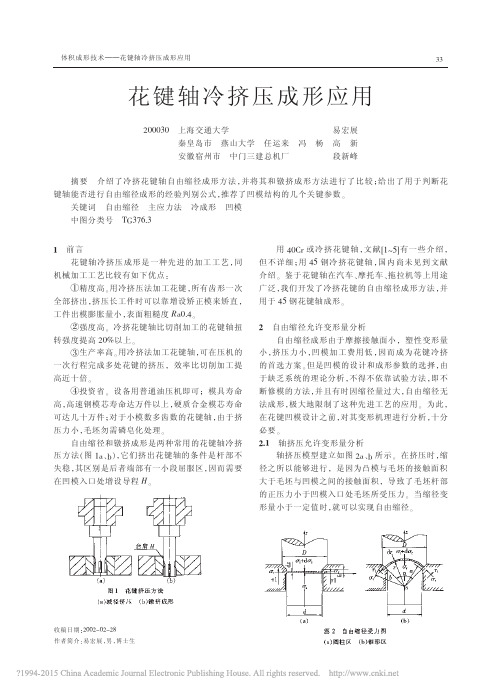
花键轴和花键套的冷挤压_
花键轴冷挤压成形应用_易宏展
径不同的 ’ 但是在计算中取 ) 和 " 分别为花键轴的 外径和内径 " 则结果和实验所得值非常接近 ’ 那是因 为虽然形状复杂的花键在成形过程中会因接触面的 增大而提高挤压力 " 但其实际的缩径量并没有达到
)")#/""#- ? ")#" 二者实际上起到了互补作用 " 因此 " 式 (B $ 可以用来判断能否用自由缩径的方法成形花
体积成形技术 ( (( 花键轴冷挤压成形应用
!!
花键轴冷挤压成形应用
%"""/"
上海交通大学 秦皇岛市 安徽宿州市 摘要 关键词 燕山大学 任运来 冯 杨 中门三建总机厂 易宏展 高 新 段新峰
介绍了冷挤花键轴自由缩径成形方法 ! 并将其和镦挤成形方法进行了比较 " 给出了用于判断花 自由缩径 主应力法 冷成形 凹模
一次行程完成多处花键的挤压 ! 效率比切削加工提 高近十倍 #
"
自由缩径允许变形量分析 自由缩径成形由于摩擦接触面小 ! 塑性变形量
小 ! 挤压力小 ! 凹模加工费用低 ! 因而成为花键冷挤 的首选方案 # 但是凹模的设计和成形参数的选择 !由 于缺乏系统的理论分析 ! 不得不依靠试验方法 ! 即不 断修模的方法 ! 并且有时因缩径量过大 ! 自由缩径无 法成形 !极大地限制了这种先进工艺的应用 # 为此 ! 在花键凹模设计之前 ! 对其变形机理进行分析 ! 十分 必要 #
键轴能否进行自由缩径成形的经验判别公式 ! 推荐了凹模结构的几个关键参数 # 中图分类号
01/23#/
用 $")* 或冷挤花键轴 ! 文献 +’,-. 有一些介绍 ! 但不详细 $ 用 $- 钢冷挤花键轴 ! 国内尚未见到文献 介绍 # 鉴于花键轴在汽车 & 摩托车 &拖拉机等上用途 广泛 !我们开发了冷挤花键的自由缩径成形方法 ! 并 用于 $- 钢花键轴成形 #
内花键冷挤压工艺的优化

内花键冷挤压工艺的优化雷建波;郑晓凯;杨显红【摘要】传统的内花键冷挤压工艺为直接成形,坯料对凹模作用力大,花键不易从凹模取出.基于此,运用DEFORM-3D有限元软件,采用间接成形方式对内花键冷挤压过程进行了模拟.结果表明,间接成形虽然增加了一道预成形工序,但能够大大提高生产效率、端面尺寸精度及模具使用寿命,成形孔最优尺寸(θ)取20.5mm,入模半角α/2取25°.%The traditional cold extrusion of internal spline is generated by direct forming process, in which the force from the blank to the die is big and the spline is uneasy to be taken out. So the cold extrusion process of internal spline has been simulated by use of FE software DEFORM-3D based on indirect forming mode. The results show that indirect forming which needs a pre-forming extra process can not only improve the production efficiency and the tool working life greatly but also guarantee the dimension accuracy of the end. The optimal forming hole size φ equals 20.5mm and the half-angle α/2 equals 25°.【期刊名称】《锻压装备与制造技术》【年(卷),期】2013(048)002【总页数】2页(P80-81)【关键词】冷挤压;内花键;DEFORM-3D;模拟;预成形【作者】雷建波;郑晓凯;杨显红【作者单位】重庆大学材料科学与工程学院,重庆 400044【正文语种】中文【中图分类】TG376.3内花键是机械传动中的重要零部件,主要起联接和传动作用,广泛应用于汽车制造领域。
花键轴开模冷挤压的模具
方花键轴开模冷挤压的模具设计及工艺实验研究摘要:针对125cc摩托车变速箱的方花键主轴,讨论了花键开模挤压的模具结构特点和影响花键成形的模具回弹问题,提出在开模挤压的可成形性范围内选择入模角,可以避免挤压时出现的入模口局部镦粗现象的发生。
关键词:花键轴;开模挤压;模具;局部镦粗一、引言目前采用开模冷挤压的方法成形花键轴已经在国内外得到普遍重视,这种先进的工艺具有节材、优质、高效等特点。
这种工艺经过不断完善和发展,必将取代传统的切削加工方法。
花键开模挤压时,其模具结构及入模口形状对其成形的影响很大。
另外,在开模挤压时易出现入模口处坯料局部镦粗而使挤压无法进行的问题。
对于此局部镦粗问题的讨论目前尚未见到报导,在工厂多采用试错的办法通过调整模具参数来解决。
本文针对上述问题进行了实验研究,提出了开模挤花键的可成形性范围,以此来衡量是否出现局部镦粗。
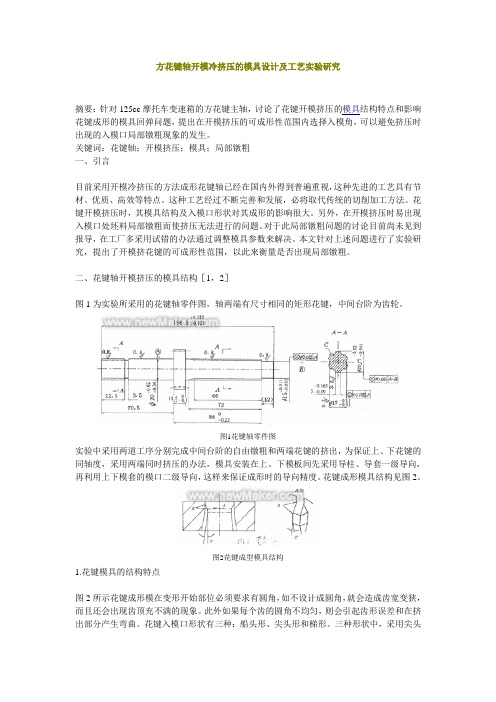
二、花键轴开模挤压的模具结构[1,2]图1为实验所采用的花键轴零件图,轴两端有尺寸相同的矩形花键,中间台阶为齿轮。
图1花键轴零件图实验中采用两道工序分别完成中间台阶的自由镦粗和两端花键的挤出,为保证上、下花键的同轴度,采用两端同时挤压的办法,模具安装在上、下模板间先采用导柱、导套一级导向,再利用上下模套的模口二级导向,这样来保证成形时的导向精度。
花键成形模具结构见图2。
图2花键成型模具结构1.花键模具的结构特点图2所示花键成形模在变形开始部位必须要求有圆角,如不设计成圆角,就会造成齿宽变狭,而且还会出现齿顶充不满的现象。
此外如果每个齿的圆角不均匀,则会引起齿形误差和在挤出部分产生弯曲。
花键入模口形状有三种:船头形、尖头形和梯形。
三种形状中,采用尖头形成形时,易划破磷化膜,使润滑不好,船头形和梯形则不会有上述问题,但梯形比船头形挤压力偏大。
无论采用哪种方式,在棱角及过渡面处都要加工成圆角,使金属光滑流动。
本实验中采用梯形入模口。
2.模具回弹量在冷挤压时,由于模具所受单位挤压力很高,使模具产生弹性膨胀,这给制品的尺寸精度带来严重影响,尤其是冷挤压后不再机加工表面。
内花键冷挤压成型工艺浅论
内花键冷挤压成形工艺应用----- 浅析浙江XX机电有限公司技术部二0一五年十月一日内容页次概述: (3)一、冷挤压技术的发展趋势 (3)二、充分发挥冷挤压工艺优势内花键加工难题得到解决 (3)三、冷挤压成形模具制造难点 (4)四、冷挤压模具制造分析研究 (4)五、挤压件材料研究和分析 (5)六、冷挤压工艺流程的研究和分析 (6)七.总结 (6)内花键冷挤压成形工艺浅析概述:冷挤压是精密属性体积成型技术中的一个重要组织部分。
冷挤压是指在冷态下金属毛坯放入模具腔内,在强大的压力和一定的速度作用下迫使金属在模具腔中流动挤出,从而获得所需要形状、尺寸以及具有一定力学性能的挤压件。
一、冷挤压技术的发展趋势在有关技术资料获悉,冷挤压技术早在18世纪末制造过程中就采用了这门技术。
这门工艺已经在机械、仪表、电器、重轻工、军工等工业中较广泛的应用,已成为金属属性体积成形技术中不可缺少的重要加工手段之一,发达国家在轿车制造中约达到30%〜40%是采用冷挤压工艺生产。
我国工艺制造在60〜70年代落后时期后通过改革开放期间大量的发达国家的制造业进入我国推动了我国制造业工艺水平,推动了我国在冷挤压这门工艺技术领域里发展,通过吸取国外的先进工艺使我国冷挤压生产工艺技术不断提高,逐渐成为中小锻件精化生产的发展方向。
二、充分发挥冷挤压工艺优势内花键加工难题得到解决丰立公司是一家具备技术研究、生产、销售服务于一体的国家高新技术企业,是我国小模数锥齿轮行业的领军者;是国际知名厂商的优秀供应商;公司所生产的气动工具系列产品的机械传动结构是以齿轮传动。
公司在发展过程积极的学习国内外的先进工艺技术与世界并举,研造客户需求的产品。
对产品工艺设计积极采用冷挤压成型,发挥冷挤压节约原材料、提高劳动生产率、通过冷挤压的产品毛坯在少切削向不切削为目的来降低制造成本,更使产品的表面粗糙度Ra1.6〜Ra0.8。
公司近年快速的扩大采用冷挤压工艺赢得同行业、世界知名厂商的认可。
渐开线花键的冷挤压成形试验研究

文章编号:1672 - 058 X(2004) 04 - 0403 - 03渐开线花键的冷挤压成形试验研究吕琳, 刘利(重庆工业职业技术学院机械系,重庆400050)摘要:以微车半轴花键零件为例,针对半轴花键采用传统切削加工工艺存在的不足,综合应用冷锻技术和实验技术,对渐开线花键冷挤压成形工艺进行理论分析,设计制造出挤压组合模具,并进行了大量挤压试验,获得了准确的花键齿形和较好的表面质量。
关键词:渐开线花键;冷挤压;模具中图分类号: T G 76文献标识码:A冷锻是指冷体积条件下的锻造加工,或在室温条件下利用安装在设备上的模具使金属材料压缩为成形零件的一种高精高效、优质低耗的先进生产工艺技术。
与常规模锻工艺相比,可以节材30 %~50 % ,节能40 %~80 % 。
而冷挤压是冷锻少、少无切屑零件加工的工艺之一,是金属塑性加工中一种先进的工艺方法 1 。
我国汽车生产中少无切削工艺的应用虽取得了一些成绩,但因为汽车批量还不大,应用得还很不普遍,随着近年来汽车产量的增加,对少无切削工艺的要求越来越迫切,它不仅可以降低成本,提高质量,而且还可以解决常规切削加工工艺所需机床的数量多、占地面积大的问题。
其中,微车半轴花键的生产国内过去主要采用铣、滚、拉花键等传统加工工艺。
采用传统工艺加工的半轴花键零件,存在生产率低,产品质量差等问题。
为了解决这些问题,就出现了采用冷锻成形技术来加工花键零件的方法。
冷成形工艺的生产率比切削加工要高几倍到几十倍,材料利用率达70 %~80 % 。
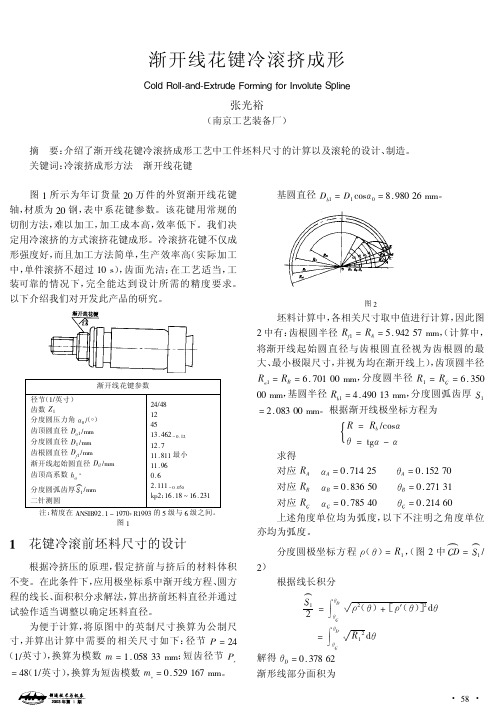
图1 微车半轴零件图工艺分析1表1 渐开线花键参数图1 为微车半轴零件示意图。
其渐开线花键参数如表1 。
材料为40Cr 。
冷挤压成形工艺的成形尺寸精度可达I T7~I T8 ,表面粗糙度可达0 . 8 μm 以上。
该花键材料为40Cr ,其供应状态强度高、变形抗力大,塑性较差且有加工硬化存在。
加工前要对坯料进齿数26 修正参数0 . 1模数 1 . 045°J ISD基圆直径2624 (25Max)压力角小大径径+ 0 . 03 齿形27行充分的软化处理,降低变形抗力,提高塑性,以满足冷挤压成形工艺。
内螺旋花键异型套筒的冷挤压成形

杂, 零件的精度和表面粗糙度完全可以由模具的相 关零件保证。
(3) 方案二在采取适当的降低挤压力措施以后 也可以顺利实施。
参考文献
王孔徐, 杨建玺. 加工矩形螺旋花键轴成形圆片铣刀截形设计. 洛阳 工学院学报, 1982 (2)
(上接第27页) 时应放置在干燥处)。
图5 11滑动垫板 21螺旋凸模 31滚动止推轴承 41滑动 轴承 51凹模 61凹模卸料板 71顶件板 81下定位 凸模 91顶杆 101顶拉杆 111下缸活塞杆
(1) 凸模轴颈处安装有滑动轴承 (或滚动轴承) , 使得凸模在下行压制和上行卸料时, 可相对于坯料 发生转动。
(2) 凹模能上下移动。毛坯以上道工序挤出的内 齿形定位, 装在下凸模上; 凹模板通过拉杆和顶板与 顶出缸联接; 顶出缸下行, 拉动凹模板, 使工件压在 下定位凸模上; 上模回程时, 毛坯被限制在凹模内固 定不动, 挤压凸模反向转动, 从毛坯中退出; 顶出缸 活塞上行, 凹模抬起, 使毛坯从下定位凸模上卸下, 再通过辅具将零件从凹模中压出。
滚刀在滚齿机上成形。这些都是成熟的技术, 制造起
来并不复杂, 一般工厂都可加工。该凸模工作部分主
要分为导向定位、挤压、整形三个区域, 关键是在该
零件淬火、抛光之前, 要由人工在齿形端部进行修
齿, 控制参数有以下几个。
2. 1 工作齿前端面倾斜角度 Η
该参数主要作用在于提高齿形强度, 使工作齿
在挤压开始时便受到指向轴心的压力, 逐渐挤入毛
参考文献
1 宋维锡. 金属学. 北京: 冶金工业出版社, 1989. 2 周如松. 金属物理. 北京: 高等教育出版社, 1992. 3 美国金属学会编. 金属手册. 北京: 机械工业出版社, 1988. 4 刘永铨. 钢的热处理. 北京: 冶金工业出版社, 1983. 5 肖景容, 姜奎华. 冲压工艺学. 北京: 机械工业出版社, 1990. 6 肖忠圻主编. 金属学和热处理. 北京: 机械工业出版社, 1989.
一种车用花键套零件的冷挤压成形方法[发明专利]
![一种车用花键套零件的冷挤压成形方法[发明专利]](https://img.taocdn.com/s3/m/06bc990511661ed9ad51f01dc281e53a58025194.png)
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201610363343.3(22)申请日 2016.05.27(71)申请人 上海工程技术大学地址 201620 上海市松江区龙腾路333号申请人 上海东芙冷锻制造有限公司(72)发明人 龚红英 黄继龙 宋春雨 吕弘毅 邹琼琼 廖泽寰 (74)专利代理机构 上海科盛知识产权代理有限公司 31225代理人 褚明伟(51)Int.Cl.B21C 23/03(2006.01)B21C 23/32(2006.01)B21C 25/02(2006.01)B21C 31/00(2006.01)C21D 9/32(2006.01)C21D 1/26(2006.01)C23C 22/73(2006.01)(54)发明名称一种车用花键套零件的冷挤压成形方法(57)摘要本发明涉及一种车用花键套零件的冷挤压成形方法,所述花键套呈轴对称的圆筒状,筒体的内、外表面上均开设有轴向的渐开线花键齿,外花键齿的端面呈现圆弧状,该方法包括以下步骤:(1)制备花键套零件坯料;(2)对坯料进行退火使其软化;(3)将退火后的坯料进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的坯料进行润滑处理;(5)将步骤(4)处理后的坯料进行压形,使得内外花键齿一次性挤压成形;(6)采用背压装置成形外花键齿端面圆弧状。
与现有技术相比,利用本发明所述的挤压成形方法生产的此类花键套零件力学性能好、材料利用率高,避免了齿形模腔充不满的缺陷、生产工艺流程短。
权利要求书1页 说明书4页 附图2页CN 105880304 A 2016.08.24C N 105880304A1.一种车用花键套零件的冷挤压成形方法,所述花键套呈轴对称的圆筒状,筒体的内、外表面上均开设有轴向的渐开线花键齿,外花键齿的端面呈现圆弧状,其特征在于,该方法包括以下步骤:(1)制备花键套零件坯料;(2)对坯料进行退火使其软化;(3)将退火后的坯料进行抛丸处理以消除毛刺和氧化皮;(4)对抛丸处理后的坯料进行润滑处理;(5)将步骤(4)处理后的坯料进行压形,使得内外花键齿部位一次挤压成形;(6)采用背压装置成形外花键齿端面圆弧状。
渐开线花键冷滚挤成形
)
(!) 挤轮齿廓渐开线起始圆半径 !"" 的计算
挤轮
修圆。 挤轮材质选 89!":*;, 热处理至 3. 7 36 <=8, (") 如能冰冷处理更佳。 (大批量生产时, 可选高速钢, 增 加耐用度) (#) 挤轮精度可参照标准渐开线齿轮 3 级制造, 齿 形对挤轮孔的跳动要严格控制。精度检查可用二量棒 来实现。
)
$ ( () (00# ) !# * () !! )! # + ,#- ./ # 齿顶圆极坐标方程为 ( #)! $&" " 齿顶圆部分面积为 !"#’ ! !
!
# #
# &"
# (
" # [( ) ] ’ # "# #
$ ( * )! # + ,.1 #1 (00# ) # #( ## 齿根圆极坐标方程为 ( #)! $)" " 齿根圆部分面积为 !"!* !
)
)
)
, "@ 2 , #@ ! -@ 此条件为保证滚挤后工件分度圆弧齿厚精度的必 需条件。 (,) 注意挤轮与工件不是普通意义的一对变位啮 合齿轮, 齿顶圆、 齿根圆直径不能作为变位计算的条
・ A1 ・
)
)
)
)
(00) - #@ ! !(#@ 5 +# ! / + ,,1 /A
计算结果相符。 !"% 挤轮渐开线起始圆及齿根圆直径的计算
#
结束语
冷滚挤渐开线花键的方法是一种有效且高效的加
工方法, 工艺简单, 成本低廉, 使用方便。不仅对标准、 非标准的英制、 公制花键适用, 亦可用于渐开线齿轮加 工中。加工宜以 60 钢以下的塑性较好的材质, 及模数 不太大的工件为对象。必要时材料预先经完全退火。
外文翻译--花键轴开模冷挤压中局部镦粗问题的解决和相关光塑性研究(中文)

中文译文:花键轴开模冷挤压中局部镦粗问题的解决和相关光塑性研究摘要:同别的成型方法相比,花键轴的冷挤压成型有很多优点。
然而,在入模口处的镦粗问题,仍然没有解决,影响着这种净形技术的广泛应用。
为了解决局部镦粗问题,在这篇文章中提出了在模具开口处加一个导向长度的方法。
在光塑性的基础实验中,发现了解决问题的一个理论分析模型,并且提出了一个计算导向长度的方法。
基于计算结果选出了合理的工艺参数,并且实际工艺中结果良好。
关键词:花键轴;冷挤压;局部镦粗;光塑性1.前言最近几年,净形或近净形加工,甚至在制造工件的复杂部分。
花键轴的冷挤压成形比切削有更大的潜力,平模的应用越来越广泛,应为它的许多显著的优点,例如节省原材料,生产效率高,产品质量好,成本低。
然而,模具设计和工艺参数的选择依赖于非理论的因数和分析系统的缺乏,导致坯料常常在模具入口发生镦粗,导致了在实际生产中挤压的失败。
近来,这种镦粗问题主要的解决办法是在主要设备上反复试验,采用试错的方法,这种方法费用昂贵,限制了这种先进的生产工艺的广泛应用。
挤压力的计算和花键轴冷挤压成形工艺参数曾经有过许多探索者做过研究,但是局部镦粗的问题研究没有过报导。
这篇文章重点解决局部镦粗问题和相关的经验和理论分析。
2.局部镦粗的形成和解决2.1 如何避免局部镦粗的形成在花键轴开模冷挤压的工艺过程中,没有进入模具塑性变形区的工作区不受模具的约束,不会发生变形,这样开模挤压的成形条件为:p≤sσ式中p为坯料单位面积上的挤压力,sσ是坯料的屈服强度。
如果p>sσ那么在圆锥形模具入口处的坯料将首先变形,然后被镦粗。
最终,金属流动被约束导致开模挤压失败。
哪一个参数是模具设计的主要因数和怎么判断开模挤压成功或失败是一个问题。
一些关于这个问题的研究是应用限制较高的方法。
当别的参数固定的时候,有两个临界参数,即临界入模半角αcr1和αcr2(αcr1<αcr2)。
当αcr1<α<αcr2时,成形条件p≤sσ得到满足,并且局部镦粗问题的得到避免。
汽车变速器渐开线齿形花键轴的冷挤压成形技术

l College anoissefmP
l幕囊喜霎=;宅葺;l冀L
【Abstr觚t】Takin蕈鬟蠹譬!曼暑il菩茎j;三;耋三j!誊毒娩;!量j乏薹i譬l封藿耋;婪嚣塞主鞣耄;;蓄耋塞彗茎薹荔霎嚣誓薹垂!齑;l垂哆三Ⅲ耋霉;主茎
(Jiaxing g noluiX
Technology】
l刖耋囊莛兰;若三善!萼量l鋈;;蓦瘩ll}薹章≮鲁;耋矗童妻i!;季i}耍耋霎壹美:妻妻主圣垂lII蓬电蠹篓蠢墓萎主摹;登垂i|,i至耋鼋鳇霎醺S接地 线带有接 触电阻时与有关显示值之间关系如表2。
能下降。 当发动机冷却液实际温度为65℃,不起动状态 正常情况下,进气支管压力MAP为100 kPa的时
候,MAPS信号线带有接触电阻时与有关显示值之
万方数据 2006年第7期
100
不起动时MAP=70 kPa,怠 起动后不熄火, 速时MAP=53 kPa,短期燃油 无故障码 调整系数:o.96~0.98 不起动时MAP=60 kPa,怠 速时MAP=29 kPa,短期燃油 调整系数=0.91~O.93 踩加速踏板会
300
易发生线路断路、接触不良故障的部位及故障码的显示情况。结合故障实例进行分析,针对无故障码显示的线路断
图2冷挤压件不意
3.2确定齿形部分的挤压坯件直径
在冷挤压工艺中,齿形部分挤压坯件直径的确 定是决定挤压工艺成功的关键因素之一。
正确的挤压坯件直径一般在分度圆(或齿中径)
进行表面处理,然后用熔融的硬脂酸肥皂作皂化液
进行表面润滑处理。
4模具结构设计
4.1冷挤压模具结构
附近,其计算公式为:
d,,Fd±△d
表2四s 接地线接触电阻与有关显示值之间的关系
接触电阻 /Q
花键轴冷挤压工艺研究与模具设计

收稿日期:2019-01-21作者简介:骆 静(1983—),男,讲师。
文章编号:1001-4934(2019)04-0012-04花键轴冷挤压工艺研究与模具设计骆 静1,尹小燕1,李荣章1,张 驰2(1.成都理工大学工程技术学院 自动化工程系,四川 乐山 614000;2.重庆理工大学 材料学院,重庆 400054)摘 要:根据典型摩托车花键轴的结构特点,制订了合理的冷挤压方案,讨论了工艺设计中的几个关键问题。
经计算、分析与校核,得到了花键轴短端挤压力为206kN、最佳入模口形状与角度(长端花键轴入模半角为25°,短端花键轴入模半角为30°)以及工作带长度为6mm等参数,并在此基础上设计了花键轴成形模具。
经冷挤压试验和理化分析,得到了合格的挤压件,验证了工艺设计的正确性。
关键词:花键轴;冷挤压;工艺;模具设计中图分类号:TG 316文献标识码:BCold extrusion process and die design of a spline shaftLUO Jing,YIN Xiao-yan,LI Rong-zhang,ZHANG ChiAbstract:According to the structural characteristics of a typical motorcycle spline shaft,areasonable cold extrusion scheme was developed and several key problems in the processwere discussed.Through calculation,analysis and verification,several parameters wereobtained,such as the extrusion force is 206kN at the short end of spline shaft,the optimalshape angle of the die entry(the half angle of the long spline shaft is 25°,the half angle ofthe short spline shaft is 30°)and the length of the working belt is 6mm.On this basis,thedie of spline shaft was designed.Through cold extrusion test and physical and chemicalanalysis,qualified extrusion parts were obtained,and the process design was verified.Key words:spline shaft;cold extrusion;process;die design0 引言摩托车花键轴作为大批量生产的车用传动零件,其成形质量的优劣直接影响机车的性能及寿命[1]。
花键轴冷挤压成形工艺及模具设计

花键轴冷挤压成形工艺及模具设计
高汉华
【期刊名称】《金属成形工艺》
【年(卷),期】1998(016)001
【摘要】花键轴是机械中广泛使用的重要零件之一。
制造工艺复杂,外观质量,尺寸精度,综合机械性能等要求高。
采用冷挤压形,可使成本降低,提高质量,使用可靠。
此文对花键轴成形工艺,模具设计作了详细探讨。
【总页数】2页(P10-11)
【作者】高汉华
【作者单位】武汉市一轻工业学校
【正文语种】中文
【中图分类】TH131.4
【相关文献】
1.车用花键轴冷挤压成形CAE分析及工艺参数优化 [J], 刘仰文;张莹;姬忠超;陈莹莹;娄现瑞
2.内外花键轴向冷挤压成形工艺 [J], 康权;邓强;李志远;杜尚军;崔旭昌
3.花键轴冷挤压工艺及模具设计 [J], 余承辉;王国林;卢洪德;聂兰启
4.花键轴冷挤压工艺研究与模具设计 [J], 骆静;尹小燕;李荣章;张驰
5.方花键轴开模冷挤压的模具设计及工艺实验研究 [J], 黄朝珲;付沛福
因版权原因,仅展示原文概要,查看原文内容请购买。