 9
SUS304
950-1050
1Cr17Ni7
301
SUS301
950-1050
1Cr17Ni2
431 X22CrN17
SUS431 810 820
620-705 950-1050 61
60
48
1Cr18Ni9
SCM420 SUS630 SUS440C
0.17-0.23 0.15-0.35 0.55-0.90 0.85-1.25
0.07
1
1
15.0-17.5
0.95-1.20 0.95
0.95 16.0-18.0
SMnC420 0.14-0.19 SUS420F2 0.26-0.4
≤0.4 ≤1.0
1.0-1.30 0.80-1.10 ≤1.0 12.0-14.0
SMnC420 765 838
880-920 690-730 870-890
40CrMn
SMC3
860-880 680-720 850-880
40CrNiMoA 4340 36NiCrMo4
25Cr2MoVA
24CrMoV5.5
SNCM8 732 774 760 840
750-800 850-880 60
4118 4130 4135