生产线作业分析表
基于装配生产线的作业分析应用研究
c i e n c y o f a s s e mb l y p r o d u c t i o n, a n d e n h a n c e t h e c o mp e t i t i v e n e s s o f b u s i n e s s ,w h i c h d e mo n s t r a t e s i t s p r a c t i c a l a p p l i c a t i o n e f f e c t .
关 键 词 :作 业 分析 ;装 配 生 产 线 ;双 手 操 作 ;人 机 操 作 中 图 分 类 号 :S 7 8 4 ;T B 4 9 1 文 献标 识 码 :A 文章 编 号 :1 0 0 1— 0 0 5 X( 2 0 1 4 )0 1— 0 1 8 6— 0 4
Op e r a t i o n An a l y s i s Ba s e d o n t h e Re s e a r c h o f As s e mb l y Li n e s Wa n g C h u n r u i ,S u n F u t i a n ,Z h u S h e n g j i e ห้องสมุดไป่ตู้
t h e p r o d u c t i o n e fi c i e nc y. Thi s pa p e r t a k e s t he a s s e mb l i ng l i n e o f Hy d r a u l i c t o r qu e c o nv e ne r a s t h e s t ud y t a r g e t a nd a n a l y z e s b o t t l e n e c k pr o c e s s e s . Th e r e s ul t s s h o w t h a t o p e r a t i o n a n a l y s i s c a n s i mp l i f y t h e o p e r a t i o n p r o c e s s, d e c r e a s e t he op e r a t i o n t i me, i mpr o ve t h e e f i— f
生产现场作业观察

◇去现场前,提醒自己「从现在开始要仔细观察了」,以集中精力; ◇作业观察者要熟知作业观察「基本15项目」、「工场统一主题」和「职场自主主题」。 ◇进入可以观察到作业者的最佳位置(安全场所)停止。〔站立不动可以集中精力〕 ◇不仅利用视觉、还需要动用听觉、嗅觉等五官进行观察。观察对象——作业者进行作 业的动作及设备周边、工具等。 ※ 注:当着作业者的面检查、记录的态度不可取。 ◇作业观察后向作业者询问要通过以下的问题加以确认: ①作业(重复、异常处置)中不安全重点是什么?需要注意的事是什么、 如果不遵 守会有什么样的危险?) ◇因困难作业及短暂停止等需尽快改善的地方有没有?询问之后根据作业观察的结果 请采取以下的措施 (1)◆对作业者提问——「发现了人的不安全行为、物的不安全状态相应的措施」 ①如果有人的不安全行为,发生了意外,会受什么伤害? ②针对作业,怎样能让设备更安全(本质安全)? ※注:关于作业内容,是以作业者比管理者和监督者对作业内容更加了解为前提。利用 好作业者的经验、知识、意识,就能达到保障作业者安全的目的;观察者对发现的人 的不安全行为、物的不安全状态并没有指出来,作业者就会认为上司“默认了”,或 者 认为得到了管理者和监督者的同意,就会继续让人的不安全的行为及物的不安全的状 态在职场上沿袭下去。
异常处 置作业
搬运
劳动保 护用品 使用
12
作业观察
6、作业观察的点检项目(2)
项目 内 容
设备及 周围
易被夹击的危险处是否安装安全罩 从安全罩的缝隙和上部等手是否可以伸到危险地方 · 安全罩是否安装合格、是否无破损 急停按钮是否无破损,并且安装在容易操作的位置 工序间的搬运(货店),是否存在被夹击的危险 掉落在设备下面的工件无人过问吗?(有必要生产线暂停进行确认) 起重设备、工具等是否是摆放在指定的地方,是否保持容易使用的状态 · 作业台、机械设备上是否摆放不要的物品(棉丝、手套等) 发生漏油时作业台面是否很容易打滑 是否有物品挡住通道(生产线旁边的辅助材料、周转箱、台车等) 交叉点的拐角处是否有物品堆积过高,影响视线 责任者标志的表示是否正确变更 台车是否是放在指定的位置,是否安装了止动器 灭火器、灭火栓的前面是否放置物品 机器周围是否放置棉丝、纸板等可燃物 是否确保紧急通道畅通,作业者是否知道紧急通道的路线 设备、架子、控制板等是否可以防止翻倒 吸烟场地是否进行4S(烟灰的清理、水罐的设置) 局部排气装置是否可以运转,排气是否良好 隔音小屋的安全门是否能关闭(是否可以防止异常声音) 空调房间的散气口位置是否合适(移动时是否有不要的管道)
精益生产线评审表(案例)

4.2
1
精益化管理生产线评审表
生产线名称: 序号 考评项目 考评内容 强化质量过程控制,有详尽的操作 及检验指导书,并同工艺文件一起 在各工序放置且有效执行。 加强工艺纪律,定期对操作者工艺 纪律执行情况进行检查,对发现问 题制定整改措施并有效实施。 强化产品在线检验,现场量检具齐 全且有效;按检验指导书要求开展 首、末件检验,自检、互检、专检 、巡检等检查工作。 做好质量数据(线内不良、后工序 不良、前十位质量问题等)收集、 统计和分析,对质量数据异常波动 实时分析,提出整改方案并有效实 施。月度质量指标达到控制目标要 求,运行趋势平稳、向好。 有效实施“质量门”管理,对生产 线质量控制点及在线检测进行全面 策划,完善“质量门”;明确“质 量门”操作标准和“守门人”管理 办法;每日检查“质量门”运行情 况进行,做好运行记录,确保指标 控制在特性值要求范围。 有明确的不合格品处置流程,严格 执行不合格品剔除、隔离、标识及 记录,防止不合格转入后生产线。 有效开展QC(质量控制)小组活 动,做好记录及评价,年度确保取 得1项以上公司级QC改进成果。 基本分 考评标准 检查人: 项目得分: 检查点 (请做好详细检查记录) 评审分值
3.2
1
3.3
1
现场检查当日生产情况,时节拍 差异率上下浮动超过10%,且未有 是否有时节拍差异率(达到10%以上)影响因素的记录表,并对 原因说明的,每出现一处扣0.2分 各影响因素如实记录? 。 检查生产线各工序标准作业指导 文件,每发现一处缺失的扣0.2分 1、是否对各工序的标准作业进行规定? 。 现场检查员工序作业有未按作业 2、抽选工序,按照作业指导文件检查操作的符合性。 指导标准操作的状况,每发现一 处扣0.2 分。 抽查月度工序标准作业稽查记 录,缺失或检查内容不完整的, 扣 1 分 异常统计表记录不完整或未动态 更新,扣0.5分。 生产线异常统计表未能有效体现 停工原因,扣0.5分。 生产线可动率未达到要求目标, 扣1分 抽查生产绩效指标完成情况,未 进行分析,制定改进、优化措施 的,每发现一处扣0.5分。 1、是否有工序标准作业检查计划或者周、月度检查的要求或规 定? 2、是否按照要求进行检查和记录?
USB成品线材(标准工时分析表,产线布置,作业指导书SOP)
NO. 工夾具PN
1
/
2
工夾具/設備名稱
锡炉
用量
1套
NO.
日期
1
2014/7/11
修改记录
新版SOP
批准
審核
制表
李鹏 2014/7/11
产品名称
1
CD02A12-B1
母头
注意:母头上无 字母的焊接柱需
加锡
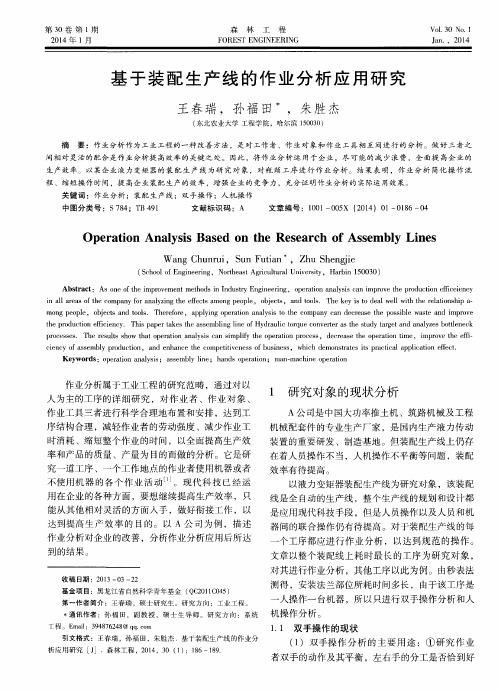
标准作业指导书(S.O.P)
工站名称
焊接母头 操作示意圖
文件编号
2
注意:白色芯线焊到
带“G”字母焊接柱, 地线焊到带“X”字母
NO.
物料PN
1
/
2 714-00000-060
物料名称/規格
上工序制品 锡丝 OD 0.8
用量
/ 0.02G
成品图
NO. 工夾具PN
1
/
2
工夾具/設備名稱
电烙铁
用量
1套
NO.
日期
1
2014/7/11
修改记录
新版SOP
注意事项
1、烙铁焊锡标准温度为:380±20℃; 2、焊锡作业过程中不得出现以下不良:芯线与地线 焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接 等; 4、作业时,需注意安全,避免烙铁对人体造成烫 伤; 5、当烙铁头出现脏污,需及时清理干净; 6、需注意工作台面7S.
3、首件确认OK后,开始进行裁切/去外被作业;
4.裁切好的线材放于对应成品盒内.
10±0.5m
尺寸348mm
NO.
物料PN
1 106-010290-030
Байду номын сангаас
物料名称/規格
UL1185 OD 4.0mm 线材
生产线火灾事故分析表格

生产线火灾事故分析表格1. 事故基本信息事故名称:生产线火灾事故发生时间:2021年5月15日事故地点:某工厂生产车间事故等级:重大事故事故类型:火灾事故2. 事故背景简述在某工厂生产车间,一台生产线突然发生火灾事故,造成了严重的损失及生产中断。
事故发生后,工厂立即组织应急救援,并报告相关部门进行事故调查处理。
3. 事故原因分析3.1 设备故障在初步调查中发现,火灾事故是由生产线上的设备故障引起的。
设备在运行过程中出现异常,导致设备起火,随后火灾迅速蔓延。
3.2 维护保养不当相关负责人在事后承认,该设备存在维护保养不当的情况,缺乏定期检查与维护,导致设备发生故障的风险增加。
3.3 解决方案不及时工厂员工发现设备出现异常后,并未立即采取有效措施进行处理,导致事故发展失控。
4. 事故损失评估4.1 人员伤亡事故中未造成人员伤亡,但部分员工因情绪激动而受到影响。
4.2 财产损失设备受损严重,需要大量资金进行修复和更换;同时生产线上的产品原料等也受到了损坏;由于事故导致生产中断,工厂面临了巨大的经济损失。
4.3 环境影响火灾导致车间内的环境污染,需要进行清理和修复。
5. 事故应对及后续处理5.1 应急救援事故发生后,工厂立即启动应急救援程序,安全疏散员工,防止事故危害扩大。
5.2 事故调查工厂成立专门的事故调查组,对事故进行深入调查,查明事故原因,并提出防范措施。
5.3 安全预防工厂立即对所有生产设备进行全面检查,并对设备维护保养进行加强,降低设备故障发生的概率。
5.4 维护人员培训加强对维护人员的培训,提高其对设备运行情况的敏感度,增强设备维护保养的专业性和及时性。
5.5 组织整改工厂针对事故原因,对相关管理责任人进行约谈并进行整改,加强事故防范措施。
6. 事故启示及教训6.1 安全防范意识生产线上设备的安全防范意识需要进一步增强,员工需要时刻关注设备运行情况,发现异常及时处理。
6.2 安全培训对相关管理人员和员工进行安全培训,提高其应对突发事件的能力和应变能力。
山积表(工序平衡分析)

类型Ⅱ山积表
生产节拍T.T=37s
B型车
C型车
加权平均 作业时间 33.52秒
加权
13
2、山积表的编制
标准作业类型Ⅲ山积表
表示可用工作时间
堆积柱状图:用以表示对应人员的作业内容、作业时间 。
14
2、山积表的编制
标准作业类型Ⅲ
作业时间调查表1—调查总表
定义:生产线外的作业,算不出生产节 拍,不是反复作业的工序;其目的就是根据 全厂的效率核算,将生产线外的人的作业标 准化、量化到每个人每班。
步行 安放缸盖 螺栓与缸盖结合面涂油 螺栓涂油安装
步行 放车扫描
合计
时间/秒 14 22 8 12 8 20 14 4 24 14 64 4 24 232
232 148
32
谢谢大家!
33
换刀频率
换刀时间(分钟) 时间(分钟)/台
1
铰刀DX246-C1-60701
1000
2
丝锥M12-H2
300
3
丝锥M12-H2进口
1000
4
丝锥M16-H2侧面国产
300
5
丝锥M16-H2上平面全用进口
1000
6
丝锥M18×1.5-H2
300
7
丝锥M30×1.5
200
8
螺旋丝锥M8-H2国产
300
9
20
3、山积表的运用及改善案例
什么是生产线平衡?
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能 的保持一致,从而消除各道工序间的各种等待的浪费,进而取得生产线平衡,达到生产效率的最 大化。
生产线平衡的计算
生产线平衡分析

生产线平衡分析一、生产线平衡的定义流动的作业中上下工序之间,存在供应关系,一旦工序作业时间相差太大,就会造成某些用时短的工序,出现等待的现象,其中工时损失相当客观,当工序之间的作业时间差距很少,生产中等待的时间很少,生产效率达到最高时,我们称为生产线平衡率。
二、生产线平衡分析的目的1.短短生产一个产品的组装时间<增加单位时间的生产量>2.提高生产线的工作效率<包括作业人员,设备>3.减少工作间的准备工作4.提高生产线的平衡5.对新的流程作业方式改善制造方法三、生产线平衡分析方法生产线平衡分析是对改善流程作业的最适用的方法,在改善之前必须对工序进行分析。
1.先确认分析对象,生产线和对象工程的范围。
2.实施对象生产线的工程分析把握现状。
3.实施各工程的时间分析<如设定标准时间就灵活运用>4.制作速度图表5.计算生产线平衡率。
四.改善生产线平衡的方法1.对作业长的工序进行改善,其改善方法有:#分割作业,把一部分作业分配到作业短的工序中去。
#进行作业改善,缩短作业时间#作业机械化#提高机械化的能力#增加作业员或替换技能水平更高的作业员2.对作业时间短的工序进行改善@分割那部份的作业,将其分配到其他时间短的工序中去,省略那一工序。
@可从作业长时间的工序中抽一部分工作过来。
@可以与其他作业时间之工序相结合。
@分配至两个以上的工序,尽量让一个人去作。
五.生产线平衡率的计算1.平衡率的计算方法:生產平衡率=各工程淨時間的總和∕時間最長的工程作業時間×100%2.不平衡的计算方法不平衡率=100%﹣平衡率(%)如:生产一个产品的总时间为136秒,人力为19人,时间最长的工序为10秒,那他的生产平衡率为:生产平衡率=136S/(10S×19人)×100%=71.6%不平衡率=100%-71.6%=28.4%。
生产能力表 -

注2:每台设备均为加工一个工件
加工能力= 审核
每班工作时间
基本时间+更换废芯作业时间
共 第 修订时间
1 1
页 页
发布时间
一
介绍生产能力表
表头表尾区介绍——“6”
① ②
班组
③
产品型号
④
零部件图号
61560010095BR
⑤
⑥
生产能力表
①
班组 长签 名
单位 铸锻公司安丘厂区
零部件名称 气缸体
⑥
版本 A4
二
生产能力表的作用
结合生产现场理解生产线不平衡
A工序 作业时间 44s B工序 作业时 间60s
C工序 作业时 间45s
问题分析
1、B工序大量积压产品或A工序 长时间等待 2、C工序长时间等待
二
生产能力表的作用
生产线平衡率的计算
对于生产车间(以各工序(线)生产能力表数据模板计算)
X 100% 生产线平衡率= 用时最长工序的作业时间 X 工序数
生产线平衡分析

3人线视频
实例计算
计算公式
电装3人柔性线(KFR-32G/DY-JN(E3))
工位 岗位
动作时间 标准工时 人员
作业内容
序号 名称
(秒) (秒) 配置
打变压器
10
打电源线
7
1 打线 贴打条室码内和外断线电 5
标贴
5
包装
5
插线
32
2 插线
外观检验
5
32 1 37 1
生产线各工位的分析如下:
电装7人柔性线岗位时间(秒)
岗位
插室温管
打线1 打线2
插线 功能检 外观检
温
工位时间 18
16
24
37
45
14
作业人数 1
1
1
1
2
1
改善前生产线平衡率=(18+16+24+37+45+16)/(37*7)*100% = 60.2%
改善前生产线各工位平衡图:
40 35 30 25 20 15 10
5
45
2
检
拆线
5
贴 断 电 标 贴4
外观检验 8
外观
6
贴条码
2
检
包装
6
16
1
生产线平衡的改善实例
电子电装7人柔性线,改善前各工位的作业时间如下所示:
50 45 40 35 30 25 20 15 10
5 0
1
2
温线检装
线线
管插能包
打打
温
功
室
插
动作6 动作5 动作4 动作3 动作2 动作1
《生产线改善报告》PPT课件

要素作业 时间值
问题点
5.7
. JUMP不易拿取,易掉,挤压时易 掉出
0.81 2.96 0.13
. JIG上的顶针容易损坏. . 电脑放置过高,造成视线转移
2.88 3.82
2.906 1.994
. IDE PIN确认时,线过长,不固定
. 放置LABEL不合理 . IDE PIN确认时,线过长,不固定
区分 主体作业
附属作业 准备作业
无作业
W/S观测统计表
组装
固定 检查 连接 粘贴
单位作业
材料分离 拿取SET 拿取工具 包装
装卸
小计
观测者 日期 : 观测数
58 72 142 6 56
334 33 172 65 120 24
准备包装
等待 余量
小计
小计 驾动总数l
514
46 46
794 243 3
比率(%) 5.6 6.9 13.7 0.6 5.4
组装 固定 检查 连接 粘贴 包装 材料分离 拿放SET 拿放工具 准备包装 装卸 无作业 余量
212
11124113213
3131
211222212212122
2122
34543334221432322322
1
11111
111111111
1
11
1
11
1
1
112
1
211211
112
111
1
1
1
1
1
1
No 工序名
现在作业方法
5. JUMPER 插入 6. VIDEO 检查
7. 外观检查 8. LABEL粘贴 9. PE-BAG包装
长安集团作业三表编制说明

一、什么是标准作业(2/2)
标准作业是以人的动作为中心,强调的是人的动作。 作业标准是对作业者的作业要求,强调的是作业的过程和结果。
作业标准是根据工艺图纸、安全规则、环境要求等制定的必要作业内容、 使用什么工具和要达到的目标。
作业标准是每个作业者进行作业的基本行动准则,标准作业应满足作业 标准的要求。
四、编制作业指导书(4/5)
作业分解的原因
(1)总时间中的动作数量多且性质复杂,很难评比其快慢,划分单元后其性质相同 (2)操作者很难保持动作速度一致,对每个单元分别予以评估,则动作快慢可作较精确的调整 (3)可将操作内的生产时间(有效)与非生产时间(无效)区分开 (4)各单元分别评比,使标准时间更为精确,尤其是高度疲劳单元的宽放时间确定 (5)每单元予以详细说明,则详细操作规则即可产生,若以后更换动作,则可直接修正某单元 (6)每单元予以详细说明,可作为“标准作业”培训新人 (7)综合各单元,即为整个操作的操作时间,若以后有增减单元,也可迅速算出其标准时间
作业员 班组长 车间主任
目标 范围值: 40-60N.M
前桥本体
目标 范围值: 20-30N.M
前轴摆臂与前压杆连接
目标 范围值:
80110N.M
技术 质量 安全
目标 范围值:
80110N.M
1
修订
2
记录
3
年月日 年月日 年月日
1
问题
2
记录
3
年月日 年月日 年月日
五、编制工作要素表(3/4)
如何决定要点 • 所谓要点,只指准确完成一个主要步骤时的关键动作或要求 决定要点的理由 • 有没有左右工作成败的事项--成败 • 有没有威胁工作人员人身安全的事项--安全 • 有没有是工作简便易行的事项(感觉,诀窍等)--易做
J.I.T生产流水线的“作业流程分析”
版权所有,翻版必究!
为达至品质保证,提高生 产效率,缩短生产周期,满 而对作业进分析, 足顾客需求, 与资料统计及归纳的生产技术 改善所需做的工作。
在JIT生产管理系统中经常运 用,是 配合管理技术改善
的一项主要生产技术改善工 作。要能有效地发挥作业分 析的效力,关键在于对员工 提供培训,发动全员参与。
1 操作方法、操作顺序、操作 手势、摆放及传递方式。 2 设备的应用及改良。 3 工夹具、定位、中熨、辅助 作业的应用。
4 部门交接及整体的运作。
1 在生产过程中做到品质 保证。 2 废除无用工,减少无价 值作业,从而提高生产效 缩短生产周期时间,满足顾客需 率,
求。
3 消除浪费
1〉工人等待、搬运、堆放、 清点的人力浪费。 2〉堆放半制成品的空间浪费。
3〉搬运、停放、堆放造成混 乱、遗失的物料、资金的浪费。
4 评核标准:
1)废除无效的流程,生产流 水越短越好。
3, 作业分析是将即生产的款 式进行编排分析:
① 将收集的资料分别把各项操作 列为有价值作业、无价值作业、无用 工。 ② 把此款各工序拆分到最细,按 照先ቤተ መጻሕፍቲ ባይዱ顺序排列出来。
③ 根据货期,每日所需要的产 量进行有计划性的分析。 ④ 结合生产线人数,各工序作 业时间进行工序组合。
⑤ 人员,工序组合后,根据 得出的日产量看是否能满足客人 货期。 ⑥ 重要的是根据流程, 将合适的 人放在合适的位置上,提高员工 积极性。
不该做,怎样做得更好、更快, 就是分析产品生 怎样做才确保品质。
产操作过程的先后、同步工序。
3,把人员、设备按产品生产 流程次序编排成一条均衡的生 产流水线。
生产管理表格44个
生产管理表格44个1.市场计划表1—1 设厂计划(一)表1—2 设厂计划(二)表1-3 设厂计划(三) 2.生产计划表2-1长远生产计划表表2—2 生产计划综合报表表2-3 月份产销计划汇总表表2—4 产销计划拟定表表2—5 设备利用率分析表表2-6 生产效率分析表表2—7 月份生产计划表(一)表2-8 月份生产计划表(二) 表2-9 订单安排记录表(一) 表2-10 工作量分析表2—11 产量记录表表2-12 工作日报单表2-13 制造月报表表2—14 各部门合格率控制表表2-15 时间研究记录表表2—16 生产记录表表2—17 用料记录单表2-18 制造异常反应表表2-19 制造通知单表2-20 标准作业时间评定表(一) 表2-21 突发性工作量分析表(二)表2—22 最重要作业时间分析表2-23 作业标准时间研究表3.进度安排表3—1生产进度安排检查表表3—2 生产进度计划表表3-3 生产管理安排核对表表3—4 生产故障分析表表3-5 生产进度表(一)表3—6 机器工作负荷图表(一)表3-7 生产进度控制表(一)4.生产记录表4—1生产状况记录表表4-2 部门机器运转日记表4—3生产用料记录单表4—4 考核人员记录表各表4-5 生产班次产量记录表5.生产日报表5—1生产日报表表5-2 作业日报表(范例A)表5-3 作业日报表(范例B)6.生产月报表6—1生产月报表表6-2 生产计划科月报表表6—3 工作效率及工时月报表设厂计划(一)一、产销计划设厂计划(二)二、详细制造过程设厂计划(三)三、制造过程及设备分析长远生产计划表月日订定审核:填表: 生产计划综合报表月日至月日月份产销计划汇总表类别页次审核拟定产销计划拟定表月份总经理________________ 副总经理_________________ 审核_______________ 填表_____________设备利用率分析表年度类别生产效率分析表月份生产计划表本月份预定工作数________日审核计划月份生产计划表(二)月份总经理厂长审核拟定订单安排记录表(一)月日至月日 NO。