锡膏控制作业指导书
锡膏控制作业指导书

锡膏控制办法作业指导书1.目的和范围1.1为保证焊接质量,对锡膏控制在SMT车间内提供一个工作指导.2.定义:无3.职责3.1工程部:通过供应商提供有关锡膏的规格特性的详细资料和MSDS。
3.2质量部:根据工程部提供的信息做出控制办法并监督实际生产使用状况。
3.3生产部:根据作业指导书操作并做好相应记录。
4.授权4.1质量经理,工程经理5.程序5.1 锡膏的存放5.1.1锡膏应存放在冰箱内,其温度要控制在0ºC -10ºC范围.冰箱温度每班要实测一次。
5.1.2 冰箱温度并记录于«冰箱温度管制图»内.如发现有超出控制温度管制范围, 必须立刻处理。
5.2 锡膏的回温锡膏在使用之前必须回温.所谓回温就是把锡膏放在室温下让其温度自然回升, 以达到使用要求, 回温的目的有两个:5.2.1从冰箱中取出不回温直接使用,外面热空气在锡膏表面会凝结成水珠,过回焊炉时会产生锡珠。
5.2.2 锡膏在低温下粘度较大, 无法达到印刷要求, 须回温后方可使用。
锡膏控制办法作业指导书5.3锡膏的搅拌锡膏在使用之前必须搅拌.锡膏是以膏状形态存在的铅锡混合物. 搅拌后可使其颗粒成分混合均匀。
5.4 锡膏的使用5.4.1 锡膏”先进先出”的管制锡膏的使用要遵循”先进先出” 的管制,因此在锡膏进料时就对其行编号管制(见表一)入料年份入料月份编号(按月管制)例: 2000年1月份入料的第23瓶锡膏,其编号应为: 00-01-023具体操作是:“进料月份越先的,先使用,若进料月份相同,则编号越小的先使用”。
5.4.2锡膏的使用期限5.4.2.1 ºC-10ºC温度范围内,以厂商标示的最后使用期限为准。
5.4.2.2 温下(22ºC-26ºC) 保存一个月。
5.4.2.3 封后的锡膏使用期限为24小时。
5.4.3 锡膏使用方法5.4.3.1 使用过程中应以每隔1小时添加一次锡膏为宜.锡膏取用之后要及时把锡膏瓶子盖好密封,避免与空气接触。
线路板锡膏管制指导书

3.锡膏从冰柜取出后,需放在室内环境下回温4小时才可正常使用,然后再使用锡膏搅拌机搅拌2-3分钟或人工搅拌4-6分钟,确保锡膏搅拌均匀和搅拌时间足够。锡膏搞拌要用专门的锡膏搅拌刀进行且每次使用搞拌刀之前或者之后,都要清洗干净。
4.锡膏开盖后,取出适量以供使用(约1小时印锡膏的使用量),余下的用内盖压紧并将外盖盖紧,以免和空气接触造成锡膏性能下降。
5.锡膏在钢网上印刷使用最长的时限为8小时,当锡膏不用超过1小时,锡膏不能留在钢网上,尽快用空瓶子装起来,盖好瓶盖。使用
锡膏印刷出来后的线路板应在4个小时内完成贴装和进行回流焊接。锡膏印刷不良的线路板要用酒精干净后才能重新进行锡膏印刷。
6.锡膏停止印刷作业之后,应把剩余的锡膏放回空瓶子里面并做好标识,不可以跟没使用过锡膏混合,并紧盖好瓶盖放回冰箱存放未使用过的和使用过不要放在一起,要区分摆放),超过时限的锡膏要以作废处理。
编制(日期)
审核(日期件号
签字
日期
文件编号:HZ-04-40
线路板锡膏管制指导书
共2页
第1页
目的:有效管理锡膏保存及使用流程,确保锡膏性能质量。
对象:电子车间SMT工位温度范围:25℃
工具:冰柜、锡膏搅拌机(SF-2000)、外六角扳手、锡膏搅拌刀、温度计、手套
锡膏的保存及使用规范:
1.锡膏需在瓶身贴上锡膏使用记录表,并存放在冰柜中冷藏,温度保持在0℃~10℃,若温度不合适应及时调整。
锡膏搅拌机操作方法:将需要搅拌的锡膏放进搅拌机转轴的一侧,再取一个重量大约相同的锡膏放于另一侧,将锡膏瓶口的一侧卡于固定端的凹槽处,用外六角扳手将卡座旋紧,旋紧程度以锡膏瓶能安稳的紧贴卡座底部。确认安装好锡膏瓶后,将搅拌机盖子盖上,将盖子外部的锁环扣紧。将搅拌时间设置为2-3分钟,开启电源使锡膏进行搅拌,待搅拌完成后,取出锡膏才能进行印刷工作。
锡膏使用及管控作业标准书
錫膏使用及管控作業標準書.目的:規范錫膏使用與管控. 2.範圍:SMT 所使用的所有錫膏. 3.權責:3-1品管部門:錫膏使用作業標準查核. 3-2製造部門:錫膏使用作業標準實施. 3-3工程部門:錫膏使用作業標準製定. 4.名詞定義:無. 5.相關文件:無. 6.內容:6-1 錫膏的入庫管控:a.新錫膏于儲存前應貼上管理標簽,且填寫入庫時間及編號,以利管理, 并將錫膏相關資料記錄于“紅膠/錫膏使用記錄表”(附件)內,以利追蹤查核.錫膏編碼原則管理標簽:錫膏序號 入庫日期 廠商使用前:a.錫膏使用的有效期為自制造日期起六個月內.b.錫膏的儲存條件于5-10℃的冰箱內,不同廠商及批次之錫膏分開擺放標示,遵循先進先出的原則.c.錫膏從冰箱中取出后,須核對罐上編號及填寫《紅膠/錫膏使用記錄表》“取出時間”錫膏在室溫20±5℃回溫時間為2〜4小時.d.回溫之后使用時必須進行攪拌,攪拌機攪拌時間為1〜2分鐘,使其粘度和粒度均勻分布.6-3 使用中:a.錫膏于使用前,需清潔干淨鋼網及刮刀,不得有任何雜質異物之參入其中,以免影響印刷品質.b.使用中應避免使用氣槍清潔鋼網時,盡量減少其接觸時間,以免氣槍內的水氣與錫膏混合影響產品品質.c.生產時應隨時留意錫膏量,錫膏添加量應適量(生產前大約加1瓶錫膏的3/4,生產中添加1瓶錫膏的1/3的量)以保持生產中的錫膏的新鮮度. 6-4 使用后:a.在結束生產時,下線錫膏不應回收在新品瓶內,單獨回收在空瓶內,進行退庫放回冰箱,且做退庫記錄.b.退庫錫膏再次使用時以新舊錫膏3:1的比例混合使用,在8小時內沒有用完,即報廢.7.附件:7-1紅膠/錫膏使用記錄表 (PM203*1)。
锡膏红胶使用作业指导书.doc

6.锡膏/红胶从冰箱取出后需填写标示卡:取出源自间年月日时拆封时间
年月日时
使用终止时间
年月日时
7.如客户有特殊要求,则按客户要求作业。
巨天力电子(深圳)有限公司
锡膏、红胶使用作业指导书
编号:C-P-032
版本:A/0
页次:共1页
编写:
审核:
批准/日期:
一.目的:
规范锡膏/红胶的管制,确保制程品质。
二.范围:
适用于所有SMT生产线。
三.职责:
生产部负责,工程部、资材部、品管部协助。
四.作业程序:
1.物料员将从仓库领回的锡膏/红胶进行编码,放入冰箱。其编码顺序如下:锡膏:A01~A99 B01~B99……
红胶:001~1000(如编码到1000则返回001开始)
2.储存在冰箱的温度为2℃~10℃,并填写《锡膏温度管制记录表》在室温下使用的温度为20℃~30℃,温度在30%~75%。
3.遵循先进先出的原则:每条线只可领用一瓶锡膏/红胶,待快用完时方可搅拌另一瓶。
4.锡膏或红胶在室温下回温4H后才可使用,锡膏搅拌3分钟;红胶脱泡5分钟,并在《锡膏/红胶管制记录表》上签名确认。
锡膏储存使用作业指导书
3.9物料員每日稽核冰箱溫度一次,並將稽核結果填寫於《溫濕度管制表》上,若有異常立即上报相關主管。
3.10錫膏取出冰箱回溫使用需填寫《錫膏管制表》。
3.11錫膏攪拌時間為3分鐘,需在《錫膏管制表》作好記錄。
4注意事項:
4.1所有“錫膏使用管制標簽”需貼瓶側身。
4.2已開封但沒有超過24H未使用完之錫膏應放回冰箱,並在“錫膏使用管制標簽”上注明再次開封後的使用期限,其再次使用期限為24H減出前次開封後的使用時間。
4.3印刷OK之PCB需在1小時內投入貼片機貼片,貼片OK之PCBA需在2小時內過回焊爐。
5相關表單:
3.3錫膏儲存在冰箱內,溫度應控制在0℃~10℃,湿度应控制在40%~90%RH,存儲有效期為6個月。(以制造商制造日期起計算)。
3.4放置於冰箱內的錫膏應以批號不同,分層放置。
3.5錫膏廠商不同及型號不同,不得混用。
3.6錫膏需按先進先出原則,待回溫錫膏與己回溫錫膏分開放置並標示清楚。
3.7錫膏取出冰箱時需在管制標簽上填寫取時間並放置於回溫箱之待回溫區,回溫時間4H~24H,則放回回溫箱之已回溫OK區,如回溫超過24H未使用應放回冰箱冷藏,錫膏回溫溫度為20℃~30℃。
修订记录
项次
修订日期
前版本版次
修订页次
修订内容
修订人
核准
1
6/01
AO
2/5
3.3及3.7
廖永紅
2
08/22
A1
4
修改3.7及《錫膏管制表》
廖永紅
3
05/06/28
锡膏使用作业指导书
厦门技师学院现代电子制造锡膏使用文件编号XG-SY-ZD-01编制确认者审核制作日期2010.12.21尤锦湖版本号V0.1一.目的:规范本车间规范使用锡膏,防止锡膏使用不当出现品质问题。
二.范围:适应本实训车间所有锡膏的使用三.使用管理3.1 锡膏的使用应遵循“先入先出”的原则,依照厂商制造日期的先后顺序,逐批使用,且使用最后期限为厂商失效日期为限.并要填写锡膏使用记录表(附一)3..2 使用前,预先将锡膏从冰箱里取出,在室温环境的情况下解冻2--5个小时后,方可打开容器盖,使其恢复活性防止水分在锡膏里冷凝,以达最佳焊接状态。
3.3 使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟。
3.4 A.使用时将锡膏1/3的量添加于钢网上,并以少量多次的方式添加。
B.当天未使用完的锡膏不可与尚未使用的搅浑存放,并且不同型号、厂牌锡膏不可混合使用,以免影响品质。
C.为预防贴片锡膏变质,搅拌后建议24小时内使用完。
锡膏印刷在基板上后,需在1小时内完成再流。
D.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。
E.最佳使用环境:温度为20—26℃;湿度为35--60%,因为贴片胶的粘度随温度而变化,以免影响品质。
3.5 清洁维护每天上完课要就锡膏进行回收清理,做好5S工作注意事项1.使用前将锡膏搅拌均匀,锡膏能持续流动下来为准。
2.在使用的任何时候都要保证只有1瓶焊锡膏开着。
3.保证在生产的任何时候使用的都是新鲜锡膏,减少环境带来的负面影响。
4.对已开盖或使用过的锡膏,不用时紧盖内外盖。
5.保证锡膏的最佳焊接品质,印有锡膏的PCB应该尽快(1小时以内)流到下一个工序,防止锡膏变干及粘度变化。
6.当锡膏不用超过1个小时,为保持锡膏最佳状态锡膏不要留在网板上,防止锡膏变干和不必要的网板堵塞。
7.当要从网板上收下锡膏时,请换另一个空瓶来装,以避免旧焊锡膏影响新焊锡膏。
使用过的焊锡膏按照焊锡膏储存条件储存。
锡膏管控作业指导书
锡膏管控作业指导书一、背景简介锡膏是电子制造过程中常用的焊接材料,其作用是在电路板的焊接点上形成一层薄膜以便于焊接。
为了确保焊接质量和生产效率,正确控制锡膏管的使用和操作非常重要。
本指导书旨在指导员工正确进行锡膏管控作业,以确保生产流程顺利进行。
二、控制准则1. 锡膏管存放- 锡膏管应存放在干燥、通风且温度恒定的环境中,避免阳光直射和高温。
- 存放区域应保持整洁有序,避免与其他杂物接触,防止污染或损坏。
- 每个锡膏管应标明生产日期,并按照先进先出(FIFO)原则进行使用。
2. 锡膏管搬运- 搬运锡膏管时,应将管身直立并轻轻晃动,以确保膏体与油脂分离的重新混合均匀。
- 禁止使用尖锐工具或暴力敲击锡膏管,以免损坏内部结构导致泄漏。
- 开盖前,应先将锡膏管倒置几次,以保证内部膏体与油脂均匀混合,并防止膏体外溢。
- 使用尖锐工具戳破锡膏管盖锡膏时,应小心操作,避免扎破管体。
4. 锡膏的应用- 在使用锡膏之前,应先进行温度适应,将锡膏置于工作环境中使其温度与环境接近后再使用。
- 使用锡膏时,不能直接将金属工具浸入锡膏管中,应使用专门的抹布或刮刀取用,以避免污染和浪费。
- 使用完毕后,应及时将锡膏管盖紧,以防膏体干燥。
5. 锡膏管存储- 使用完毕的锡膏管,应将盖子盖紧并垂直存放在干燥避光处。
- 锡膏管如有损坏或发现异常,应立即报告相关人员进行处理。
三、事故处理1. 锡膏泄漏- 若发现锡膏泄漏,应立即将泄露物打包处理,并报告相关人员进行进一步处理。
- 锡膏泄漏的地面应迅速进行清洁,避免滑倒或引发其他事故。
- 若锡膏管发现损坏,应立即将其隔离,并报告相关人员进行处理。
- 锡膏损坏时,不得将其继续使用,以免产生不可预估的风险。
四、注意事项1. 操作人员应经过相关培训并具备相应的技能和知识。
2. 在操作过程中,应穿戴个人防护装备,并注意遵守操作规程。
3. 所有锡膏管的操作记录应详细记载,以备后续追溯和品质控制。
4. 定期检查锡膏管存放区域及操作环境,确保符合要求。
锡膏管制作业指导书

□是□否
测试部
□是□否
工程部
□是□否
品质部
□是□否
财务部
□是□否
财务部
□是□否
修改履历记录
版本
修改内容
备注
A
首次发行
制定:
审核:
核准:
1、目的
为了确保锡膏质量、顺利供应生产、保证产品品质。
2、范围
适用于本公司所有锡膏储存管制。
3、内容
3.1收到IQC检验合格的锡膏后,仓管在每瓶锡膏盖上贴标,写上序号(如1-999),并与之前的库存锡膏区分开来放置,严格遵守先进先出的管制。
4、注意事项
4.1无铅锡膏相关溶剂与资料必须要有“ROHS”标示。
4.2锡膏冷藏储存寿命一般为3—6个月(参考供货商提供的有效期为依据)。
4.3超过使用寿命的锡膏不可再使用,并区分标示等待专人处理。
4.4断电或其它原因造成冰箱温度与锡膏保存温度范围有误差时,及时通知工程处理。
5、记录
5.1锡膏使用记录表
3.2在锡膏瓶身贴上《锡膏进出履历》标签,必须正确填写清楚每栏内容:
进冰箱时间:由入库人员填写出冰箱时间:由线物料员解冻锡膏时填写可使
时间:由物料员填写搅拌时间:由领用人员填写使用时间:由领用人员填写
使用期限:入库人员填写。
贴标签时必须注意,不能将锡膏瓶上的标签信息覆盖。
3.3将锡膏保存在相对应有铅、无铅锡膏放置冰箱中。摆放时按照供应商、型号、入库的编码序号区分放置并标示OK,做好锡膏《入库记录》。
20100301编写部门smt生产会签会签发放与签收记录是否分发部门份数会签分发部门份数采购部smt事业部组装事业部是否分发部门份数会签分发部门份数版本修改内容首次发行制定
锡膏作业指导书
锡膏作业指导书文件编号:版本:V1.0作业区域:SMT生产线文件负责人:工艺工程师文件发放部门:文控中心产品SMT工程THT工程SMT产线THT产线PQA 备件库IQC 维修仓库行政部拟制:审核:质量:批准:1.0 前言本指导书的目的在于指导仓库、SMT生产线正确的储存/使用各类锡膏。
本指导书暂只对千住无铅S101、适普无铅SP601有效。
2.0 储存和回温2.1 储存2.1.1每批锡膏到仓库后必须立即放入冰箱中,有铅与无铅需分开使用两个冰箱存放,每批次都需在盖子上写入编号,并贴上锡膏管制标签写上入厂时间与使用期限。
使用时按先进先出原则。
2.1.2 仓库人员应该按时填写冰箱温度记录表。
记录要求:每4 小时一次。
2.1.3 所有锡膏储存温度为0-10摄氏度,该条件下储存有效期为半年。
超过使用期限的按报废处理。
2.1.4 有铅锡膏和无铅锡膏必须区分放置在不同的冰柜内,禁止混淆摆放。
2.2 回温2.2.1 从冰箱中取出的锡膏必须先回温,(500克瓶装锡膏)放置在室温环境下(温度18~28摄氏度,湿度30%~70%)至少4小时,并由仓管员在锡膏管制标签上填写开始回温的时间。
2.2.2 第一次从冰箱里拿出来回温完成后的锡膏未开盖使用,超过24个小时的应该放回冰箱,下次回温后可继续使用;若同一瓶锡膏第二次从冰箱拿出来回温超过24H未使用,作报废处理。
3.0 领用、使用3.1 SMT产线操作员在领用锡膏时,需要称归还锡膏的重量和领用的锡膏的重量,并在《锡膏领用\交接记录表》上登记。
包含8210芯片的印刷面,有特殊的领用方案。
3.2锡膏开封后要填写开盖日期和时间(24小时制)。
3.3回温完毕的新锡膏在发放前由仓管员使用搅拌机搅拌3分钟,产线操作员领出后再手工搅拌10-20圈(手工搅拌时铲刀必须沿一个方向,防止锡膏颗粒受损并保证锡膏的成分均匀)。
3.4锡膏在钢网上停留30分钟未印刷,应该将锡膏收起重新搅拌。
印刷过程中刮刀两边的锡膏应及时收集到锡膏瓶内,需重新搅拌后才能使用。
锡膏管控作业指导书

使用超过4小时的锡膏则回收、标示隔离、准备报废,并把钢网、刮刀清洁干净。 4.3.4.锡膏使用完后在《锡膏存储领用登记表》和“锡膏标示卡”上填写使用结束时间。 4.3.5.为预防贴片胶硬化和变质,搅拌后建议24小时内使用完。锡膏/红胶印刷在基板上 后,需在4小时内完成固化。 4.3.6.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。 4.3.7.最佳使用环境:温度为22—28℃;湿度为35--60%,因为贴片胶的粘度随温度而变化 ,以免影响品质。 4.5.清洁维护 必须每天对冰箱,锡膏使用场所,及冰箱里的锡膏进行清洁。 4.6.生产使用的锡膏由操作员保管,由组长领用锡膏,每次只取一瓶,并以旧换新。(仓 库也执行以旧换新)。 五、注意事项: 5.1.尽可能不接触皮肤,并避免吸入挥发之气体。如果不慎接触,应及时用乙醇擦洗干净。 5.2.锡膏自冰箱取出8小时内,须使用,如不使用,须返回冰箱存放,重新登记。 附件:《锡膏存储领用登记表》《冰箱冷温度记录表》翔电子科技有限公司
锡膏管控作业指导书
一、目的 规范锡膏的正确使用,,以免误用或不适当使用锡膏对产品质量造成不良影响 二、范围 适用于本公司本规定适用于SMT所使用锡膏的管理 三、职责: 操作员负责按本文件正确存放使用锡膏 组长,IPQC进行指导监督作用。 四、内容: 4.1.锡膏存储 4.1.1.冰箱温度应控制在0~10℃之间,每天测量一次冰箱温度并登记在《冰箱冷温度记录 表》上。如测量温度低于0℃或大于10℃时,应立即把冰箱内的锡膏取出,装入PE袋内 放入冰袋后密封,然后由相关工程技术人员进行调试、检修,待测量温度在0~10℃之 间时,方可存储锡膏。 4.1.2.锡膏存储时间不可超过锡膏的有效使用期限,锡膏的使用期限一般标在锡膏瓶上的 商标上。 4.2.锡膏回温 4.2.1.回温前必须在锡膏瓶盖上贴好“锡膏标识卡”,并在标识卡上填写好相应的锡膏型 号、锡膏编号,在《锡膏存储领用登记表》填写锡膏型号、有限期限、存储开始时间 、回温开始时间。 4.2.2.锡膏在22﹣28℃的室温下回温3-5小时方可使用,回温结束后在《锡膏存储领用登记 表》上填写回温结束时间。回温时应以先进先出为原则 4.3.锡膏搅拌/使用 4.3.1.使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟,使锡膏充分均匀后,方可从 胶瓶取出锡膏至钢网上进行丝印作业,并及时将锡膏瓶盖封存。 4.3.2.锡膏在使用时必须在《锡膏存储领用登记表》和“锡膏标识卡”上填写使用开始时 间。 4.3.3.生产时一次只能倒出三分之一瓶左右的锡膏(150g左右),并以少量多次的方式添加。 倒出的锡膏4小时内应用完,4小时内可将使用不完的锡膏回放至冰箱,下次优先使用, 文件编号 版 次 页 次 1页
红胶锡膏管控作业指导书.doc
锡膏红胶管控作业指导书1、冃的规范操作人员对锡膏、红胶的储存和使用,提高生产效率,确保生产质量,减少锡膏报废量.2、适用范圉SMT生产部之锡膏、红胶印刷岗位.3、使用工具及辅材锡膏、冰箱、温度测试仪、冷藏保管标签等.4、职责4・1物料员进行先进先出管理体制发放.4.2生产部SMT锡膏印刷岗位操作人员执行.4.3生产部班长及工艺负责培训及监督.5、作业环境5. 1 室温:25+/-3 度,湿度:40%-70%.5.2冰箱温度:锡膏、红胶的储存温度(T10°C,不能把锡膏放到冷冻室(急冻室),特殊情况依厂家资料而定.6、程序要点6.1锡膏、红胶的包装上必须有供应商提供的有效日期,根据生产需要控制锡膏使用周期,库存量一般控制在90天以内.6.2锡膏、红胶入库保存要按不同种类、批号,不同厂家分开放置.6・3每周检测储存的温度,并作记录.6.4锡膏、红胶使用必须按先进先出管理原则发放使用,并做好记录.6.5锡膏、红胶从冰箱拿出,贴上“冷藏保管标签”・6.6锡膏、红胶开封前须填写第一次取用时间并签字.6.7锡膏、红胶使用前必须回温且做好回温记录表.6. 8. 1锡膏冋温时间为4H(也可根据当时的室温调节冋温).2红胶冋温时间为8H・6. 9锡膏使用前须搅拌,手动搅拌为4分钟,机器搅拌为2-3分钟;手动搅拌方式须同一方向搅拌.6. 10锡骨开封后和从钢网上收集叵|瓶中的锡賞最大储存口寸间为12H.6. 11需申请报废的锡膏与红胶;由工艺及部门长判定可否继续使用.6.12不要把新锡膏和用过的锡膏放入同•瓶了,刚要从钢网收掉锡膏时要换另一个空瓶来装.6. 13新旧锡膏混合使用时(精度高的PCB要用新锡膏)用1/4的旧锡膏与3/4的新锡膏均匀搅拌在-•起,保持新旧锡膏在混合在-•起时处于最佳状态.6・14对开盖取岀部分锡膏后、残留下来的新锡膏,在不使用时,内, 外盖一定要紧紧盖着的,预防锡膏变干和氧化,延长使用过程中的锡膏自身寿命.7、注意事项7.1开盖后的锡膏严格控制在12小时以内使用.7.2区分锡膏使用过与未使用过的放置.7.3严格区分无铅锡膏与有铅锡膏的存放和使用.7.4区分手动搅拌时间与机器搅拌时间.7.5锡膏、红胶的回温时间.7.6严格按照先进先出原则使用.8、相关文件锡膏,红胶冋温记录表.冰柜温度点检表月份:锡膏领用记录表月份:锡膏使用标识卡此为参照物,以实物为准(实物尺寸长宽:4・5cm*7cm)月份: ___ 锡膏使用记录表。
SMT锡膏管制作业指导书
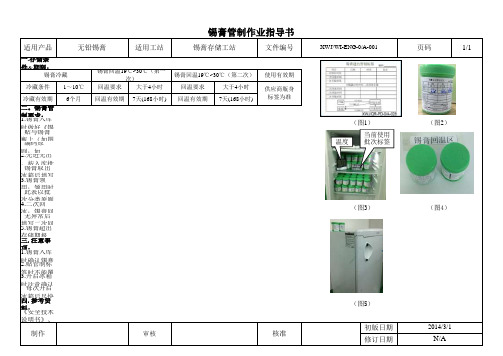
适用产品适用工站文件编号1/1一.存储条件&期限:使用有效期冷藏条件1~10℃回温要求大于4小时回温要求大于4小时冷藏有效期6个月回温有效期7天(168小时)回温有效期7天(168小时)二。
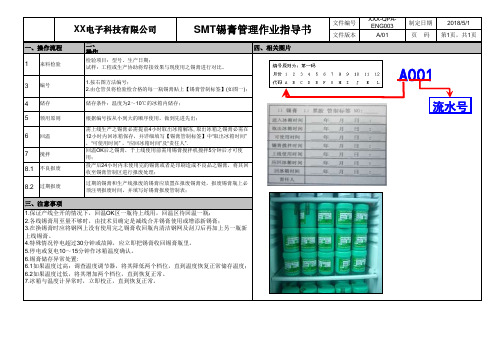
锡膏管制要求:1.锡膏入库时做好《锡膏出入库明细》表进行厂内编码及填写入库时间,并将《锡膏进出管制标签》(图1)(图2)贴与锡膏瓶上(如图2),按批次分层放入冰箱中,同一批次放一层禁止不同批次放在同一层中(图3) 编码原则:如061101,0611为入库批次表示6月11号入库,01为该同批次瓶编号;2.先进先出。
按入库批次信息先入库先回温上线使用; 锡膏取出冰箱后填写回温时间,放入锡膏回温区(如图4);3.锡膏领用:领用时按管制标签上编码在《锡膏出入库明细》表进行登记, 此表以批次分类原则上本批次用完后方能使用下批次锡膏;4.二次回冰:锡膏回冰前需确认锡膏开瓶时间小于24小时,内&外瓶盖是否盖好密封状态,瓶身无锡膏残留。
(图4)无异常后填写二次回冰时间放入冰箱;5.锡膏超出存储期报废:锡膏超出冷藏有效期禁止上线使用;三.注意事项:1.锡膏入库时确认锡膏是否过期;2.贴管制标签时不能覆盖供应商标签内容,填写时要求字迹清晰;3.开启冰箱时注意确认温度计中温度是否在1~10℃范围内,如超出范围反馈主管处理; 每次开启冰箱后尽快关上冰箱门防止温度回升,并确认好冰箱门是否关好无缝隙(图5);四.参考资料:《安全技术说明书》、《产品特性说明书》、《产品使用说明书》等相关锡膏技术文件;初版日期修订日期供应商瓶身标签为准核准(图1)(图3)(图5)2014/3/1N/A制作审核无铅锡膏锡膏存储工站XWJ/WI-ENG-0/A-001页码锡膏冷藏锡膏回温19℃~30℃(第一次)锡膏回温19℃~30℃(第二次)温度当前使用 批次标签。
锡膏作业指导书

锡膏作业指导书
目的:保证印刷质量、减少印刷缺陷、提高产 品合格率。 适用范围:SMT车间。 职责:工艺工程师负责编写。 SMT车间负责执行。
锡膏推荐使用参数
名称
有铅
无铅 TAMARA INDIUM
TLF-204-93 INDIUM5.1
TAMUMA INDIUM
型号
RMA-012FP NCSMQ92H
锡膏记录
搅拌开始 开盖时间 报废时间 累计使用 时间 点 时间
• L 未开封的锡膏,暴露时间在一周以内的,可以再放回 冰箱冷藏,下次首选使用,否则按报废处理。 • M 印刷好的板子需保证在2小时内过炉。 • N 报废锡膏及网板擦拭纸不应随便丢弃,应统一丢指定 箱子里,以便环保回收处理,任何接触锡膏的操作,必须 戴橡胶手套,避免皮肤直接接触锡膏。
H 每次添加锡膏前应将钢网上剩余的锡膏收起,与 新锡膏重新搅拌充分后再使用,同时要定期1小时 将溢出刮刀边缘的锡膏铲入网板印刷范围内。 I 型号不同的锡膏不允许混合使用。 J 开封后的锡膏使用寿命为24小时,要尽可能24 小时内使用完,使用不完的以报废处理。 K 对开封后如遇上停线等事件,没法在24小时内 使用完的,需要重新收回到锡膏罐中,盖紧盖子再 放回冰箱指定的窗格中,以避免与其他未开罐锡膏 混淆,重新生产时一样经搅拌再使用,搅拌时间同 正常锡膏一样,同时要加贴标签(如下图)并做好 记录,如果累计在空气中暴露时间超过24小时的 按报废处理。
冰箱存储 温度
冷藏有效 保存期 印刷速度
2-10℃
3个月
2-10℃
6个月
2-10℃
3个月2-1ຫໍສະໝຸດ ℃4个月20-40 mm∕s 25-100 mm∕s
20-80 mm∕s 20-150 mm∕s
通用锡膏使用过程控制作业指导书
所有无铅项目
2.锡膏进出必须遵守先进先出原则,在线使用管控必须严格按照SOP作业。
版本 B 1 4
日期
2013.07.13 2009.08.08 2011.12.29
更改内容
修改锡膏回温时间 修改二次回收锡膏报废时间 明确锡膏型号使用说明
版本
2 3 5
日期
2010.11.11 2011.09.17 2012.11.21
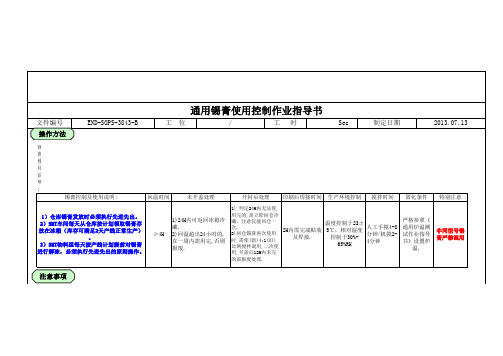
通用锡膏使用控制作业指导书
文件编号 操作方法
锡膏使用说明: 锡膏控制及使用说明: 回温时间 未开盖处理 开封后处理 印刷后焊接时间 搅拌时间 固化条件 特别注意
END-SOPS-3843-B
工
位
/
工
时
Sec
制定日期
2013.07.13
生产环境控制
1)仓库锡膏发放时必须执行先进先出。 2)SMT车间每天从仓库按计划领取锡膏存 放在冰箱(库存可满足2天产线正常生产) 。 3)SMT物料组每天按产线计划提前对锡膏 进行解冻,必须执行先进先出的原则操作。
≥4H
1)24H内可返回冰箱冷 藏. 2)回温超出24小时的, 在一周内需用完,否则 报废.
1) 判定24H内无法使 用完的,需立即回仓冷 藏,注意仅能回仓一 温度控制于23± 人工手搅4-8 次. 2H内需完成贴装 5℃,相对湿度 2)回仓锡膏再次使用 分钟/机搅2及焊接. 控制于30%时,需使(新)4:1(旧) 4分钟 65%RH 比例搅拌混用,二次使 用,开盖后12H内未完 的需报废处理.
严格参照《 通用炉温测 试作业指导 书》设置炉 温.
非同型号锡 膏严禁混用
注意事项
1.因设备故障或是待确认生产,印刷机需停止生产30分钟以上时,需将钢网及刮刀上的锡膏收入锡膏瓶中,密闭保存,以防锡膏内成分挥发或是氧化,影响焊接. 2.判定为24H内无法使用完的锡膏,生产线要提前将锡膏退至仓库锡膏管理员处,并在原标签上覆盖一张新的《锡膏、红胶管制标签》,书写"回收"字样,并在"半瓶回收"的复选框中打"V",特别注意,任何 锡膏只允许回收一次,若回收再使用的在开盖后12H内无法使用完的,做报废处理,此类锡膏请生产线优先使用.回收锡膏严禁使用在智能机产品,使用时由工艺工程指定使用机种。 3.当遇到计划安排放假或是转班,产线做停线处理前两个小时,生产应控制新锡膏的领用量(可向别线借用消耗),以免造成过多的锡膏回仓,给焊接品质带来隐患.在停线的前两个小时,新锡膏的开瓶使用, 需经过工艺确认; 4.二次入库冷藏的回收锡膏,需在一周内取出用完,若超出一周未使用完的需报废处理.以《锡膏、红胶管制标签》上的回收时间为准. 5.有铅与无铅锡膏不能同时使用搅拌机,以免无铅锡膏瓶粘附有铅锡膏,造成品质事故.不同重量的锡膏严禁同时搅拌; 6.紧急情况的回温方式为:锡膏从冰箱中取出后,手连续握锡膏瓶1小时,使之达到常温,严禁将锡膏放到回流炉上或烤箱上 ,依靠机器的温度进行回温,遇此类特殊情况,请知会工艺. 7.锡膏搅拌刀使用完后,需擦拭干净,锡膏瓶需随时保持密封. 8.锡膏搅拌刀需注意,禁示使用带"棱角"的金属刀,需使用各角有"倒圆角"的搅拌刀,以免将锡膏瓶的塑料屑刮出. 9.开线生产时首次添加锡膏大约350克(一瓶的2/3),生产过程中BGA面每印刷80Panel需添加一次锡膏每次约125克(一瓶的1/4), 按键面120Panel需添加一次锡膏约100克(一瓶的1/5),每30分钟需将钢网四周锡膏收拢。 10、现所有锡膏集中管理,所有线体不可存放锡膏;生产线需要添加锡膏请去管理区领取添加完成后即刻归还;锡膏添加量严格按第9点执行;请注意:每瓶锡膏添加完毕后方可开启新瓶; 11.上述1-10点请生产部严格执行、品质部加强监控建议融入稽核项;各部门巡线时加强监测;
锡膏管控作业指导书

批准文件编号制定日期页 次流程操 作 示 意 图岗位名称锡膏管控作业指导书2013.10.29标准工时(S)1/1页 码1/1作成锡膏型号通用SOP/TY-TPXG-01文件版本A/2 作 业 指 导 书锡膏名称无铅低温锡膏审核会签PIE 印刷生产锡膏储存锡膏回温/搅拌回收/报废自动搅拌手动搅拌锡膏回温≥4H锡膏有序依次摆放,根据生产日期靠前,先入先出使用原储存温度管控4-8℃少量多次添加原则,锡膏直径10mm左右未添加的锡膏保存需要盖严瓶盖,锡膏流动性不佳时手抖搅拌58分钟回收:先压入内盖,再旋紧外盖,放入冰箱中储存报废:在锡膏瓶盖上标注报废日期●新品未开封锡膏:置于冰箱中冷藏,储存温度:●锡膏选用:优先使用用过的锡膏,生产日期较早的锡●锡膏添加:应采用“少量多次”的办法,刮印锡膏的●锡膏回收:使用过的锡膏回收待下 4-8℃;膏,确认锡膏在有效期内;直径约为10mm;次使用时,不能与其它锡膏混装,●未开封、已回温锡膏:在未来24小时内不打算使●锡膏回温:取出锡膏,在常温下回温≥4小时,在●首件检查:开线印刷前3片基板,需检查无漏印、 单独储存,储存时内盖退到锡膏表 用的锡膏,应放回冰箱冷藏,同一瓶锡膏回温次 《回温记录表》中记录开始回温时间;少锡、连锡等缺陷;面,挤出空气,再拧紧外盖,放入 数不超过2次;●锡膏搅拌:回温好的锡膏放入锡膏搅拌机中自动搅拌●途中搅拌:锡膏印刷使用过程中,每4小时或在钢网 冰箱储存;●开封使用锡膏:开封未用完锡膏,应将内盖退之 (操作参考搅拌机使用指导书)2-3分钟,使用过未上停留30分钟无作业,需取下放入锡膏瓶中重新●锡膏报废:锡膏暴露在常温下超过 紧贴锡膏表面,挤出里面空气,开封后的锡膏需 满瓶的锡膏需要手动使用手刮刀搅拌5-8分钟;(手动/自动)搅拌。
24小时的/作业中印刷过的基板锡膏 在24小时内使用完,(特殊情况需技术人员确认)2小时未回流焊的--做报废处理。
锡膏使用作业指导书

产前准备
3、将锡膏放入恒温箱,设定时间为4小时以上10小时以下; 4、将恒温箱上锁,并设定回温时间,以防他人误用,恒温箱会在设定 时间内自动报警提示,取用锡膏时注意解冻时间是否满足要求; IQC检 5、使用锡膏前在随瓶锡膏标签上记录解冻时间,并做好《锡膏使用记录表》; 退 6、遵循先进先出的原则使用和储存锡膏;作业员必须按编号顺序领用 回 锡膏,保证用完后方可开启下一瓶;打开锡膏瓶盖后观察外形,发现结块 供 NG 和干批等现象,应及时反馈给管理员,有管理员判定是否报废; 应 OK 7、作业员领取锡膏后在自动搅拌机上搅拌时间为3分钟;手工搅拌5-10 分钟;以金粉与焊剂搅拌均匀为准; 8、作业员添加锡膏时,应采用少量多次的方法,锡膏在钢网上为滚动表示量足; 检验是
检验是
恒温回温
放入产线冰箱密
搅拌
填写《锡膏使用
投入生产
二、锡膏回收:
1、作业员在生产结束后,钢网剩余的锡膏要用空的锡膏瓶回收锡膏待 下次使用,将使用过的锡膏分开单独收集;记录使用次数后放入冰箱储 存; 2、对于回收的锡膏使用次数不得超过两次,否则予以报废处理; 3、锡膏在开封后裸露在空气的时间不得超过12小时; 4、开封后装在锡膏瓶中的锡膏不得超过24小时,否则将作出报废处理;
国 威 科 技 有 限 公 司 SHENZHEN ZHAONENG ELECTR0NIC CO.,LTD 锡膏使用作业指导书 产品名称 版本 文件编号 一、锡膏使用;(遵循先进先出的原则)
锡膏存储/使用作业指导书
页码 1 生效日期 使用机型 通用 制作 审核 批准
1、检查由仓库领取的锡膏是否有过期,(有效期为6个月);对已经进行 记录及编号的锡膏放入恒温箱内进行回温;对于超过有效期未使用的予以 报废处理; 2、检查恒温箱开启的温度是否控制在30±5℃之间;
SMT锡膏管理作业指导书
5 领用原则 6 回温 7 搅拌 8.1 不良报废 8.2 过期报废
根据编号按从小到大的顺序使用,做到先进先出;
需上线生产之锡膏必需提前4小时取出冰箱解冻, 取出冰箱之锡膏必需在 12小时内回冰箱保存,并详细填写【锡膏管制标签】中“取出冰箱时间” ,“可使用时间” ,“应回冰箱时间”及“责任人”. 回温OK后之锡膏,于上线使用前需用锡膏搅拌机搅拌5分钟后才可使 用; 投产后24小时内未使用完的锡膏或者是印刷造成不良品之锡膏,将其回 收至锡膏管制区进行报废处理;
文件编号 文件版本
XXX-QPAENG003
A/01
制定日期
2018/5/1
页 码 第1页,共1页A001Fra bibliotek流水号
过期的锡膏和生产线报废的锡膏应放置在报废锡膏处,报废锡膏瓶上必 须注明报废时间,并填写好锡膏报废管制表;
三、注意事项
1.保证产线全开的情况下,回温OK区一瓶待上线用,回温区待回温一瓶; 2.各线锡膏用至量不够时,由技术员确定是减线合并锡膏使用或增添新锡膏; 3.在换锡膏时应将钢网上没有使用完之锡膏收回瓶内清洁钢网及刮刀后再加上另一瓶新 上线锡膏。 4.特殊情况停电超过30分钟或故障,应立即把锡膏收回锡膏瓶里。 5.停电或复电10~15分钟作冰箱温度确认。 6.锡膏储存异常处置: 6.1如果温度过高:调查温度调节器,将其降低两个档位,直到温度恢复正常储存温度; 6.2如果温度过低,将其增加两个档位,直到恢复正常。 7.冰箱与温度计异常时,立即校正,直到恢复正常。
一、操作流程 1 来料检验
XX电子科技有限公司
SMT锡膏管理作业指导书
二、 操作
检验项目:型号、生产日期; 试样:工程或生产协助将焊接效果与现使用之锡膏进行对比。
通用锡膏使用过程控制作业指导书

通用锡膏使用过程控制作业指导书一、前言本作业指导书旨在帮助操作人员正确使用通用锡膏,并对使用过程进行控制,以确保产品质量和工作环境的安全。
通用锡膏广泛应用于电子制造行业的焊接工艺中,因其良好的润湿性和导电性能而备受青睐。
然而,不正确的使用和控制过程可能会导致焊接缺陷和环境污染。
因此,操作人员在使用通用锡膏时务必遵循本指导书的要求。
二、工作环境准备1.确保工作区域清洁整齐,避免杂物堆积,以便操作人员有足够的空间操作和检查。
2.保持工作区域通风良好,如果有必要,可使用通风设备或打开窗户。
3.操作人员必须配戴适当的个人防护装备,如手套、护目镜等,以防止对皮肤和眼睛的刺激。
三、通用锡膏的储存和处理1.通用锡膏应存放在干燥、避光、低温的环境中,避免阳光直射和高温。
2.使用通用锡膏前,操作人员需要检查锡膏的质量,如有异物、凝固现象或气味异常,应停止使用,并与供应商联系。
3.废弃的通用锡膏应根据相关环境保护法规进行妥善处理,不可随意倾倒或排放。
四、通用锡膏的使用步骤1.准备工作:a.根据工作需要,选择适合的焊接设备和工具,如焊台、烙铁等。
b.检查工作设备的状态,如电源是否正常、焊接头是否清洁等。
2.表面处理:a.清洁焊接表面,确保表面无油污和杂质。
b.如有必要,进行附加表面处理,如去氧化处理。
3.涂布通用锡膏:a.将需要焊接的部件放在工作区域上。
b.打开通用锡膏容器,并搅拌均匀。
c.用合适的工具(如刮刀)将通用锡膏均匀涂布在焊接表面上。
4.焊接:a.根据焊接工艺要求,调节焊台温度和烙铁温度。
b.将烙铁加热至适当温度后,进行焊接操作。
5.清洗:a.焊接完成后,及时将焊接表面的残余锡膏清除,以避免产生不良效果。
b.使用合适的清洗剂清洗焊接表面,并用干燥布擦干。
6.品质检查:a.使用适当的检测方法,检查焊接质量和连接性能。
b.记录检测结果,并与焊接要求进行核对。
五、注意事项1.操作人员在使用通用锡膏时,应严格按照操作规程操作,避免违规操作。
锡膏使用作业指导书手册
1.使用锡膏一定要优先使用回收锡膏并且只能用一次,再剩余的做报废处理。 2.锡膏使用原则:先进先用(使用第一次剩余的锡膏时必须与新锡膏混合,新旧锡膏 混合比例至少1:1(新锡膏占比例较大为好,且为同型号同批次)。 6.注意事项: 冰箱必须24小时通电、温度严格控制在0℃~10℃。
将原装锡膏瓶从冰箱取出后在室温2025时放置时间不得少于4小时以充分回温之室温为度并在锡膏瓶上的状态标签纸上写明解冻时间同时填好锡膏进出管制表
x
MICO
名称 一.目的 二.使用范围
本公司SMT车间。
x 电 子 厂 MICO ELECTRIC FACTORY 型 工 页次 艺
拟制 签名 1 日期
审核
批准
编号:DX-SMT-001
掌握焊锡膏的存储及正确使用方法。
三.焊锡膏的存储
1.焊锡膏的有效期:密封保存在0℃~10℃时,有效期为6个月。(注:新进锡膏在放 冰箱之前贴好状态标签、注明日期并填写锡膏进出管制表。 2.焊锡膏启封后,放置时间不得超过24小时。 3.生产结束或因故停止印刷时,钢网板上剩余锡膏放置时间不得超过1小时。 4.停止印刷不再使用时,应将剩余锡膏单独用干净瓶装、密封、冷藏,剩余锡膏只能连 续用一次,再剩余时则作报废处理。
四.焊锡膏使用方法:
1.回温:将原装锡膏瓶从冰箱取出后,在室温20℃~25℃时放置时间不得少于4小时以充 分回温之室温为度,并在锡膏瓶上的状态标签纸上写明解冻时间,同时填好锡膏进出管 制表。 2.搅拌:手工:用扁铲按同一方向搅拌5~10分钟,以合金粉与焊剂搅拌均匀为准。 自动搅拌机:若搅拌机速为1200转/分时,则需搅拌2~3分钟,以搅拌均匀为准 且在使用时仍需用手动按同一方向搅动1分钟。 3.使用环境: 温湿度范围:20℃~25℃ 4.使用投入量: 半自动印刷机,印刷时钢网上锡膏成柱状体滚动,直径为1~1.5cm即可。 5.使用原则: 45%~75%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锡膏控制作业指导书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
锡膏控制办法作业指导书
1.目的和范围
1.1为保证焊接质量,对锡膏控制在SMT车间内提供一个工作指导.
2.定义:
无
3.职责
3.1工程部:通过供应商提供有关锡膏的规格特性的详细资料和MSDS。
3.2质量部:根据工程部提供的信息做出控制办法并监督实际生产使用状况。
3.3生产部:根据作业指导书操作并做好相应记录。
4.授权
4.1质量经理,工程经理
5.程序
5.1 锡膏的存放
5.1.1锡膏应存放在冰箱内,其温度要控制在0ºC -10ºC范围.冰箱温度每班要实测一次。
5.1.2 冰箱温度并记录于«冰箱温度管制图»内.如发现有超出控制温度管制范围, 必须立刻
处理。
5.2 锡膏的回温
锡膏在使用之前必须回温.所谓回温就是把锡膏放在室温下让其温度自然回升, 以 达到使用要求, 回温的目的有两个:
5.2.1从冰箱中取出不回温直接使用,外面热空气在锡膏表面会凝结成水珠,过回焊炉时会
产生锡珠。
5.2.2 锡膏在低温下粘度较大, 无法达到印刷要求, 须回温后方可使用。
锡膏控制办法作业指导书
5.3 锡膏的搅拌
锡膏在使用之前必须搅拌.锡膏是以膏状形态存在的铅锡混合物. 搅拌后可使其颗粒成分混
合均匀。
5.4 锡膏的使用 5.4.1 锡膏”先进先出”的管制 锡膏的使用要遵循”先进先出” 的管制,因此在锡膏进料时就对其行编号管制(见表一)
编号原则
入料年份入料月份编号(按月管制)
例: 2000年1月份入料的第23瓶锡膏,其编号应为: 00-01-023
具体操作是:“进料月份越先的,先使用,若进料月份相同,则编号越小的
先使用”。
5.4.2锡膏的使用期限
5.4.2.1 ºC-10ºC温度范围内,以厂商标示的最后使用期限为准。
5.4.2.2 温下 (22ºC-26ºC) 保存一个月。
5.4.2.3 封后的锡膏使用期限为24小时。
5.4.3 锡膏使用方法
5.4.3.1 使用过程中应以每隔1小时添加一次锡膏为宜.锡膏取用之后要及时把锡膏瓶子
盖好密封,避免与空气接触。
5.4.3.2 印刷完锡膏之后的PCB必须在一小时内贴片,过IR,否则要刮掉,超音波清洗之后
重新印刷。
5.4.3.3 钢板上使用中之锡膏及已开封之锡膏每过8小时之后要重新放回锡膏瓶子搅拌,
一般以不和新鲜锡膏混合为宜, 搅拌采取手动搅拌,以用取锡膏刮刀挑起之后连
续向下坠落为搅拌OK,一般约5-6分钟。
5.4.4 锡膏使用中注意事项
锡膏使用中应每隔两小时用溶剂清理钢板,刀一次。
锡膏控制办法作业指导书
5.5 附表表(一) 锡膏使用管制标签
6.参考文件
无
7.表格/记录
7.1冰箱温度管制图 FM-0189
7.2锡膏使用管制标签
8.记录保存
所有记录保存期为2年。