基于虚轴原理的液压折弯机同步控制研究
液压的同步技术探究

液压的同步技术探究液压技术是一种利用液体传递力量和控制信号的技术,在各种工业领域得到了广泛应用。
液压系统由液压液、液压泵、阀门、油缸等组成,通过控制液压泵和阀门的工作来控制油缸的运动。
在液压系统中,同步控制技术起着至关重要的作用,它可以实现多个执行部件的同步运动,保证整个系统的稳定性和精准性。
本文将从液压同步技术的原理、应用和发展方向等方面展开探讨。
一、液压同步技术的原理液压同步技术的原理主要是通过控制液压系统中的液压泵和阀门,使得多个执行部件(如液压缸、液压马达等)能够同步运动。
在液压系统中,虽然所有的执行部件都是通过液压液传递能量,但是不同的执行部件之间可能存在一定的运动误差,因此需要采取特殊的控制手段来保证它们的运动同步。
液压同步技术一般通过控制液压泵的输出流量或者改变液压系统中的压力来实现。
液压同步技术的实现通常需要依靠液压系统中的传感器来获取执行部件的位置信息,然后通过控制液压泵和阀门来调整液压系统的输出,使得执行部件能够按照期望的路径和速度进行运动。
在液压同步技术中,控制系统的性能和稳定性至关重要,需要充分考虑到各种非线性因素和动态特性,采用合适的控制算法和控制策略来实现同步控制。
液压同步技术在工业生产中有着广泛的应用,特别是在需要多个执行部件进行同步运动的场合。
以下是一些典型的应用场景:1. 金属加工机床:在数控机床、冲压机、折弯机等金属加工设备中,液压同步技术可以保证不同的执行部件能够按照要求的速度和位置进行运动,保证加工精度和生产效率。
2. 建筑机械:在混凝土泵车、起重机、挖掘机等建筑机械中,液压同步技术可以实现多个液压缸的同步伸缩、起升等运动,提高了机械的稳定性和安全性。
3. 汽车制造:在汽车生产线上,液压同步技术可以保证各种液压装置的同步运动,如汽车油漆机器人、汽车组装线上的传送带等。
4. 机械手臂:在工业机器人、自动化生产线中,液压同步技术可以实现多关节机械臂的同步运动,提高了机器人的灵活性和精度。
一种双液压缸同步控制方法及其仿真研究

一种双液压缸同步控制方法及其仿真研究张志伟1,张福波1,2,王国栋2(1.东北大学机械工程与自动化学院,沈阳110006;2.东北大学国家重点实验室,沈阳110006)摘要:本文介绍了一种简单实用的双液压缸同步控制方法,并利用计算机仿真的方法对该控制方法的控制效果进行了研究。
东北大学轧制技术及连轧自动化国家重点实验室的一台UC 轧机的AG C 系统中实际应用了该控制方法。
实际应用表明,该方法简单易行,且具有很好的同步控制效果。
关键词:双液压缸;同步控制;仿真研究中图分类号:TH137 文献标识码:B 文章编号:1001-3881(2003)3-232-1An Synchronization Control Strategy Applied in Tw o Cylinders System and Its SimulationZH ANG Zhi 2wei 1,ZH ANG Fu 2bo 1,2,W ANG G uo 2dong 2(1.School of Mechanical Engineering and Automation ,NE U ,Shenyang 110006;2.State K ey Lab ,NE U ,Shenyang 110006,China )Abstract :This paper tends to introduce a practical but sim ple synchronization control strategy and verify it by means of simulation.This method had been applied in the AG C system of the UC mill of the S tate K ey Lab of NE U.The results show that the strategy is practical and can act well.K eyw ords :T w o cylinders ;Synchronization control ;Simulation0 引言UC 轧机是东北大学轧制技术及连轧自动化国家重点实验室研制的一台单机架六辊轧机。
液压数控折弯机控制系统的研发
液压数控折弯机控制系统的研发本文首先对液压数控折弯机的基本结构和工作原理作了一个简单的介绍,然后分析了液压数控折弯机的控制原理,最后分析了研发折弯机控制系统的主要过程,首先确定控制系统的硬件开发平台是HCN8数控装置,然后在此硬件平台上开发WDM驱动程序,从而实现了控制系统的硬件和应用软件能够在windows 操作环境中通讯。
标签:折弯机;控制系统;WDM驱动程序0 引言折弯机是用来将金属毛坯折成某个预定角度、形状和曲率的加工设备。
折弯机是专门折弯金属板料的设备,具有工艺互换性好、操作简单的特点,是钣金加工行业必不可少的专用设备。
数控液压折弯机相比传统的由伺服电机直接驱动的折弯机有明显的优势,例如伺服电动机的功率很难满足大吨位折弯机的功率要求,使得这种由伺服电机驱动的折弯机只能应用在功率需求较小的折弯工作中,所以目前在国内市场中液压数控折弯(简称折弯机)机占据着主导地位。
但我国在生产折弯机时,折弯机的控制系统需要从国外购买,例如由荷兰DELEM公司生产的DA65W和DA66T控制系统、YBELEC公司生产的DNC控制系统等。
这些进口的控制系统产品虽功能齐、全性能稳定,但价格较贵,增加了设备的生产成本,并且技术含量高,不利于后续的调试维修。
1 折弯机的构成和工作原理折弯机是由机架、滑块、液压缸、伺服电机、三相异步电机、后挡料传动机构等构成的锻压设备,其基本的配置是由液压缸控制的v轴,两个液压缸分别控制的Y1 轴和Y2 轴,以及由伺服电机驱动控制的x轴,这就是“3+1”轴标配的由来。
折弯机的基本工作原理是通过滑块做距离可控的下滑,使其作用在板料上,然后板料通过后档料机构进行定位,并由挠度补偿机构对板料在加工时的变形进行补偿,确保最终能够得到预定的产品。
2 控制原理分析如何控制伺服电机和液压系统是研发折弯机控制系统的核心工作。
实现液压系统的控制实际上就是实现系统中各种同步阀的控制。
阀组中的核心零件是半闭环控制的比例伺服阀,该阀是通过光栅尺的位置反馈和基于模拟量信号控制的pID控制器完成全闭环控制的。
液压板料折弯机同步轴优化设计

液压板料折弯机同步轴优化设计郑志敏;程海斌【摘要】对液压板料折弯机滑块同步轴进行分析,并对整个结构进行了优化设计,在精度调整,同步机构的结构以及产品的出厂效率有了明显的改善,并在板料折弯机的生产中得到了验证.【期刊名称】《机械研究与应用》【年(卷),期】2013(026)002【总页数】3页(P64-65,68)【关键词】同步;调整;效率【作者】郑志敏;程海斌【作者单位】天水锻压机床(集团)有限公司,甘肃天水 741020【正文语种】中文【中图分类】TH1221 引言折弯机是一种对各种金属板料进行弯曲的通用设备,在造船、汽车、车辆、五金、装潢、石油、电力等行业得到了广泛应用,按其结构分为液压板料折弯机和数控板料折弯机,由于液压板料折弯机的成本比数控折弯机低很多,因此,液压板料折弯机在一些小型企业和个体户中得到广泛应用,市场前景比较乐观。
但为了达到良好的折弯精度,控制左右油缸带动滑块运动的一致性,液压板料折弯机中的同步轴就显得尤为关键。
2 同步轴的工作原理液压板料折弯机由左右油缸驱动滑块运动使上模和下模合模,工件在上、下模合模的过程中折弯,由于采用的是液压驱动,在精度方面是很难控制的,由此就需要增加一个机械平衡机构,即同步轴机构,保证左右油缸的同步性,使滑块左右两端运动一致,提高抗偏载的能力,控制滑块进深一致,从而控制产品的折弯精度。
同步轴的结构如图1所示。
其工作原理为:同步轴体两端通过耐磨套与固定轴端与左右立柱相连,并通过两扇形板与滑块固定相连,滑块在液压缸驱动下向下运动,通过同步轴结构抵抗滑块在运动中产生的偏载力,达到折制精度。
连接座7固定在滑块8上,连接座7与连杆5铰接,连杆5与扇形板4铰接,扇形板板4与同步轴体3焊接为一体,同步轴体3通过轴承2固定在左右立柱1上,油缸驱动滑块运动,通过连接座、连杆、扇形板带动同步轴转动。
图1 原同步轴结构1.立柱 2.固定端轴 3.滑动耐磨套 4.同步轴体5.扇形板 6.连杆 7.连接座 8.滑块图2 优化同步轴结构1.立柱 2.轴承 3.同步轴体 4.扇形板 5.连杆6.调整垫 7.连接座8.滑块3 改进方案分析同步轴作为折弯机中的闭环结构,对整个产品质量和精度有着关键的作用,优化设计后的同步轴结构如图2所示,主要优化点如下:(1)轴承1原产品采用的是滑动耐磨套,在旋转过程中,受到过大的偏载荷时出现研磨卡死,以致损坏耐磨套。
毕业论文---液压折弯机PLC控制系统的设计

第1页1绪论1.1 选题背景及目的近几十年来,由于电子技术以及计算机应用技术的日益普及化,使得板材折弯自动控制技术得到较快发展。
出现了一大批高精度微机控制的液压板料折弯系统,其中PLC控制系统是一种非常典型的系统。
传统的液压折弯机折弯时主要靠人为手动操作,这就使得在折弯板料时主要靠工人的经验去把握折弯机滑块的快进、工进的行程,难以准确控制折弯精度,导致误差较大,折弯工件不够精度而不符合产品要求,并且折弯机本身也要求对折弯金属板料具有较高的劳动生产率和一定的精度,这样,传统的人为操作势必不能达到较高的劳动生产率的要求,也难以长久得保持一定的折弯精度,而且人为操作经常易出现操作失误,导致浪费折弯材料,从而加重了生产成本。
在这种情况下势必要改变传统靠人工操作的方式,鉴于PLC控制技术的日趋成熟,设计一种由PLC控制的液压板料折弯系统有着非常现实的意义。
这种由PLC控制的系统改变了传统的人为操作的不足,不仅提高了精度,节约了材料,省却了很多人为的失误,而且大幅度的提高了生产率,是对传统的折弯机控制系统的重大改进,有着非常现实得意义。
选择该题目的目的和意义:经过在四川德阳东方汽轮机厂深入的实习,进行对液压折弯机PLC控制系统的设计,实习及设计的整个过程巩固了基本理论和专业知识;培养了生产实际分析、解决实际问题的能力和初步的研究思想及创新能力。
同时,提高了设计能力及查阅资料能力,这些能力的提高有助于快速的适应以后的工作。
通过这次的毕业设计,认识到动手能力级理论联系实际的重要性。
1.2 国内外研究现状1.2.1折弯机的发展状况目前,国内外折弯机发展速度较快,折弯机的更新换代速度也较快,折弯机的应用也很广泛,在飞机、造船、汽车、电器业等上面都第2页有应用。
就我国生产折弯机的情况来说,已形成各种式样的折弯机的生产类型数种,生产折弯机的厂家也有数百十家,像折弯机的专业生产厂商有:南通江海机床有限公司,无锡市威华机械有限公司,南通双利剪床有限公司,江南机械制造有限公司等,他们在折弯机的生产规模及折弯机的制造技术上都在国内处于领先,包括专业生产折弯机模具的厂家也有数家,比方说马鞍山新兴机械刃模厂,上海苏力机械刀具有限公司等都是多年从事折弯机磨具的生产厂商。
液压提升设备及计算机同步控制技术研究

液压提升设备及计算机同步控制技术研究作者:刘洪具沈志彦罗磊杨开来源:《科学导报·科学工程与电力》2019年第41期【摘;;要】目前,我国各行各业都处于快速发展状态,所以很多单位在生产过程中都会使用一些大型机械,这些机械在安装过程中就需要配合使用特种设备。
液压提升设备作为建筑施工以及设备安装中常用的设备,同时在大型设备安装上也有着广泛的应用。
另外,由于很多安装工作对于设备的同步性要求较高,因此需要结合计算机技术实现液压提升设备及计算机同步控制技术的融合,进而实现施工精度的有效提升。
所以,本文结合目前的技术发展情况,对液压提升设备及计算机同步控制技术进行简要的阐述。
【关键词】液压提升;设备;计算机;同步控制;技术一般来说,想要在计算机的控制下,实现液压提升设备的同步控制,就需要了解系统中的各个设备。
目前,液压提升系统中包括液压设备、计算机网络、控制系统、调节装置等模块组成。
油缸、液压泵站是液压同步提升设备系统中常见的设备,电气系统则是计算机实时网络控制系统中的常见设备。
以下则对系统中各个设备的技术情况进行阐述,以供参考:一、液压提升设备(一)升降油缸一般来说,在实际工作中多采用下图说是的升降油缸,该提升油缸性能稳定,运行稳定,能够满足设备安装或施工的要求。
图1多级油缸模型图(二)液压泵站液压泵站主要为系统提供动力,因此属于动力驱动设备。
同时,系统整体的可靠性以及性能都会受到液压系统的影响。
因此,在实际工程中,需要结合实际情况选择合适的液压泵站。
目前,常见的提升系统工作原理如下图所示。
液压泵站的布设需要结合工地的实际情况,一般情况下,建议企业将液压泵站定位间歇式工作方式。
图2同步提升系统原理框图二、计算机实施网络控制系统系统中的电气系统主要完成液压系统吊点数据以及工作状态的收集和上传,计算机系统则负责接收这些数据并对其进行分析和处理,最后将分析的结果以指令的形式传送到电气系统中,电气系统则将这些指令进行放大处理,最终传送给液压系统,由液压系统完成相应的作业动作。
液压的同步技术探究

液压的同步技术探究液压同步技术是一种在液压系统中实现多个液压执行元件同步运动的技术。
在液压系统中,多个液压执行元件通常需要同步运动以协调它们的工作,实现特定的功能和控制。
液压同步技术可以应用于工业自动化、机床、航空、船舶、军事等领域,常常用于精密加工、成型等工艺中。
液压同步技术具有精度高、可靠性强、操作简单等优点,因此在工业自动化领域得到广泛应用。
液压同步技术的实现方法有多种,其中一种常用的方法是采用液压缸并联控制方式。
液压缸并联控制方式可以实现多个液压缸的同步运动,达到相同速度、位置等要求。
该方式通过通过调节每个液压缸的进出油口,控制液压缸的运动,从而实现多个液压缸的同步运动。
同时,该方法还可以通过采用传感器、控制器等设备,实现更为精确的同步控制。
另外一种常用的液压同步技术是电控液压技术。
该技术通过集成电器控制和液压控制,实现多个液压执行元件的同步运动。
与传统的液压控制相比,电控液压技术具有响应速度快、精度高、可编程性强等优点,因此在高精度的液压同步控制中得到广泛应用。
通过液压同步技术的应用,可以实现多个液压执行元件的同步运动,达到更高的精度和稳定性要求。
同时,液压同步技术也可以提高机械设备的效率和生产效率,提高生产效率和质量,降低运行成本。
尽管液压同步技术应用广泛,但其在使用过程中也存在一些问题。
如何更好地应对系统噪音、泄漏等问题是液压同步技术应用过程中需要考虑的问题。
因此,在液压同步技术应用的过程中,需要采用适当的防护措施,确保系统的稳定性和安全性。
综上所述,液压同步技术是实现多个液压执行元件同步运动的重要技术,可以应用于各种机械设备的控制和调度。
随着科技的发展和工业自动化的提高,液压同步技术在未来将有更加广泛的应用和发展。
液压的同步技术探究

液压的同步技术探究液压同步控制技术是指在多个执行元件之间实现同步运动的一种技术。
液压同步控制技术在机械制造、航空航天、石油化工和船舶等领域中得到了广泛的应用。
液压同步技术的目标是使多个液压执行元件的运动达到精确的同步。
这通常是通过精确控制液压系统中的压力、流量和位置来实现的。
液压同步技术的实现需要考虑以下几个关键问题:1. 控制系统的选择:液压同步技术可以通过闭环控制系统和开环控制系统来实现。
闭环控制系统通过传感器来监测执行元件的位置,并根据位置信息来调整液压系统的运行参数,实现同步。
开环控制系统则是根据预定的控制规律来控制液压系统的运行参数,相对来说较简单,但精度较低。
2. 液压系统的设计:液压同步控制技术需要设计一个合适的液压系统。
液压系统通常包括液压泵、执行元件、液压阀和油箱等组件。
在设计液压系统时,需要考虑液压泵的流量和压力要求,执行元件的应力和速度要求,以及液压阀的响应速度和稳定性等因素。
3. 控制算法的选择:液压同步技术的实现需要选择合适的控制算法。
常用的控制算法包括PID控制算法、模糊控制算法和神经网络控制算法等。
具体选择哪种算法需要根据实际应用情况来决定。
液压同步技术的应用非常广泛。
在机械制造领域,液压同步技术可以用于实现多轴联动控制,使多个轴向同时运动;在航空航天领域,液压同步技术可以用于实现飞机起落架和舵面的同步控制;在石油化工领域,液压同步技术可以用于实现油泵和阀门的同步控制;在船舶领域,液压同步技术可以用于实现船舶舵轮的同步控制。
液压同步技术的发展还面临一些挑战。
液压同步技术需要高精度的传感器来实时监测执行元件的位置,而传感器的精度和可靠性对液压同步技术的实现至关重要。
液压同步技术需要快速响应的液压阀来实现精确的控制,而快速响应的液压阀在设计和制造上存在一定的难度。
液压同步技术需要高效的液压控制系统来实现复杂的控制算法,而高效的液压控制系统对液压元件和控制系统的设计和制造都提出了较高的要求。
液压的同步技术探究

液压的同步技术探究
液压同步技术是指在液压系统中,通过采用一定的控制措施,使多个执行元件(如液压缸、液动马达等)在工作过程中能够保持一定的同步性。
这种同步性使得多个执行元件能够同时运动,实现复杂的运动控制,提高液压系统的工作效率和精度。
液压同步技术的应用非常广泛,特别是在机床、起重机械、注塑机等工业领域。
在这些领域,常常需要多个执行元件进行同步运动,以完成复杂的加工、控制和操纵任务。
液压同步技术可以保证这些执行元件之间的同步性,从而提高生产效率和产品质量。
液压同步技术主要通过以下几种方式实现:
1. 机械同步:通过机械传动装置,使多个液压执行元件的运动同步。
这种方式简单可靠,适用于一些简单的同步运动。
在起重机械中,常常采用机械同步方式使多根起吊绳索保持同步,从而实现平稳的起吊。
2. 电气同步:通过采用电气控制系统,控制多个执行元件的运动,使其保持同步。
电气同步技术可以实现精确的同步控制,适用于一些对同步精度要求较高的场合。
在注塑机中,采用电气同步技术可以实现注射机构和射胶机构的同步运动,从而得到精确的注塑产品。
液压同步技术的研究和应用对于提高液压系统的工作效率和精度具有重要意义。
在液压系统设计中,需要根据具体的应用需求,选择适合的同步技术,并合理设计控制系统和液压元件。
还需要采用一定的传感器和反馈控制装置,对执行元件的运动状态进行监测和调整,以实现精确的同步控制。
液压同步技术是一种重要的液压控制技术,可以实现多个执行元件之间的同步运动,提高液压系统的工作效率和精度。
随着现代工业技术的发展,液压同步技术将有更广阔的应用前景。
液压的同步技术探究

浅析海洋监测在线监测技术海洋监测在线监测技术是指利用现代化的传感器、仪器设备及相关的数据采集、传输、处理和分析技术,对海洋环境参数进行实时、连续和自动的监测和记录的技术手段。
其目的是为了了解海洋环境变化、评估海洋资源、应对海洋灾害等,为科学研究、资源开发、环境保护、决策支持等提供数据支持。
海洋监测在线监测技术主要包括以下几个方面的内容:1. 传感器技术:传感器是海洋监测在线监测的核心,通过感测探头将海洋环境参数转化为电信号,并将其传输给数据采集装置。
常见的海洋监测传感器包括温度传感器、盐度传感器、浊度传感器、溶解氧传感器等。
这些传感器具有高精度、高稳定性、高可靠性等特点,能够在复杂的海洋环境中进行准确的监测。
2. 数据采集和传输技术:海洋监测在线监测系统通常需要将传感器采集到的数据进行实时传输。
传统的数据采集方式主要依靠人工采样和实地观测,效率低且不能连续监测。
而采用在线监测技术,则能够实现对海洋环境参数的实时、连续和自动的采集和传输。
数据采集和传输技术主要包括无线通信技术、网络传输技术、数据协议和数据编码等,能够高效地传输海洋监测数据。
3. 数据处理和分析技术:传感器采集到的大量数据需要进行处理和分析,以提取有用信息。
数据处理和分析技术主要包括数据存储、数据清洗、数据融合和数据挖掘等。
通过这些技术,可以对海洋环境变化趋势进行分析和预测,评估海洋资源的状况,提供决策支持。
4. 监测系统集成和管理技术:海洋监测在线监测技术需要将传感器、数据采集设备、数据处理和分析系统等进行集成。
监测系统集成和管理技术是实现这一过程的关键。
通过合理的系统设计、设备配置和数据管理,能够确保监测系统的正常运行和数据的准确性。
海洋监测在线监测技术在科学研究和应用中具有广泛的应用前景。
通过在线监测技术,可以实现对海洋环境的全面、连续和及时的监测,为海洋科学研究提供丰富的数据资源,为海洋资源的合理开发和保护提供科学依据,为防灾减灾提供预警和监测手段。
液压的同步技术探究

液压的同步技术探究液压同步技术是一种通过控制多个液压执行元件同时运动的技术,广泛应用于各种工业领域中。
在许多机械设备中,如液压升降平台、液压船闸、液压压力机等,同步技术的应用可以保证各个执行元件同时、精准地工作,从而提高工作效率和产品质量。
本文将探讨液压同步技术的原理、应用和发展趋势。
一、液压同步技术的原理液压同步技术的实现依赖于液压系统的控制装置,通常为液压比例阀或液压伺服阀。
在传统的液压系统中,多个执行元件是由同一个油泵提供液压能源,并通过液压管路连接到控制装置。
控制装置通过调节液压阀的开启程度和工作压力来实现对执行元件的控制。
在液压同步技术中,控制装置特别设计,能够根据需要分别控制各个执行元件的运动速度和位移,从而实现同步运动。
液压同步技术的原理可以简单描述为:通过控制各个执行元件的进油口和回油口,使其得到相同的进油或回油流量,从而实现同步运动。
为了实现对各个执行元件的精准控制,控制装置需要具备高精度的控制算法和灵活的控制策略。
在液压升降平台中,控制装置可以根据平台上的载荷变化自动调整各个执行元件的运动速度和位移,以保证平台的水平和稳定。
液压同步技术在各种工业领域中得到了广泛的应用,其中包括机床加工、航空航天、汽车制造、船舶工程、建筑工程等。
下面以几个典型的应用为例进行介绍:1. 机床加工:在数控机床中,液压同步技术可以实现多轴同步运动,保证加工精度和表面质量。
数控车床上的液压同步技术可以保证各个刀具的进给速度和切削深度的同步,从而提高加工效率和加工质量。
2. 航空航天:在飞机和航天器的起落架、液压操纵系统等部件中,液压同步技术可以保证多个执行元件的同步运动,从而保证飞机的安全和可靠性。
3. 汽车制造:在汽车生产线中,液压同步技术可以实现车身焊接、装配线的同步运动,保证生产线的高效运转和汽车的品质。
4. 船舶工程:在液压船闸、船舶卸货设备等部件中,液压同步技术可以保证船体和货物的同步升降,保证船舶工程的安全和高效。
一种折弯机的液压控制装置[实用新型专利]
![一种折弯机的液压控制装置[实用新型专利]](https://img.taocdn.com/s3/m/fc5e6047dd3383c4ba4cd223.png)
专利名称:一种折弯机的液压控制装置专利类型:实用新型专利
发明人:曹振雷,鹿西文,曹同江,齐素杰申请号:CN201820233860.3
申请日:20180209
公开号:CN207839709U
公开日:
20180911
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种折弯机的液压控制装置,包括油缸,油缸的内部滑动连接有活塞,活塞的一侧侧壁中心位置固定有水平设置的活塞杆,活塞杆的一端延伸出油缸并与油缸的一端侧壁滑动连接,油缸的侧壁两端分别连接有第一导油管和第二导油管,油缸的一端焊接有竖直设置的安装圆环,位于油缸外部的活塞杆上滑动连接有第一密封壳,且第一密封壳的一端通过螺栓固定在安装圆环上,第一密封壳远离油缸的一端滑动连接有第二密封壳。
本装置结构简单,设计合理,构思巧妙,可加大密封,防止漏油,并且在漏油时,可自动报警,且在等待维修人员维修时,设备可正常运行,提高了工作效率,具有很强的实用性,适合推广。
申请人:河南中矿起重设备有限公司
地址:453300 河南省新乡市封丘县黄陵镇工业区
国籍:CN
代理机构:郑州万创知识产权代理有限公司
代理人:李伊宁
更多信息请下载全文后查看。
数字液压缸在数控折弯机液压控制系统中的应用与分析
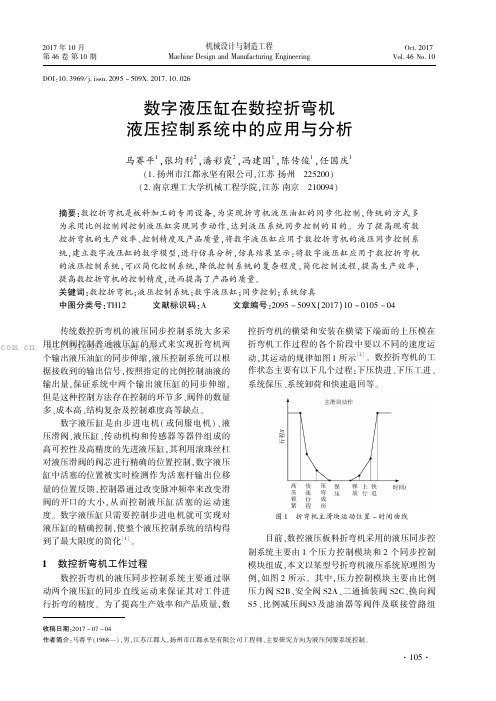
DOI:10.3969/j.issn.2095-509X.2017.10.026数字液压缸在数控折弯机液压控制系统中的应用与分析马赛平1,张均利2,潘彩霞2,冯建国1,陈传俊1,任国庆1(1.扬州市江都永坚有限公司,江苏扬州 225200)(2.南京理工大学机械工程学院,江苏南京 210094)摘要:数控折弯机是板料加工的专用设备,为实现折弯机液压油缸的同步化控制,传统的方式多为采用比例控制阀控制液压缸实现同步动作,达到液压系统同步控制的目的。
为了提高现有数控折弯机的生产效率、控制精度及产品质量,将数字液压缸应用于数控折弯机的液压同步控制系统,建立数字液压缸的数学模型,进行仿真分析,仿真结果显示:将数字液压缸应用于数控折弯机的液压控制系统,可以简化控制系统,降低控制系统的复杂程度,简化控制流程,提高生产效率,提高数控折弯机的控制精度,进而提高了产品的质量。
关键词:数控折弯机;液压控制系统;数字液压缸;同步控制;系统仿真中图分类号:TH12 文献标识码:A 文章编号:2095-509X (2017)10-0105-04 传统数控折弯机的液压同步控制系统大多采用比例阀控制普通液压缸的形式来实现折弯机两个输出液压油缸的同步伸缩,液压控制系统可以根据接收到的输出信号,按照指定的比例控制油液的输出量,保证系统中两个输出液压缸的同步伸缩,但是这种控制方法存在控制的环节多、阀件的数量多、成本高、结构复杂及控制难度高等缺点。
数字液压缸是由步进电机(或伺服电机)、液压滑阀、液压缸、传动机构和传感器等器件组成的高可控性及高精度的先进液压缸,其利用滚珠丝杠对液压滑阀的阀芯进行精确的位置控制,数字液压缸中活塞的位置被实时检测作为活塞杆输出位移量的位置反馈,控制器通过改变脉冲频率来改变滑阀的开口的大小,从而控制液压缸活塞的运动速度。
数字液压缸只需要控制步进电机就可实现对液压缸的精确控制,使整个液压控制系统的结构得到了最大限度的简化[1]。
液压折弯机系统故障和下降不同步的原因分析

液压折弯机系统故障和下降不同步的原因分析姓名王保强单位新会中集集装箱有限公司【摘要】:由于液压传动系统有非常优点,所以在各种机械设备上得到了广泛的应用.但同时液压传动系统偶尔出现故障时又令人困扰:故障的原因很难查找.本文针对一个具体液压传动故障现象进行,同时也分析了某些液压折弯机油缸下降不同步的原因,提出行之有效的解决方法。
【关键词】:液压系统故障;表面磨损; 折弯机:同步【前言】WC67-100/3200型液压折弯机是近年研发的一种产品,其液压操作系统设计先进、操作安全、方便、灵活.目前该产品已广泛应用于金属板料加工行业,在造船、汽车、机车车辆、航空等工业生产中发挥着重要作用.但在实际生产中随着使用次数的不断增加,也出现了一些典型的故障.例如滑块在系统保压时压紧力严重不足;滑块回程时速度极其缓慢,远没有达到最大回程速度.因此,不但产品质量不能保证而且生产效率大幅度降低,这给工厂造成了巨大的经济损失.本文就以此液压折弯机为例,通过对液压操纵系统的组成、工作原理介绍来对上述故障进行分析.一、液压操作系统的组成及工作原理图为WC67Y-100/3200型液压板料折弯机液压系统的工作原理图.该系统采用流量为25l/min的定量柱塞泵,可实现空程快速下行、滑块慢速接近和加压、保压、卸压、回程和任意停止等动作。
(1)滑块快速下行电磁铁3DT、4DT同时通电,液压泵输出的压力油经阀17进入液控单向阀8的控制腔将其打开,液压缸10下腔的油液便经阀8、阀6和节流阀7流回油箱,另一路经阀12流回油箱,滑块在自重作用下快速下行.液压缸上腔空出的体积由油箱内的油液经阀11补充.此时滑块速度由阀5调接.(2)滑块减速当滑块下行至上模接近被弯板料时,行程开关发讯,使电磁铁2DT、3DT、4DT、5DT通电,使阀13和阀12关闭,液压缸下腔的油液经阀8、阀6和节流阀7才能排回油箱,5DT通电后,使泵输出的压力油经阀18进入阀11的液控腔将阀11换向,同时,由于1DT通电,使液压缸10上腔的压力油的压力升高,阀11右位的单向阀使液压缸上腔与油箱断开.这样,液压缸的下行只有靠泵输出经阀5和阀6进入上腔的油液驱动,滑块的运动速度可由阀7调整.(3)卸压折弯机工作完成后,在滑块向上回程的瞬时,通过电气系统先使电磁铁1DT断电2s,在这段时间内,由于1DT断电,阀16复位,溢流阀14可以打开,使液压缸上腔的压力下降以实现预卸压.图1WC67Y-100/3200型液压板料折弯机液压系统原理图(4) 加压电磁铁和阀的工作位置不变,随着板料变形抗力的增大,液压缸上腔的压力逐渐升高,直到滑块运行到预定位置.(5)滑块回程卸压后,使电磁阀3DT断电,1DT、2DT通电,液压泵输出的压力油经阀5、阀6和阀8进入液压缸下腔推动滑块的上行,液压缸上腔的油液经阀6流回油箱.回程时的最大液体压力,可由溢流阀15进行调整.二、液压操纵系统产生故障的原因根据液压系统图及工作过程分析,导致液压缸保压时滑块压紧力不足且回程速度缓慢的原因可能有以下几种情况.(1)液压缸活塞及端盖密封不好,导致缸内外泄漏严重.(2)溢流阀14调接压力不足.(3)锥阀12阀芯表面磨损严重,造成阀口处关闭不严.(4)溢流阀9调定压力偏低.(5)液压泵内泄过大造成泵压偏低.(6)换向阀6的阀芯表面磨损,造成阀芯在阀体内移动困难,阀11内置单向关闭不严或阀面阀体配合间隙过大.三、WC67Y-250/4000不同步的原因分析和解决办法(1)、产生不同步的原因分析1)从活塞缸本身分析:主要是活塞缸本身具有内泄漏现象,即活塞与油缸之间的间隙偏大导致泄漏,而左右两缸内泄漏量又不完全相同,从而使两缸的运动速度不同。
电液同步数控折弯机原理

电液同步数控折弯机原理电液同步数控折弯机是一种先进的折弯加工设备,它利用电液同步技术实现了高精度、高效率的折弯加工。
本文将从原理角度介绍电液同步数控折弯机的工作原理和特点。
电液同步数控折弯机的工作原理主要包括控制系统、传动系统和液压系统三个方面。
控制系统是电液同步数控折弯机的核心部分,它由数控系统和伺服系统组成。
数控系统负责接收用户输入的折弯参数,并将其转换为电信号传递给伺服系统。
伺服系统则根据接收到的信号,控制液压缸的运动,实现工件的折弯。
传动系统是电液同步数控折弯机实现折弯运动的关键。
它由伺服电机、丝杠、导轨和滑块等组成。
伺服电机通过传动装置将旋转运动转换为直线运动,推动滑块在导轨上做上下运动。
通过调整滑块的位置和速度,实现工件的折弯。
液压系统是电液同步数控折弯机的动力来源,它由液压泵、液压缸和液压阀组成。
液压泵将机械能转换为液压能,通过液压缸传递给滑块,从而实现工件的折弯。
液压阀控制液压缸的流量和压力,使其能够根据需要进行精确控制。
电液同步数控折弯机具有以下几个特点:高精度。
电液同步技术能够实现对液压缸的精确控制,使得折弯过程中的角度和位置误差极小,从而保证加工的精度。
高效率。
电液同步数控折弯机采用了先进的液压系统和传动系统,使得折弯速度和效率大大提高,可以满足大批量、高效率的生产需求。
灵活性强。
电液同步数控折弯机具有较高的自由度,可以实现多种折弯工艺和工件形状的加工,适应性广泛。
操作简便。
电液同步数控折弯机采用了先进的数控系统,操作界面友好,操作简便,只需要输入折弯参数,即可实现自动化加工。
电液同步数控折弯机是一种利用电液同步技术实现高精度、高效率折弯加工的先进设备。
它通过控制系统、传动系统和液压系统的协同工作,实现对工件的精确折弯。
具有高精度、高效率、灵活性强和操作简便等特点,广泛应用于各种金属板材的加工领域。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模型, 并进行 了 MA T L A B仿 真 。结 果表 明 , 采用 虚拟 主轴 同步控 制 策 略 的 液压 折 弯机 同步 控 制 系统 可 以获得 更好 的跟 随性 、 稳 态性 能和抗 干扰 性 , 提 高 了液 压 折 弯 机 运 动 的 同 步 性 和 稳 定 性 。
关键 词 : 液 压折 弯机 ; 虚 拟主 轴 ; 同步控 制 ; 液 压 伺 服 系 统 中图分 类号 : T H 1 6 5 ; T P 2 3 文献 标识 码 : A
( 1 . S c h o o l o f El e c t r i c a l a n d E l e c t r o n i c E n g i n e e r i n g ,S h a n d o n g Un i v e r i s i t y o f T e c h n o l o g y ,Z i b o S h a n d o n g
Oc t . 20 1 3
文章编号 : 1 0 0 1—2 2 6 5( 2 0 1 3) 1 0—0 0 8 7—0 3
基于虚轴原 理的液 压折弯机 同步控制研 究
李 素 玲 , 刘 广 飞 , 崔振 华
( 1 . 山东理 工 大 学 电 气 与 电子 工 程 学 院 , 山 东 淄 博 2 5 5 0 4 9; 2 . 聊城 职 业 技 术 学 院 , 山 东 聊 城 2 5 2 0 0 0 )
The S t udy o f Sy nc hr 0 n i z a t i 0 n Co nt r o l o f t he H yd r a u l i c Be nd i ng M a c h i ne Bas e d o n t h e Vi r t u a l Sh af t Co n t r ol Pr i n c i p l e LI S u- l i ng ,LI U Gu a n g . f e i ,CUI Z h e n — h u a 。
t h r o u g h t h e M ATLAB s i mu l a t i o n,t h e r e s u l t s s ho w t h a t t he s ys t e m c a n o b t a i n be t t e r f ol l owi n g p e r f o r m— a n c e, s t a b l e p e r f o r ma n c e a n d r o bu s t n e s s o f s y n c h r o no u s c o n t r o l o f h yd r a u l i c be n d i ng ma c h i n e b y t he v i r — t ua l s p i n d l e s y nc h r o n o us c o n t r o l s t r a t e g y. Th e s y n c h r O ni z a t i o n a n d s t a bi l i t y o f h yd r a u l i c b e n d i ng ma c h i n e
2 5 5 0 0 0,C h i n a ;2 . L i a o c h e n g Vo c a t i o n a l a n d T e c h n i c a l C o l l e g e ,L i a o c h e n g S h a n d o n g 2 5 2 0 0 0,C h i n a )
A bs t r a c t:B a s e d o n t he wo r ki n g p r i n c i p l e of h yd r a u l i c be n d i ng ma c h i n e a n d e x i s t i ng p r o b l e m s,t h e p r i n —
c h r o n i z a t i o n s y s t e m o f h y d r a u l i c b e n d i n g ma c h i ne d i r e c t l y. At t h e s a me t i me,t he v i r t u a l s p i nd l e mo de l
a n d hy d r a u lБайду номын сангаасi c b e n d i n g m a c h i n e s ys t e m m od e l h a ve be e n e s t a bl i s h e d b a s e d o n t h e v i r t u a l a xi s . And
摘要 : 基 于液压折 弯机 工 作原 理及 存在 的 问题 , 采 用运动 同步 控 制领 域 的 虚拟 轴原 理 , 虚 拟 出一根 主
轴 直 接 驱 动 液 压 折 弯 机 同 步 系统 ; 同时, 建 立 了 虚 拟 主 轴 模 型 以 及 基 于 虚 拟 主 轴 的 液 压 折 弯 机 系统
第 1 0期 2 0 1 3年 1 0月
组 合 机 床 与 自 动 化 加 工 技 术
M od ul a r M a c h i ne To ol& A u t o ma t i c M a nuf a c t ur i ng Te c h ni q ue
NO. 1 0