电子标签的模切质量控制
包装产品模切生产工艺技术和质量的控制
品,如果边框离包装产品的边缘设计小 了,只设计
2 m m 以 内的 , 一旦 模切 出现轻 微 的误差 ,就会造 成包
装产品出现明显的大小边质量缺陷 , 对包装产品的外 观质量影响较大。还有包装产品的部分文字、字母或 图案的设计 ,也不要过于靠近边缘 ,以免模切误差而 出现切到印刷版面的图文,尤其是多拼版结构的大幅 面印刷工艺,若印刷与模切工艺又不是联机作业的 ,
品 面积 小 ,边缘 也 比较 小 的版 面 ,拼 版 的 幅面就 要 尽量控制小 一些 ,以免 因为印刷 幅面大 ,变形 系数也
效保证包装产品模切质量的基础。生产工艺方式的
设计 就 是根 据包 装 产 品采 用 的材质 特 点 、 印刷数 量
大,包装产品模切的精度就会大幅度出现下降现象 , 使模切不合格品率大大增加 , 所以,作为包装产品设 计者一定要深入印刷生产现场 ,观察、了解和掌握印 刷及模切生产原理与过程的生产情况 , 才能设计出与 生产实际接轨的包装产品产品。
大的影响。但是 ,也不能盲 目增加钢刀淬火层的面 积 ,若淬火层面积过多则容易因为刀身 “ 钢性”过 脆而造成断裂 ,影响钢刀的弯 曲成型。钢刀的淬火 处理工艺效果 ,也决定 了钢刀的生产成本。有些钢 刀抗压强度差 ,在模切压痕过程 中容易出现弯曲变
形现象 ,这与淬火工艺处理不够到位可能有一定的
其质量 弊病 的表现将 更为 突出。所 以,边框 和 图案距
向 ,横 纹处理 的钢刀 弯曲成 型后不易 出现脆 裂现 象 ,适 用于模切纸 张 、纸板类产 品 ,其模切 精度
高 、质量 稳 定 ,刀锋 也 耐 用 。而直 纹 处理 的钢 刀弯
曲成 型时 ,容易 出现开裂弊病 ,且刀锋 看似很锋
简述前后膜的模切品质控制流程
简述前后膜的模切品质控制流程英文回答:The process of controlling the die-cutting quality of front and back membranes involves several steps to ensure that the final product meets the desired standards. Here is a brief overview of the quality control process:1. Pre-production preparation: Before starting the actual die-cutting process, it is crucial to prepare the necessary materials and equipment. This includes selecting the appropriate die-cutting tools, ensuring they are in good condition, and setting up the machine correctly.2. Die-cutting setup: The next step is to set up the die-cutting machine according to the specifications of the front and back membranes. This involves adjusting the pressure, speed, and other parameters to achieve the desired cutting results.3. Test run: Once the machine is set up, a test run is performed to check the die-cutting quality. This involves running a small batch of front and back membranes through the machine and inspecting the cut edges for any defects or inconsistencies. Any issues identified during this test run are addressed and corrected before proceeding to full-scale production.4. In-process inspection: During the actual production run, regular inspections are conducted to ensure consistent die-cutting quality. This involves visually inspecting the cut edges of the front and back membranes at regular intervals and checking for any defects such as incomplete cuts, jagged edges, or excessive material waste. If any issues are found, immediate corrective actions are taken to rectify them.5. Final inspection: Once the production run is completed, a final inspection is carried out to assess the overall die-cutting quality of the front and back membranes. This involves a thorough examination of the entire batch, checking for any remaining defects or inconsistencies. Ifthe quality meets the desired standards, the front and back membranes are deemed acceptable for further processing or packaging. If any issues are found, the batch may berejected or reworked to rectify the problems.It is important to note that the quality controlprocess for die-cutting front and back membranes may vary depending on the specific requirements of the product and the industry standards. However, the general principles of pre-production preparation, setup, test run, in-process inspection, and final inspection are commonly followed to ensure consistent and high-quality die-cutting results.中文回答:控制前后膜的模切品质涉及多个步骤,以确保最终产品符合预期标准。
模切件的品质管控计划书
模切件的品质管控计划书一、目的:根据公司质量方针和质量目标,制订并组织实施本部门的质量管理计划和目标,组织下属开展标准化体系的完善、维持以及产品的标准管理、产品质量事故处理等工作;组织下属开展原辅材料、成品和生产过程检验、检测等工作,保证检验结果的公正性、准确性和及时性,控制检测费用,提高工作效率和服务质量,以满足公司各部门业务和客户的需要。
二、组织架构由于公司的规模逐渐扩大,产品越来越丰富,业务量也会越来越大,工作重心将相应变化,为适应目前生产需要,后续需要增加检验员。
我希望增加的检验员要求素质比较高一点,现有的质检员再培训也只能做到防止不良品出货,而不能计划将在组织后期发展需要,品质部还需要建立供应商质量管理,出货检验等。
因此,品质管理工作越来越需要系统化,标准化。
三、人员规划:计划人数为5人:1、iqc的进料检验人数从目前的2人提升为5人。
并成立专的iqc进料检验组。
2、iqc来料不良批次数目标为≥94%,为完成这个目标,需要有一名专业的sqm工程师进行供应商的管理的辅导,并且由此人兼任iqc组长一职。
3、为了增强品质部的数据分析改善能力,完善公司的iso程序,需要增加一名品质文员,并由此人兼任文控4、为减少产品开发中存在的品质隐患,提升制程的品质管控能力,减少客诉不良,处理外发生产过程中的异常,品质主管直接负责。
5、每一处外驻工厂需要配置1名技能全面的外驻主管和2名品质检验员,以达到对外驻品质进行监控的目标四、区域规划:随着公司的不断壮大,公司的品质管理体系越来越完善,品质部人员的不断增加,现有的品质部的工作区域已不能适应日异发展的需要,因此品质部需要一个相对独立的,能够容纳足够多人员的工作区域。
五、部门职责为贯彻质量管理体系,促进公司产品品质管理及质量改善活动,保证为客户提供满意的产品及优质的服务,以达到公司利益最大化,暂定以下职责:1,贯彻公司质量方针,不断完善公司质量保证体系文件,确保iso9001:20xx 质量管理体系能持续运行并有效执行;2,根据公司质量目标,督导各部门建立相关品质目标,负责对各部门的品质管理工作进行评估,并根据实际业绩和订单情况组织检讨,规划;3,负责公司各种品质管理制度的制订与实施,组织与推进各种品质改善活动。
模切过程中存在六大质量问题及解决办法

模切过程中存在六大质量问题及解决办法1. 模切精度不高精度不高的原因有模切版本身的问题,也有来自印刷品的问题。
手工制作的模切版,误差较大;模切压痕与印刷的作业环境不同会造成纸张变形,导致模切压痕位置不准,尤其是经过上光、覆膜的纸张变形更严重,影响模切精度。
解决办法:选择先进的制版方式,提高模切版的精度:尽量保证模切压痕与印刷在同一作业环境下进行或保证作业环境的同一性(即有相同的温度、湿度等);对上光和覆膜的印张要进行模切预处理,尽量减少纸张变形对模切精度的影响。
2. 模切压痕产生爆线和暗线“爆线”是指由于模切压痕压力过大,超过了纸板纤维的承受极限,使纸板纤维断裂或部分断裂;“暗线”是指不应有的压痕线。
一般是由模切版和压痕钢线选择不合适,模切压力调节不当,纸张质量差,纸张的纤维方向与模切版排刀方向不一致或纸张的含水量低导致纸张柔韧性下降所引起的。
解决方法:选择合适的模切版;适当调节模切机的压力;在模切之前先把要模切的纸张放置在车间里一段时间;加大车间环境的湿度。
另外还有一种特殊情况,就是在模切硬盒烟包小盒时,由于很多位置的压痕线之间距离很近,如果按正常情况配置压痕钢线的高度,模压时对纸张的拉力过大,也会造成爆线。
因此,应设法把对纸张产生的拉力降到最小。
方法有两个:一是降低压痕钢线的高度;二是减少压痕底模条的厚度,两者不能同时使用,否则起不到很好的压痕效果。
较好的方法是降低压痕钢线的高度,降低的高度通常为0.1~0.2mm。
根据纸张厚度确定具体降低多少,定量在350g/m2以上的纸张需降低0.2mm,350g/m2以下的纸张降低0.1mm为宜。
3. 压痕线跑位.不饱满压痕钢线在模切压力的作用下出现扭动会导致压痕线跑位;模切压力不足会导致压痕不饱满。
分别采用更换模切版和加大模切压力的方法可改善此问题。
4. 模切起毛,起尘在模切时,经常会出现模切产品切边不光洁、起毛的现象,特别是一些离压痕线较近的切边处更是严重。
浅谈模切压痕质量控制的几大要点
浅谈模切压痕质量控制的几大要点模切压痕质量是影响纸盒外观质量的主要因素。
模切刀、压痕钢线选择不合理,使用不当等都是引起墨层爆线的主要原因,如模切刀迟钝等。
UV固化油墨经紫外光固化附着在纸张上,固化时间需3—5秒钟。
按粒径大小,磨砂油墨分为粗砂、中砂、细砂3种。
需要根据印刷品精细程度及客户的要求进行选择。
首先要保证丝网目数与粒径相互适应。
一般粗砂用150-200目,中砂用200—250目,细砂用300—400目的丝网。
其次,在印刷过程中根据油墨粒径的大小正确选择油墨的黏度,粗砂一般控制在2000±100CPS,中砂控制在3000±100CPS,细砂控制在3500土100CPS,并尽可能少加油墨添加剂,保证印刷速度适当。
模切压痕质量是影响纸盒外观质量的主要因素。
模切刀、压痕钢线选择不合理,使用不当等都是引起墨层爆线的主要原因,如模切刀迟钝等。
(1) 正确选择模切刀模切刀要求锋利、硬度高。
金(银)卡纸表面的镀铝膜和磨砂油墨粗糙的颗粒增加了模切的难度,使模切刀磨损加快。
据统计,非金(银)卡纸磨砂印刷品的刀版耐印力为80万次,而金(银)卡纸磨砂印刷品的刀版耐印力则明显降低。
【推荐相关:机刮刀-调墨刀】针对不同厚度的纸张应选择不同的模切刀。
奥地利宝拿(BOHLER)和青岛山特维克鱼牌G12模切刀片较好,G12模切刀片其刀尖的微观厚度控制在3μm以内,锋利性、耐久性非常适合模切金(银)卡纸。
PET等难以切割的材料。
其高度为23.80mm,厚度有0,71mm.1.07mm、1.42mm等多种,一般选用0.71mm即可。
(2) 正确选择压痕线与压痕钢线优质的压痕钢线应硬度适中,稳定性强,刀头圆滑,圆弧中轴对称,高度、厚度偏差小,规格齐全。
其选用原则是:压痕钢线的厚度不小于纸厚,高度等于模切刀片高度减去模切材料厚度,再减去修正值0.05~0.10mm,压痕线的选用原则是:压痕线的厚度也不小于纸厚,宽度等于纸厚的1.5倍加上压痕钢线的厚度。
简述前后膜的模切品质控制流程
简述前后膜的模切品质控制流程Quality control is essential in the die cutting process of front and back films to ensure the production of high-quality products. Ensuring precise and clean cuts is crucial to the overall appearance and functionality of the final product. Inspecting the die cutting equipment regularly helps to identify any issues or defects that may arise during the process.质量控制在前后膜的模切过程中至关重要,以确保生产高质量的产品。
确保精确干净的切割对最终产品的整体外观和功能至关重要。
定期检查模切设备有助于识别在过程中可能出现的任何问题或缺陷。
One important aspect of quality control in die cutting is maintaining consistent pressure and alignment throughout the process. This ensures that each piece is cut accurately and precisely, without any inconsistencies or imperfections. Adjusting the pressure and alignment as needed can help to achieve the desired result and prevent any errors during production.模切中质量控制的一个重要方面是在整个过程中保持一致的压力和对齐。
2023修正版SMT质量控制
SMT质量控制SMT质量控制概述表面贴装技术(Surface Mount Technology,SMT)是电子制造中一种常见的元件贴装技术。
SMT质量控制是确保SMT制程中产品质量稳定和可靠性的关键步骤。
本文将介绍SMT质量控制的基本原理和常用的质量控制方法。
SMT质量控制的目标SMT质量控制的主要目标是确保产品的质量稳定和可靠性。
通过质量控制,可以减少生产过程中的制造缺陷,提高产品的一致性和可靠性,降低不良品率,从而提升客户满意度和市场竞争力。
SMT质量控制的原理SMT质量控制的原理是通过控制制程参数,降低制造过程中的随机变异,提高产品的稳定性。
通常可以从以下几个方面进行质量控制:1. 设备维护和管理设备的正常运行对于产品质量的控制至关重要。
生产厂家需要对设备进行定期维护和保养,确保设备处于良好的工作状态。
此外,还需要建立设备使用和管理规范,对设备进行合理调度和维护,以确保设备的可靠性和稳定性。
2. PCB布局设计PCB布局对SMT制程中的元件安装和焊接质量有着重要的影响。
合理的PCB布局可以减少元件之间的干扰,提高电路的稳定性和可靠性。
在PCB布局设计中,需要注意元件之间的间距、走线的长度和宽度等因素,以避免电路中出现干扰和回流现象。
3. 元件质量和可靠性元件质量和可靠性直接影响产品的质量和可靠性。
为了控制元件的质量,需要选择合格的元件供应商,并严格按照元件的规格和要求进行采购和检验。
此外,还需要对元件进行合理的储存和管理,以防止元件受潮、老化等情况的发生。
4. 制程参数控制制程参数的控制是SMT质量控制的核心内容。
制程参数包括温度、湿度、速度等因素。
通过合理控制制程参数,可以降低焊接温度过高或过低、焊接速度过快或过慢等制造缺陷的发生,提高产品的焊接质量和可靠性。
5. 定期检测和测试定期检测和测试是质量控制的重要手段之一。
通过定期对产品进行质量检测和功能测试,可以及时发现产品的缺陷和问题,并采取相应的措施进行改进和修正。
标签与模切产品的检验要求
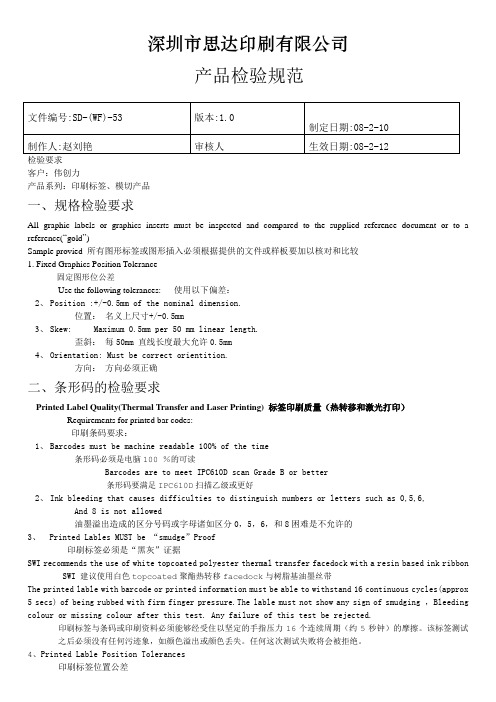
深圳市思达印刷有限公司产品检验规范文件编号:SD-(WF)-53 版本:1.0制定日期:08-2-10制作人:赵刘艳审核人生效日期:08-2-12检验要求客户:伟创力产品系列:印刷标签、模切产品一、规格检验要求All graphic labels or graphics inserts must be inspected and compared to the supplied reference document or to a reference(“gold”)Sample provied 所有图形标签或图形插入必须根据提供的文件或样板要加以核对和比较1. Fixed Graphics Position Tolerance固定图形位公差Use the following tolerances:使用以下偏差:2、Position :+/-0.5mm of the nominal dimension.位置:名义上尺寸+/-0.5mm3、Skew: Maximum 0.5mm per 50 mm linear length.歪斜:每50mm 直线长度最大允许0.5mm4、Orientation: Must be correct orientition.方向:方向必须正确二、条形码的检验要求Printed Label Quality(Thermal Transfer and Laser Printing)标签印刷质量(热转移和激光打印)Requirements for printed bar codes:印刷条码要求:1、Barcodes must be machine readable 100% of the time条形码必须是电脑100 %的可读Barcodes are to meet IPC610D scan Grade B or better条形码要满足IPC610D扫描乙级或更好2、Ink bleeding that causes difficulties to distinguish numbers or letters such as 0,5,6,And 8 is not allowed油墨溢出造成的区分号码或字母诸如区分0,5,6,和8困难是不允许的3、 Printed Lables MUST be “smudge”Proof印刷标签必须是“黑灰”证据SWI recommends the use of white topcoated polyester thermal transfer facedock with a resin based ink ribbon SWI 建议使用白色topcoated聚酯热转移facedock与树脂基油墨丝带The printed lable with barcode or printed information must be able to withstand 16 continuous cycles(approx 5 secs) of being rubbed with firm finger pressure.The lable must not show any sign of smudging ,Bleeding colour or missing colour after this test. Any failure of this test be rejected.印刷标签与条码或印刷资料必须能够经受住以坚定的手指压力16个连续周期(约5秒钟)的摩擦。
模切版制作及工艺质量控制
模切版制作及工艺质量控制一、模切:模切压痕工艺是利用钢刀、钢线排列成模版,在压力作用下,将印刷品轧切成型的工艺,其加工效果是:印刷品表面既有形变,又有断裂。
二、模切版制作的流程:绘制模切版轮廓图→切割底版→钢刀钢线裁切成型→组合拼版→开连接点→粘贴海绵胶条→试切垫版→制作压痕底摸→试模切、签样三、模切版的制作1.制版底材a、模切一般产品用18mm厚的木板;b、模切瓦楞纸或海绵产品,则用15mm厚的木板;c、20mm木板用于制作胶片和不干胶产品的模切版;d、常用的清废版为12mm或8mm的木板。
2、选用刀、线①钢刀:钢刀在模切压痕中用做模切线用。
一般高23.8mm,厚0.7mm。
a 钢刀的材质有硬性、中硬性、软性三种。
b 硬性钢刀的硬度及耐磨性高,但弹性小,成型弯曲性小,故适于加工量大,纸板厚而形状较简单的产品的加工;c 软性钢刀硬度低,但弹性好,成型的弯曲度可大,故适于加工小批量,纸张薄、形状复杂的产品;d 中硬度钢刀则介于两者之间。
②钢线:钢线在模切压痕加工中用做压痕线用。
常用钢线高度为22~23.8mm,厚度为0.7mm、1.42mm、2.13mm.3、排刀a 卡纸类模切连点宽度一般为0.4mm;b 瓦楞纸板连点宽度为瓦楞纸板实际厚度加0.2mm,约1~3mm。
4、装版垫版a 一般来说,海绵胶条应高出模切刀3~5mm。
b 模切刀间的距离如果小于8mm,则应选硬度为HS600的海绵胶条。
c 模切刀之间的距离如果大于10mm,则应选择硬度为HS250(瓦楞纸板)或350(卡纸板)的海绵胶条。
d 模切刀与钢线的距离如果小于10mm,则应选择硬度为HS700的拱型海绵胶条;如果大于10mm,则应选择硬度为HS350的海绵胶条。
e 模切刀的打口位置使用硬度为HS700的拱型海绵胶条,用于保护连点不被拉断。
f 模切胶条距离刀线的理想距离为1~2mm。
5、粘贴压痕模a 压痕模主要由压痕底模、定位塑料条、强力底胶片、保扩胶贴构成。
模切质量提升措施和方案

模切质量提升措施和方案一、设备方面。
1.1 设备的精准调试。
模切设备就像一个精密的工匠,稍微有点偏差就可能影响整个模切的质量。
咱们得定期对设备进行全面的调试,确保刀具的安装位置准确无误。
比如说,刀具如果没有安装正,切出来的产品边缘就可能歪歪扭扭的,像个喝醉了酒的人走路似的。
要像对待稀世珍宝一样仔细地调整设备的各项参数,像压力、速度这些,可不能马马虎虎。
1.2 设备的日常维护。
设备要是长时间不保养,那可就容易“生病”,模切质量也就跟着“躺枪”了。
日常的清洁那是必不可少的,就像咱们每天要洗脸刷牙一样。
把设备上的灰尘、碎屑都清理干净,这些东西要是积累多了,就像小沙子钻进齿轮里,会让设备运转不顺畅。
还要定期检查设备的关键部件,像传动带啊,要是有磨损,就赶紧换,别等到“病入膏肓”才想起治疗。
二、材料方面。
2.1 材料的选择。
这材料啊,就好比盖房子的砖头,要是质量不行,房子肯定盖不好。
咱们在选择模切材料的时候,一定要精挑细选。
不能只图便宜,得找那些质量稳定、厚度均匀的材料。
比如说,有的材料厚度一会儿厚一会儿薄,这就像在走高低不平的山路,模切的时候肯定会出问题。
要找那些口碑好、经得起考验的材料供应商,这就叫“背靠大树好乘凉”。
2.2 材料的存储。
材料存储不当那也是个大问题。
就像咱们存粮食一样,得找个合适的地方。
材料要放在干燥、通风的环境里,如果放在潮湿的地方,那材料就容易受潮变形。
这就好比是一块好铁,要是放在水里泡久了,也会生锈。
而且材料的存放要整齐有序,不能乱七八糟的堆在一起,不然材料在取放过程中容易被刮伤,那模切出来的产品质量也就没法保证了。
三、人员方面。
3.1 人员的技能培训。
模切工人的技能水平就像战士的武艺,武艺高强才能打胜仗。
要定期对工人进行技能培训,让他们熟悉设备的操作,掌握不同材料的模切技巧。
就像学做菜一样,得多练才能做出美味佳肴。
而且在培训过程中,不仅要教他们怎么做,还要让他们明白为什么这么做。
电子标签技术在医药行业中的质量控制方法
电子标签技术在医药行业中的质量控制方法在当今医药行业中,质量控制是至关重要的一环。
精确的质控方法能够确保药品的安全性和有效性,维护患者的健康。
随着科技的不断进步,电子标签技术被广泛应用于医药行业的质量控制中,提高了药品的追溯能力和质量可追踪性。
本文将就电子标签技术在医药行业中的质量控制方法进行探讨。
首先,电子标签技术可以提供药品的真实性和合法性信息,从而保证了医药产品的质量控制。
通过电子标签,生产商可以对药品进行唯一编码,将药品与制造商、生产批次、有效期等相关信息绑定在一起。
这意味着每一种药品都具备了独一无二的标识,使得药品来源可以被追溯,从而有效防止假冒伪劣药品的流入市场。
此外,电子标签技术还能够确保医药产品的合法性,只要扫描电子标签,医疗专业人员和患者可以立即获取药品的详细信息,如生产日期、有效期、储存条件等,确保了药品的质量和安全性。
其次,电子标签技术可以加强医药产品的溯源能力,提高了质量追踪的效率。
在传统溯源方式中,使用条码进行追溯需要人工逐个扫描,耗费时间和人力。
而电子标签技术可以通过无线通信和互联网技术,实现快速、自动化的数据采集和传输。
每个电子标签都可以存储大量的数据,如生产工艺、质检结果、运输记录等。
通过传感器和无线网络,可以方便地收集和传输这些数据,实现医药产品全生命周期信息的实时监控和记录。
当出现质量问题时,可以迅速追溯到具体的批次和环节,及时采取措施,防止问题扩大。
此外,电子标签技术还能够提供实时的温度、湿度等环境数据,保证药品质量的稳定性和一致性。
医药产品在运输过程中,受到环境温度、湿度等因素的影响,可能导致质量下降。
电子标签技术可以搭载温湿度传感器,并与监控系统相连接,实时监测药品所处的环境参数。
一旦环境参数超过预设范围,系统将发出警报,从而及时采取措施,保证药品质量的稳定性和一致性。
通过这种实时的监控和数据记录,医药企业可以更好地掌握药品运输和储存过程中的环境条件,及时调整运输方式和储存条件,确保药品的质量和有效性。
电子零部件行业中的质量控制措施
电子零部件行业中的质量控制措施在电子零部件行业中,质量控制是至关重要的一项工作。
对于电子产品的生产商和消费者而言,质量控制措施的有效实施能够保证产品的可靠性、性能和寿命。
本文将重点讨论电子零部件行业中常见的质量控制措施以及它们的重要性。
I. 原材料的质量控制措施在电子零部件的制造过程中,原材料的质量对最终产品的质量起到至关重要的作用。
因此,电子零部件行业必须采取一系列的质量控制措施来确保原材料的质量符合标准要求。
这些措施包括:1. 供应商审核和评估:对原材料供应商进行严格的审核和评估,确保其具备足够的质量管理体系和可靠的产品供应能力。
2. 原材料抽检:对从供应商采购的原材料进行抽样检验,确保其符合产品设计和技术要求。
3. 合格供应商清单管理:建立和维护合格供应商清单,只选择那些通过审核和评估的供应商提供原材料。
II. 生产过程的质量控制措施电子零部件的生产过程是一个复杂而关键的环节,任何生产过程上的不良将会对最终产品产生影响。
因此,质量控制措施在整个生产过程中必不可少。
以下是一些常见的生产过程质量控制措施:1. 工艺参数控制:通过合理的工艺参数设定和严格的操作规范,确保生产过程中关键环节的稳定性和一致性。
2. 自动化设备的使用:使用自动化设备可以提高生产过程的可控性和稳定性,减少人为因素的干扰。
3. 过程监控和数据分析:通过实时监控和数据分析,及时发现生产过程中的异常情况并采取相应的纠正措施。
III. 检测与测试的质量控制措施质量控制的核心环节之一是对最终产品进行有效的检测与测试,以确保产品的质量符合要求。
以下是一些常见的检测与测试质量控制措施:1. 功能性测试:对电子零部件进行功能性测试,验证其是否满足设计和技术要求。
2. 严格的检验标准:制定并执行严格的检验标准,确保产品的各项指标符合质量要求。
3. 检测设备的校准:定期对检测设备进行校准和维护,保证测试结果的准确性和可靠性。
IV. 质量管理体系的建立为了有效实施质量控制措施,电子零部件行业必须建立一个完善的质量管理体系。
SMT质量控制[1]
![SMT质量控制[1]](https://img.taocdn.com/s3/m/2ffc725e58eef8c75fbfc77da26925c52cc591b3.png)
SMT质量控制[1]1. 简介SMT(Surface Mount Technology)是一种电子元器件表面贴装技术,它代替了传统的插件式元器件焊接,大大提高了元器件的密度和焊接效率。
由于SMT技术的广泛应用和高要求,对于SMT质量控制的需求也越来越高。
本文将介绍SMT质量控制的重要性以及一些常用的质量控制方法。
2. SMT质量控制的重要性在电子产品制造中,SMT质量控制是非常重要的环节。
一方面,SMT质量控制直接关系到电子产品的性能和可靠性。
如果SMT质量控制不到位,可能会导致焊接失效、电路连接不良、元器件损坏等问题,从而影响到整个产品的品质。
另一方面,SMT质量控制还关系到生产效率和成本控制。
合理的SMT质量控制可以提高生产效率,减少不良品率,从而降低生产成本。
3. SMT质量控制的方法3.1. 材料检测SMT质量控制的第一步是对使用的材料进行检测。
这包括元器件、焊接材料和PCB等。
对于元器件,需要检查其外观、尺寸、引脚情况等,确保元器件的质量符合标准要求。
对于焊接材料,需要检查其焊接性能,如焊锡的熔点、润湿性等。
对于PCB,需要检查其表面平整度、孔径尺寸等。
3.2. 设备保养和校准SMT设备的保养和校准是SMT质量控制的重要环节。
设备保养包括定期清洗设备、更换易损件、调整设备参数等,以确保设备的正常运转和稳定性。
设备校准包括校准设备的加热控制、加压控制等,以确保设备的工作参数符合要求。
3.3. 工艺控制SMT质量控制还需要进行工艺控制。
工艺控制包括焊接温度、时间、速度等参数的设定和控制。
不同的元器件和PCB要求不同的焊接参数,需要根据实际情况进行调整。
还需要对工艺进行优化,提高工艺的稳定性和可靠性。
3.4. 检测方法SMT质量控制需要借助各种检测方法来验证焊接质量。
常见的检测方法包括外观检查、X射线检测、红外热像仪检测等。
外观检查可以通过人工目视来检查焊接质量,但对于一些隐蔽的焊点可能无法检测到。
模切工艺质量控制

模切工艺质量控制模切工艺是一种常见的加工方法,广泛应用于包装、印刷、电子、家具等行业。
对于模切产品来说,质量控制至关重要,不仅影响产品外观和使用效果,还关系到生产效率和客户满意度。
本文将就模切工艺的质量控制进行探讨,以帮助读者更好地了解和应用这一工艺。
一、材料选择模切工艺中最重要的一环就是材料选择。
不同的材料具有不同的特性,在进行模切加工时需要根据产品的要求来选择合适的材料。
一般来说,材料的硬度、韧性、厚度等因素都会影响模切的效果,因此在选择材料时需要仔细考虑,并进行必要的测试和试验。
二、模刀设计模切工艺中所使用的模刀设计直接影响着产品的成型效果和质量。
优秀的模切模具需要具备良好的刀口设计、合适的刀口角度和适当的刀口间距等特点,以确保产品切割部位整齐、无毛刺、无裂缝。
此外,模刀的材质和处理工艺也是影响质量的关键因素,需要选择高品质的材料,并进行精细的加工和磨削。
三、模切设备模切设备的性能直接决定了产品的加工精度和效率。
在工厂生产中,需要确保设备的稳定性和精度,避免因设备故障或调试不当而导致的质量问题。
此外,及时进行设备的维护保养和定期检查也是保证模切质量的关键。
四、操作工艺操作工艺是影响模切质量的重要因素之一。
操作工艺包括调试设备、安装模具、设置工艺参数、调整刀模等环节,需要操作人员熟练掌握并严格按照工艺要求操作,以确保产品的精度和一致性。
另外,操作人员的技术水平和责任心也是影响模切质量的重要因素,需要加强培训和管理。
五、质量检测质量检测是模切工艺中至关重要的环节,可以及时发现和处理产品质量问题。
质量检测主要包括外观检测、尺寸测量、材料检验等内容,需要制定严格的检测标准和流程,并配备高精度的检测设备,以确保产品符合客户要求和标准要求。
六、质量控制质量控制是模切工艺中的最后一道防线,可以帮助企业建立健全的质量管理体系,提高产品质量和竞争力。
质量控制需要制定完善的质量控制计划和流程,建立质量档案和追溯体系,加强内部培训和审核,不断改进和提高质量水平。
电子标签技术的批量生产与质量控制方法介绍
电子标签技术的批量生产与质量控制方法介绍随着物联网技术的迅速发展,电子标签作为物联网的核心组成部分,广泛应用于物流、零售、医疗等领域。
在电子标签的批量生产过程中,如何保证产品的质量和稳定性成为一个关键的问题。
本文将介绍电子标签技术的批量生产方法和相应的质量控制措施。
首先,电子标签的批量生产需要考虑生产工艺和生产设备。
生产工艺包括印刷、组装和焊接等过程,而生产设备包括印刷机、贴片机和焊接机等。
为了保证产品的质量和稳定性,需要选择合适的生产工艺和设备,并严格执行相关的操作规程,确保每个环节的准确性和一致性。
其次,电子标签的质量控制方法包括原材料检测、生产过程监控和成品检验。
在原材料检测环节,对电子标签所使用的材料进行检验,确保其符合产品的要求。
主要包括检测材料的电气性能、物理性能和化学性能等。
只有使用合格的原材料,才能保证产品的质量和稳定性。
生产过程监控是电子标签批量生产中一个重要的环节。
通过监控和控制每个生产环节的参数,可以及时发现潜在的问题,并采取措施进行调整和修正。
例如,在印刷环节,可以通过检测印刷质量和均匀性,确保每个电子标签的印刷质量一致。
在组装环节,可以检测组件的连接性和接触性,确保电子标签的正常工作。
在焊接环节,可以监控焊接质量和焊接温度,确保焊接的可靠性和稳定性。
通过生产过程监控,可以提高产品的合格率和降低不良品率。
成品检验是电子标签生产中的最后一个环节,也是质量控制的重要环节。
通过对成品进行全面的检验,可以确保产品的质量和性能。
成品检验可以包括外观检查、尺寸检测、功能测试和可靠性测试等。
外观检查主要用于检测产品的外观质量,如划痕、污渍等。
尺寸检测用于检测产品的尺寸精度和准确性。
功能测试用于检测产品的功能是否正常,如数据存储和读取等。
可靠性测试用于评估产品的寿命和稳定性,如温度变化测试和机械振动测试等。
通过成品检验,可以筛选出不合格的产品,确保产品的质量和可靠性。
除了上述的批量生产和质量控制方法外,电子标签的质量管理还需要建立一套完整的质量体系,包括质量控制文件的建立和管理、员工的培训和意识提高等。
如何解决电子标签的标签识别与识别率问题
如何解决电子标签的标签识别与识别率问题电子标签已经成为了现代物流管理中不可或缺的一部分。
然而,随着物流行业的发展,电子标签的标签识别与识别率问题也逐渐凸显出来。
本文将探讨如何解决这一问题,提高电子标签的标签识别与识别率。
一、提高电子标签的质量电子标签的质量直接影响着其标签识别与识别率。
因此,首先要解决的是提高电子标签的质量。
目前,市场上存在着各种各样的电子标签,质量良莠不齐。
为了解决这一问题,可以采取以下措施:1. 严格控制电子标签的制造过程,确保每个环节都符合质量标准。
2. 选择优质的材料和技术,提高电子标签的耐用性和稳定性。
3. 加强对电子标签的质量检测,确保每个标签都符合识别要求。
二、优化标签识别系统除了提高电子标签本身的质量,还可以通过优化标签识别系统来提高标签识别与识别率。
标签识别系统是指用于读取和识别电子标签信息的设备和软件。
以下是一些优化标签识别系统的方法:1. 采用高性能的读写器和天线,提高标签的读取距离和速度。
2. 优化标签识别算法,提高标签的识别率和准确性。
3. 加强对标签识别系统的维护和管理,及时更新软件和固件,修复漏洞和bug。
三、改进标签识别环境标签识别环境也是影响标签识别与识别率的重要因素。
以下是一些改进标签识别环境的方法:1. 减少干扰源,避免与其他无线设备的频率冲突,保证标签识别系统的正常工作。
2. 优化标签布置和摆放方式,避免标签之间的相互干扰。
3. 提供良好的光照条件和温度控制,避免环境因素对标签识别的影响。
四、加强标签管理与维护标签管理与维护是保证标签识别与识别率的关键。
以下是一些加强标签管理与维护的方法:1. 建立标签管理系统,对每个标签进行编号和记录,方便跟踪和管理。
2. 定期检查和维护标签,确保其正常工作。
3. 培训工作人员,提高其对标签管理和维护的意识和能力。
结语电子标签的标签识别与识别率问题是物流管理中的一个重要挑战。
通过提高电子标签的质量、优化标签识别系统、改进标签识别环境以及加强标签管理与维护,可以有效解决这一问题,提高电子标签的标签识别与识别率。
使用电子标签技术优化生产过程控制
使用电子标签技术优化生产过程控制电子标签技术是一种在生产过程控制中被广泛应用的工具,它能够优化和改善生产过程的效率和质量。
本文将详细探讨如何使用电子标签技术来优化生产过程控制,并介绍其优势和应用实例。
首先,电子标签技术可以实现精准的物料跟踪和管理。
通过在物料上粘贴或嵌入电子标签,可以对物料的来源、出厂日期、批次等信息进行实时记录和追踪。
这样一来,在生产过程中,管理人员可以通过扫描电子标签来获取物料信息,从而有效避免错误使用过期或来自不合格供应商的物料。
此外,电子标签技术也可以帮助企业及时掌握库存情况,并减少误用和浪费。
其次,电子标签技术还可以实现生产过程的自动化控制。
传统的生产过程往往需要大量的人工干预和记录,容易出现错误和延误。
而采用电子标签技术后,各个环节之间可以实现自动化数据传输,即时调整和反馈。
例如,生产线上的传感器可以通过扫描电子标签来获取产品的特定参数,然后自动调整生产参数,确保产品符合质量标准。
这种自动化控制不仅可以提高生产效率,还可以减少人为干预的风险。
此外,电子标签技术还可以帮助企业实现追溯管理和质量控制。
通过在电子标签上嵌入唯一的识别码,企业可以轻松追踪产品的生产和流向。
当出现质量问题时,可以根据电子标签中的信息追溯到具体的生产批次和环节,从而及时采取措施并作出调整。
这种追溯能力不仅可以提高质量控制,还可以帮助企业应对突发事件和法规要求。
电子标签技术已经在许多行业中得到广泛应用,如物流、仓储、医药和食品安全等。
在物流行业中,电子标签可以实现货物的实时跟踪和管理,提高物流效率和准确性。
在仓储行业中,电子标签可以实现库存管理的自动化和精准化。
在医药行业中,电子标签可以追踪药品的生产和流通记录,确保药品质量和安全。
在食品安全行业中,电子标签可以跟踪食品的生产和流通信息,减少食品安全问题的发生。
总之,电子标签技术在生产过程控制中发挥着重要作用,可以提高生产效率、质量控制和物料管理的精确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
旦 标 签 被 揭 起 ,就 会 造 成 标 签 的 浪
费 ,须 人 工 在 对 应 位 置 补 贴 一 枚 相 同 的
压 圆模切 的速 度可达30 40 分钟 ;模 5 0米/
切 精 度高 ;模切 刀具 的使用寿 命长 ,但制 标 签 ,费 工 费 时 ,给 企 业 印 刷 企 业 带 来 作时 间长 ,成本相 应较 高 ;更 适用 于长版 不 必要 的 损失 。
又 小 ,未 被 完 全 切 断 的胶 黏 剂 层 更 易 出
次 性 完 成 外 观 型 电 子 标 签 的 印 刷 与
模 切 ,套 准 公差 则要 控 制在 ±02 m以 .r a 内 。 因 此 ,生 产 时 , 要 注 意 区 分 外 观
型 电 子 标 签 的 生 产 工 艺 ,合 理 控 制 套
准公差 。 2 干 燥 温度 控 制
一
些 外观 型 电子 标 签 印 刷 后需 要 经
现拉 丝 现 象 ,从 而 导 致 电子 标 签边 缘 出
现 溢 胶 。 因 此 ,在 电子 标 签 的加 工 过 程
过 uv固 化 系 统 或 烘 干 系 统 进 行 干 燥 。 由 于 不干 胶 材 料 容 易 因温 度 升 高 而 出现 溢 胶 , 因 此 , 笔 者 建 议 将 uV灯 能 量 和 干 燥 温 度 设 定 在 不 干 胶 材 料 可 以 承 受 的 范 围内 ,避 免 在 干 燥 环 节 发生 溢 胶 。 此外 ,还有 一些特 殊的 外观型 电子标
中 , 可能 会 出现 底 纸 断 裂 的情 况 ,影 响
自动贴 标 的 顺利 进行 。
一
般 来 说 ,底 纸 切 穿 是 由于 模 切 压
力 过 大 ( 图 1 示 ) ,或 者 模 切 精 度 如 所
不 够 而 造 成 的 。因 此 , 当 出现 这 种 问 题
时 ,可 以 适 当 减 小 模 切 压 力 ,或 者 考 虑 选 用 模 切 精 度 更 高 的 模 切 设 备 。 检 查 模
切 压 力 是 否 合 适 ,可 以 采 用 底 纸压 痕 法
_图因刀 过而七 电 签 1模压 大 刀 子 七力 被穿 标 勺
2 标签技术 ・ 02 2 21第四卷
品管 l 质 控 特别关注 F uS oc
3 溢胶 .
的 套 准 公 差 常 因 生 产 工 艺 的 不 同 而 出 现 很 大 的 差 别 。 如 果 外 观 型 电 子 标 签 的 印 刷 与 模 切 环 节 分 两 步 完 成 , 套 准 公 差 一 般 控 制 在 ±0 5 . mm以 内 ; 如 果
F ocuS 特别关注 I 质管 品 控
电 子标 签 的模 切 大 多 要 求将 不干 胶 检 验 。 即在 电子 标 签的 底 纸 上 即 可 以 看
材 料 半 切 穿 ,即 只 切 穿 不 干 胶材 料 的面 材和 胶黏 剂层 ,保 留底 纸完 整 、不 切穿 , 面材 中的废 料边 经排废 装置缠 绕在 排废辊 上 。 目前 ,电子标 签 常用 的模 切方 式有平
在3 0 0 0~5 0 次 / 时 ;模 切 精度 一 般为 废 料 边 一 同揭 起 的 现 象 。 电子 标 签 的 尺 00 小 01 . mm;模切 刀具 成 本低 、制 作周 期短 , 但使 用寿命 短 ;适 合短 版活件 的加 工 。圆
寸 较 小 ,发 生 上 述 现 象 的 可 能 性 更 大 。
活件的加 工 。
面 。如 果 面 材 整 体 未 切 断 ,可 适 当 加 大
模切 常见 问题
模 切 压 力 ;若 面 材 仅 局 部 出现 连 续性 切
模 切 工 艺 直 接 影 响 着 电 子 标 签 的 不 断 现 象 ,则 可 以 增加 缓 冲 层 厚 度 ,以
一
溢 胶 是 指 不 干 胶 材 料 的 胶 黏 剂 溢 出 面 材 的 现 象 。溢 胶 易导 致 电 子标 签 边 缘
脏 污 、剥 离 不 良 ,以 及 引起 打 印 污 染 等
问题 。 模 切 刀具 会 造 成 不 干 胶 材 料 出现 溢 胶 现 象 。一 方 面 ,过 钝 的 模 切 刀具 会 对 不 干 胶 材 料 的 胶 黏 剂 层 形 成 挤 压 ,使 胶 黏 剂 在 模 切 时 被挤 出 面 材 而 造 成 溢 胶 ; 另一 方 面 ,若 模 切 刀具 较 钝 且 模切 压 力
生 产 效 率 和 成 品 质 量 。若 模 切 中 出 现 增 加局 部 模切 压 力 。 的 问 题 不 能 得 以 很 好 地 解 决 ,将 会 给
标 签 印 刷 企 业 及 其 客 户 造 成 严 重 的 经 济 损 失 。 电 子 标 签 模 切 过 程 中 的 常 见 问 题 主 要 有 底 纸 切 穿 、 面 材 未 彻 底 切
断 、溢 胶 等 。
1 底 纸 切 穿 .
多 数 情 况 下 , 电 子 标 签 模 切 时 要
求 底 纸 不 被 切 穿 。若 底 纸 被 切 穿 ,虽 然
不 会 对 电子 标 签 的 自身性 能 造 成 影 响 , 但 会 给 用 户 的 贴标 使 用 带 来 麻烦 。尤 其 是 需 要 自动 贴标 的 电 子标 签 ,底 纸 切 穿 会 降 低 其 自身 的 强 度 ,在 自动 贴 标 过 程
中 ,操 作 人 员 要 对 模 切 刀具 的使 用 寿 命
进 行 记 录 ,模切 前 须 检 查 模 切 刀具 的 状
压 平 和 圆压 圆两 种 。平 压 平模 切 的速 度
到完 整 的 电子 标 签 压 痕 ,而 硅 油 层 又 没
有 被 破坏 ,仅有 一个 印痕 。
2 面材未彻底切断 .
若 不 干 胶 材 料 的面 材 在 模 切 时 未 被 彻底 切 断 ,在 排 废 时 则 容 易 出现 标 签 同