统计制程控制和常用手法
spc统计制程管制(SPC)

6
變異的來源
機遇原因
來自於潛在的自然變異 消除它們的成本很昂貴
可歸屬原因
反應製程的不穩定 統計製程管制最主要的目的就是要快速的偵測出 製程中的可歸屬原因或是偏移的發生
7
管制圖
為一種特殊的趨勢圖,它可以表現出產品特 性的變化情形
管制圖由三部份組成---管制界限(control limit)、中心線(center line)與樣本點
p Chart ; Mean:.168000 Sigma:.037387 n:100
.280160
.168000
12
4
6
8
妓セ絪腹
.055840 10
ぃ▆计
24
建立管制圖的步驟
步驟一:選擇品質特性 步驟二:選取合理樣本 步驟三:蒐集數據 步驟四:決定試用管制界限 步驟五:建立修正後的管制界限 步驟六:管制圖延續使用
分為計數值管制圖與計量值管制圖兩種類型。
8
管制圖的例子
妓セ翴 恨
いみ絬 恨
恨
1
5
10
15
20
25
妓セ
9
計數值管制圖
優點
計算簡單
能夠同時對不同的品質特性做整體性的控 制
種類
p管制圖 np管制圖 c管制圖 u管制圖
10
p 管制圖
ぃ▆瞯
0.07 0.06 0.05 0.04 0.03 0.02 0.01 0.00
說
明
中抽取 n 個產品,而發 現不良品個數為 x 的機
良焊點數 x 出現的機率 將會服從卜瓦松分配的
鐘,最主要的特徵是大 多數的數據會集中在平
率將會服從二項分配的 形態。
均數附近,而極大與及
QC七大手法及SPC制程统计方法

20世纪40年代,享有品质管理之父美誉的美国电气工程师Joseph Juran 引入了Pareto理论。正是Juran决 定将这一80/20比值称为“柏拉法则”(The Pareto Principle),将柏拉法则运用于业务度量有助于从“有 用多数”(useful many,即其它80%)中分离出“重要少数”(vital few,具有最重要影响的20%)。柏拉 图通过标示频率阐明柏拉法则——频率出现越高的内容对结果影响越大。柏拉图是品质管理七大基础手段之 一。图中横轴显示自变量,因变量由条形高度表示。表示累积相对频率的点对点图可附加至该条形图上。由 于统计变量值按相对频率顺序排列,图表可清晰显示哪些因素具有最大影响力,以及关注哪些方面可能会产 生最大利益。
噪音高
无专人保养
训练不足 设备老化
技术不高
人员流动率高 人员疲劳
作业条件不全 某作业流程不当
法
交期不稳 文件不足
料
品质欠佳 售后服务不好
不良 率高
二.QC(Quality Control)七大手法之查检 表
6
1.定义
一种为了便于收集数据,而使用简单记号填写并予以统计整理,以便于作进一步分析或作为核对,检查之 用而设计的表格或图表。
•中心偏左的直方图
下限
•中心偏右的直方图
中心值
上限
直方图偏向规格的下限, 并伸展至规格下限左侧。 表示已产生部分超出规格 下限要求的不良品。
10
统计过程控制( SPC)基础知识培训

六.SPC的特點及功效
特点:
SPC是全系統的,全過程的,要求全員參加,人人有責。這點與 全面 質量管理的精神完全一致。 SPC強調用科學方法(主要是統計技術,尤其是控
制圖理論)來保證全過程的預防。 SPC不僅用於生産過程,而且可用於服務過程和一
切管理過程。
功效:
看清品质状况.提前发现问题 找出问题根源,少花钱办好事; 减少报表麻烦,满足客户要求; 提升生产效率,降低品质成本.
(品质是设计,管理,习惯出来的) (质量与每个人的工作都有关系)
二.品质管理方法的發展
推動品質活動 約每10年就出現一種關鍵品質管理方法 1950-1960 SPC 1960-1970 QCC、SPC 1970-1980 TQM、QCC、SPC 1980-1990 ISO9000、TQM、QCC、SPC 1990-2000 SIX SIGMA、ISO9000、TQM、QCC、SPC
▪变差产生的原因:分为特殊原因和普通原因。
▪特殊原因又叫异常原因或非机遇原因等(占15%)。
▪它是一种间断性的,不可预计的,不稳定的变差根源。主要由操 作者或相关人员采取局部措施予以解决。例如:作业者操作方法 错误,仪器出现问题,原材料不良等等。
▪普通原因又叫偶发原因或机遇原因等(占85%)。
▪它是一种可预测的,持续作用于制程的变差根源。主要由管理人 员采取系统措施予以解决。例如:电压的偶然波动,机器固有的 振动等等。
三.什麼是SPC
SPC是英文Statistical Process Control的字首簡稱,即 統計過程控制。
SPC就是應用統計技術對過程中的各個階段收集的 數據進行分析,並調整制程(或过程),從而達到预防 不良和提高制程能力的目的。
七大手法之控制图
2. 控制图是一种把过程〔工序〕性能数据与所计算出的控制限 进展比较的图,目的是为了判断过程是否受控和通过区分随
机原因和可指出原因来消除异常变差;
3. 控制图常用于:
4.
A、对过程进展诊断,评估过程的稳定性;
5.
B、对过程实施控制,决定某一过程何时需要调整,何
时需要保持原有状态;
6.
C、确定某一过程实施改进的效果;
应用实例
某公司新安装一台装填机。该机器每次可将5000g的产品装入固定 容器。标准要求为5000 ++050〔g〕。
--使用控制图的步骤如下:
1. 将多装量〔g〕看成应当加以研究并由控制图加以控制的重要质量 特征。 2. 由于要控制的多装量使计量特性值,因此选用 x - R 控制图。 3. 以5个连续装填的容器为一个样本〔n=5〕,每隔1h抽取一个样本。
殊〕原因的状态; 决定下一步的行动。
控制图控制界限线的计算公式-I
控制图控制界限线的计算公式-II
控制系数选用表
n
2
3
4
5
6
7
8
9
10
A2 1.880 1.023 0.729 0.577 0.483 0.419 0.373 0.337 0.308
D4 3.267 2.575 2.282 2.115 2.004 1.924 1.864 1.816 1.777
特性值和极差。
7.1控制图示图
8. 控制图没有出现越出控制线的点子,也未出现点子排列 有缺陷〔即非随机的迹象或异常原因〕,可以认为该过 程是按预计的要求进展,即处于统计控制状态〔受控状 态〕。
9. 在不对该过程做任何调整的同时,继续用同样的方法对 多装量抽样、观察和打点。如果在继续观察时,控制图 显示出存在异常原因,那么应进一步分析具体原因,并 采取措施对过程进展调整。
质量统计七大手法
质量统计七大手法质量统计方法是工厂质量管理过程中经常运用的重要手法。
主要是通过对各种相关资料的收集.分析和利用,以用来证实产品生产过程能力及产品对规定要求的符合性。
其作用在应用于产品的设计.生产过程的控制.防止不合格品产生.质量问题的分析.查找原因.确定产品和过程的限定值,预测.验证并测量和评定产品质量特性。
为了达到上述目的就必须选择适宜的统计方法,下述即常用的统计方法及其应用。
一.图示法(直方图.制程流程图.散布图.柏拉图.因果图等)主要用于进行问题诊断,并据此选择适宜的方法进行统计诊断二.统计控制图(X –R.P.C控制图等)主要用于监控产品的生产和测量过程。
三.试验设计主要用于确定变量对过程和产品性能有显著影响。
四.建立量化模型进行回归分析主要用于生产过程运作的条件和产品设计发生变化时,对产品和过程的特性进行分析。
五.进行变量分析对各变量构成进行评估.似务变量占总体变量的比例,作为最佳的质量改进机会的依据。
为控制图.产品特性的确定和产品的放行设计抽样方案。
六.抽样计划工厂质量管理如果能充分运用各种统计手法,将在各方面受益,并表现在:1.发现质量管理过程中的薄弱环节,对质量改善采取针对性的措施﹔2.查找形成品不良的因素,使质量追溯有据可依﹔3.验证质量控制方法有效性。
以下介绍品管七大手法1.直方图2.柏拉图3.因果图法(鱼刺图)4.层别法5.控制图6.检查表7.推移图2.统计技朮的应用一直方图直方图有称柱状图,是将囤积数据汇总.分组,并将每组数据绘成柱状图,依统计数据的分布形状,进行产品生产过程.质量状态及管制能力的分析。
运用直方图进行分析的步骤为1.数据统计将同一类型和相近似的现象归纳在一起,以分析该类现象对产品质量的影响程度。
2.将统计数据分组.确定组数是直方图分析中的重要步骤,将统计的样本总数进行合理分组便于观察数据分布情况,合理的组数鱼样本总数的关系通常为:(见右下表)3.计算全距.组距.组界.中心值:1.全距:代号为R,是数据中最大值与最小值的差,即2.组距代号为,组距(h )=R /组数,组距通常选整﹔3.确定组界:最小一组的下组界= -测量值的最小位数/2测量值的最小位数一般是1或0.1最小一组的上组界=下组界+组距4.确定中心值各组界之间的中心值,也称中值。
常用控制图

SPCSPC(Statistical Process Control,统计过程控制或统计制程控制)目录∙ 1 什么是SPC∙ 2 SPC起源与发展∙ 3 3σ原理简介∙ 4 SPC技术原理∙ 5 SPC控制图及计算∙ 6 SPC控制图(管制图)的实施∙7 SPC控制图(管制图)异常的判断及处理∙8 制程能力指数(参数)CPK∙9 SPC的发展特点∙10 SPC对企业带来的好处什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
SPC起源与发展1. 1924年休哈特博士在贝尔实验室发明了品质控制图。
2. 1939年休哈特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4. 1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5.SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7.ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。
QC七大手法与(SPC-SPA--SPD)

QC七大手法一.旧七种1、层别法(分类法、分组法)质量问题的原因多方面,来源于不同条件(4M1E)。
为真实反映质量问题的实质性原因和变化规律,须将大量综合性统计数据按数据的不同来源(需要进行追溯)进行分类,再进行质量分析的方法。
义:为区别各种不同原因对结果之影响,而以个别原因为主体,分别作统计分析的方法,称为层别法。
v6。
地区的层别等。
ν5。
原材料的层别。
ν4。
作业条件的层别。
ν3。
机械、设备层别.ν2。
作业员的层别.ν1。
时间的层别.ν分类:实例一:结果显示,周师傅的方法配美国材料良品率最高,为98%.2、检查表用于收集和记录数据的一种表格形式,便于按统一的方式收集数据并进行统计计算和分析3、柏拉图对发生频次从最高到最低的项目进行排列——简单图示技术。
•定义:根据所搜集之数据,按不良原因、不良状况、不良发生位置等不同区分标准,以寻求占最大比率之原因,状况或位置的一种图形.作法:注意事项:1.横轴按项目别,依大小顺序由高而低排列下来,“其它”项排末位.2.次数少的项目太多时,可归纳成“其它"项。
3.前2~3项累计影响度应在70%以上。
v6。
可作不同条件的评价.ν5.用于整理报告或记录。
ν4。
用于发掘现场的重要问题点。
ν3.确认改善效果.ν2.决定改善的攻击目标。
ν1.作为降低不良的依据.ν纵轴除不良率外,也可表示其它项目.柏拉图的用途:ν柏拉图应用范围:1。
时间管理。
, 2.安全。
3。
士气。
4。
不良率. 5。
成本。
6。
营业额。
7。
医疗ABC法应用:A。
时间管理。
νB。
仓务管理.νC。
其它。
ν柏拉图实例:4、直方图直方图也叫质量分布图、矩形图、柱形图、频数图。
它是一种用于工序质量控制的质量数据分布图形,是全面质量管理过程中进行质量控制的重要方法之一。
直方图适用于对大量计量数值进行整理加工,找出其统计规律,也就是分析数据分布的形态,以便对其整体的分布特征进行推断.5、因果图(Causeand effectdiagram)——石川图、特色要因图、树枝图、鱼刺图以结果为特性,以原因为因素,将原因和结果用箭头联系,表示因果关系。
制程控制中的数据分析技巧
制程控制中的数据分析技巧在制造业中,制程控制是非常重要的环节,它可以帮助企业提高产品质量,降低生产成本,并提升整体竞争力。
而在制程控制的过程中,数据分析是一项关键的技巧。
本文将介绍几种常用的数据分析技巧,以帮助企业有效地进行制程控制。
首先,我们将介绍统计过程控制(SPC)。
SPC是一种管理过程的方法,通过收集并分析过程中产生的数据,以监控过程的稳定性和能力。
SPC的数据分析技巧主要包括控制图、直方图和散点图等。
控制图是SPC中最常用的数据分析工具之一。
它可以帮助管理者随时了解制程中的变异情况。
控制图通过统计样本数据和设定上下限来监控制程的稳定性。
当数据点超出控制限时,可能存在特殊原因导致的变异,需要进行调查和修正。
直方图是一种用来描述数据分布的图表。
它能够显示出制程中的主要变异模式。
通过绘制直方图,我们可以看出数据是否符合正态分布,是否存在偏离正常的异常值。
如果数据分布偏离正态分布,可能需要进一步分析并采取相应的措施。
散点图是用来展示两个变量之间关系的图表。
在制程控制中,散点图可以用来探索因变量与自变量之间的关联性。
通过分析散点图,我们可以判断两个变量是否存在相关关系,并进一步分析其影响因素。
其次,我们将介绍六西格玛(Six Sigma)方法。
六西格玛是一种通过系统地分析数据,以识别和消除导致质量问题的根本原因的管理方法。
它主要依靠统计分析来判断制程的稳定性和能力。
在六西格玛中,使用概率图可以帮助我们判断制程的稳定性。
概率图是通过绘制数据的累积分布函数来描述数据分布的图表。
如果数据点分布在正态分布曲线内,说明制程稳定。
而超出正态分布曲线的数据点可能表示制程存在问题,需要进一步优化和改进。
六西格玛还利用假设检验来分析数据,以确定制程的能力。
通过假设检验,我们可以推断样本数据与总体数据的关系,从而判断制程是否满足要求。
假设检验主要包括单样本检验、双样本检验和方差分析等方法,可以根据具体情况选择合适的方法进行分析。
制程管制体系及其管制的手法介绍
制程管制体系及其管制的手法介绍引言制程管制体系是一种用于控制和优化生产制程的管理方法。
它通过建立一套完整的管制手法,对制程进行全面的监控和改进,以确保产品的质量和稳定性。
本文将介绍制程管制体系的概念,以及常用的管制手法。
制程管制体系的概念制程管制体系是指在生产过程中,通过系统化、标准化的管理方法,对制程进行精细化的控制和改进。
它涵盖了各个环节,从原材料采购到产品交付的全过程,以确保产品质量的稳定性和一致性。
制程管制体系包括了制程定义、管制目标、管制手法以及管制措施等要素。
管制手法的分类制程管制体系中的管制手法可以分为基本管制手法和高级管制手法两类。
基本管制手法基本管制手法是制程管制体系中最基础和常用的手法,主要用于控制和监测制程的基本要素。
1.统计过程管制(SPC):SPC是一种通过统计方法来监控制程中的关键参数的方法。
它通过收集和分析实时数据,及时发现制程中的异常情况,并采取相应的措施进行调整和改进。
2.直方图分析:直方图分析是一种将数据按照频率进行分组,然后绘制成直方图的方法。
通过观察直方图的形态,可以判断制程是否处于控制状态,并对制程进行调整。
3.过程能力分析(CPK):过程能力分析是一种评估制程稳定性和能力的方法。
通过收集大量数据,计算制程的平均值和标准差,然后通过CPK指标评估制程是否满足要求。
高级管制手法高级管制手法是在基本管制手法的基础上,引入更多的管理和优化方法,以提高制程的稳定性和质量。
1.六西格玛(Six Sigma):六西格玛是一种以减少制程变异性和缺陷为目标的方法。
它通过收集和分析数据,识别引起缺陷的关键因素,并采取相应的措施进行改进。
2.故障模式与影响分析(FMEA):FMEA是一种系统性地分析和评估制程中的潜在风险和失效模式的方法。
它通过收集和整理相关数据,分析可能存在的故障模式和其对产生的影响,然后制定相应的防范和纠正措施。
3.品质函数展开(QFD):QFD是一种将顾客需求转化为具体的设计要求和制程控制要求的方法。
制程管控的方法及重点
制程管控的方法及重点
制程管控是制造业中非常重要的环节,它可以保证产品质量和生产效率。
本篇文章将介绍制程管控的方法及重点。
1. 设计合理的制程流程
制程流程是制程管控的基础,一个合理的制程流程可以提高生产效率和产品质量。
设计制程流程时需要考虑以下因素:原材料采购、生产设备、生产人员、生产工艺及工艺参数、质量检测等因素。
2. 制定标准化操作规程
标准化操作规程可以确保每个工序都按照相同的标准进行操作,从而提高生产效率和产品质量。
操作规程应包括操作步骤、工艺参数、质量要求等内容。
3. 进行过程控制
过程控制是制程管控的重点,它可以确保每个工序都符合预设要求。
常见的过程控制方法包括:在生产过程中监控生产参数、采用SPC(统计过程控制)方法监控工艺参数、定期对生产设备进行维护保养等。
4. 强化质量检测
质量检测是制程管控中非常重要的一环,它可以及时发现问题并进行纠正。
质量检测应该覆盖整个生产过程,包括原材料检测、半成品检测和成品检测等。
5. 建立完善的质量管理体系
建立质量管理体系可以确保制程管控的持续性和稳定性。
质量管
理体系应包括:质量目标的设定、质量管理流程的建立、质量管理人员的培训和质量管理评估等内容。
总之,制程管控是制造业中非常重要的环节,它可以确保产品质量和生产效率。
通过设计合理的制程流程、制定标准化操作规程、进行过程控制、强化质量检测和建立完善的质量管理体系等方法,可以保证制程管控的有效实施。
什么是SPC

什么是SPCSPC即英文“Statistical Process Control”之缩写,意为“统计制程控制” SPC或称统计过程控制。
SPC主要是指应用统计分析技术对生产过程进行实时监控,科学的区分出生产过程中产品质量的随机波动与异常波动,从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的。
在生产过程中,产品的加工尺寸的波动是不可避免的。
它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:正常波动和异常波动。
正常波动是偶然性原因(不可避免因素)造成的。
它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。
它对产品质量影响很大,但能够采取措施避免和消除。
过程控制的目的就是消除、避免异常波动,使过程处于正常波动状态。
[编辑]SPC起源与发展1.1924年修华特博士在贝尔实验室发明了品质控制图。
2.1939年修华特博士与戴明博士合写了《品质观点的统计方法》。
3.二战后美英将品质控制图方法引进制造业,并应用于生产过程。
4.1950年,戴明到日本演讲,介绍了SQC的技术与观念。
5.SQC是在发生问题后才去解决问题,是一种浪费,所以发展出了SPC。
6.美国汽车制造商福特、通用汽车公司等对SPC很重视,所以SPC得以广泛应用。
7.ISO9000(2000)体系亦注重过程控制和统计技术的应用(如8.1,8.2.3)。
[编辑]3σ原理简介当过程仅仅俺有正常变异时,过程的质量特性是呈现正态分布的,其分布状态如下:休哈特建议用界限±3σ来控制过程,就是说,在10000个产品中不超过27个不合格品出现,就认为改生产过程是正常的,若达到27个以上,就认为过程失控。
[编辑]SPC技术原理控制(SPC)是一种借助数理统计方法的过程控制工具。
它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。
制程的名词解释
制程的名词解释制程是指对某种产品进行生产的过程和方法。
它包括了生产的各个环节和步骤,从原材料的采购、加工、组装到最终的品质检验,都属于制程的范畴。
制程不仅仅是一个简单的操作流程,它更是一种高度精细化的工艺。
1. 原材料选用制程在制程中,原材料选用是一个至关重要的环节。
原材料的质量直接影响到产品的最终品质。
制程中,通过对原材料的筛选、测试和评估,确定最佳的原材料选用制程。
这个制程通常包括原材料供应商的选择、样品检验、物性测试等步骤。
2. 制程优化制程的优化是通过不断改进和调整工艺来提高产品生产效率和质量。
这个过程通常需要进行大量的实验和数据分析。
制程优化的关键在于找到影响产品性能和质量的关键因素,并通过调整这些因素来提升产品的可靠性和效益。
这个过程要求制程工程师具备丰富的经验和敏锐的观察力。
3. 制程控制制程控制是确保产品在生产过程中质量稳定的关键环节。
通过监控制程中的各个参数和指标,制程控制可以及时发现潜在的问题并采取相应的纠正措施。
在制程控制中,常用的手段包括统计过程控制(SPC)、正态性检验、六西格玛等。
制程控制的目标是将产品的品质控制在一定的范围内,确保产品的一致性和稳定性。
4. 制程管理制程管理是对制程进行全面的规划和管理。
它包括了制程设计、制程评估、制程变更等方面。
制程管理的目标是确保产品的生产能力和灵活性,在满足需求的前提下,最大程度地提高生产效率和降低生产成本。
制程管理需要对制程进行全面的规划和分析,同时对生产资源进行合理的调配和利用。
5. 自动化制程随着科技的发展,自动化制程在现代工业生产中发挥着日益重要的作用。
自动化制程通过引入各种自动化设备和技术,实现生产过程的自动化控制和管理。
这种制程可以大幅提升生产效率,减少人力投入,同时还能够提高产品的一致性和稳定性。
6. 精益制程精益制程是一种通过不断消除浪费和提高价值流程的方法,以实现高效生产的管理原则。
它强调对每个制程环节进行审视和改善,以降低非价值增加活动,提高生产效率和产品质量。
SPC(统计制程管制)
如何落實SPC 如何落實SPC
QIT活動 QIT活動
21
---CA--- 製程精確度
CA=
A B
=
A
( USL-LSL ) 2
SJL062701
22
---Cp--- 製程精密度 Cp =
USL-LSL 6σ
到上,下 Spec. 不良率 +1σ +2σ +3σ +4σ +5σ +6σ 32% 5% 0.3% 64 PPM 0.6 PPM 2 PPB
規格 X 與
日本生產線SPC運用經驗
1960 時代 技術人員 技術人員 作業人員
退回
σ的計算
量 測 測 量 數據製圖 判 斷
1970 時代 技術人員 作業人員 作業人員 作業人員
允收
作業人員
停 線 初步 檢查 作業人員 對策 主管或技術人員
主管 主管 50% 50%
領班 領班 90% 10%
13
SJL062701
(統計製程管制) 統計製程管制)
如何落實 SPC
S. J. LIANG
SJL062701
1
品管七大手法中的管制圖(SPC) 1. 品管七大手法中的管制圖(SPC) 2. 1978~’80年,日本震撼美國商場的二件事 1978~ 80年,日本震撼美國商場的二件事 80 3. 什麼是 X 與 σ ? 如何進行製程能力解析? 4. 如何進行製程能力解析? 什麼是C 5. 什麼是CPK? 要多少才行? 6. CPK要多少才行? 如何進行製程穩定性分析? 7. 如何進行製程穩定性分析? 什麼是SPC的常態與異態? SPC的常態與異態 8. 什麼是SPC的常態與異態? 如何達到C 水準? 9. 如何達到CPK水準? 改善循環(戴明循環) 10. 改善循環(戴明循環)- - - -PDCA, SDCA 11.如何落實 如何落實SPC? 11.如何落實SPC? 12.總結 總結: 12.總結: 實施 T. Q. M. 13.SPC 推動失敗原因 SJL062701
统计过程控制
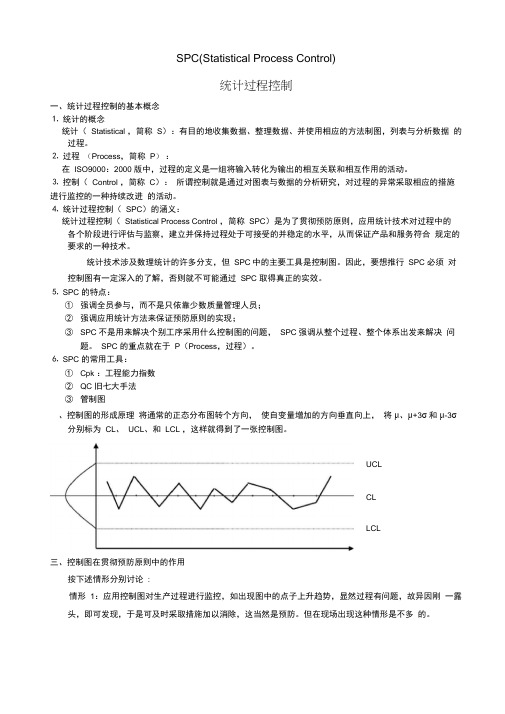
SPC(Statistical Process Control)统计过程控制一、统计过程控制的基本概念⒈ 统计的概念统计( Statistical ,简称 S ):有目的地收集数据、整理数据、并使用相应的方法制图,列表与分析数据 的过程。
⒉ 过程 (Process ,简称 P ) :在 ISO9000:2000 版中,过程的定义是一组将输入转化为输出的相互关联和相互作用的活动。
⒊ 控制( Control ,简称 C ): 所谓控制就是通过对图表与数据的分析研究,对过程的异常采取相应的措施进行监控的一种持续改进 的活动。
⒋ 统计过程控制( SPC )的涵义:统计过程控制( Statistical Process Control ,简称 SPC )是为了贯彻预防原则,应用统计技术对过程中的 各个阶段进行评估与监察,建立并保持过程处于可接受的并稳定的水平,从而保证产品和服务符合 规定的要求的一种技术。
统计技术涉及数理统计的许多分支,但 SPC 中的主要工具是控制图。
因此,要想推行 SPC 必须 对控制图有一定深入的了解,否则就不可能通过 SPC 取得真正的实效。
⒌ SPC 的特点:① 强调全员参与,而不是只依靠少数质量管理人员; ② 强调应用统计方法来保证预防原则的实现;③ SPC 不是用来解决个别工序采用什么控制图的问题, SPC 强调从整个过程、整个体系出发来解决 问题。
SPC 的重点就在于 P (Process ,过程)。
⒍ SPC 的常用工具:① Cpk :工程能力指数 ② QC 旧七大手法 ③ 管制图、控制图的形成原理 将通常的正态分布图转个方向, 使自变量增加的方向垂直向上, 将μ、μ+3σ和μ-3σ 分别标为 CL 、 UCL 、和 LCL ,这样就得到了一张控制图。
三、控制图在贯彻预防原则中的作用按下述情形分别讨论 :情形 1:应用控制图对生产过程进行监控,如出现图中的点子上升趋势,显然过程有问题,故异因刚 一露头,即可发现,于是可及时采取措施加以消除,这当然是预防。
统计方法制程控制
一、目的:利用QC统计技术来监擦及控制生产制程品质,并透过管制图来展示生产制程,对异常情况及时采取行动,减少不良品的产生,保证产品品质。
二、范围:此程序适用于生产制程的控制。
三、职责:3.1QC拉长负责图表的填写、统计,对不良率、不良现象加以描述;3.2 PIE分析原因,并知会责任人做出对策;3.3 由责任部门作出相应对策,确定实施时间;3.4 IPQC确认最终效果,并跟踪;3.5 由IPQC、PROD、PE、IE每小时进行确认。
四、过程、方法:4.1每小时由LQC拉长负责各工位报表的统计,将不良情况记录于图表中,并用曲线将每小时总不良率数值连成折线;4.2 LQC拉长还需将总不良率及超出目标值时段的前三项不良现象记录于问题点中;4.3 由PIE对不良现象作出原因分析,并知会到责任人,要求责任人对相关问题作出对策及实施时间;4.4 IPQC跟踪实施效果,如效果不佳,需重新反馈、跟进,直到改善完成,对严重问题需组织专案小组;4.5 每小时由IPQC,PROD科文、PE、PIE技术员进行确认、签名;4.6 每四小时由PE\IE\PROD\IPQC主管确认,每日报表由PROD主管确认,PROD经理审核,高层领导复审。
4.7当数据点连续出现在中心线一端或有一定趋势时,IPQC需对此进行叛断,并采取措施,更新控制参数,对新产品,先收集一定的品质数据后,再根据统计方法制定控制线。
五、目标值的确定:根据以往的品质数据,由PIE根据以下公式进行计算:CL=(P1+P2+P3+……+Pn)/N 平均值UCL=CL+3√P|(1-P)|/N 上限值LCL= CL-3√P|(1-P)|/N 下限值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100
)
計數值管制圖
Pn管制圖
批號 1 2 6 4 5 6 7 … 21 22 23 24 25 合 計
檢查數 100 100 100 100 100 100 100 … 100 100 100 100 100 2500 不良數 4 3 4 5 2 1 0 … 3 1 1 4 2 62
7.14 Pn 2.48
0
UCL CL LCL
Pn管制圖管制界線統計公式
CL=Pn= ΣPn
62 = = 2.48,
K
25
UCL=Pn+3 Pn(1- p ) =7.14
UCL=Pn-3 Pn(1- p ) =0
管理者 管理方法
周期
QA或現埸管理者(作業員少管)
管制圖,記錄表, 目視,量測均有
較長
現埸作業員或現埸管理者(QA人員較少管)
點檢表為主,用記錄表也可,用管制圖較少(也可), 目視多,量測較少 較短
工程系統
前工程 本工程 工序號 工序名稱 管理項目
1. 外觀
來料檢驗
2. 尺寸 3. 功能
4. 特性參數
LCL
P管制圖管制界線統計公式(n相等時)
Σpn
107
CL=P= Σn
=
= 0.0428(4.3%) 2500
UCL=p+3 LCL=p-3
p(1- p ) n =0.0428+3
0.0428(1-0.0428)=0.0838(8.4%
100
)
p(1-p) n =0.0428-3
0.0428(1-0.0428)
計數值管制圖與計量值管制圖
計數值
數一數, 點一點. 如 不良數,合格數等
收集此類數 據管制圖表 稱為:計數值
管制圖
計量值
量一量, 稱一稱. 如高度、重量等
收集此類數 據管制圖表 稱為:計量值
管制圖
計數值管制圖
P管制圖(n相等時)
日期 項目
3/ 1
3/2
3/3
3/4
3/5
3/6
3/7
…
3/2 3/2 3/2 3/2 3/2
生,從而提高制程能力.
我們工作的方 式/資源的融合
產品
顧客
生產過程
輸出
常用統計手法
統計手法
特性要因圖
管制圖定議
管制上線 (UCL)
管制中線 (CL)
管制下線 (LCL)
收集數據,根據制程過去之能力統計 出管制界線,用以判斷制程是否穩定 的圖表.
品質特性
特性
單位
規格
特性
靜態電流
MA
小于65
失真
輸出電壓
定
重要特性決定
確定測量系統,減
少不必要的變化
部門主管:
李偉忠 確定特性,客戶需
求,現有及潛在的
問題,特性之間的
顧 客 滿 意
品 關 連
與 最 終 產
總 分
本 公 司
競爭廠家 相關關系 備注
比 規格 比 規格 比 規格
制程名稱: 組裝NEC PCB機芯板 制品名稱: NEC機芯板
制程管制項目決定表
部門名稱: 部門擔當:
調 例配
比
浸錫錫點不良
爆錫珠
元件腳長度
插錯元件
合計 重點
管制項目與點檢項目區別
工程C
工程B
工程A
產品
點 檢 項 目
說明:
管
點
管
點
制
檢
制
檢
項 目
項
項
目
目
項
目
管制項目
管
管
制
制
項
項
目
目
點檢項目
定義
看"做出來的東西"好不好的項目,是否符合規 格要求(如東西的尺寸)
看"所做的工作"好不好的項目(如剪腳刀片利度)
版本 :
管理方式
管理記錄
確認頻率
<<IQC物料檢驗報告 >>
每批
<<IQC物料檢驗報告 >>
每批
<<IQC物料檢驗報告 >>
每批
<<IQC物料檢驗報告 >>
每批
備注
變更項目 日期
變更內容
工程符號表示 ○ :操作 □ :檢查
D:滯留、乾燥
:運輸 :前加工 :主流程
文件編號 版本號
生效日期 頁次
會簽 /日期 編制 /日期 審批/日期 批準/日期
制程名稱: 插件工程
部門名稱:
五車間
制品名稱: NEC PCB機芯板
部門擔當:
李偉忠
制程
插裝元件
第一次浸錫
剪腳
第二次浸錫
點檢項目 管制項目
元 性件
极
元 識件
標
氧 化
元 件 腳
錫 度爐
溫
鬆 重香
比
浸 法錫
方
設 數定
參
調 例配
比
軌 離道
距
推 度動
速
利 度
刀 片 鋒
錫 度爐
溫
鬆 重香
比
浸 勢錫
手
設 數定
參
统计制程控制和常用手法
統計制程控制的起源
1924年修華特博士( Dr WA Shewhart ) 在貝而試驗室( Bell Laboraty )工作期間發明了品質控制圖.
1939年修華特博士與戴明博士(Dr Deming)合作寫了一本 『品質觀點的統計方法』 第二次世界大戰前后,英、美兩國將品質控制圖的方法引進 制造業,並應用於生產過程中
V
無件腳長度
MM
功能制浮起高
度
MM
INT(接触不良)
/
3.0±0.2 2.0?.5 小于0.2
無
無件浮起高度
MM
參照元件浮起高 度標準書
單位
規格
dB
部門名稱: 五車間
部門製品名稱: NEC PCB機芯板
NO. 特性項目
1 2 3 4 5 6 7 8 9 10 11 12 13
制
單 位
現狀規格
程 穩
美國汽車制造廠, 例如, 福特(FORD) 通用(GM) 等均對SPC 十分重視, SPC因此得以廣泛地推廣.
人 設備 材料 方法 環境
輸入
制程
我們工作的方 式/資源的融合
產品
顧客
生產過程
輸出
人 設備 材料 方法 環境
輸入
什 麼 是 統 計 制 程控 制
統計方法
使用統計技術來分析制程 或其輸出,以便采取適當的 措施來使制程達到並保持 統計管制狀態,預防不良產
五車間 李偉忠
制程
製品品質 特性
制程管制 項目
輸出電壓
錫尖
錫孔
功能制浮起高度
錫珠
元件腳長度
LED燈不亮
元件腳浮起高度
螺絲松
合計
重點
進料
發 錯 料
插 件錯
元
點浸 不錫 良錫
插件
爆
油底
錫
起板
珠
泡綠
長 度
元 件 腳
到 位
元 件 插
點焊 不錫 良錫
組裝
錫 珠
板 面 有
螺散 絲熱 鬆片
未功 位裝能
到制
制程點檢項目決定表
(
管理特性 品質特性
1. 外觀符合作業指導書要求 , 形狀材質同樣板 2. 尺寸待命各圖紙要求 3. 功能符合作業指導書要求 4. 特性參數符合規格書要求
)QC工程圖
工具及設備
樣板 直尺、卡尺、量規
測試儀 測量儀
責任人 檢查方法
IQC/組長 抽樣目測 IQC/組長 抽樣測量 IQC/組長 抽樣測試 IQC/組長 抽樣測量
1
2
3
4
5
合計
檢查數
10 0
100
100
100
100
100
100
…
100 100 100 100 100
2500
不良數 6 4 2 5 3 5 4 … 4 5 4 7 3 107
不良率
6 %
4 %
2 %
5 %
3 %
5 %
4 %
…
45 %%
4 %
7 %
3 %
/
8.4
UCL
p 4.3
CL
0.2 結倫: 點無超限且無規則性,制程在管制狀態內