刀闸阀技术说明(第二版)
刀闸阀说明书

1、 打开阀门检查阀门密封面是否有颗粒或杂质。
阀体密封 2、 检查密封圈是否完好,若密封圈出现划痕或者有不完整
面泄漏
的现象应尽快更换密封圈。
3、 检查密封是否划伤,若有返回厂家更换。
阀门与管道 1、 检查密封面胶垫,看其是否有破损的情况,如若破损尽
的接触面漏 快更换密封面胶垫。
水 2、 均匀拧紧管法兰两头螺栓
3
http://www.wxbcit.com 0510-87890991 402798973@qq.com
要求是否相同。 5.1.2 阀门在管道安装时要对应介质流向合理安装阀门,操作部位要安放在 便于阀门起闭操作与布线的位置。 5.1.3安装使用前必须对阀门进行综合性能检查,阀门的密封圈和传动部位, 气动、电动装置的行程控制机构及开度(位置)指示机构等,都必须逐项地 进行检查。 5.1.3.1 阀门内腔和密封面不允许有污物附着。 5.1.3.2 检查各连接螺栓是否均匀拧紧。 5.1.3.3 阀门应清洗干净并在各转动部位加注润滑油(脂) 5.1.3.4 阀门的气动、电动装置的综合性能检查必须在阀门启闭无卡阻的情 况下进行。 5.2 调试使用时注意事项 5.2.1电动阀门的电缆接地芯线必须安全可靠地接入内接地螺钉。 5.2.2 检查填料是否均匀压紧并密封,但又不得过紧防碍闸板升降。 5.2.3 在使用过程中如发现电机过热或运转不正常、控制机构失灵 5.2.4 液压油(46 号)半年更换一次。 5.2.5 在正常开启关闭的情况下,盘根一年更换一次。
电液刀闸阀
使 用 说 明 书
无锡市博柯英腾机电设备有限公司
http://www.wxbcit.com 0510-87890991 402798973@qq.com
RAYDO SKGV 11系列 全衬聚氨酯刀闸阀 使用手册说明书
RAYDO SKGV 11系列全衬聚氨酯刀闸阀使用手册浙江瑞得机械有限公司地址:浙江省温州市永嘉县宣达工业园电话:*************浙江瑞得机械有限公司地址:浙江省温州市永嘉县宣达工业园电话:*************安装阀门到管线上时特别注意事项:安装阀门时应使阀门处于关闭位置;安装前,将阀门、配管法兰、法兰密封预装好; 将阀门垂直吊起至安装位置; 法兰与管道使用点焊连接; 将阀门移走,完成焊接;冷却后再将阀门与配管法兰连接好;切勿将阀门装于配管法兰与管道直接焊接,法兰过热将导致聚氨酯损毁。
•一、安装指南1.1 安装前检查阀门铭牌,不要将阀门安装在超出阀门铭牌温度和额定压力的场所。
1.2 尽可能将阀门垂直地面安装,横装、斜装不利于阀门排渣和启闭。
1.3 阀门按照正确的流体方向安装,参见阀体侧向承压方向箭头。
做止回功能的阀门,应按介质回流方向安装。
1.4 与阀门连接的管线必须正确对中并有适当地支撑。
管线法兰的不对中可能导致阀体或法兰连接处的泄漏。
1.5 配管法兰应该是平面型的,以和聚氨酯阀衬上的密封环完全贴合。
推荐首选带颈对焊或承插焊平面型法兰。
在阀门的两侧都要求有法兰。
请勿使用平焊法兰。
软性法兰面伸缩节不得直接连接阀体,否则会造成内衬受挤压变形并咬死阀板,导致阀门无法动作。
• 1.6 在阀腔部位的螺纹孔要求特别注意并确保螺栓的正确长度。
超过允许的最大穿透深度将戳破阀体和阀衬导致阀门不能动作。
1.8 法兰螺栓按照交叉的顺序错开至少三个孔依次拧紧。
如果开车后法兰漏泄,用稍微大的力再拧紧法兰螺栓。
1.9 如果使用衬胶法兰或者凸面法兰,过大的法兰力矩可能导致阀门不能动作。
1.10 如果在阀板密封处出现漏泄,均匀地拧紧压盖密封螺栓, 力量应该刚刚能阻止泄漏为好。
过紧将可能导致阀门不能正常工作。
1.11 当阀门以水平与地面方向安装时,要确保执行机构有合适的支撑,保证执行器和阀门的对中性。
没有支撑可能由于没有正确对中而导致执行器或阀门故障。
PZ73H手动刀型闸阀
首页>>产品中心>>PZ73H手动刀型闸阀一、产品[刀型闸阀]的详细资料:产品型号:PZ73产品名称:刀型闸阀二、主要性能规范:公称压力(MPa) 壳体试验(MPa) 密封试验(MPa) 工作温度适用介质1.0 1.6 1.52.41.11.8≤100℃≤100℃纸浆、污水、煤浆、灰、渣水混和物三、主要零部件材质:四、PZ73H手动刀型闸阀主要外形及连接尺寸(mm):订货须知:一、①PZ73H手动刀型闸阀产品名称与型号②PZ73H手动刀型闸阀口径③PZ73H手动刀型闸阀是否带附件二、若已经由设计单位选定公司的PZ73H手动刀型闸阀型号,请按PZ73H手动刀型闸阀型号三、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,相关产品:PZ643气动对夹式刀型闸阀刀型闸阀气动穿透式刀闸阀PZ973电动刀型闸阀PZ573伞齿轮刀型闸阀液动刀型闸阀PZ673X型气动浆液阀PZL43链轮式浆液阀PZ773H电动液动阀PZ973电动刀闸阀伞齿轮对夹式闸阀Z73X纸浆浆液阀Z473X链轮式浆液阀伞齿轮浆液阀气动插板阀不锈钢刀型闸阀<<阀门采购流程及注意事项>>:1、询价应当找专业符合阀门产品的厂家,尽量找有实力的品牌或合作过的厂家,避免技术不成熟、价格昂贵、质量不过关、货期时间长。
2、提供准确详细的产品询价内容,最好提供设计院的图纸或相关资料。
3、寻找两到三家企业报价最为对比,并了解是否符合产品相关要求。
4、跟厂家确认质量达标问题、增值税发票问题、运费问题、包装方式问题、货期问题。
5、将准确的询价单及图纸提交给专业技术人员进行确认。
6、采购前先检查供应商的资质、产品检验报告、相关案例等。
7、下单时检查合同内的事项是否有跟变及是否符合要求,避免照成后续一些不必要的问题出现。
8、收到阀门后注意检查是否有合格书、标牌、质保书、检验报告、保修卡、产品说明书。
02闸阀技术规格书

技术规格书1范围 (3)2术语和定义 (3)3项目总体要求 (3)4规范性引用文件 (3)5供货范围及界面 (5)6输送介质物性及气象资料 (5)7技术要求及结构 (7)8材料 (8)9检验和测试 (9)10备品、备件及专用工具 (10)11铭牌 (10)12涂层、包装和运输 (11)13提交文件 (12)14技术服务 (13)15验收 (13)16售后服务 (14)17保证和担保 (14)范围本技术条件规定了用于井区天然气地面集输工程的闸阀在设计、制造、材料、测试、检验、运输和验收等方面的最低要求。
2术语和定义本技术条件用到的名词定义如下:业主:项目投资人或其委托的管理方。
设计:承担项目工程设计任务的设计公司或组织。
供货商:是指按照本技术条件的要求为业主设计、制造、提供成套设备/材料的公司或厂家;技术规格书:业主和设计提供的完整的技术规定,包括技术要求、数据单、技术评分表;技术条件:各工程项目通用并统一的技术要求;数据单:是指根据各工程项目实际情况,填入的用于订货的参数;技术评分表:技术评分表是招标投标过程中通用的技术组评分标准;质保期:是指供货商承诺的对所供产品因质量问题而出现故障时提供免费维修及保养的时间段。
3项目总体要求3.1质量承诺供货商应对所供闸阀及其配件产品的设计、制造、供货、检查和试运负有全部责任,保证所提供闸阀及其配件产品满足国家和行业有关标准和规范以及技术条件的要求。
闸阀及其配件产品有选用的材料和零件应该是全新的、高质量的,不存在任何影响到性能的缺陷。
业主使用时发生性能不合格等质量问题和运输中出现问题,供货商要赔偿由此带来的所有损失和费用。
要求供货商对上述情况做出保证。
在业主选用设备适当和遵守保管及使用规程的条件下,在质保期内闸阀及其配件产品因供货商设计、制造质量而发生损坏和不能正常工作时,供货商应该免费为业主更换或者修理,造成业主人身和财产损失的,供货商应对其予以赔偿。
供货商应从系统长周期运行的角度来统筹设计、选择、制造和供应,以及提供售后服务和技术支持,应利用目前最适当的技术确保闸阀的安全可靠运行。
dn250气动刀型闸阀参数

dn250气动刀型闸阀参数
(实用版)
目录
1.DN250 气动刀型闸阀的概述
2.DN250 气动刀型闸阀的结构特点
3.DN250 气动刀型闸阀的适用范围
4.DN250 气动刀型闸阀的安装与维护
正文
一、DN250 气动刀型闸阀的概述
DN250 气动刀型闸阀是一种采用气动执行器控制的阀门,具有结构简单、操作方便、密封性能好等特点。
该阀门主要用于造纸行业、化工、煤炭、污水、制糖等行业,可以实现流体的开启和关闭。
二、DN250 气动刀型闸阀的结构特点
1.刀形浆闸阀按照口径不同制成暗杆和明杆两种形式,暗杆 DN50~900mm,明杆 DN50—900mm。
2.全圆形的直流通道设计不存渣、不卡阻,刀板底端加工成刀刃,可以有效防止阀门卡阻。
3.采用气动执行器控制,可以实现远距离操作,方便实用。
三、DN250 气动刀型闸阀的适用范围
DN250 气动刀型闸阀适用于各种工业流体介质,如污水、化工、煤炭、造纸、制糖等行业,可以满足这些行业的流体控制需求。
四、DN250 气动刀型闸阀的安装与维护
1.安装时,应将阀门安装在管道的合适位置,并确保阀门与管道的连接牢固。
2.在使用过程中,应定期检查阀门的密封性能,如有泄漏,应及时更换密封件。
3.维护时,应定期清洗阀门,清除阀门内部的杂物,以保证阀门的正常使用。
综上所述,DN250 气动刀型闸阀具有结构简单、操作方便、密封性能好等特点,广泛应用于各种工业流体介质的控制。
刀闸阀说明书
刀型闸门一、用途本厂所生产的系列刀型闸阀均采用美国DEZURIK设计,德国ERHARD、ERU技术生产制造,是目前国内同行业较先进的替代进口产品,广泛应用于污水处理、化学工业、采煤业、造纸业、制糖业等。
二、性能特点1.可提升的闸板密封面,可刮除密封面上的粘着物,自动清除杂物;2.不锈钢闸板可防止腐蚀引起的密封汇漏;3.短结构长度,可节省原料、安装空间、也有效支持管道强度;4.科学的上密封填料函设计,使上密封安全有效,经久耐用;5.三角形的支架节省原材料,保证需要的力学性能;6.阀体上的导向块使闸板向前运动,挤压块保证闸板有效密封;7.阀体加强筋设计提高阀体强度;8.不锈钢阀杆经久耐用,双头螺使益的启闭更为迅速;9.可任意先用驱动机构;三、工作原理1.刀型闸阀使用介质:水、煤油或粘度不大于水的其他适宜液体;2.密封副是金属密封的刀型闸阀,对有密封性能要求的,密封试验的汇泄漏时1×DNmm3/S计算,没有密封性能要求的不做此项试验。
壳体试验和其他要求仍按G13/T13927的规定(密封试压详见JB/T8691-1998标准)。
3.刀型闸阀是单向密封在阀体侧有介质流向箭头,在静压或低压的情况下,允许泄漏,泄漏量按1×DNmm3/S计算。
四、安装和使用1.安装前须检查阀门腔内和密封面等部位,不允许有污物或砂粒附着;2.各联接部位螺栓,要求均匀拧紧;3.检查填料部位要求压紧,既保证填料的密封性,又要保证插板开启灵活;4.用户在安装阀门前必须校对阀门型号、连接尺寸及注意介质注射,保证与阀门要求一致性;5.用户在安装阀门时,必须弥留阀门驱动的必要空间;6.驱动装置的接线须按线路图进行;7.不得随意碰撞及挤压,以免影响密封。
五、订货须知1.用户选购时,必须注明阀门公称通径、压力及阀门连接所需标准,未注明时,以说明书尺寸给予制造;2.所需阀门如有特殊要求,必须注意特殊尺寸,特殊衬质等各项参数,未注明时,以企业规定材质给予制造;3.阀门驱动装置无特别说明,以本厂规定给予配置;4.用户提供阀门使用介质、温度、压力的,本厂则给予选型。
电动系列刀闸阀说明书
目录1.范围2.结构特点与操作原理2.1 电路安装图2.1.1开启过程2.1.2关闭过程3.主要技术参数4.安装与使用保养4.1安装4.2调试使用时注意事项4.3贮存、维护及保养1.范围电动Z73系列刀闸阀系实用新型阀门,具有起闭轻松、操作简单、定位准确等优点,通过转动手轮通过阀杆启动闸板切断管线物流,是一种高技术新型闸阀,本阀门执行机构可以配置气动、电动、液动、伞齿轮、杠杆式。
刀闸阀的使用已从普通领域发展到了更为广阔的使用范围。
从矿山排渣发展到城市污水处理;从一般工业管道发展到食品卫生管道系统。
超薄型设计的刀闸阀,彻底解决了普通闸阀、平板闸阀、球阀、截止阀、调节阀、蝶阀等存在的流阻大、安装笨重、占地面积广的疑难问题。
刀闸阀出现后,大量的通用切断和调节类阀门已被金属密封刀闸阀所取代。
本公司生产的QS型刀闸阀,吸取了国内外先进技术和结构优点,排除了其他厂家所产刀闸阀在使用中存在的各种问题,成功研制出真正的金属密封和无磨擦区域的产品,使产品的使用寿命大大提高。
刀闸阀适用于化工、石油轻工、医药、造纸、环保污水、煤矿等输送管道内介质切断或流通。
2.结构特点与操作原理刀闸阀的结构型式如图1所示(以电动为例),在符合本标准技术要求的条件下,允许设计成其他结构型式。
1、阀体2、闸板3、支柱4、阀杆夹头5、填料6、压盖7、标准件8、阀杆9、铜螺母10、支架头11、推力球轴承12、支架并帽13、标准件14、电动头15、阀座16、锲块图1电动QB系列刀闸阀(如图一所示)主要有阀体、阀座、闸板、导向块、中锲块、下锲块、压盖、螺杆、电动头等零件组成,它们具有体积小、重量轻、结构简单合理、轻型节材、拆装方便、启闭灵活、密封性能好等特点(优点)。
刀闸阀的密封形式可分软密封和硬密封,软密封具有密封性能可靠、达0泄漏、及耐腐蚀性能;硬密封具有耐磨损、可切断杂质等功能。
密封面可以根据客户不同需求选材,如本体密封、堆焊硬质合金、镶O型圈、衬橡胶等形式。
刀闸阀使用说明书

一、用途:本阀门适用于浆液、污水、粉尘等介质的管路上做截流使用。
二、性能规范
三、结构特点:
1. 提升的闸板密封面,可刮除密封面上的粘着物,自动清除杂物。
2. 不锈钢闸板可防止腐蚀引起的密封泄漏。
3. 整体的不锈钢材质,可防止腐蚀破坏。
4. 短结构长度,可节省原料、安装空间,也有效支持管道强度。
5. 科学上的密封填料函设计,使上密封安全有效,经久耐用。
6. 三角形的支架节省原材料,保证需要的力学性能。
7. 阀体上的导向块使闸板正确运动。
挤压块保证闸板有效密封。
8. 阀体加强筋设计提高阀体强度。
9. 不锈钢阀杆经久耐用,双头螺纹使用启闭更为迅速。
10. 本阀基本结构见图1
四、工作原理
手动阀门用手转动手轮,使阀杆上升、下降,从而带动闸板上、下运动,开启、关闭阀门。
顺时针方向旋转,闸板下降,阀门关闭。
逆时针方向旋转,闸板上升,阀门开启。
五、保管、保养、安装和使用
5.1阀门应存放在干燥,通风的室内,阀门通道两端应堵塞。
5.2长期存放的阀门应定期检查,清除污物。
应特别注意密封面的清洁,防密封面的损坏。
5.3安装前应仔细核对阀门标志是否与使用要求相符。
5.4安装前应检查阀门内腔和密封面,如有污垢,应使用清洁布擦拭干净。
六、可能发生的故障、原因及消除方法见表1
图1浆闸阀。
手动刀型闸阀
首页>>产品中心>>PZ73H手动刀型闸阀一、产品[刀型闸阀]的详细资料:产品型号:PZ73产品名称:刀型闸阀二、主要性能规范:公称压力(MPa) 壳体试验(MPa) 密封试验(MPa) 工作温度适用介质1.0 1.6 1.52.41.11.8≤100℃≤100℃纸浆、污水、煤浆、灰、渣水混和物三、主要零部件材质:四、PZ73H手动刀型闸阀主要外形及连接尺寸(mm):订货须知:一、①PZ73H手动刀型闸阀产品名称与型号②PZ73H手动刀型闸阀口径③PZ73H手动刀型闸阀是否带附件二、若已经由设计单位选定公司的PZ73H手动刀型闸阀型号,请按PZ73H手动刀型闸阀型号三、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,相关产品:PZ643气动对夹式刀型闸阀刀型闸阀气动穿透式刀闸阀PZ973电动刀型闸阀PZ573伞齿轮刀型闸阀液动刀型闸阀PZ673X型气动浆液阀PZL43链轮式浆液阀PZ773H电动液动阀PZ973电动刀闸阀伞齿轮对夹式闸阀Z73X纸浆浆液阀Z473X链轮式浆液阀伞齿轮浆液阀气动插板阀不锈钢刀型闸阀<<阀门采购流程及注意事项>>:1、询价应当找专业符合阀门产品的厂家,尽量找有实力的品牌或合作过的厂家,避免技术不成熟、价格昂贵、质量不过关、货期时间长。
2、提供准确详细的产品询价内容,最好提供设计院的图纸或相关资料。
3、寻找两到三家企业报价最为对比,并了解是否符合产品相关要求。
4、跟厂家确认质量达标问题、增值税发票问题、运费问题、包装方式问题、货期问题。
5、将准确的询价单及图纸提交给专业技术人员进行确认。
6、采购前先检查供应商的资质、产品检验报告、相关案例等。
7、下单时检查合同内的事项是否有跟变及是否符合要求,避免照成后续一些不必要的问题出现。
8、收到阀门后注意检查是否有合格书、标牌、质保书、检验报告、保修卡、产品说明书。
刀闸阀技术说明

刀闸阀技术说明(Z73X-10Q/10C)一、产品技术参数1. 型号:Z73X-10Q/10C2. 公称压力:1.0Mpa3. 壳体试验压力:1.5Mpa4. 密封试验压力:1.1MPa5. 适用温度:≤80℃6. 适用介质:污泥、污水、清水、饮用水7. 连接形式:对夹式连接二、产品执行标准1. JB/T8691-1998《对夹式刀形闸阀》2. GB/T12221-2005《金属阀门结构长度》3. GB/T17241.6-2008《整体铸铁法兰》4. GB/T13927-2008《工业阀门压力试验》三、产品技术性能特点1.对夹式平底弹性座封平板闸阀获得实用新型专利证书,专利号为ZL201020671122.0。
2. 刀闸阀主要用于固体颗粒、浆液体(纸浆、污水、煤浆、灰、渣水混和物)介质管路上作启闭用途器,接通或截断介质,不允许作节流和调节用,阀门最终工作状态只有全开或全关。
3. 刀闸阀为明杆式或暗杆刀闸阀,阀杆带动闸板一起升降,阀杆上的传动螺纹在阀体外部,可根据阀杆的运动方向和位置直观地判断闸板的启闭和位置。
4. 采用对夹式结构,可节省安装空间,也有效支持管道强度。
5. 阀板采用不锈钢精加工成形,可保证阀门平稳操作,延长密封件的使用寿命。
6. 刀闸阀密封采用丁腈橡胶密封圈以整体嵌入形式固定在阀体上,具有一定的嵌入自由度,能在一定范围内自身调节密封,以保证在压力变化较大的情况下,阀门都能严密关闭。
橡胶密封圈能简易地拆装更换,以实现阀门使用的长效性。
7. 阀杆采用不锈钢制成,强度高、刚性好,耐磨耐腐蚀性强,使用寿命长。
8. 手动刀闸阀采用手轮启闭,手轮上刻有开/关方向,顺时针旋转为关闭刀闸阀。
9. 产品采用标准化设计,所有设备不论是作为一个整体或是它的有关部件都具有绝对的互换性。
10.四、产品零部件材料五、产品外形连接尺寸与结构简图(手动刀闸阀Z73X-10)。
艾默生 CLARKSON PCS17系列刀闸阀 说明书

一般应用• 废水处理• 采矿• 电厂• 化工• 石化• 通用加工技术数据尺寸范围: DN 50 - 750 (NPS 2 - 30)温度范围: 150°C (300°F) EPDM (标准) 120°C (250°F) NBR 205°C (400°F) FKM 压力等级: DN 50 - 600 = 1034 kPa (NPS 2 - 24 = 150 psi) DN 750 = 690 kPa (NPS 30 = 100 psi) 在室温时端连接面到面结构长度: MSS SP-81CLARKSON PCS17系列刀闸阀特点• 独特的新改良环绕式嵌入型加强阀座确保零泄漏和快捷高效地维护,从而降低拥有成本。
• 阀座几何形状以及新型精密成型工艺保证高压和低压下都能实现液体零泄漏。
• 有乙丙橡胶(EPDM)、氟橡胶(FKM)及丁腈橡胶(NBR)等多种阀座材料可供选择。
• 阀座可在线更换。
• 一片式316不锈钢整体铸造阀体。
采用有限元分析设计,性能和可靠性更优。
• 四根支柱支架设计使得盘根填料调整更容易,阀座维修/更换更高效,同时执行机构更换更简单快捷。
• 制造符合行业标准,包括 MSS SP-81 面到面结构长度及按照管子Sch.40的全通径设计。
双向零泄漏刀闸阀,采用新的性能标准,配有新改良环绕式嵌入型阀座,确保双向零泄漏。
突面法兰垫片密封法兰钻孔标准符合表阀座有乙丙橡胶(FKM)该加强型阀座内含有金属支撑,以保持阀座并支撑盘根填料。
弹性环绕式嵌入型加强阀座,确保阀板双向零泄漏,即使在零管线压力下也能实现零泄漏。
采用有限元分析设计的一体式阀体,符合试要求。
铸造填料压盖多圈重载型操作简便。
耐酸黄铜阀杆螺母,较好地辅助阀杆平稳运行操作。
阀杆螺母可从顶部更换,而无需拆卸阀盖支架。
铸造型球墨铸铁手轮自锁手轮固定螺母行程限位螺栓允许调整阀板阀座配合的相对距离以延长阀座寿命。
刀闸阀技术说明00
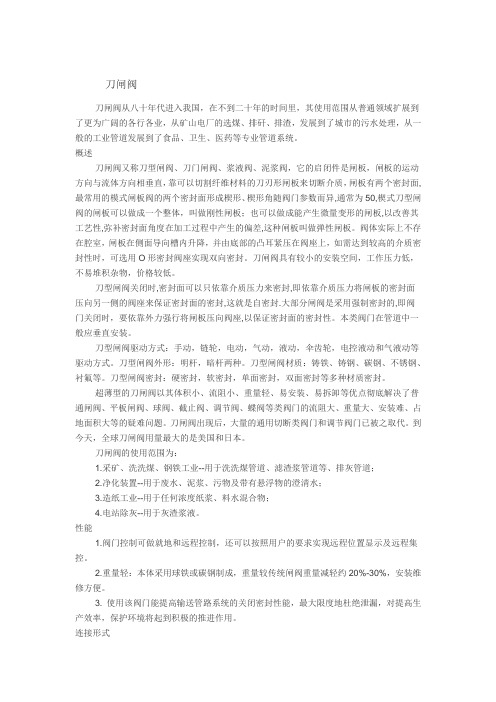
刀闸阀刀闸阀从八十年代进入我国,在不到二十年的时间里,其使用范围从普通领域扩展到了更为广阔的各行各业,从矿山电厂的选煤、排矸、排渣,发展到了城市的污水处理,从一般的工业管道发展到了食品、卫生、医药等专业管道系统。
概述刀闸阀又称刀型闸阀、刀门闸阀、浆液阀、泥浆阀,它的启闭件是闸板,闸板的运动方向与流体方向相垂直,靠可以切割纤维材料的刀刃形闸板来切断介质,闸板有两个密封面,最常用的模式闸板阀的两个密封面形成楔形、楔形角随阀门参数而异,通常为50,楔式刀型闸阀的闸板可以做成一个整体,叫做刚性闸板;也可以做成能产生微量变形的闸板,以改善其工艺性,弥补密封面角度在加工过程中产生的偏差,这种闸板叫做弹性闸板。
阀体实际上不存在腔室,闸板在侧面导向槽内升降,并由底部的凸耳紧压在阀座上,如需达到较高的介质密封性时,可选用O形密封阀座实现双向密封。
刀闸阀具有较小的安装空间,工作压力低,不易堆积杂物,价格较低。
刀型闸阀关闭时,密封面可以只依靠介质压力来密封,即依靠介质压力将闸板的密封面压向另一侧的阀座来保证密封面的密封,这就是自密封.大部分闸阀是采用强制密封的,即阀门关闭时,要依靠外力强行将闸板压向阀座,以保证密封面的密封性。
本类阀门在管道中一般应垂直安装。
刀型闸阀驱动方式:手动,链轮,电动,气动,液动,伞齿轮,电控液动和气液动等驱动方式。
刀型闸阀外形:明杆,暗杆两种。
刀型闸阀材质:铸铁、铸钢、碳钢、不锈钢、衬氟等。
刀型闸阀密封:硬密封,软密封,单面密封,双面密封等多种材质密封。
超薄型的刀闸阀以其体积小、流阻小、重量轻、易安装、易拆卸等优点彻底解决了普通闸阀、平板闸阀、球阀、截止阀、调节阀、蝶阀等类阀门的流阻大、重量大、安装难、占地面积大等的疑难问题。
刀闸阀出现后,大量的通用切断类阀门和调节阀门已被之取代。
到今天,全球刀闸阀用量最大的是美国和日本。
刀闸阀的使用范围为:1.采矿、洗洗煤、钢铁工业--用于洗洗煤管道、滤渣浆管道等、排灰管道;2.净化装置--用于废水、泥浆、污物及带有悬浮物的澄清水;3.造纸工业--用于任何浓度纸浆、料水混合物;4.电站除灰--用于灰渣浆液。
平板闸阀(刀闸阀)使用说明书教学文案
平板闸阀(刀闸阀)使用说明书PZ73Y刀闸阀使用说明书浙江鼎耐流体控制科技有限公司ZHEJIANG DINGNAI FLUID CONTROL TECHNOLOGY CO.,LTD目录一、用途和性能规范 (1)二、主要标准依据 (1)三、型号辨别与说明 (1)四、主要结构及工作原理 (2)五、主要零件材料 (2)六、主要外型尺寸及连接尺寸(见附图) (3)七、阀门运输 (3)八、保管 (3)九、安装和使用 (4)十、维护和检修 (5)十一、可能发生的故障,原因及消除方法 (6)十二、用户须知 (6)一、用途和性能规范1.1 用途本产品主要用于固体颗粒、浆液体介质管路上作启闭器,接通或截断介质,不允许作节流和调节用,阀门最终工作状态只有全开或全关。
适用范围:排污、电力、造纸、煤矿等行业。
1.2 性能规范二、主要标准依据设计制造按JB/T 8691或MSS SP-81的规定;结构长度按GB/T 5188.2-94、DIN3202或MSS SP-81的规定;法兰连接按JB/T79、GB/T9113、DIN2543、ANSI B16.5a或JIS B2212的规定;检验与试验按JB/T 8691或MSS SP-81的规定;三、型号辨别与说明例:PZ673H-10CP 特种代号:排渣(刀形)Z 阀门类型:闸阀6 驱动装置:气动7 连接型式:法兰对夹式连接3 结构型式:单平板H Cr13密封10 公称压力:PN10C 阀体材质:碳素钢四、主要结构及工作原理本阀门采用手动明杆刀形平闸板结构。
阀体和阀盖采用螺栓连接。
其动作和密封原理是:通过手轮带动阀杆螺母旋转,阀杆螺母驱动阀杆运动,阀杆与闸板连接,由于闸板两侧带有可在阀体导轨中移动的导向槽从而保证闸板上下移动,起到开关作用。
其密封靠介质压力作用在堆焊合金密封面的闸板与阀体上壤嵌的密封条来完成。
为了保证闸板与密封面的密封,采用F4密封条。
同时为考虑在工作条件下,内腔流体对阀盖冲蚀在阀盖上设有密封条结构,保证了阀门全开时的密封。
电液动刀型闸阀使用说明书 2

公称压力:0.25-2.5MPA 公称通径: 50~2000
三、性能特点:
1) 短结构长度可节省原料、安装空间,也有效支持管道强度 ; 2) 阀体上导向块使闸板正确运动,挤压块保证闸板有效密封; 3) 四柱支架节省原材料,保证需要的力学性能; 4) 内部可制成 V 型、三角形,以适应流体调节控制的要求。
四、主要技术参数:
公称压力 PN(Mpa)
1.0
强度试验 MPa
1.5
密封试验 MPa
无
适用温度 (℃)
≤425℃
适用介质
纸浆,粉尘固体颗 粒,渣水混合物等
五、主要零件材料:
零件名称 阀体 压条 支架 闸板 阀杆 填料
材料 WCB WCB WCB 201
20Cr13 石墨
六、结 构 简 图 :
电液动刀闸阀是利用于电液推杆往复推拉直线运动、上升、下降从而实现阀门的开启于关 闭,配置传感器和数字显示装置(用户选择),可进行远距离、高空及危险地区的集中或程 序控制。本产品已广泛用于冶金、矿山、煤炭、电力、机械、粮食等部门,是理想通用的动 力. 留有 PLC 远程接口,可实现机、电、液一体化的现场,远程、集中和自动化控制:输出 力大;过载保护能力强,可设定多重过载自动保护措施,不损电机,如配手动装置,一旦电 力线路出现故障可手动应急操作。转动效率高:结构紧凑。体积小、防水、防尘,可根据不 同的安装空间设计产品的外形结构;自锁能力强,可在任意位置锁定。
工作原理;电液动刀闸推杆以电机为动力源,通过双向齿轮泵输出压力轴,经油路集成 块的控制,送至油缸,实现活塞杆的往复运动,工作过程中 当活塞杆所受外力超过调定的 输出力或活塞杆到将电液推杆活塞杆运行数个来回,保证将油缸内空气排尽。 五、安装和调试;根据工况要求将电液推杆安装在刀阀上牢固,安装时需注意加油螺塞方向 朝上:从加油处加入洁净的液压轴(工作环境温度 20℃ 左右时,推荐使用 46# 液压油); 根据电控原理图(附图)接好电源。接线方式按电机接线图,保证线路安装正确,接地可靠: 全部完电液动刀闸常见故障及处理方法.
刀闸阀技术说明(第二版)

刀闸阀技术说明我公司提供的刀闸阀是暗杆的结构形式,我公司提供刀闸阀安装用的所有配套附件。
我公司提供刀闸阀安装用的所有连接螺栓、螺母及垫圈,所提供的紧固件采用ASTM321不锈钢。
我公司提供的刀闸阀规格、数量、连接长度尺寸等满足清单要求。
1、结构与形式我公司提供的刀闸阀适合介质为城市污水处理厂的脱水污泥,环境温度为0~40℃。
刀闸阀安装于污泥输送泵出口侧。
刀闸阀采用双法兰连接,阀体、阀盖采用GGG50球墨铸铁须经防腐处理,阀辨采用GGG50球墨铸铁材料和强化尼龙布衬底硫化包覆NBR橡胶制造,采用全流面积式设计,不易堆积杂质。
阀体有足够的强度,安装后不变形,能灵活开闭。
阀板的设计符合流体力学性质,具有较小的水流阻力,并在启闭时有效的降低噪音和气蚀。
刀闸阀的密封面采用ASTM316不锈钢材料制造,阀门的密封性能好,耐磨耐腐蚀,使用寿命长。
刀闸阀在进口端介质压力作用下,阀瓣自动开启到位,在电动执行机构动作下能迅速关闭,以防止介质大量倒流。
刀闸阀二侧的法兰尺寸按GB12380-90标准,公称压力P=1MPa。
阀门两端法兰螺栓孔的不同心度没大于螺栓与螺栓孔间隙的1/2,螺栓孔中心圆直径的允许偏差和相邻两孔间的弦距离的允许偏差为螺栓与螺栓孔间隙的1/4,任何连续几个孔之间的弦距离的总误差为:DN≤500mm时不超过±1.5mm;600mm≤DN≤1200mm时不超过±2.0mm;DN≥1400mm时不超过±2.5mm。
阀门的所有铸铁件内腔进行防腐处理,除锈等级达到Sa1/2等级要求,最后在所有流道的过流内腔进行重防腐处理,以提高其耐腐蚀性能。
所有涂覆材料干后不溶解于水,不影响水质,且不因空气、温度变化而发生异状。
2、引用与执行标准GB13932-92 《通用阀门铁制旋启式止回阀》GB/T12221-2005 《金属阀门结构长度》GB/T13927-2008 《工业阀门压力试验》GB50231-2009 《机械设备安装工程施工及验收通用规范》GB50334-2002 《城市污水处理厂工程质量验收规范》GB/T 17241.7-1998 《铸铁管法兰技术条件》GB/T 17241.6-2008 《整体铸铁法兰》GB/T 17241.3-1998 《带颈螺纹铸铁管法兰》GB/T 17241.2-1998 《铸铁管法兰盖》GB/T12237-2007 《石油、石化及相关工业用的钢制球阀》3、主要材料阀体、阀盖 GGG50球磨铸铁阀瓣 GGG50球墨铸铁+强化尼龙层+橡胶覆层销轴 ASTM420不锈钢密封面 ASTM316不锈钢紧固件 ASTM304不锈钢4、阀门试验我公司提供所有主要阀门元件包括阀座,阀辨,轴和密封件等材料的测试报告。
C67双向刀型闸阀说明书

C67 Bi-Directional Knife Gate Valveperimeter seat that provides bi-directional, bubble-tight shutoff.The seat is retained in the valve body by its trapezoidal shape.A relief area has been cast into the valve body behind the seat.Designed to overcome problems common to other perimeterseated designs, the relief area greatly reduces compression setof the seat, allowing it to maintain a tight shutoff performanceover varying service conditions. This unique valve design isavailable in cast stainless steel and carbon steel bodyconstruction and can be supplied with a wide variety of seatmaterials to address a range of application parameters.The C67 has been upgraded with the universal yoke designwhich provides greater range of valve application. The yoke platesinclude a lockout provision for both manual and actuated valves,while greatly simplifying the conversion of valve operators in thefield. The yoke plates also allow for easier mounting of mechanicaland proximity sensors.SpecificationsSize Range2” – 36”Pressure Rating2”-36” 150 psi (10.3 bar) CWP (cold working pressure)Consult factory for higher pressure designs.Temperature RatingAflas Seat 0°F (-18°C) to 400°F (204°C)Viton Seat -30°F(-34°C) to 350°F (177°C)EPDM Seat -50°F (-45°C) to 280°F (138°C)HNBR Seat -20°F (-29°C) to 280°F (138°C)Neoprene Seat -30°F (-34°C) to 180°F (82°C)Flange DrillingANSI 125/150 DrillingConsult factory for other flange drillings.TestingEvery Fabri-Valve Figure C67 valve is fully tested prior to shipment.Testing includes a body shell test, a seat test and a cycling test toinsure proper functioning of moving parts. Please consult thefactory for any special testing requirements.• Standard Shell Test: Hydro test at 1.5 times the rated CWP (coldworking pressure) – Zero allowable leakage• Standard Resilient Seat Test: Hydro test at 15 psi (1 bar) and therated CWP (cold working pressure) – Zero allowable leakage*U.S. Patent #5, 154,3972C67C67 3Trapezoidal Seat TechnologyThe C67 trapezoidal seat design provides bubble tight shutoff across the full pressure rating of the valve. When the gate is opened, the seat remains flush with the valve body, reducing turbulence and media build-up. As the gate is closed, the resilient seat is pushed into the body relief area, reducing compression set of the rubber and maintaining a long-term, tight seal. The trapezoidal shape also eliminates issues from seat rollover and prevents seat pullout due to fluid velocity.Valve ClosedSeat FlushGateReliefSeat Pushed Into ReliefFigure C67Pressure-Temperature Rating -psiTemp 150 66 150 150 150 150 150 150 200 93 142 142 150 150 135 150 250 121 135 135 142 142 128 150 300 149 129 129 134 134 121 150 350 177 123 123 128 128 116 150 400 204 118 118 123 123 112 150 450 232 114 114 118 118 108 150 500 260 111 111 114 114 105 150°F °CCast 304Cast 304L Cast 316Cast 316L Cast 317L Cast WCBA-216Figure C67 Knife Gate Valves C v Ratings, Port Diameter and AreaStandard PortWith V-SeatValve Size C vPort I. D. Port AreaC v Port I.D. Port Area I n. DN Inches Sq. In.Inches Sq. In.2 50 288 2.00 3.1 165 2.00 2.83 75 648 3.00 7.1 355 3.00 6.34 100 1,152 4.00 12.6 515 4.00 9.56 150 2,592 6.00 28.3 1,350 6.00 24.9 8 200 4,608 8.00 50.3 2,050 8.00 38.1 10 250 7,208 10.00 78.5 3,200 10.00 59.0 12 300 10,400 12.00 113.1 4,450 12.00 82.3 14 350 12,650 13.25 137.9 5,350 13.25 98.8 16 400 16,750 15.25 182.6 6,950 15.25 128.4 18 450 21,450 17.25 233.7 10,700 17.25 198.2 20 500 26,700 19.25 291.0 13,250 19.25 245.4 24 600 38,900 23.25 424.6 15,400 23.25 284.7 30 750 61,600 29.25 671.9Consult Factory36 900 89,460 35.25 975.94C67Dimensions: C67 with Handwheel or Cylinder* Figures C67R and C67S with Handwheel Reference Dimensions in (parentheses)C67 with Handwheel or CylinderC67 5Dimensions: C67 with Bevel Gear6” - 14” Valves have a bevel gear ratio of 3:1 Reference Dimensions in (parentheses) 16” - 36” Valves have a bevel gear ratio of 4:1Materials of ConstructionPTFE/Graphite/Viton packing is standardwith Viton and Aflas seals6C67C67 with Bevel GearC67 7B.C67.en-US.2023-07© 2023 Engineered Valves, LLC Fabri-ValveITT Engineered Valves 33 Centerville RoadLancaster, PA 17603, USA Tel: +1 (717) 509-2200Cam-Line, Cam-Tite, Dia-Flo, EnviZion, Pure-Flo, SkotchITT Engineered Valves 1110 Bankhead Avenue Amory, MS 38821, USA Tel: +1 (662) 256-7185ITT Bornemann GmbH 31683 Obernkirchen GermanyTel: +49 5724 390-0EnviZion, Pure-FloVisit our website at Available OptionsBody• Epoxy Coating• Flush Ports: Chest Only, 6” (DN 150) and larger • V-Port• Chest Liners• Thru Drilled Flanges • Alternate Flange DrillingGate• Hard Gate Material • Nickel-TFE Coated Gate • Locking Devices • Gate CoversPacking• Optional Packing Materials • Live Loaded PackingOperators• E-Z Spin Handwheel • Bevel Gear • Chainwheels• Cylinder Actuators • Electric Actuators • Ratchet HandleOther / Accessories• Self-Supporting Yokes • Extended Stems • Rod Boots • Limit SwitchesOptional chest liners fill the clearances between the gate and the chest of the Figure C67 body. Chest liners prevent solids entrapment in the chest area, and also provide increased gate support for high flow/high pressure applications. Standard materials are ultra high molecular weight polyethylene (UHMW) and reinforced PTFE.Chest LinersBoth manual and actuated C67 valves can be equipped with a locking pin to physically lock the gate for safety provisions. This lockout option will function to lock the gate in either the open or closed position. The standard locking pin is constructed of 17-4 stainless steel.Gate Lockout。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀闸阀技术说明
我公司提供的刀闸阀是暗杆的结构形式,我公司提供刀闸阀安装用的所有配套附件。
我公司提供刀闸阀安装用的所有连接螺栓、螺母及垫圈,所提供的紧固件采用ASTM321不锈钢。
我公司提供的刀闸阀规格、数量、连接长度尺寸等满足清单要求。
1、结构与形式
我公司提供的刀闸阀适合介质为城市污水处理厂的脱水污泥,环境温度为0~40℃。
刀闸阀安装于污泥输送泵出口侧。
刀闸阀采用双法兰连接,阀体、阀盖采用GGG50球墨铸铁须经防腐处理,阀辨采用GGG50球墨铸铁材料和强化尼龙布衬底硫化包覆NBR橡胶制造,采用全流面积式设计,不易堆积杂质。
阀体有足够的强度,安装后不变形,能灵活开闭。
阀板的设计符合流体力学性质,具有较小的水流阻力,并在启闭时有效的降低噪音和气蚀。
刀闸阀的密封面采用ASTM316不锈钢材料制造,阀门的密封性能好,耐磨耐腐蚀,使用寿命长。
刀闸阀在进口端介质压力作用下,阀瓣自动开启到位,在电动执行机构动作下能迅速关闭,以防止介质大量倒流。
刀闸阀二侧的法兰尺寸按GB12380-90标准,公称压力P=1MPa。
阀门两端法兰螺栓孔的不同心度没大于螺栓与螺栓孔间隙的1/2,螺栓孔中心圆直径的允许偏差和相邻两孔间的弦距离的允许偏差为螺栓与螺栓孔间隙的1/4,任何连续几个孔之间的弦距离的总误差为:
DN≤500mm时不超过±1.5mm;
600mm≤DN≤1200mm时不超过±2.0mm;
DN≥1400mm时不超过±2.5mm。
阀门的所有铸铁件内腔进行防腐处理,除锈等级达到Sa1/2等级要求,最后在所有流道的过流内腔进行重防腐处理,以提高其耐腐蚀性能。
所有涂覆材料干
后不溶解于水,不影响水质,且不因空气、温度变化而发生异状。
2、引用与执行标准
GB13932-92 《通用阀门铁制旋启式止回阀》
GB/T12221-2005 《金属阀门结构长度》
GB/T13927-2008 《工业阀门压力试验》
GB50231-2009 《机械设备安装工程施工及验收通用规范》
GB50334-2002 《城市污水处理厂工程质量验收规范》
GB/T 17241.7-1998 《铸铁管法兰技术条件》
GB/T 17241.6-2008 《整体铸铁法兰》
GB/T 17241.3-1998 《带颈螺纹铸铁管法兰》
GB/T 17241.2-1998 《铸铁管法兰盖》
GB/T12237-2007 《石油、石化及相关工业用的钢制球阀》
3、主要材料
阀体、阀盖 GGG50球磨铸铁
阀瓣 GGG50球墨铸铁+强化尼龙层+橡胶覆层
销轴 ASTM420不锈钢
密封面 ASTM316不锈钢
紧固件 ASTM304不锈钢
4、阀门试验
我公司提供所有主要阀门元件包括阀座,阀辨,轴和密封件等材料的测试报告。
阀门试验按GB/T13927-2008、JB/T9092-1999或API598标准规定执行,阀门工作压力为1MPa时,阀门壳体的强度试验压力为1.5倍额定工作压力,持续时间不小于5min,阀座无泄漏及结构损伤等现象。
阀门的密封试验压力为1.1倍额定工作压力,在阀门关闭情况下,在阀门的一端施压,持续时间不小于5min,其泄漏量符合GB/T13927-2008标准的规定。
5、电气控制
当闸阀采用电动操作方式时,我公司为电动闸阀配套电动控制箱,电气控制箱具有就地操作按钮、就地和远程转换开关、开足、关足信号显示,我公司配套
提供控制就地控制箱、控制箱至电动装置的动力与控制电缆及安装附件。
电动阀门的电气控制具有就地操作按钮、就地和远程转换开关、远程开启度显示。
闸门配套提供一套的电动执行机构,用于控制闸门的开启、关闭,可提供现场控制和远程控制两种控制方式。
一体化电动执行机构防护等级为IP67。
电动启闭装置配有现场控制箱、就地和远程转换开关,所有控制元器件安装于控制箱内,并提供控制电缆及安装附件。
每套控制箱具有向PLC提供(包括但不仅限于)如下信号:
每台闸门的就地/远控转换开关状态信号;(无源触点信号);
每台闸门的开足信号(无源触点信号);
每台闸门的关足信号(无源触点信号);
每台闸门的故障信号(无源触点信号);
每台闸门接受PLC系统的开命令(1付无源触点信号);
每台闸门接受PLC系统的关命令(1付无源触点信号);
有关控制要求详见电气与仪表控制部分的条款要求。
6、防腐处理
我公司提供的设备材料适用污水厂的腐蚀环境,未经保护或非防腐性材料,按不低于一般条款要求的标准进行处理。
①碳钢件除锈达Sa2.5级。
②涂富锌底漆,云母氧化铁中间漆,环氧面漆,漆膜总厚度不低于200μm。
③不锈钢部件加工完后对其表面进行钝化处理。
④包装前对机加工面按GB4879标准要求做防腐处理。
⑤运输安装过程中涂层破坏,严格按涂装工艺进行修复,其质量水平不低于原涂层的质量水平。