焊缝超声波检测工艺卡培训课件
焊缝的超声波探伤课件
超声波探头 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波探头 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波探伤用试块 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
CSK-IA
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波探伤用试块 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
第一临界角 当在第二介质中的折射纵波角等于 90度时称这时的纵波入射角为第一 临界角α I。这时在第二介质中已没 有纵波,只有横波。焊缝探伤用的横 波就是,经过界面波型转换得到的。
第二临界角 当纵波入射角继续增大时,在第二 介质中的横波折射角也增大,当βS达 90度时,第二介质中没有超声波, 超声波都在表面,为表面波。
波传播方向
空气
固体介质
表面波
横波
板波
南京钢铁股份有限公司研究院 Institute of Nanjing Iron & Steel Co., Ltd.
超声波声速 文档仅供参考,不能作为科学依据,请勿模仿;如有不当之处,请联系网站或本人删除。
材料 钢 水 有机玻璃 铝 铜
纵波声速(m/s) 5900 1400 2720 6260 4700
特种焊接技术超声波焊PPT学习教案

2.铜及铜合金的焊接
铜及铜合金的焊接性好,焊前需要对表面进行清洗,去除油污,焊接参数和设备选择与铝合金相似。
第48页/共62页
3.钛及钛合金的焊接
钛及钛合金具有很好的焊接性,焊接参数选择范围比较宽。焊点经显微组织分析发现,有时产生α→β的相变,也有未经相变的焊点组织,但均能获得满意的接头强度。
第44页/共62页
6.3.1 同种材料的超声波焊
一、同种金属材料的焊接 二、塑料的超声波焊
第45页/共62页
一、同种金属材料的焊接
1.铝及铝合金的焊接 2.铜及铜合金的焊接 3.钛及钛合金的焊接 4.高熔点材料的焊接
第46页/共62页
1.铝及铝合金的焊接
铝及铝合金是应用超声波焊最多,也是最能显示出这种焊接方法优越性的材料。 对于较低强度的铝合金,超声波点焊和电阻点焊或缝焊的接头强度大致相同。 超声波焊接铝及铝合金的表面准备要求比其他任何一种焊接方法都低。正常情况下,铝的表面一般进行脱脂处理。
第49页/共62页
4.高熔点材料的焊接
对于金属钼、钨等高熔点的材料,由于超声波焊可避免接头区的加热脆化现象,从而可获得高强度的焊点质量。 高硬度金属材料之间的超声波焊接、或焊接性较差的金属材料之间的焊接,可通过添加中间过渡层的方法实现超声波焊接。 对于多层金属结构,也可以采用超声波焊。
第50页/共62页
会计学
1
特种焊接技术超声波焊
6.1 超声波焊概述
6.1.1 超声波焊基本原理6.1.2 超声波焊的种类6.1.3 超声波的特点及应用
第2页/共62页
6.1.1 超声波焊基本原理
一、基本原理 二、接头形成过程
第3页/共62页
第9章焊缝UT无损检测超声波II级ppt课件
分贝曲线
线
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
表19 距离-波幅曲线的灵敏度
试块型式 CSK-ⅡA
CSK-ⅢA
板厚,mm
6~46 >46~120
8~15 >15~46 >46~120
评定线
φ2×40-18dB φ2×40-14dB φ1×6-12dB φ1×6-9dB φ1×6-6dB
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
C级检测: 焊缝余高磨平,扫查区需直探头扫查 T=8~46mm, 2种K值单面检测(K1) T>46~400mm,2种K值双面检测, 需要进行横向缺陷检测
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
两种K值探头采用直射波法在焊接接头的双面双
侧进行检测。两种探头的折射角相差应不小于 10°。
在日常生活中,随处都可以看到浪费 粮食的 现象。 也许你 并未意 识到自 己在浪 费,也 许你认 为浪费 这一点 点算不 了什么
d) 应进行横向缺陷的检测。检测时,可在焊接接 头两侧边缘使探头与焊接接头中心线成10°~ 20°作两个方向的斜平行扫查,见图12。如焊接 接头余高磨平,探头应在焊接接头及热影响区上 作两个方向的平行扫查。
dB
60
III
50
II
40
I
30
20
dB 2.5PK2
60
50
III
RL
II
超声波焊接技术PPT课件.ppt

焊头接触
耦合面
太小
正确
不正确
焊头接触
增加法兰以便焊头 直接位于焊接区域 上
超声波模具設計和应用对焊接效 果産生什庅作用
?
• 換能器 • 調幅器 • 焊头 • 底座
模具技术
压电陶瓷
H H
通电前
通电后
标准振幅
可能损坏的原因
✓ 横向振动 ✓过热 ✓撞击 ✓焊头频率相差大 ✓不適當調幅器
什么是调幅器 ?
剪切接口的局限
需要紧密公差 需要刚性侧壁支撑 零件尺寸 不规则外形
塑膠件焊接線設計外,還需要考 慮其它因素吗
?
其它设计考虑因素
尖角 孔洞和弯曲 附加物 振动膜 焊头接触
尖角
避免
推荐
孔洞和弯曲
焊头
空洞
潜在的焊接盲区
半结晶型树脂
无定型树 脂
附加物
焊头
潜在的裂纹点
附加物
振动膜
焊接时间改小 振幅加大或减小 Amplitude ProfilingTM 焊头中心柱塞 内壁加厚 内部支撑筋
调幅器是铝合金或钛合金材料制成的一 个半波长共振部分。它安置于换能器和焊头 之间,调节传递至焊头的振动幅度。
调幅器的增益
1:0.6
1:1
1:1.5
1:2.0
1:2.5
1:0.6
1:1
1:1.5
1:2.0
能量 = 功率 X 时间
功率因素
力
X
速率
力可以改变
速率因素
压强
下降速率
频率 X 振幅
负 载
黑色 银色
压力
金色
无调幅 器
如何选择调幅器
• 可咨询本公司应用部 • 超声焊头有其相应的调幅器增益极限 • 工件塑膠特性,面積大少,形狀------振幅 • 应用之種類---铆焊,点焊,嵌插焊等
《超声波焊接工艺》课件

超声波频率:影响焊接 效果,需选择合适的频
率
焊接时间:影响焊接效 果,需控制焊接时间
焊接温度:影响焊接效 果,需控制焊接温度
环境因素:影响焊接效 果,需控制环境因素
焊接设备:影响焊接效 果,需选择高质量的设
备
07
超声波焊接技术的发展趋势与展望
超声波焊接技术的国内外研究现状
国内研究现状:超声波焊 接技术在国内得到了广泛 应用,主要集中在汽车、 电子、医疗等领域。
超声波发生器:产生高频超 声波
工件:需要焊接的工件
冷却系统:冷却焊头和工件, 防止过热损坏
控制系统:控制超声波发生 器、换能器、焊头等部件的
工作状态
超声波焊接设备的分类
按照功率分类:大功率、中功率、小功率 按照频率分类:低频、中频、高频 按照结构分类:单头、双头、多头 按照用途分类:通用型、专用型、特殊型
培训与教育:对操作人员 进行培训,提高焊接质量 意识和技能水平
超声波焊接质量影响因素及改进措施
超声波功率:影响焊接 强度,需调整至最佳功
率
焊接压力:影响焊接质 量,需调整至最佳压力
焊接材料:影响焊接效 果,需选择合适的材料
操作人员技能:影响焊 接质量,需提高操作人
员技能
质量检测方法:影响焊 接质量,需选择合适的
汇报人:PPT
超声波焊接的应用范围
电子行业:如电路板、电子元器件 等
汽车行业:如汽车零部件、内饰件 等
医疗行业:如医疗器械、医疗耗材 等
食品行业:如食品包装、食品容器 等
航空航天:如航天器零部件、航空 器零部件等
纺织行业:如纺织品、服装等
03
超声波焊接设备
超声波焊接设备的组成
超声波焊点检测原理ppt课件

焊点质量 (无中间波)
过烧 合格 溶深不足 溶深不足 虚焊
焊点质量 (有中间波)
过烧 焊点过小 焊点过小 虚焊 虚焊
溶 深
虚 不 焊 够 虚 焊 虚 焊
过 烧
该示意图中,蓝色为底波, 红色为中间波。
该数值乘2为 波形距离
2、焊点质量评估新参考依据
由于设备辅助评估(设备自动评估)仅仅是一个辅助评估的方法,其评估的正确率不高,目前 使用该设备的厂家基本上都不使用设备辅助评估进行评判,而是制定企业自身检验标准进行判 断;在我公司验证时也发现,设备辅助评估的正确率也只能达到81.8%,无法满足使用要求, 需要进行试验分析得出正确率高的判断标准。 我公司经过66组不同规格不同焊点质量状态的焊点试验分析,总结出以下检测参考标准 (该标准已经经过验证,正确率为100%): a、底波数大于小于或等于8个。 b、两底波间中间波数量最大为1个。 c 、波行距离小于32.8mm。 d 、三层板测量被测焊点所在板厚大于任意两板板厚之和。 同时满足a、b、c、d(仅对三层板) 条件的被测焊点为合格焊点。
谢谢!
a1a2a3b1 Nhomakorabeab2
b3
2、焊点质量辅助评估原理(设备自动评估)
计算回波在焊点内所能飞行的长度距离,以此距离来评估焊点质量。(自动计算、评估)
飞行距离 (mm)
0.1-10.5 10.5-32.8 32.8-40 40-60 过 烧 合 格 溶 深 焊 核 过 小 不 够 焊 核 过 小 60-100
二、检测设备组成简介
超声波探伤机电子 组/ PC数字卡
便携式计算机 (检测用户界面)
超声波探头
被测工件
遥控盒及附件
三、超声波焊点检测原理
超声探伤检测实验.ppt
5. 扫描
2024/10/10
(1)扫查方式:全面扫查和局部扫查两种 方式;
(2)扫查速度:扫查速度应当适当,在目 视观察时应能保证缺陷回波被有把握地 看清,在自动记录时,则要保证记录装 置能有明确的记录。
(3)扫查间距:扫查间距通常根据探头的 最小声束宽度,保证两次扫查之间有一 定比例的覆盖。
2.工件底波调节法
利用工件底波调节灵敏度是根据工件底波与同深度(或不同深度)的 特定人工缺陷回波高度的分贝差为定值,由以下公式推出,
X-探测面据底面距离; Φ-要求检测的最小平底孔当量尺寸。 检测时将探头对准工件底面,仪器保留足够的衰减余量,一般 ( Δ+5~10dB),调节增益使底波最高达50%(或80%)基准高,然后用“ 衰减器”增益ΔdB(即衰减量减少ΔdB),这时探伤灵敏度就调好了。
“扫描水平和垂直位置”旋钮,并使起始 波的前沿对准标准尺零点;
17
2024/10/10
(4)清理试件表面,涂上耦合剂; (5)调节“深度”旋钮,把“微调”控制
旋钮调到零位;把“粗调”控制旋钮调 到和试件厚度范围相当的档数;适当调 节“微调”旋钮,以便测读荧光屏上底 (6)用标波的位置;准试块校验仪器的时
常用的灵敏度调节方法有1.试块调节法 2.工件底波 调节法
12
(2)检测灵敏度的调整
2024/10/10
1.试块调节法
如探伤厚度为200mm锻件,探伤灵敏度200/ Φ 2.灵敏度调节方法先加工 一块材质、声程与工件相同的Φ2的平底孔试块,将探头对准试块上的 Φ 2平底孔。调节仪器使Φ 2的最高回波达50%(或80%)基准高即可。 若试块与工件耦合不好,还应考虑耦合补偿。
6
2024/10/10
焊缝超声波探伤应用PPT课件
探头的移动方式
• 焊缝探伤中探头移动的基本方式有左右移动、前后移动、定点转动。但是在实际的探伤过程中,以上几种 方式结合适用,就成为锯齿形扫查。初次之外,为检测横向缺陷,还有斜平行扫查、和在焊缝上代TUD系列全数字智能超声波探伤仪
斜 探 头
存储
第26页/共32页
五、数据处理 1) 现场探伤完毕后,回到试验室可将探伤结果记录整理打印,以提供完整、真实、权威的探伤报告。 第27页/共32页
2)检验结果的等级分类
焊缝超声检验结果分为四级: 1)最大反射波幅不超过评定线的缺陷,均评
为Ⅰ级。 2)最大反射波幅超过评定线的缺陷,检验者
判定为裂纹等危害性缺陷时,无论其波幅和尺寸如 何,均评为Ⅳ级。
第14页/共32页
(二) 、探伤实践简介 • 探伤条件和要求如下: • 工件:20mm的45#平板对接焊缝 • 探头:2.5M13×13K2,单晶斜探头 • 试块:CSK-IA,CSK-IIIA • 定位要求: • 声 程 标 度:垂直 • 基准反射体度量:深度 • DAC法 • DAC点数: 3(10、20、30) • 测长线移量:-9 dB • 定量线移量:-3 dB • 判废线移量: 5 dB
第19页/共32页
图2
第20页/共32页
九).做DAC曲线
• (1)使用CSK-IIIA试块,移动探头,使来自某一深度(此深度应为待测各点中深度最浅的一点)的最高回波 为80%(此时要调节增益)。 选4个孔,深度分别是10mm,20mm,30mm,40mm的小孔。
第21页/共32页
• 按 DAC D标A定C 键,开始制作的 DAC曲线。移动斜探头找到 10mm孔最高回波,
件采用大K值,以便避免近场区探伤,提高定 位定量精度;厚工件采用小K值,以便缩短声 程,减小衰减,提高探伤灵敏度。同时还可 减少打磨宽度。在条件允许的情况下,应尽 量采用大K值探头。 • 探头K值常因工件中的声速变化和探头的磨损 而产生变化,所以探伤前必须在试块上实测K 值,并在以后的探伤中经常校验。
焊缝超声波检测工艺卡
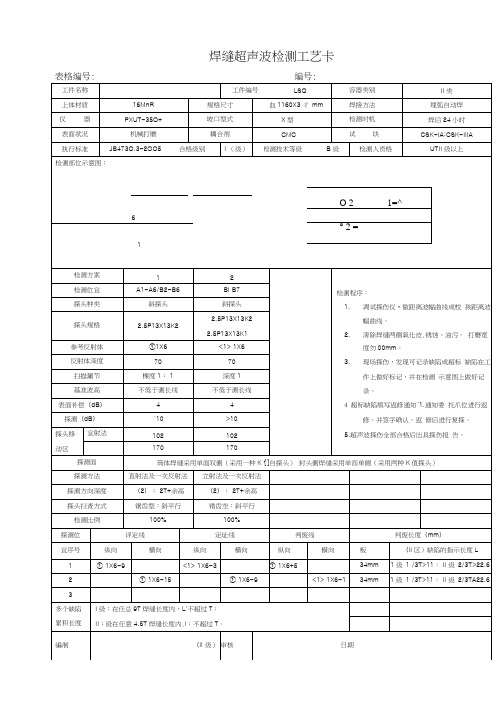
(II级)
审核
LSQ
容器类别
II类
血1160X3彳mm
焊接方法
埋弧自动焊
X型
检测时机
焊后24小时
CMC
试块
CSK-IA:CSK-IIIA
测技术等级B级
检测人资格
UTII级以上
O21=^
° 2 =
检测程序:
1.凋试探伤仪•做距离波幅曲线或校 孩距离波幅曲线。
2.淸除焊缝两侧氧化皮.锈蚀、油污。 打磨宽度勿00mm。
立射法及一次反射法
探测方向深度
(2);2T+余高
(2):2T+余高
探头扫查方式
锯齿型:斜平行
错齿空:斜平行
检测比例
100%
100%
探测位
评定线
定址线
宜序号
纵向
横向
纵向
横向
1
①1X6-9
<1>1X6-3
2
①1X6-15
①1X6-9
3
多个缺陷
累积长度
I级:在任总9T焊缝长度内,L'不超过T:
II:级在任意4.5T焊缝长度内.I:不超过T。
2.5P13X13K2
2.5P13X13K1
参考反射体
①1X6
<1>1X6
反射体深度
70
70
扫描涮节
棵度1: 1
深度1
基准波高
不低于测长线
不低于测长线
表面补偿(dB)
4
4
探测(dB)
^10
>10
探头移
动区
宜射法
102
102
170
170
钢焊缝的超声波检测(共23张PPT)

目录Contents
19 焊缝超声波检测的质量评级
20 对接焊缝超声波检测真伪缺陷回波的识别
21 报告的签发、缺陷返修、报告管理
一、关于焊缝的有关知识
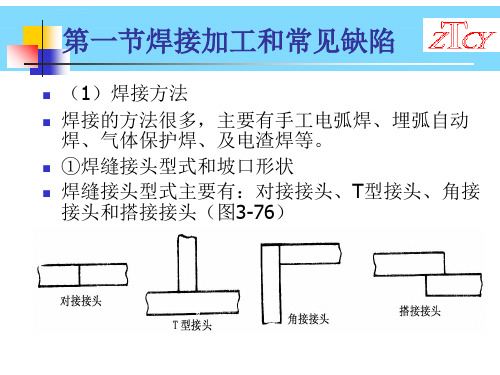
• 为使检测者对被检焊缝有个基本的了解,以下把焊接工艺 中有关的焊接方法、焊接型式、坡口型式以及焊缝中可能
产生的各种缺陷作一简介: 主要有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等。
9 距离-波幅曲线的绘制 10 检测面
11 波程位置的准确标记 12 距离-波幅曲线灵敏度的调整
目录Contents
13 对接焊缝的超声波检测 14 管座角焊缝、角钢和T型焊缝横、纵波UT 15 分割式探头在焊缝检测中的试验 16 对接焊缝横波检测的定量
17 焊缝横波超声波检测缺陷形状的推断 18 焊缝 超声波检测记录和等级分类
3
ThemeGallery is a Design Digital Content & Contents mall developed by Guild Design Inc.
Diagram
2001
2002
2003
2004
Progress Diagram
Phase 1
Phase 2
Phase 3
Diagram
Text
Text Text Text
Add Your Title Text
•Text 1
•Text 2
•Text 3
•Text 4 •Text 5
Text
Diagram
Text
Text
Text
Concept
Text
Text
Text
Add Your Text
钢焊缝--超声波探伤培训
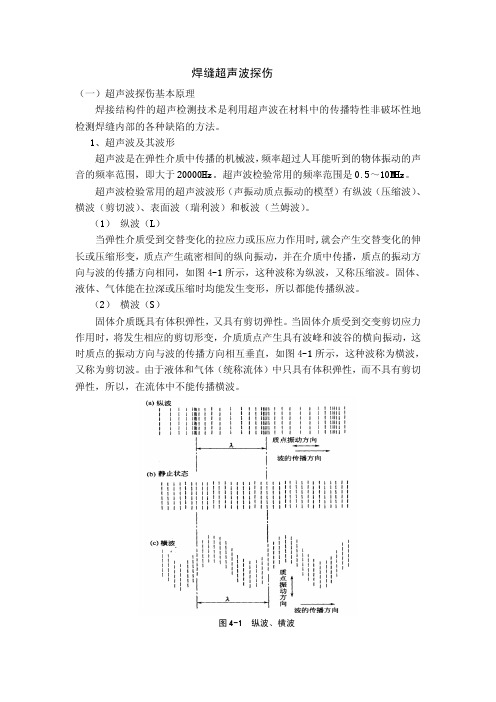
焊缝超声波探伤(一)超声波探伤基本原理焊接结构件的超声检测技术是利用超声波在材料中的传播特性非破坏性地检测焊缝内部的各种缺陷的方法。
1、超声波及其波形超声波是在弹性介质中传播的机械波,频率超过人耳能听到的物体振动的声音的频率范围,即大于20000Hz。
超声波检验常用的频率范围是0.5~10MHz。
超声波检验常用的超声波波形(声振动质点振动的模型)有纵波(压缩波)、横波(剪切波)、表面波(瑞利波)和板波(兰姆波)。
(1) 纵波(L)当弹性介质受到交替变化的拉应力或压应力作用时,就会产生交替变化的伸长或压缩形变,质点产生疏密相间的纵向振动,并在介质中传播,质点的振动方向与波的传播方向相同,如图4-1所示,这种波称为纵波,又称压缩波。
固体、液体、气体能在拉深或压缩时均能发生变形,所以都能传播纵波。
(2) 横波(S)固体介质既具有体积弹性,又具有剪切弹性。
当固体介质受到交变剪切应力作用时,将发生相应的剪切形变,介质质点产生具有波峰和波谷的横向振动,这时质点的振动方向与波的传播方向相互垂直,如图4-1所示,这种波称为横波,又称为剪切波。
由于液体和气体(统称流体)中只具有体积弹性,而不具有剪切弹性,所以,在流体中不能传播横波。
图4-1 纵波、横波(3) 表面波(R)当固体介质表面受到交替变化的表面张力作用时,质点在介质表面的平衡位置附近作椭圆轨迹的振动,这种振动又作用与相邻的质点而在介质表面传播,这种波称为表面波,又称为瑞利波,如图4-2所示。
表面波可以看作是一种特殊的“横波”,仅限于材料的表面传播,表面波的能量随传播深度的增加而迅速减弱,当传播深度超过两个波长的深度时,表面波的能量已经很小了,故表面波只能发现距工作表面2倍波长深度的缺陷。
图4-2 表面波(4) 板波板波是在薄板状固体(含细棒材等)中传播的超声波,声波的波动情况较为复杂,它包含有纵波和横波的分量。
在板波的传播中,按板中振动波节的形式分为对称型(S型)和非对称型(A型)两种。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-001 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段底板、腹板、顶板检测比例20% 接头/焊缝形式对接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式V检测标准GB 11345-1989 厚度(mm) 16、18、2024焊接方法FCAW+SAWFCAW+GMAW仪器型号/编号PXUT-300C/R61200合格级别BⅠ检测时机焊后24h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理符合检测要求检测对象纵向缺陷横向缺陷检测位置1,2 1,2探头 2.5P13×13K2.5 2.5P13×13K2.5扫查线调节深度60mm 深度60mm耦合补偿4dB 4dB参考反射体Ф3×40 Ф3×40评定线DAC-16dB DAC-22dB定量线DAC-10dB DAC-16dB判废线DAC-4dBDAC-10dB焊缝检测示意图港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-002 检测单位:中国船级社实业公司焊缝超声波检测工艺卡焊缝检测示意图备注:在热影响区,作两个方向的斜平行扫查,检测横向缺陷。
编制: (资格:UT 级) 审核: (资格:UT 级)日期:年月日日期:年月日港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-003 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段底板检测比例20% 接头/焊缝形式对接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式K 检测标准GB 11345-1989 厚度(mm) 28 焊接方法FCAW仪器型号/编号PXUT-300C/R61200合格级别BⅡ检测时机焊后24h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理符合检测要求检测对象纵向缺陷横向缺陷检测位置1,2 1,2探头 2.5P13×13K2 2.5P13×13K2扫查线调节深度80mm 深度80mm耦合补偿4dB 4dB参考反射体Ф3×40 Ф3×40评定线DAC-16dB DAC-22dB定量线DAC-10dB DAC-16dB判废线DAC-4dB DAC-10dB焊缝检测示意图备注:在热影响区,作两个方向的斜平行扫查,检测横向缺陷。
编制: (资格:UT 级) 审核: (资格:UT 级)日期:年月日日期:年月日港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-004 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段底板检测比例20% 接头/焊缝形式对接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式K 检测标准GB 11345-1989 厚度(mm) 20 焊接方法FCAW仪器型号/编号PXUT-300C/R61200合格级别BⅡ检测时机焊后24h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理符合检测要求检测对象纵向缺陷横向缺陷检测位置1,2 1,2探头 2.5P13×13K2.5 2.5P13×13K2.5扫查线调节深度60mm 深度60mm耦合补偿4dB 4dB参考反射体Ф3×40 Ф3×40评定线DAC-16dB DAC-22dB定量线DAC-10dB DAC-16dB判废线DAC-4dB DAC-10dB焊缝检测示意图备注:在热影响区,作两个方向的斜平行扫查,检测横向缺陷。
编制: (资格:UT 级) 审核: (资格:UT 级) 日期:年月日日期:年月日港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-005 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段底板、顶板检测比例20% 接头/焊缝形式对接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式V检测标准TB 10212-2009 厚度(mm) 32、3640、44焊接方法FCAW+SAWFCAW+GMAW仪器型号/编号PXUT-300C/R61200合格级别CⅠ检测时机焊后48h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理余高磨平检测对象纵向缺陷横向缺陷分层等性质缺陷检测位置1,2 1,2,3 1,2探头 2.5P13×13 K2 2.5P13×13 K1、K2 2.5PΦ20 扫查线调节深度130mm 深度130mm 声程1:1耦合补偿4dB 4dB 0参考反射体Ф3×40 Ф3×40 大平底评定线DAC-20dB DAC-26dB将无缺陷处第二次底波调节为荧光屏满刻度的100% 定量线DAC-14dB DAC-20dB判废线DAC-6dB DAC-12dB焊缝检测示意图备注:(1)斜探头扫查声束通过的母材区域应先用直探头检查,以便探测是否有影响斜角探伤结果解释的分层性或其他种类缺陷存在。
缺陷信号幅度超过荧光屏满屏20%的部位,应作记录。
(2)焊缝余高磨平,同时用K1、K2在焊缝及热影响区分别作两个方向的平行扫查检测横向缺陷,并将各线灵敏度均提高6dB。
编制: (资格:UT 级) 审核: (资格:UT 级) 日期:年月日日期:年月日港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-006 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段顶板检测比例20% 接头/焊缝形式对接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式V检测标准TB 10212-2009 厚度(mm) 48 焊接方法FCAW+GMAWFCAW仪器型号/编号PXUT-300C/R61200合格级别CⅠ检测时机焊后48h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理余高磨平检测对象纵向缺陷横向缺陷分层等性质缺陷检测位置1,2 1,2,3 1,2探头 2.5P13×13K1、 K2 2.5P13×13 K1、K2 2.5PΦ20 扫查线调节深度130mm 深度130mm 声程1:1耦合补偿4dB 4dB 0参考反射体Ф3×40 Ф3×40 大平底评定线DAC-16dB DAC-22dB将无缺陷处第二次底波调节为荧光屏满刻度的100% 定量线DAC-10dB DAC-16dB判废线DAC-2dB DAC-8dB焊缝检测示意图备注:(1)斜探头扫查声束通过的母材区域应先用直探头检查,以便探测是否有影响斜角探伤结果解释的分层性或其他种类缺陷存在。
缺陷信号幅度超过荧光屏满屏20%的部位,应作记录。
(2)焊缝余高磨平,同时用K1、K2在焊缝及热影响区分别作两个方向的平行扫查检测横向缺陷,并将各线灵敏度均提高6dB。
编制: (资格:UT 级) 审核: (资格:UT 级) 日期:年月日日期:年月日港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-007 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段腹板与底板检测比例20% 接头/焊缝形式T接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式V检测标准GB11345-1989 厚度(mm) 18、2024、28焊接方法FCAW仪器型号/编号PXUT-300C/R61200合格级别BⅠ检测时机焊后24h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理符合检测要求检测对象纵向缺陷未焊透及层状撕裂横向缺陷检测位置1,2 3 1探头 2.5P13×13K2.5 2.5P13×13K1 2.5P13×13K2.5扫查线调节深度80mm 深度130mm 深度80mm耦合补偿4dB 4dB 4dB参考反射体Ф3×40 Ф3×40 Ф3×40评定线DAC-16dB DAC-16dB DAC-22dB定量线DAC-10dB DAC-10dB DAC-16dB判废线DAC-4dB DAC-4dB DAC-10dB焊缝检测示意图备注:在热影响区,作两个方向的斜平行扫查,检测横向缺陷。
编制: (资格:UT 级) 审核: (资格:UT 级) 日期:年月日日期:年月日港珠澳大桥主体工程桥梁工程工程名称:港珠澳大桥主体工程桥梁工程中铁宝桥集团股份有限公司监理单位:西安方舟工程咨询有限责任公司联合体施工单位:上海振华重工(集团)股份有限公司合同号:SB04 编号:CB05-UTGY-008 检测单位:中国船级社实业公司焊缝超声波检测工艺卡部件名称大节段腹板与顶板检测比例20% 接头/焊缝形式T接/对接验收标准HZMB/BR/CQS/1 材质Q345qD 坡口形式V检测标准TB 10212-2009 厚度(mm) 18、2024、28焊接方法FCAW仪器型号/编号PXUT-300C/R61200合格级别AⅡ检测时机焊后24h试块型号CSK-ZB,RB-2 耦合剂化学浆糊表面处理符合检测要求检测对象纵向缺陷热影响区裂纹层状撕裂缺陷检测位置 1 1 2 探头 2.5P13×13K2.5 2.5P13×13K1 2.5P13×13K1扫查线调节深度80mm 深度130mm 深度130mm 耦合补偿4dB 4dB 4dB参考反射体Ф3×40 Ф3×40 Ф3×40 评定线DAC-16dB DAC-16dB DAC-16dB定量线DAC-10dB DAC-10dB DAC-10dB判废线DAC-4dB DAC-4dB DAC-4dB焊缝检测示意图备注:根部允许4mm未熔。