机械加工企业工艺流程图
食品加工机械流程图

市泓源食品机械厂一、台式烤肠流水线1.原材料为冻肉:冻肉切块机/冻肉切片机→冻肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机2.原材料为鲜肉:鲜肉绞肉机→斩拌机→拌馅机→灌肠机→扎线机→烟熏炉→真空包装机二、设备用途冻肉切块机/冻肉切片机:把标准的冻肉盘切成便于冻肉绞肉机工作的肉块。
冻肉绞肉机:把冻肉块绞成肉馅状。
斩拌机:把肉馅状的料斩成肉糊糊状。
(很细腻,口感会更好)拌馅机:把物料充分搅拌均匀。
灌肠机:给物料穿上肠衣。
扎线机:把长长的肠扎成固定的一节一节的。
烟熏炉:熏、蒸,把肠给加工熟。
真空包装机:真空包装,便于储存。
台式烤肠生产流水线冻肉切块机——冻肉绞肉机——斩拌机——拌馅机——液压灌肠机——扎线机——烟熏炉——冷却、真空包装冻肉切块机产品说明本机可直接切割-18℃至-12℃未经解冻的各类冻肉,减少了缓化的时间,避免了整块肉在缓化过程中营养成分的流失,是肉制品加工过程中必不可少的设备。
它吸取了国外同类产品的先进技术,结合我国实际加工工艺研制生产。
并具有性能可靠,投入小,生产效率高。
整机均采用不锈钢制造,刀片采用优质合金制造,刀刃锋利,切削效果好。
技术参数1.刀架往复次数:41次/分钟2.料道宽度:460/500mm3.横刀行程:220mm4.输出功率:5.5KW 5.生产量:4-5吨/小时6.电机转速:1450转/分钟7.重量:600KG8.外形尺寸:1500*720*1400 JR-130绞肉机采用德国技术,具备最优越的性能,采用SUS304不锈钢材质。
送料口绞龙轴导程合理,入料口大、进料通畅,生产效率高。
具有送料绞龙及出料绞龙,每个绞龙单独工作,且都有两个速度,可以根据不同的原料采用不同的速度配比,从而达到最佳效果和产量。
出料绞龙螺距设计合理,使原料肉顺畅的通过,杜绝出油现象,并减少绞龙对头产生的挤压,使肉料颗粒度好,边缘清晰,升温低。
具有安全保护装置,操作更安全。
电器采用施耐德品牌,具有急停按钮。
生产机加工件工艺流程图
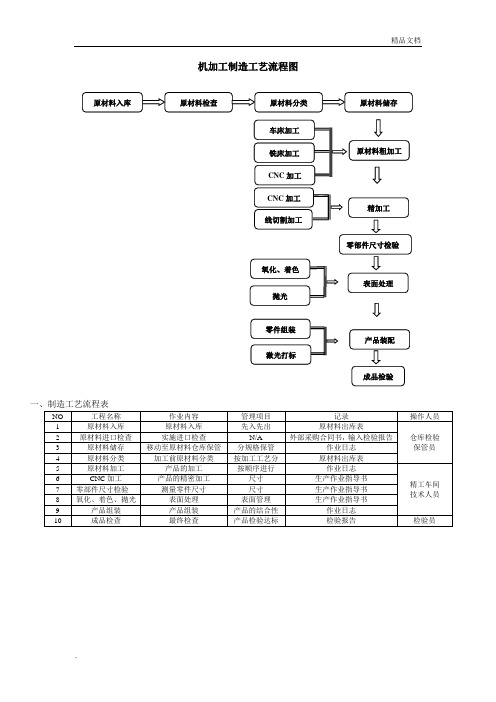
一、制造工艺流程表
NO
工程名称
作业内容
管理项目
记录
操作人员
1
原材料入库
原材料入库
先入Hale Waihona Puke 出原材料出库表仓库检验
保管员
2
原材料进口检查
实施进口检查
N/A
外部采购合同书,输入检验报告
3
原材料储存
移动至原材料仓库保管
分规格保管
作业日志
4
原材料分类
加工前原材料分类
按加工工艺分
原材料出库表
5
原材料加工
产品的加工
按顺序进行
作业日志
精工车间
技术人员
6
CNC加工
产品的精密加工
尺寸
生产作业指导书
7
零部件尺寸检验
测量零件尺寸
尺寸
生产作业指导书
8
氧化、着色、抛光
表面处理
表面管理
生产作业指导书
9
产品组装
产品组装
产品的结合性
作业日志
10
成品检查
最终检查
产品检验达标
检验报告
检验员
(完整版)销售机加工件工艺流程图

(完整版)销售机加工件工艺流程图一、工序概述本文档描述了销售机加工件的完整工艺流程,包括从订单确认到最终交付的所有关键步骤。
以下是该工艺流程的详细说明:二、工艺流程1. 订单确认:- 销售部门接收客户订单,并确认订单内容和要求。
- 销售部门将订单信息传达给生产部门。
2. 订单评估:- 生产部门评估订单的可行性,包括技术要求、材料可获性和生产周期等。
- 生产部门与销售部门协商解决可能存在的问题,并提供准确的交货期。
3. 技术设计:- 技术部门根据订单要求设计相应的加工方案。
- 技术部门与生产部门协商确认加工方案的可行性和效率。
4. 材料采购:- 采购部门根据订单要求,选择并采购所需的原材料。
- 采购部门与生产部门协商确定材料供应时间和数量。
5. 工序安排:- 生产部门根据加工方案和材料供应情况,合理安排加工工艺流程。
- 生产部门对加工工序进行时间评估,制定详细的生产计划。
6. 机加工:- 根据工艺图纸和加工工序,进行机械化加工。
- 加工过程中,生产部门进行质量检查和监控。
7. 检测和测试:- 加工完成后,进行必要的检测和测试,确保产品质量符合要求。
- 检测和测试结果由质检部门记录和报告。
8. 表面处理:- 根据产品要求,进行表面处理,如喷涂、镀镍等。
- 表面处理过程中,需要注意质量控制和环保要求。
9. 组装与调试:- 将各部件进行组装,并进行调试,确保产品功能正常。
- 调试过程中,技术部门提供相应的指导和支持。
10. 包装与出货:- 将成品进行适当的包装,确保运输安全和产品完整性。
- 销售部门与物流部门协商确认出货时间和方式。
11. 交付和售后:- 按照客户要求,将产品及时交付。
- 销售部门与客户进行售后服务和反馈收集。
三、总结本文档详细描述了销售机加工件的工艺流程,包括订单确认、技术设计、材料采购、工序安排、机加工、检测和测试、表面处理、组装与调试、包装与出货以及交付和售后等关键步骤。
通过遵循该工艺流程,可确保产品按时交付且质量稳定可靠。
扭力扳手管体机加工件工艺流程图

管体加工制造工艺流程图
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。
工艺流程图范例
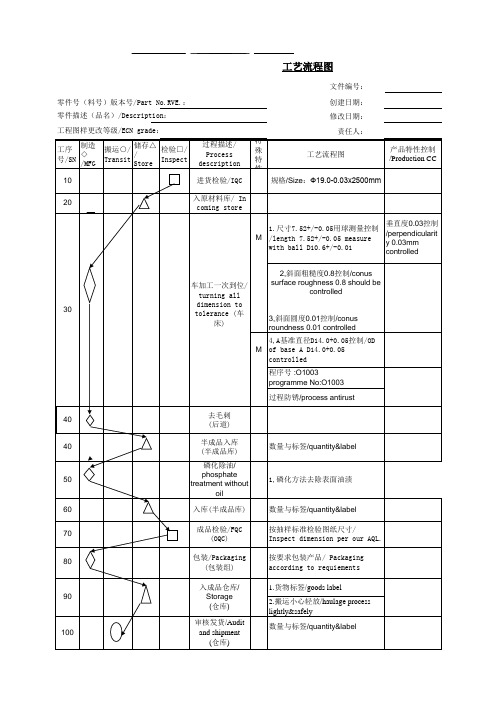
数量与标签/quantity&label
磷化除油/
50
phosphate treatment without
1,磷化方法去除表面油渍
oil
60
入库(半成品库)
数量与标签/quantity&label
70
成品检验/FQC (OQC)
按抽样标准检验图纸尺寸/ Inspect dimension per our AQL.
/perpendicularit y 0.03mm
controlled
2,斜面粗糙度0.8控制/conus
车加工一次到位/ turning all
surface roughness 0.8 should be controlled
dimension to
30
tolerance (车 床)
3,斜面圆度0.01控制/conus
80
包装/Packaging (包装组)
按要求包装产品/ Packaging according to requiements
入成品仓库/
1.货物标签/goods label
90
Storage (仓库)
2.搬运小心轻放/haulage process lightly&safely
审核发货/Audit
物流流程/ Shipment flow chart
数量与标签/quantity&label
100
and shipment
(仓库)
工艺流程图
控制方法/Control plan 供应商提供材质证明/ Supplier support material certification 货仓物料进仓流程/ In coming flow chart
机械企业生产流程图
机械企业生产流程图
机械企业的生产流程图可以分为以下几个主要步骤:
1. 设计阶段:根据市场需求和客户需求,进行新产品或机械零部件的设计。
这个阶段包括产品概念设计、详细设计和工程设计等环节。
2. 采购材料:根据设计要求,采购各种原材料、零部件和标准件。
这些材料可以是金属材料、塑料材料、电子元器件等。
3. 制造和加工:根据设计图纸和工艺要求,进行机械零部件的制造和加工。
包括铣削、车削、钳工、焊接等工艺。
4. 装配和调试:将加工好的零部件进行组装,形成成品机械产品。
然后对产品进行测试和调试,确保产品的性能和品质达到要求。
5. 质检和品质控制:对成品产品进行质量检查和测试,确保产品质量符合标准和客户要求。
这个阶段可能包括外观检查、尺寸测量、功能测试等。
6. 包装和出货:经过质检合格的产品进行包装,并安排发货。
7. 售后服务:为客户提供售后服务,包括安装调试、维修保养、培训等。
以上是一个简单的机械企业生产流程图的主要步骤。
实际情况可能会因企业规模和产品类型的不同而有所变化。
机加工工艺流程图
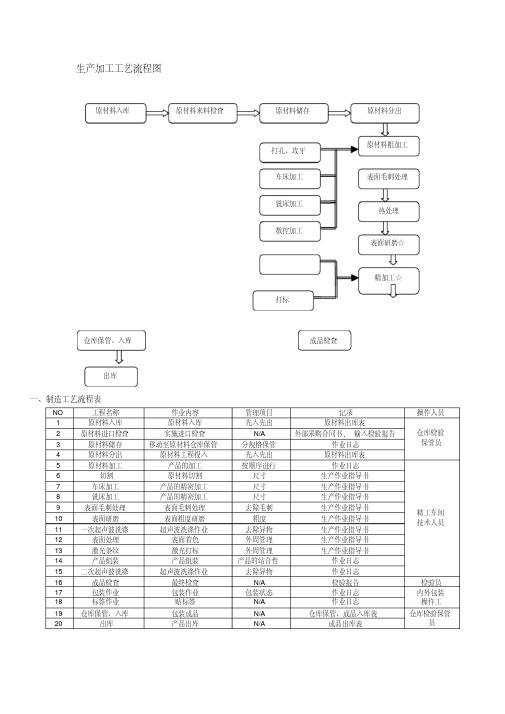
生产加工工艺流程图一、制造工艺流程表NO 工程名称作业内容管理项目记录操作人员1 原材料入库原材料入库先入先出原材料出库表仓库检验保管员2 原材料进口检查实施进口检查N/A 外部采购合同书,输入检验报告3 原材料储存移动至原材料仓库保管分规格保管作业日志4 原材料分出原材料工程投入先入先出原材料出库表5 原材料加工产品的加工按顺序进行作业日志精工车间技术人员6 切割原材料切割尺寸生产作业指导书7 车床加工产品的精密加工尺寸生产作业指导书8 铣床加工产品的精密加工尺寸生产作业指导书9 表面毛刺处理表面毛刺处理去除毛刺生产作业指导书10 表面研磨表面粗度研磨粗度生产作业指导书11 一次超声波洗涤超声波洗涤作业去除异物生产作业指导书12 表面处理表面着色外周管理生产作业指导书13 激光条纹激光打标外周管理生产作业指导书14 产品组装产品组装产品的结合性作业日志15 二次超声波洗涤超声波洗涤作业去除异物作业日志16 成品检查最终检查N/A 检验报告检验员17 包装作业包装作业包装状态作业日志内外包装操作工18 标签作业贴标签N/A 作业日志19 仓库保管、入库包装成品N/A 仓库保管、成品入库表仓库检验保管员20出库产品出库N/A成品出库表原材料来料检查原材料粗加工精加工☆成品检查打标打孔、攻牙车床加工出库仓库保管、入库铣床加工原材料入库原材料储存原材料分出热处理表面研磨☆表面毛刺处理数控加工二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序三、有关制造工艺流程图的详细说明○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
各行业工艺流程示意图

目录印刷行业工艺流程 1 丝网印刷工艺流程 3 热处理行业工业流程 4 熔炼行业工艺流程图 5 蓄电池行业工艺流程 6 有色铸造行业工艺流程 7 铝制品行业工艺流程 8 玩具行业工艺流程 8 铸钢铸造行业工艺流程 9 铜铸件工艺流程10 家具行业(沙发)工艺流程 11 服装行业工艺流程 12 涂装行业工艺流程13电镀行业工艺流程建材行业工艺流程(一) 建材行业工艺流程(二) 建材行业工艺流程(三) 建材行业工艺流程(四) 化工行业部份产品工艺流程 纺织行业工艺流程 玻璃行业工艺流程 汽车修理工艺流程 皮具厂工艺流程 艺术品工艺流程 发电厂工艺流程 造纸厂工艺流程 硫酸制造工艺流程 烧碱制造工艺流程 其它行业生产工艺流程印刷行业工艺流程1 of 31塑料印刷苯系物噪声2 of 31丝网印刷工艺流程丝网印刷3 of 31热处理行业工业流程4 of 315 of 31熔炼行业工艺流程图铝铅尘、铅烟、噪声、高温铅铜注:如熔炼炉为池炉,则会有煤尘和一氧化碳等有害物产生。
以上为钳锅生产工艺。
蓄电池行业工艺流程注:规模小的单位,只有买进阴阳极板后进行最后一条流水线。
6 of 31有色铸造行业工艺流程7 of 31铝制品行业工艺流程玩具行业工艺流程长毛绒玩具8 of 31铸钢铸造行业工艺流程9 of 31铜铸件工艺流程10 of 31家具行业(沙发)工艺流程11 of 31服装行业工艺流程注:一般情况新的工业缝纫机的噪声不会超标12 of 31涂装行业工艺流程油漆类13 of 31油墨类甲苯、二甲苯乙酸乙酯、噪声甲苯、二甲苯、乙酸乙酯水性涂料噪声、粉尘注:涂料中的稀释剂据油漆的要求不同需不同。
14 of 31电镀行业工艺流程氢氧化钠硫酸盐酸15 of 31建材行业工艺流程(一)瓷砖:16 of 31建材行业工艺流程(二)玻璃钢类:塑钢门窗类:噪声17 of 31建材粉:RS色艺石(人造大理石):18 of 31建材行业工艺流程(三)大理石:多层夹板:19 of 31建材行业工艺流程(四)水泥砖、瓦20 of 31化工行业部份产品工艺流程氯化锰乙酸锰硝酸锌21 of 31纺织行业工艺流程纺织22 of 31玻璃行业工艺流程制瓶23 of 31显象管玻壳24 of 31汽车修理工艺流程皮具厂工艺流程粉尘甲苯、二甲苯、乙酸丁酯25 of 31艺术品工艺流程礼盒水晶艺品26 of 31发电厂工艺流程火力发电:2燃气发电:27 of 31造纸厂工艺流程硫酸制造工艺流程2323328 of 31烧碱制造工艺流程2 3 2 2 3其它行业生产工艺流程绝缘胶带不粘胶注:稀释剂品种较多,据实际情况而定。
生产机加工件工艺流程图

生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
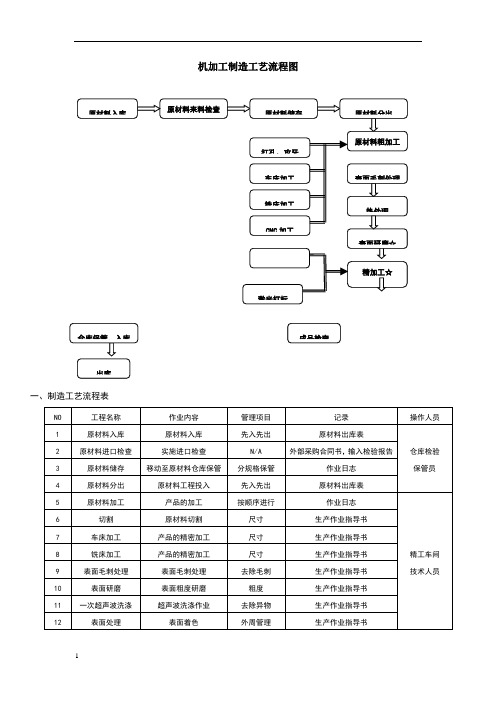
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。
生产机加工件工艺流程图
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。