移模作业流程图(KF)
模具移模作业办法
模具移模作业办法编制:审核:批准:生效日期:受控标识处:分发号:1.0 目的统合并管理模具厂,进行模具转移作业,适时掌控模具移转流程顺畅。
2.0 范围针对本公司采购模具项目(不含冶具及设备类)之模具转移作业均适用之。
3.0 定义用于压铸、塑料射出及冲压模具等….之生产器具。
4.0 权责4.1研发部:提供「最终确认图」供移模之厂商生产制作用。
4.2采购课:提报被移模之厂商或移模机型,并预定移模日期及清查库存动作。
4.3生管课:清查并提报模具移模之库存数量及预备料量。
4.4仓储课:协助提领单位领取样品作业。
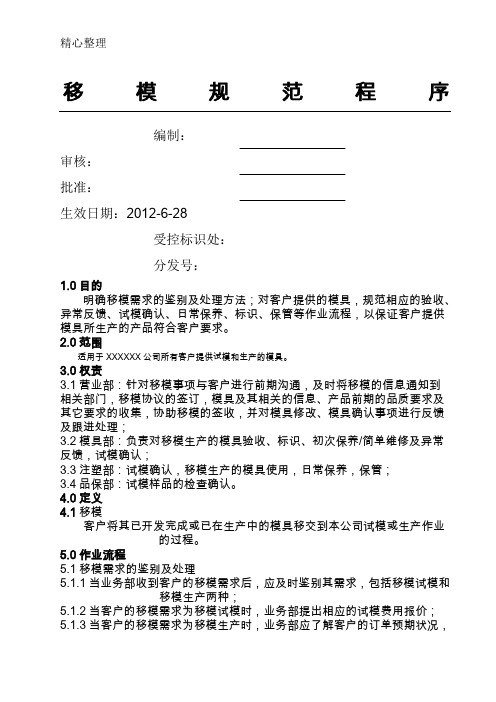
5.0作业流程图《附图一:模具移模作业流程图》6.0作业程序6.1经提报单位,向采购课提出申请或告知采购课移模需求项目。
6.2申请单位提供移模项目,经主管评估及考虑,如:交货期限、付款条件及符合对质量要求,后决定移模与移模至何厂商生产制作。
6.3决定移模项目,会先开立「领料单(逐茟)」﹝附件一﹞向仓储课提领样品供新厂商报价,待众厂商报价后‧再选定移转至何处厂商承制生产。
6.4询价完成后,采购员需在「采购比价呈核表」﹝附件二﹞,填写询比议价数据并附上厂商报价单,呈主管评定审核。
6.5采购课会针对移模项目,提供生管课进行清查厂内库存量及预备料量等….,再下「采购单」﹝附件三﹞给原生产厂商进行备料,待备料完成后,才会进行移模动作。
6.6「采购比价呈核表」经主管签核后,需开立「模具保管合约书」﹝附件四﹞送呈主管审核后,再转厂商签订盖章。
6.7采购课需将移模之项目,填立「文件/图面需求申请单」﹝附件五﹞向研发部出申请。
6.8申请图面完成后,需将图面转承制厂商进行制作。
6.9厂商制作前,需与主办工程师进行检讨图面尺寸、规格及材料射出重点有无修正或改进需要,才能进行生产制作。
6.10厂商再制程中,有关制程技术问题需由研发部主办工程师协助回复。
6.11厂商依本公司提供之相关图面资料制作,厂商制作完成后送样品,转研发部主办工程师进行样品量测确认。
移动模架逐孔施工工法
精心整理移动模架逐孔施工工法1前言1.0特大桥南引桥设计为5m×40m的等截面预应力混凝土连续箱梁,采用等高度单箱单室斜腹板结构,箱梁高2.4m,顶宽16m,底宽7m,梁长有32m、40m、48m三种,48m箱梁自重1590t。
采用了下承式移动模架造桥机施工,施工安全可靠。
采用ZQM1590移动模架造桥机制梁施工工法施工的32m、和好评,2.0.12.0.22.0.34.0.14.0.21——主梁;2——横联系统;3——前导梁;4——后导梁;5——墩旁托架6——支承台车;7——底模;8——侧模平台;9——侧模支撑;10——中扁担梁11——防风装置;12——托架支撑;13——配重;14——液压系统4.0.3造桥机工作时,整个模架在靠墩旁托架支撑的支承台车作用下,可通过竖移、横移、纵移分别实现脱模、模架横向分离或合拢、过孔。
底模在横移油缸作用下,实现开合并可通过底模螺杆调整高程。
4.0.4通过液压调整系统实现对组合式钢模的调整。
底模在横移油缸的作用下实现开合,通过底模螺杆调节高程。
模架纵移时由液压油缸步进式向前顶推移位。
浇筑简支梁时,四个支顶油缸混凝土梁的重量及造桥机自重传递到墩旁托架上。
浇筑连续梁时,一般混凝土的分段位在反弯点(1/6L~1/4L)处,此时造桥机前支点用墩旁托架及支承台车支承,后支点用中扁担梁吊挂于已浇筑好的混凝土梁段上,以保证新老混凝土梁的精确结合。
5施工工艺流程及操作要点5.2.1使用。
5.2.2121)拼装场地的平整拼装场地设在起始浇筑梁片两桥墩之间及其前后两跨,场地需碾压整平。
2)墩旁托架的安装墩旁托架的作用是将整机载荷和施工工作载荷传到桥墩。
墩旁托架采用墩身支承结构,分为左右两部分,两部分之间由螺纹钢筋拉紧。
托架上平面设有导向滑轨,便于模架的横向移动,托架下部通过立柱支承在墩身的承台上。
墩旁托架的横梁、立柱、斜撑均为螺栓连结,可拆卸。
在墩身较矮处施工时,可拆除立柱和斜撑,由底盘直接支撑在基础上施工。
移模作业流程图(KF)

移模通知 移模通知
市场部:传达客户移模通知于工程部,并报价 客户:确认首次试模样品是否达到预期要求
试模时间确认
4.
工程部:
设 计 成 型 (
试模样品 试模样品意见 试模样品确认 包装设计
最终样品检验
试模报告、FAI/CPK、信赖性测试报告
工程部:提出对于首次试模样品的意见与建议
试 产 阶 段 (
编制试产订单计划
企划部:编制试产订单计划
订购试产物料
采购部:按试产订单计划订购试产物料
5. Trial Run
物料生产前的确认
工程、品保:确认产前物料是否合乎要求 项目经理:
最终设计确认 评审
1、 召集各相关部门负责人及项目核心成员参与评审 2、 综合试产报告,总结本项目进程中的经验与教训
3、对于不符合项,要求相关人员限时改进
第 1 页 共 2 页
相关安规认证
品保部:跟进安规认证事项
编制订单计划 6.
企划部:编制生产订单计划
批 量 生 产 (
物料采购
采购部:按生产订单计划采购物料
物料生产前的样品的确认
工程部:对 IQC 提交的新物料确认、签样
Mass Production
物料品质跟踪(IQC)
品保部:对物料品质跟踪、确认
)
批量生产
企划部:安排生产车间批量生产 市场部:安排出货
出货
Байду номын сангаас
完成
第 2
页
共 2
页
)
Design Cofirm
客户:确认首次试模样品是否达到预期要求
)
工程部:设计并确认内、外包装
品保部:检验最终样品的各项指标并出具检验报告 工程部: 1、 召集各相关部门负责人及项目核心成员参与评审
移动模架过孔(首孔、末孔、中间孔)方案
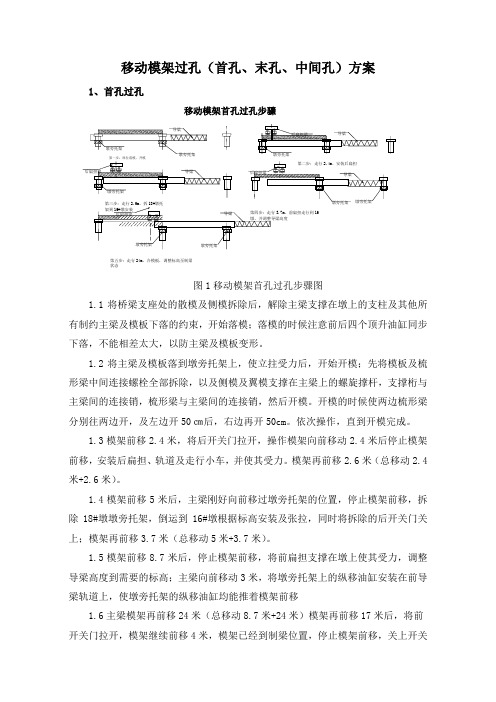
移动模架过孔(首孔、末孔、中间孔)方案1、首孔过孔图1移动模架首孔过孔步骤图1.1将桥梁支座处的散模及侧模拆除后,解除主梁支撑在墩上的支柱及其他所有制约主梁及模板下落的约束,开始落模;落模的时候注意前后四个顶升油缸同步下落,不能相差太大,以防主梁及模板变形。
1.2将主梁及模板落到墩旁托架上,使立拄受力后,开始开模;先将模板及梳形梁中间连接螺栓全部拆除,以及侧模及翼模支撑在主梁上的螺旋撑杆,支撑桁与主梁间的连接销,梳形梁与主梁间的连接销,然后开模。
开模的时候使两边梳形梁分别往两边开,及左边开50㎝后,右边再开50cm 。
依次操作,直到开模完成。
1.3模架前移2.4米,将后开关门拉开,操作模架向前移动2.4米后停止模架前移,安装后扁担、轨道及走行小车,并使其受力。
模架再前移2.6米(总移动2.4米+2.6米)。
1.4模架前移5米后,主梁刚好向前移过墩旁托架的位置,停止模架前移,拆除18#墩墩旁托架,倒运到16#墩根据标高安装及张拉,同时将拆除的后开关门关上;模架再前移3.7米(总移动5米+3.7米)。
1.5模架前移8.7米后,停止模架前移,将前扁担支撑在墩上使其受力,调整导梁高度到需要的标高;主梁向前移动3米,将墩旁托架上的纵移油缸安装在前导梁轨道上,使墩旁托架的纵移油缸均能推着模架前移1.6主梁模架再前移24米(总移动8.7米+24米)模架再前移17米后,将前开关门拉开,模架继续前移4米,模架已经到制梁位置,停止模架前移,关上开关第二步:走行2.4m 、安装后扁担 第三步:走行2.6m 、拆18#墩托 架到16#墩安装 第四步:走行3.7m 、前扁担走行到16墩,并调整导梁高度 第五步:走行24m 、合模板,调整标高至制梁状态 第一步:原位落模、开模 墩旁托架墩旁托架 墩旁托架 墩旁托架 墩旁托架墩旁托架 后扁担梁 后扁担梁后扁担梁 后扁担梁 导梁导梁 导梁 导梁导梁 墩旁托架 移动模架首孔过孔步骤墩旁托架门,合模,根据梁底标高顶升模架到制梁状态,锁死模架,模架过孔完毕。
移动模架施工

移动模架施工1 工艺概述本工艺适用于桥梁工程中跨数多、高墩的混凝土箱梁施工,明确混凝土箱梁采用移动模架浇施工作业的工艺流程、操作要点和相应的工艺标准,指导、规范移动模架现浇箱梁的施工。
2 作业内容移动模架箱梁现浇施工的主要作业内容为:移动模架拼装及预压、底模调整,设置预拱、安装散模、绑扎钢筋和预应力波纹管、安装端模、浇筑混凝土及养护、预应力张拉、模架下落脱模、底模打开、走行过孔进入下一孔就位。
3 质量标准及检验方法《铁路混凝土工程施工质量验收标准》(TB10424-2010)《铁路桥涵工程施工质量验收标准》(TB10415-2003)《高速铁路桥涵工程施工质量验收标准》(TB10752-2010)《铁路架桥机架梁暂行规程》(铁建设〔2006〕181 号)4 工艺流程图模架拼装及预压移动模架模板施工支座安装钢筋绑扎过孔,进入下一孔就混凝土施工位预应力初张拉底模打开模架下落脱模张拉剩余预应力束,压浆、封锚,完成该孔箱梁施工图 4-1 移动模架施工工艺流程图5 工艺步骤及质量控制一、模架拼装及预压1. 拼装支架安装施工场地进行平整碾压,支架基础采用混凝土扩大基础,基础上设置预埋件。
先散拼万能杆件节段,利用汽车吊机整体吊装水平联接系,在万能杆件顶布设分配梁和钢垫块。
2. 移动模架拼装图 5-1 移动模架拼装方案图⑴移动模架的拼装顺序:从线路左侧往右侧的顺序倒退依次拼装 2 片钢箱梁,1 片钢箱梁拼装完成后再拼装另 1 片。
单片钢箱梁拼装时,先拼中间两节段,然后拼装两端节段。
⑵将移动模架左侧的钢箱梁利用大型汽车吊起吊中间两节段到安装支架上的正确位置,钢箱梁的标高利用千斤顶调整,钢楔块支垫,位置调整正确后用钢板螺栓联接固定。
先后起吊组拼两端的两块钢箱梁,将移动模架外侧的钢箱梁全部联接完成。
⑶拼装移动模架右侧的钢箱梁,方法与(2)相同。
⑷利用汽车吊机将底模依次从一侧穿入钢箱梁底部,并完成吊挂。
⑸利用汽车吊机拼装移动模架左侧的前后导梁。
模板工程施工工艺流程控制程序图(早拆模体系构造图)..

模板工程施工工艺流程控制程序图(早拆模体系构造图)1)模板工程施工工艺流程控制程序,详见下图。
2)施工顺序施工顺序:模板制作与钢筋成型、放线→模板支撑、脚手架搭设→柱、墙钢筋绑扎→柱、墙模板安装→铺梁底板→梁钢筋绑扎→安梁侧模→铺楼板模板搁栅→安装楼板底模→楼板钢筋绑扎→浇筑砼→养护、拆模。
材料模板工程施工工艺流程控制程序3)模板制作、安装墙、柱及弧形梁侧面模板采用整装散拆的施工方法,梁底模视长度采用整装整拆的施工方法,而楼板模板、楼梯模板及直线形梁侧模则采用散装散拆的施工方法。
电梯井筒采用整体爬升的施工方法。
模板制作时,必须对所有模板进行编号,标明尺寸和安装位置,以免混淆使用。
墙、柱模板底部均应设一定的清洗孔(带止水钢板的施工缝处内外均需留设),除在立模时要防止木屑、泥块等物进入模壳内,在砼浇筑前,应指派专人对模板进行冲洗,确保模板内无杂物。
模板施工准备工作:进行中心线和位置线的放线:首先用经纬仪引测建筑物的边柱墙轴线,并以该轴线为起点,测出每条轴线。
模板放线时,应先清理好现场,然后根据施工图用墨线弹出模板的内外边线和中心线,墙模板要弹出模板的内、外边线,以便于模板安装和校正。
做好标高量测工作:用水准仪把建筑物水平标高引测到模板安装位置。
进行找平工作:模板承垫底部应预先找平,以保证模板位置正确,防止模板底部漏浆。
找平方法是沿模板内边线用1:3水泥砂浆抹平层。
柱模板柱子模采用定型的大模板,按照图纸的尺寸,配成定型的柱模,到现场进行拼装。
绘制模板组装平面图,注明模板吊装顺序,对模板逐一编号,并在施工前与平面图进行核对,以确保模板安装准确无误。
柱模用φ14圆钢作对拉螺栓,纵横≤600mm进行加固,拉杆按规范要求攻丝。
每端不少于12CM,拉杆端部用标准螺帽紧固(要求每端均紧固2个螺帽),对拉螺杆管采用与拉杆直径配套的PVC管,以便提高螺杆的周转率。
梁模板矩形梁用胶合板按图纸尺寸进行配制。
支撑选用碗扣式脚手架辅以钢管早拆支撑的方法。
移动模架施工作业指导书

移动模架施工作业指导书(总21页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除施工作业指导书移动模架施工现浇梁编制: 马宗磊 复核: 古成浩 批准: 宋德果中铁十四局集团武广铁路客运专线XXTJ Ⅲ标项目经理部编号:wggcbql08二00六年三月十八日移动模架工程作业指导书1、目的对移动模架施工作业进行控制,使其结果满足设计和施工规范的要求。
2、使用范围用移动模架法施工连续箱梁时,其施工技术方法与用移动模架法施工简支箱梁大致相同,故在此以移动模架法现浇简支箱梁为例作如下介绍,使其在施工操作中处于受控状态。
3、职责技术主管负责技术交底书的编制、发放,对工序的实施过程进行控制检查。
根据现场施工情况,提报材料计划。
测量班测量后提供桥墩、台支座中线及水平。
试验室负责原材料的检验,设计配合比、混凝土强度检查、监控指导混凝土施工。
物资设备部负责按要求购进原材料(水泥、砂、碎石等);负责机械设备的配置,机械设备的采购、发放,检查指导机械设备的使用、保养和维修工作。
质检工程师负责对整套移动模架及其工序监督检查。
项目队长负责组织施工,对工序过程实施监督检查,协调作业班组之间的关系。
移动模架施工班负责模架的安装、操作、转运工程施工。
钢筋施工班负责钢筋加工、绑扎工程施工。
混凝土施工班负责混凝土的浇注、养护工程施工。
混凝土的运输由搅拌站负责。
4、技术标准铁路桥涵设计基本规范(TB10002.1—2005)客运专线铁路桥涵工程施工技术指南(TZ213—2005)铁路混凝土工程施工技术指南(TZ210—2005)客运专线铁路桥梁工程质量验收暂行标准(铁建[2005]160)铁路工程桥涵施工技术手册另外移动模架法制梁,其拼装和操作还应满足技术监督部门审查通过的《移动模架造桥机使用说明书》和《移动模架造桥机操作手册》的要求。
5、人员配置负责移动模架施工的作业人员必须是经过培训、工作熟练的工人,并且具有较高的质量意识。
上下模作业流程图

上下模作业流程图一、目的本流程图旨在明确模具上下模的操作步骤和要点,以确保生产过程中的安全和稳定,提高生产效率。
二、流程图说明1、模具准备在进行上下模作业前,需先检查模具是否完好无损,各部件是否齐全。
如有异常,需及时进行处理。
2、安全检查在进行上下模作业前,必须进行安全检查。
包括但不限于检查液压系统、气压系统、电气系统等,确保没有安全隐患。
3、模具搬运搬运模具时,需使用合适的工具,如吊车、叉车等,确保安全稳妥。
同时,要遵循相应的安全操作规程,防止工伤事故发生。
4、模具定位将模具放置在指定位置后,需进行初步定位。
此时,要确保模具的安装面与机床的工作台之间贴合、平稳。
5、紧固模具通过螺栓等紧固件将模具与机床工作台牢固连接。
在紧固过程中,应注意力度适中,避免损坏模具及工作台。
6、调整与校准完成模具紧固后,需对模具进行进一步的调整与校准,以确保其位置准确、符合加工要求。
7、试运行在完成模具的上下模作业后,应进行试运行,以检查模具的运行情况及加工质量。
如有异常,需及时进行调整。
8、生产加工试运行无误后,即可开始进行批量生产加工。
在此过程中,操作人员应严格遵守操作规程,密切模具的运行状态。
9、下模作业生产加工完成后,需进行下模作业。
首先进行安全检查,确保无安全隐患。
然后按照解体顺序依次取下模具各部件。
10、清理与维护下模作业完成后,要对模具进行清理和维护。
包括清除杂质、清洗表面、检查损伤等,确保模具保持良好的状态。
11、存储与保管清理和维护完成后,应将模具存放在干燥、通风良好的库房内,避免阳光直射和潮湿环境对模具造成损害。
同时,要遵循相应的安全规定,防止意外事故发生。
三、总结本流程图详细描述了上下模作业的全过程,从模具准备到存储保管,每个环节都进行了详细的说明和要求。
通过明确流程图,有助于操作人员更好地掌握上下模作业的步骤和要点,提高生产效率和质量。
也确保了生产过程中的安全和稳定。
在实际操作中,应根据具体情况对流程图进行调整和完善。
下承式移动模架

下承式移动模架施工1 施工工艺施工工艺流程框图和流程图如下:施工工艺流程框图施工流程图2 下承式移动模架的构造移动模架造桥机由主梁、缓冲架、横梁、横移工作台、支撑托架和内外模板等主要构件组成。
移动模架断面图移动模架立面图1.主梁一套移动模架造桥机包括两根箱形主梁,位于墩身外侧,混凝土箱梁翼缘板下方,混凝土箱梁、模板和横梁的重量均由它承受。
主梁由钢箱梁依靠高强螺栓及钢销相连接。
为了追求造桥机的经济性,主梁钢箱采用的钢板厚度是根据所处位置承受的最大弯矩来确定的。
2.缓冲架缓冲架位于主梁尾端,由型钢加工而成。
在主梁纵移过程中,尾端脱离后支撑托架时,缓冲架能消除因主梁弯矩突然释放导致的结构剧烈振荡。
3.横梁横梁采用常用周转材料六四军用梁,是底模的支撑平台,浇筑混凝土时也做为两根主梁的横向联系。
横梁每2m布置一道。
4.横移工作台横移工作台即主梁在支撑托架上的滑动支座。
工作台下设横向不锈钢走船,以千斤顶牵引横移工作台即可实现移动模架的横向开合,保证移动模架前移时避开墩身。
5.支撑托架支撑托架是整套移动模架最后一道传力结构,负责将钢筋、混凝土和移动模架自重等荷载传递到承台上。
支撑托架由三角架和竖向支腿组成,依靠预应力粗钢筋对拉与墩身固定。
每套移动模架包括三对支撑托架,随梁段的浇筑周转使用。
6.模板模板系统由外模、内模和外模架组成,均为钢结构。
外模板由底模、腹板模和翼板模三大块组成,其中底模沿桥轴线分割为独立的两块,移动模架行走时底模板由中线分离,随两根主梁分别横移。
外模架支撑于横梁上,将梁体混凝土侧压力及翼板荷载传递至横梁,调整侧模架的高度也可使移动模架适应不同断面型式的箱梁施工。
内模采用小块钢模,便于施工过程中的调整,内模支撑采用碗扣式脚手架钢管。
3 工作原理箱梁混凝土荷载通过横梁传递到主梁,主梁安放于墩旁支撑托架上,并通过支撑托架将荷载传递到承台。
一跨混凝土浇筑完成张拉纵向索后将前跨支撑托架转移至下一跨安装,移动模架由桥轴线分离横移,避开墩身前行至下一跨施工位置合拢,同时完成上一跨箱梁预应力索压浆,完成一个循环周期。
移模规范程序 (2)
移模规范程序编制:审核:批准:4.1移模客户将其已开发完成或已在生产中的模具移交到本公司试模或生产作业的过程。
5.0作业流程5.1移模需求的鉴别及处理5.1.1当业务部收到客户的移模需求后,应及时鉴别其需求,包括移模试模和移模生产两种;5.1.2当客户的移模需求为移模试模时,业务部提出相应的试模费用报价;5.1.3当客户的移模需求为移模生产时,业务部应了解客户的订单预期状况,并根据预期的订单状况进行报价(包括试模费用,规定生产多少订单数量时可返还)。
如客户确认同意报价且有下订单时,则业务部与客户进行沟通,取得模具及其相关的信息(包括移模日期、模具最新3D及2D、产品最终3D,工艺文件资料,BOM清单,开发时间、模具履历等资料)以及产品的品质要求和其它要求等。
5.2模具验收5.2.1发出的客户移模信息给相关部门后,业务部安排时间与项目部及模具部去客户处对模具进行初步验收,确认OK则业务部安排进行移模;5.2.2针对移模生产的模具还需进行以下处理:5.3.2.3试模确认中产生的异常由营业部提供给客户进行确认;5.3.2.4同时,项目部和品保部制作生产工艺所需的资料,具体视客户的要求而定,资料包括但不限于工艺流程图、SIP、SOP、CPK数据分析、PFMEA、材质证明、包装样式、质量控制计划、RoHS及其它特殊要求等;5.3.2.5客户确认样品及相关资料后需书面回复至营业部,由营业部转发至相关部门,项目部依据回复结果签定《样板卡》并发放相关生产资料并通知相关部门召开试产启动会议,模具部对模具进行标识,在模架上标示WY(外移)-11XXX字符(X为内部排序数字),登录在《模具清单》后将模具交给注塑部进行签收;5.3.2.6注塑部签收模具后,建立模具档案,包括《模具履历表》、《模具保养表》等,具体参照《模具管制作业指导书》;5.3.2.7若客户确认样品及相关资料不合格时,处理方法如下:a)当模具有比较轻微的品质问题时,维修前营业部必须邮件通知客户,取得客户同意后由公司模具部进行维修;b)当模具有比较严重的品质问题时,营业部联络客户进行处理,对于未量产的新模,要求客户进行维修;对于已量产的旧模,提出模具维修的报价反馈给客户,取得客户同意后由模具部进行维修;c)模具维修后,由项目工程师和品保部QE对模具进行确认后再进行试模;def。
模具移转作业流程

4.2 沖壓件模具資料 4.2.1 模具在台灣之試模記錄和報告。 4.2.2 每個零件的沖壓工程數,沖壓機台噸位及后加工方式。 4.2.3 模具外形尺寸、重量、價格。
OK
簽樣承認
修模 制作TVR
提出模具 移轉
填寫模具移 轉清冊及模 具驗收報告
跑模具存倉 手續
召開檢討會
NG
議
發出修模通 或設變知書
確認模具 及產品
OK
簽樣
NG
確認模具 及產品
OK 簽樣
簽樣承認 簽樣承認
跟摧3B資 料
TVR PMP FLOW CHART FAR
2K后
簽核模具移 轉清冊及模 具驗收報告
5.4.3 PQE 5.4.3.1 與 ME 一起參與試模定檢查外相關問題。 5.4.3.2 與 ME 一起確認試模出產品並找系統 RD、SQA(或者客戶)承認簽樣。 5.4.3.3 制作 CPK 並對未通過部件提出解決方案。 5.4.3.4 與系統 RD、SQA(或者客戶)定出外觀檢查規范。 5.4.3.5 確認試模狀況及 3B 資料,並發出量產通知。
ISO9001
模具移轉作業規范
編號 PM-INS-008B 版次 B 頁次 1/8
1.目的:明確模具移轉流程及各單位職責,以確保移模,試模的順利進行。 2.適用範圍:適用于漢達精密電子科技(順德)有限公司 台灣或外包模具廠(RD 外包或采購
移动模架堆载预压及布点技术交底课件
(6)螺栓头外露不少于2扣。
检查后根据实际情况首选采用扭矩扳手对螺栓进行抽检,了解试压后螺栓的松紧情况和松动螺栓所占比例,再根据实际情况对螺栓进行复拧。复拧标准如下:
⑴螺栓规格M24 M30
⑵复拧螺栓的紧固力225KN 355KN
⑶复拧螺栓的扭矩669.6N.m 1342N.m
1.1加载方式
(1)加载总重量
根据梁型图可知混凝土梁的总重量约为780吨,首孔在堆载预压时按混凝土梁重的1.2倍(即935吨)进行堆载。其余预压荷载为最大施工荷载的1.1倍。
(2)加载方式
采用分级加载方式:0→60%→100%→120%,分级加载时严格按技术交底和程序进行,每级加载持荷时间分别不小于2h、2h、8h。
1.632m预应力混凝土箱梁(梁宽12.2m)反拱计算
根据32m预应力混凝土箱梁设计图纸[图号:沈丹客专桥通-Ⅰ-20-2],梁体预设反拱,跨中反拱值为30.1mm,其它位置按二次抛物线过渡,该反拱值为箱梁混凝土浇筑后、预应力张拉之前的线型与拱度数据。
为推算该二次抛物线公式,按下图建立直角坐标系,设y=ax2+b,由于箱梁计算跨度为31.5m,跨中最大反拱值-30.1mm,将坐标点(0,-30.1)及(15.75,0)代入上式得y=0.1213x2-30.1。
在底板上分别设16个测点,分别布置在吊杆对应的底板处,由沈阳向丹东方向开始编号左侧编号依次为2-1、2-2、2-3、2-4、2-5、2-6、2-7、2-8;由沈阳向丹东方向开始编号右侧依次编号为3-1、3-2、3-3、3-4、3-5、3-6、3-7、3-8。
观测时同一仪器测量、同一测量人读数。每次观测都要对上述测点的标高进行测量和记录,保存好原始数据,以备复核。测量精度和读数误差为±1mm。
模具设计试产移转作业程序

模具设计试产移转作业程序1.准备工作:(1)设计部门的工程师应完成模具设计工作,并制定设计报告和设计图纸。
(2)准备试产材料和设备,确保试产过程中的材料和设备的供应。
2.设计评审:(1)将设计报告和设计图纸提交给工艺部门。
(2)工艺部门的工程师对设计进行评审,检查设计的合理性和生产的可行性,确保设计方案能够满足产品的质量要求和生产的效率要求。
3.工艺制定:(1)工艺部门根据设计评审结果,制定试产工艺方案。
(2)工艺部门将制定的试产工艺方案和设计图纸进行对比,确定是否需要对设计进行修改或调整。
4.工艺文件编制:(1)工艺部门将制定的试产工艺方案编制成工艺文件。
(2)工艺文件包括工艺路线、工艺参数、工艺操作规程等内容,确保试产过程中能够按照规定的工艺进行操作。
5.部门间协调:(1)设计部门和工艺部门进行沟通,确保设计方案和工艺方案的一致性。
(2)对于需要对设计进行修改或调整的情况,设计部门应根据工艺部门的要求进行相应的修改。
6.试产操作:(1)工艺部门按照制定的工艺方案,进行试产操作。
(2)工艺部门应记录试产过程中的关键参数和关键工艺,以便后续的生产过程参考。
7.试产评估:(1)工艺部门对试产效果进行评估,检查产品的质量和生产过程的效率。
(2)根据评估结果,对试产工艺方案进行修正和改进。
8.移交制造部门:(1)完成试产评估后,工艺部门将试产工艺方案和工艺文件移交给制造部门。
(2)制造部门根据工艺方案和工艺文件进行批量生产。
以上便是模具设计试产移转作业程序的一些步骤,通过严格的操作和评估,可以确保模具设计的试产工作能够成功移交给制造部门,实现产品的批量生产。
模具移转作业流程
模具移轉作業規范IS09001Prep ared by黃瓊Appro ved by鄭揚文Authorized by鄭揚文Effective date3/01/2003編號PM-INS-008B版次 B 頁次1/81.目的:明確模具移轉流程及各單位職責,以確保移模,試模的順利進行。
2.適用範圍:適用于漢達精密電子科技(順德)有限公司台灣或外包模具廠(RD外包或采購外包)開模移轉到大陸或內部模具廠移轉到塑膠廠。
3.參考資料:無4.定義:4.1 塑膠模具資料4.1.1 模具在台灣試模記錄和報告。
4.1.2 模具外形尺寸、重量、價格。
4.1.3 塑膠射出機台之型號。
4.1.4 材料規格及廠商。
4.1.5 注射成形條件和工藝參數。
4.1.6 單件成品淨重及膠口料重。
4.1.7 模具圖紙資料。
4.1.8 TVR 資料。
4.2 沖壓件模具資料4.2.1 模具在台灣之試模記錄和報告。
4.2.2 每個零件的沖壓工程數,沖壓機台噸位及后加工方式。
4.2.3 模具外形尺寸、重量、價格。
DATE REVA NEW ISSUECHANGES Appro ved by李素英全面更新模具移轉作業規范ArrayIS090014.2.4 每個零件的下料尺寸規格及材料規格。
4.2.5 模具圖紙。
4.3 模具圖紙資料4.3.1 模具設計開發之規格書。
4.3.2 模具零件組件圖紙和線切割圖。
4.3.3 塑膠模具關鍵部位電極圖面。
4.3.4 模具組立圖。
5.內容5.1 權責5.1.1 RD/ 客戶:提供產品圖,承認模具,簽核樣品.5.1.2 PM: 對於台灣及外包模具廠移轉的模具安排及追蹤移模計劃,追蹤模具相關資料,提供資料給報關申請合同;對於內部模具跟催成型廠與模具廠之間的移轉及相應資料跟催,試模檢討會的主導召開,業務還需在系統中申請模號.5.1.3 ME: 根據PM計劃追蹤試模安排,及確認試模狀況,對於台灣及外包模具廠移轉的模具制作TVR OR FAI,確認模具做出的產品是否達到RD需求,對於內部模具移轉確認模具狀況,簽核模具驗收報告.5.1.5 模具廠:提供相應資料:TVR,模具圖,模具資料,模具開模進度,對於內部模具還需開出模具驗收報告及模具移轉清冊5.1.6 試模廠:根據PM的計劃安排試模5.2 台灣模具(或外包模具廠)移轉流程RD/客戶模具廠(台灣或外包廠) PM ME P/L PQEIS09001RD/客戶模具廠(台灣或外包廠) PM ME P/L PQE模具移轉作業規范IS09001RD/客戶 MPT 模具廠 PM ME P/L PQE5.3內部模具移轉流程5.2.1 RD/ 5.2.2 5.2.3 5.2.4 5.2.55.2.6 5.2.75.2.8客戶畫好產品圖后傳給開模廠商及 DC 發行。
支架法、移动模架、悬臂浇注的施工示意图
【提问】0号段在哪?
【回答】学员mdjzjth,您好!您的问题答复如下:
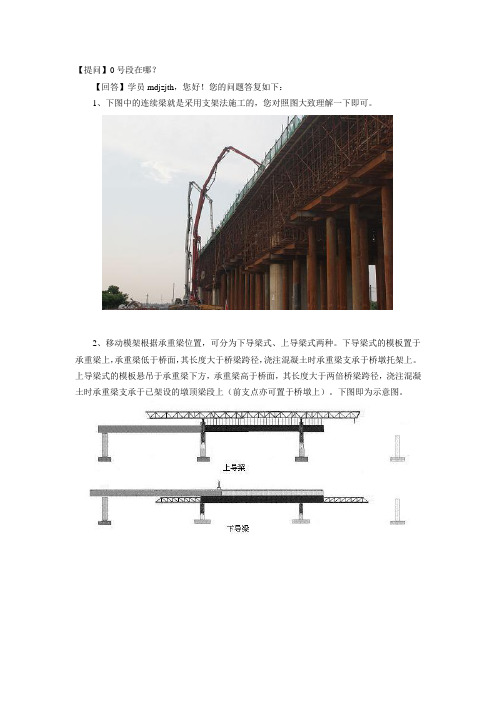
1、下图中的连续梁就是采用支架法施工的,您对照图大致理解一下即可。
2、移动模架根据承重梁位置,可分为下导梁式、上导梁式两种。
下导梁式的模板置于承重梁上,承重梁低于桥面,其长度大于桥梁跨径,浇注混凝土时承重梁支承于桥墩托架上。
上导梁式的模板悬吊于承重梁下方,承重梁高于桥面,其长度大于两倍桥梁跨径,浇注混凝土时承重梁支承于已架设的墩顶梁段上(前支点亦可置于桥墩上)。
下图即为示意图。
3、悬臂浇注主要是利用一对能行走的挂篮,挂篮就是下图中红色线圈出来的部分。
4、0号段就是墩顶梁段,就是像下图粉色线圈出来那样的。