钢制散热器工艺流程
钢制柱形散热器生产工艺过程

钢制柱形散热器生产工艺过程
1.材料准备
2.成型加工
3.砂光处理
成型加工完成后,钢制柱形散热器的表面通常会有一些粗糙和毛刺。
为了提高表面光洁度和防止锈蚀,需要进行砂光处理。
砂光处理通过将钢
制散热器放入砂轮机或磨具中进行研磨,将表面的毛刺和粗糙处去除,使
表面更加平整。
4.表面处理
为了进一步提高钢制柱形散热器的耐腐蚀性和外观质量,通常会对其
表面进行处理。
常用的表面处理方法包括镀锌、喷涂和电镀等。
镀锌可以
通过将散热器浸入熔融锌液中,使其表面形成一层锌层,具有很好的抗腐
蚀性能。
喷涂则使用喷涂设备将耐腐蚀涂料或颜料涂覆在散热器表面,改
善其外观质量并增加耐腐蚀性能。
电镀则通过在散热器表面镀上一层金属,如镍、铬或铜等,提高其耐腐蚀性能。
5.装配
经过表面处理的钢制柱形散热器可以进行最后的装配。
装配包括将散
热片、翅片等散热元件安装到散热器上,并将各个零件组装在一起。
在装
配过程中,需要确保散热元件与散热器之间的接触良好,以确保散热器的
散热效果。
6.检测和质量控制
钢制柱形散热器生产完成后需要进行检测和质量控制。
常用的检测方法包括外观检查、尺寸检测和性能测试等。
外观检查用于检查散热器的表面质量,尺寸检测用于检查散热器的几何尺寸是否满足设计要求,性能测试用于检测散热器的散热效果和耐压性能等。
以上就是钢制柱形散热器的生产工艺过程,通过以上工艺步骤可以制造出质量稳定、功能良好的钢制柱形散热器。
不同厂家和产品可能存在一些细微差异,但总体工艺流程大致相似。
散热器组对及安装
散热器组对及安装 Last updated on the afternoon of January 3, 2021散热器组对及安装本工艺标准适用于灰铸铁长翼型、圆翼型、柱型和M132型散热器组对与安装,钢制扁管型、板型、柱型和串片型散热器的安装工程。
一、材料要求1散热器(铸铁、钢制):散热器的型号、规格、使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
2散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
3其他材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
我要想了。
二、主要机具1机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
3量具:水平尺、钢尺、线坠、压力表。
三、作业条件1组对场地有水源、电源。
2铸铁散热片、托钩和卡子均已除锈干净,并刷好一道防锈漆。
3室内墙面和地面抹完。
4室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
5散热器安装地点不得堆放施工材料或其他障碍物品。
四、操作工艺(一)工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→→散热器冷风门安装→去管安装→系统试压→刷漆(二)按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
(完整版)散热器组对与安装施工工艺标准
散热器的组对与安装施工工艺标准1. 适用范围本工艺标准适用于饱和蒸汽压力不大于0.7MPa,热水温度不超过130℃的室内采暖系统中的灰铸铁长翼型,圆翼型、柱型和M132 型散热器组对与安装,钢制扁管型、板型、柱型和串片型散热器的安装工程。
2. 施工准备2.1 原材料、半成品的检验及验收:2.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
2.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm 厚为宜(不超过1.5mm 厚),并符合使用压力要求。
2.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要工机具2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、砂轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 铸铁散热片、托钩和卡子均已除锈干净,并刷好一道防锈漆。
2.3.3 室内墙面和地面抹完。
2.3.4 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.5 散热器安装地点不得堆放施工材料或其它障碍物品。
2.4 作业人员技术员、施工员、材料员、质检员、管工(水暖工)、、气焊、电工、起重、测量。
散热器安装工程技术交底
(五)散热器安装
1、按设计图要求,利用所作的统计表将不同型号、规格和组对好并试压完毕的散热器运到各房间,根据安装位置及高度在墙上画出安装中心线。窗下安装的坐标应与窗口中心线一致,允许偏差2mm。
2、托钩和固定卡安装:
散热器支架、托架数量
项次
散热器型式
安装方式
每组片数
上部托钩或卡架数
下部托钩或卡架数
合计
1
长翼型
挂墙
2~4
1
2
3
5
2
2
4
6
2
3
5
7
2
4
6
2
柱型柱翼型
挂墙
3~8
1
2
3
9~12
1
3
4
13~16
2
4
6
17~20
2
5
7
21~25
2
6
8
3
柱型柱翼型
带足落地
3~8
1
——
1
8~12
1
——
1
13~16
2
——
2
17~20
(5)柱型散热器的固定卡及托钩的加工以及安装数量、位置、形式必须符合《91SB1-暖P9》要求。
(6)组散热器全部卡子托钩栽好;成排托钩卡需将两端钩、卡栽好,定点拉线,然后再将中间钩、卡按线依次栽好。
(7)圆翼型,长翼型及辐射对流散热器(FDS-I型-III型)托钩都按图《91SB1-暧P9》加工,翼型铸铁散热器安装时全部使用上述托钩。圆翼型每根用2个;托钩位置应为法兰外口往里返50mm处。长翼型托钩位置和数量按图《91SBI-暖P9》安装。辐射对流散热器的安装方法同柱型散热器。固定卡的高度为散热器上缺口中心。安装方法同柱型散热器。
室内散热器组对与安装技术交底
6.3 剔散热器托钩墙洞时, 应注意不要将外墙砖顶出墙外。在轻质墙上栽托钩及固定卡时应 用电钻打洞,防止将板墙剔裂。
6.4 钢制串片散热器在运输和焊接过程中防止将叶片碰倒,安装后不得随意登踩, 应将卷曲 的叶片整修平整。
6.5 喷浆前应采取措施保护已安装好的散热器,防止污染,保证清洁。叶片间的杂物应清理 干净, 并防止掉入杂物。
4.4 散热器水压试验 (1)将散热器抬到试压台上,用管钳子上好临时炉堵和临时补心,上好放气嘴,联接试压泵;
各种成组散热器可直接联接试压泵。
(2)试压时打开进水截门,往散热器内充水, 同时打开放气嘴,排净空气, 待水满后关闭放 气嘴。
(3)加压到规定的压力值时, 关闭进水截门, 持续 5 分钟,观察每个接口是否有渗漏,不渗 漏为合格。
锥攻丝。
(2)将炉堵抹好铅油, 另好石棉橡胶垫,在散热器上用管钳子上紧。在冷风门丝扣上抹铅油, 缠少许麻丝,拧在炉堵上,用扳子上到松紧适度, 放风孔向外斜 45 度(宜在综合试压前安装)。
(3)钢制串片式散热器、扁管板式散热器按设计要求统计需打冷风门的散热器数量,在加工 定货时提出要求,由厂家负责作好。
(5)打开泄水阀门,拆掉临时丝堵和临时补心,泄净水后将散热器运到集中地点,补焊处要 补刷二道防锈漆。
4.5 散热器安装 (1)按设计图要求, 利用所作的统计表将不同型号、规格和组对好并试压完毕的散热器运到
各房间,根据安装位置及高度在墙上画出安装中心线。
(2)托钩和固定卡安装 A 柱型代腿散热器固定卡安装。从地面到散热器总高的 3/4 画水平线,与散热器中心线交点 画印记,此为 15 片以下的双数片散热器的固定卡位置。单数片向一侧错过半片。 16 片以上者应 栽两个固定卡, 高度仍在散热器 3/4 高度的水平线上,从散热器两端各进去 4—6 片的地方栽入。 各种柱形散热器外形尺寸。
(完整)散热器安装施工工艺_secret
1 范围本工艺标准适用于灰铸铁长翼型,圆翼型、柱型和M132型散热器组对与安装,钢制扁管型、板型、柱型和串片型散热器的安装工程。
2 施工准备2.1 材料要求:2。
1。
1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞.2.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1。
5mm厚),并符合使用压力要求。
2.1。
3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求.2。
2 主要机具:2。
2。
1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2。
2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等.2。
2。
3 量具:水平尺、钢尺、线坠、压力表。
2。
3 作业条件:2.3。
1 组对场地有水源、电源。
2.3.2 铸铁散热片、托钩和卡子均已除锈干净,并刷好一道防锈漆.2。
3.3 室内墙面和地面抹完.2。
3.4 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求.2.3.5 散热器安装地点不得堆放施工材料或其它障碍物品。
3 操作工艺3.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆3.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用.3。
QB-CNCEC J050402-2004室内采暖系统散热器及辅助设备安装施工工艺标准
室内采暖系统散热器及辅助设备安装施工工艺标准(QB-CNCEC J050402-2004)1 适用范围本工艺标准适用于灰铸铁长翼型,圆翼型、柱型和M132 型散热器组对与安装,钢制扁管型、板型、柱型和串片型散热器及辅助设备的安装工程。
2 施工准备2.1 材料要求:2.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
2.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm 厚为宜(不超过1.5mm 厚),并符合使用压力要求。
2.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 作业人员要求参加施工的工程技术人员、质量验收人员及安装工人,均应具备相应的专业资格岗位证书,特殊工种持证上岗。
2.3 主要机具:2.3.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.3.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.3.3量具:水平尺、钢尺、线坠、压力表。
2.4 作业条件:2.4.1根据设计要求开箱核对热水器的规格型号是否正确,配件是否齐全。
2.4.2组对场地有水源、电源。
2.4.3铸铁散热片、托钩和卡子均已除锈干净,并刷好一道防锈漆。
2.4.4室内墙面和地面抹完。
2.4.5室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
散热器组对与安装施工工艺
散热器组对与安装施工工艺、范围本工艺标准适用于灰铸铁长翼型,圆翼型、柱型和M132型散热器组对与安装,钢制扁管型、板型、柱型和串片型散热器的安装工程。
2、施工准备2.1材料要求:2.1.1散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
2.1.2散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
2.1.3其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2主要机具:2.2.1机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳子、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3量具:水平尺、钢尺、线坠、压力表。
2.3作业条件:2.3.1组对场地有水源、电源。
2.3.2铸铁散热片、托钩和卡子均已除锈干净,并刷好一道防锈漆。
2.3.3室内墙面和地面抹完。
2.3.4室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.5散热器安装地点不得堆放施工材料或其它障碍物品。
3、操作工艺3.1工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆3.2按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
铸铁散热器设备安装计划详细方案
#*铸铁散热器安装一、施工准备(一)作业条件组对场所有水源、电源。
铸铁散热片、托钩和卡子均巳除锈洁净,并刷一遍防锈漆。
室内墙面和地面抹完。
室内采暖干管、立管安装完成,接往各散热器的支管预留管口的地点正确,标高切合要求。
散热器安装地址不得堆放施工资料或其余阻碍物件。
(二)资料要求散热器 ( 铸铁、钢制 ) :散热器的型号、规格、使用压力一定切合设计要求,并有产质量量合格证及有关查验报告; 散热器不得有砂眼、对口面凹凸不平、偏口、裂痕和上下口中心距不一致等现象。
翼型散热器翼片完满。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型雅观,丝扣正直,松紧适合,油漆完满,整组炉片不翘楞。
散热器的组对部件:对丝、炉堵、炉补心、丝扣圆翼、法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应切合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣正直,公紧适合。
石棉橡胶垫以 lmm厚为宜 ( 不超出厚 ) ,并切合使用压力要求。
其余资料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、凉风门、机油、铅油、麻线、防锈漆及水泥的采纳应切合现行国家及行业标准。
(三)主要机具机具:台钻、手电钻、冲击钻、电动试压泵、砂轮锯、套丝机等。
工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝扳、自制扳子、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
量具:水平尺、钢尺、线坠、压力表等。
二、质量要求质量要求切合《建筑给水排水及采暖工程施工质量查收规范》的规定。
项目序号项目同意误差或同意值1散热器水压试验切合要求主控金属辐射板水压试项目2切合要求验#*3金属辐射板安装切合要求4水泵、水箱安装切合要求续表项目序号项目同意误差或同意值1散热器的组对切合要求2散热器的安装切合要求3散热器表面防腐涂漆切合要求一般散热散热器反面与墙内表面距3mm项目器安离装允与窗中心线或设计定位尺20mm许偏寸差散热器垂直度3mm三、工艺流程编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器凉风门安装→支管安装→系统试压→刷漆四、操作工艺安装准备按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
散热器安装施工工艺
散热器是将采暖系统的热媒 (热水或蒸汽)所携带的热量,.通过散热器壁面主要以对流传热方式向房间传热,以补充房间的热损失,保持室内一定的温度。
散热器是采暖系统的重要组成部分。
( 1)常用散热器类型。
目前,生产的散热器种类繁多,按其制造材质分,主要有铸铁散热器、钢制散热器和铝制散热器;按其构造形式分,主要有柱形、翼形、管形、平板形等散热器。
1)铸铁散热器。
铸铁散热器具有结构简单、耐腐蚀性好、使用寿命长、热稳定性好和价格便宜等优点,但其金属耗量大、传热系数比较低、承压能力低,普通铸铁散热器的承压能力一般为 0.4 ~ 0.5MPa,在使用过程中内腔的掉砂易造成热量表和温控阀的堵塞,外形欠美观。
按其构造形式的不同,主要有翼形和柱形两种。
其中翼形散热器又分为圆翼形和长翼形-两种,常用柱形散热器主要,有二柱散热器、四柱散热器。
铸铁散热器:一般只用于热水采暖系统。
长翼形散热器外表面具有许多竖向肋片,外壳内部为一扁盒装空间,其示意图如图3- 46所示。
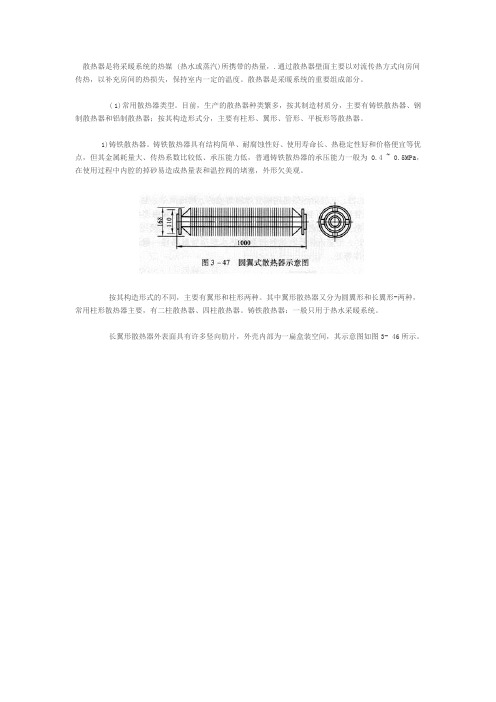
圆翼形散热器是一根内径75mm 的管子,外面带有许多圆形肋片的铸件,其示意图如图3-47所示。
柱形散热器是呈柱状的单片散热器组装在一起形成一组散热器,每片散热器各 (也称中片)。
我国常用的柱形散热器主要有二柱、四柱散热器。
根据国内标准,-每片散热器长度有 60、80mm 两种,宽度 B-有 132、143、l64mm 三种, 散热器同侧进出口 中心距有,300、500、600、900mm 四种标准规格尺寸。
对 HT100灰铸铁柱型散热器,以热水为热媒时,最高工作压力为 0.5MPa ;对于HTl50灰铸铁柱形散热器,以热水为热媒时,最高工作压力为 0.8MPa ;以蒸汽为热媒时,最高工作压力为 0.2MPa 。
常用灰铸铁柱形散热器有五种规格,相应型号标准记为 TZ2 -5 -5 {8)、TZ4 -3 -5 (8)、TZ4 -5-5 (8)、TZ4 -6-5 (8)和TZ4 -9 -5(8)。
汽车散热器支架的冲压工艺
汽车散热器支架的冲压工艺
汽车散热器支架的冲压工艺一般包括以下几个步骤:
1. 材料准备:选用适当的厚度和材质的金属板材作为冲压材料。
常见的材料有铝合金和镀锌钢板等。
2. 冲压设备准备:根据零件的尺寸和形状设计合适的冲压模具。
冲压模具一般包括上模和下模,以及一些辅助模具,如导向柱和顶销等。
3. 板材切割:将选用的金属板材按零件的尺寸切割成所需的大小。
4. 上模装置:将切割好的板材放置在下模的工作台上,然后将上模装置放置在工作台上。
5. 冲压操作:通过冲压机的力和动作,上模向下移动,使其与下模接触,从而将板材按照模具的形状进行冲压。
冲压时要注意控制冲程、冲压速度和冲压力等参数,以保证零件的质量和尺寸精度。
6. 模具开启:冲压完成后,开启模具,取出冲压好的零件。
7. 加工工艺:对冲压好的零件进行其它加工工艺,如折弯、焊接、镀锌等。
8. 质量检验:对冲压好的零件进行质量检验,包括外观质量、尺寸精度、冲击强度等。
9. 表面处理:对散热器支架进行表面处理,如喷涂、阳极氧化等,以提高其耐腐蚀性和美观度。
10. 包装和出厂:对冲压好的散热器支架进行包装,然后出厂销售或运输。
以上是汽车散热器支架的一般冲压工艺流程,具体的工艺步骤可能会因零件的形状、尺寸和材料等因素而有所不同。
钢铝复合散热器工艺流程
钢铝复合散热器工艺流程选材——钢管下料——铝型材下料——质量检验——穿管——涨管——单片焊接——质量检验——整片组装——试压——质量检验——除油、除锈处理——烘干——质量检验——真空灌装第一次防腐——沥干——烘干——真空灌装第二次防腐——沥干——烘干——质量检验——上罩——静电喷塑——成品检验——包装入库产品技术说明一、钢铝复合散热器所用材质1. 散热器所用无缝钢管符合GB/T3087-1999的规定,采用焊接钢管,符合GB/T3092-1993的规定。
2. 铝翼管材料牌号为6063或6063A,符合GB/T5237-2000中有关力学性能和GB/T3190-1996中有关化学成份的规定。
二、工作压力工作压力为1.0MPa,试验压力为工作压力的1.5 MPa。
三、钢铝复合散热器接口螺纹1、散热器的管接口螺纹制造精度符合GB/T7307规定2、螺纹保证大于3.5扣完整,无缺陷四、涂层质量我公司采用山东莱阳康丽家涂料有限公司生产的粉末,散热器外表面应在良好的预处理后采用静电喷塑,按相关标准要求,进行表面处理。
表面涂层应均匀光滑,附着牢固,无漏喷或起泡。
表面喷涂厚度为100-200um六、内腔防腐为了使散热器有更长的使用寿命,防止各种水质对散热器内壁的侵蚀,需要对散热器的内腔进行严格的前处理。
一、散热器的前处理:焊接完好的散热器,表面有油污锈迹、杂质,需要严格按照以下工艺流程进行处理:脱脂===水洗===酸洗===水洗===中和===表调(材质表面微量元素调整)====水洗===锌系磷化(附着力更好,更耐腐蚀)====水洗===钝化===水洗===烘干(将内腔的水分干燥)二、选用国家建设部指定的散热器专用防腐涂料(天津沃必达防腐涂料)。
经过时间验证,其附着力强,耐高温,耐酸碱,耐冲压。
三、采用先进的防腐工艺,真空防腐灌装机。
首先,把散热器定位好,将内腔空气抽出,形成真空-0.9Mpa,自动启动,让防腐涂料沿着内壁均匀的附在内表面上,其最大的特点涂料附着均匀,消除死角,附着力强,消除气泡。
散热器工艺word版
散热器工艺word版散热器工艺是指制造散热器的生产过程中所涉及的各种技术和工艺。
散热器是一种用于散热的设备,通过将热量从一个物体传递到另一个物体来降低物体的温度。
散热器工艺是制造高效散热器的关键因素之一。
本文旨在介绍散热器工艺的主要内容。
一、散热器的种类散热器有多种类型,根据使用环境和散热要求的不同可以分为:CPU散热器、显卡散热器、机箱散热器、水冷散热器以及风扇散热器等。
不同类型的散热器应用的散热原理、设计结构、材料等也各不相同。
在选择散热器材料时,需要考虑材料的导热性能、强度、稳定性、可加工性、耐腐蚀性等因素。
常见的散热器材料包括铝、铜、钢、塑料等。
二、散热器制造工艺流程散热器制造的工艺流程主要包括:设计、原材料准备、生产加工、表面处理、质量检测以及包装与运输等环节。
1.设计散热器的设计是制造的第一步,需要根据用户的使用需求,选择适合的散热器种类,制定散热器的设计参数,包括散热器的尺寸、材料、型号、散热面积、散热片数、导热管数量等。
2.原材料准备散热器制造的原材料主要包括散热片、导热管、铜底座、风扇等。
这些原材料需要进行材料检测和抛光处理等工序,以确保基础材料质量的稳定性和材料外观的完美。
3.生产加工生产加工是制造散热器的重要工艺环节。
生产加工步骤包括散热片的激光切割、冲压成型、散热片组合成散热器的焊接、导热管的冷拔加工、铜底座的机械加工、风扇的组装调试等。
4.表面处理表面处理是对制造好的散热器进行美化、保护和增强功能的工序。
表面处理包括氧化、镀镍、喷涂、喷砂等作业步骤,目的是使散热器表面具有抗腐蚀和耐用特性。
5.质量检测质量检测是保证散热器质量和性能稳定的必要步骤。
质量检测主要包括材料检测、尺寸检测、抗拉强度检测、水压试验、口径微差检测、外观质量检测等多个环节,确保散热器能够稳定、持续地散热。
6.包装运输包装运输是销售出产品的最后一个步骤。
包装运输需要选择包装材料和运输工具,对产品进行防护和固定,使之在运输过程中不受损坏。
钢制散热器生产工艺流程

钢制散热器生产工艺流程
钢制散热器的生产工艺流程通常包括以下几个步骤:
1. 材料准备:选择合适的钢材,比如碳钢、不锈钢等,并根据产品要求进行切割和填料。
2. 加工制作:对钢材进行冲压、折弯、钻孔等加工工艺,将其制作成所需的散热器组件。
3. 焊接:使用焊接工艺将散热器组件进行焊接,通常采用氩弧焊或电阻焊等方法。
4. 表面处理:对焊接完成的散热器进行表面处理,通常包括除锈、砂光、喷漆等工艺,以提高散热器的外观和耐腐蚀性。
5. 装配:将各个散热器组件进行组装,包括焊接部件、连接件、固定件等。
6. 检测和检验:对已装配的散热器进行质量检测和检验,包括外观质量、尺寸精度、散热性能等方面的测试。
7. 包装和运输:对通过检验的散热器进行包装,并安排运输,以便销售和分发到各个客户处。
需要注意的是,不同的钢制散热器生产厂家和产品类型可能存在一些差异,以上介绍的是一般而言的生产工艺流程,具体情况可能会有所不同。
钢制散热器施工技术交底
施工技术交底工程名称新疆金飞龙塑胶制品有限公司2号厂房交底时间2010、施工单位浙江越宫钢结构有限公司工种水暖工交底内容:钢制散热器安装一、施工准备1.1 材料要求:1.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
1.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
1.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要机具:2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 室内墙面和地面抹完。
2.3.3 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.4 散热器安装地点不得堆放施工材料或其它障碍物品。
二、操作工艺1.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆1.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
2.1 各种型号的铸铁柱型散热器组对:2.1.1 组对前要备有散热器组对架子或根据散热器规格用100×100木方平放在地上,楔四个铁桩用铅丝将木方绑牢加固,做成临时组对架。
钢制散热器施工技术交底
施工技术交底工程名称新疆金飞龙塑胶制品有限公司2号厂房交底时间2010、施工单位浙江越宫钢结构有限公司工种水暖工交底内容:钢制散热器安装一、施工准备1.1 材料要求:1.1.1 散热器(铸铁、钢制):散热器的型号,规格,使用压力必须符合设计要求,并有出厂合格证;散热器不得有砂眼、对口面凹凸不平,偏口、裂缝和上下口中心距不一致等现象。
翼型散热器翼片完好。
钢串片的翼片不得松动、卷曲、碰损。
钢制散热器应造型美观,丝扣端正,松紧适宜,油漆完好,整组炉片不翘楞。
1.1.2 散热器的组对零件:对丝、炉堵、炉补心、丝扣圆翼法兰盘、弯头、弓形弯管、短丝、三通、弯头、油任、螺栓螺母应符合质量要求,无偏扣、方扣、乱丝、断扣。
丝扣端正,松紧适宜。
石棉橡胶垫以1mm厚为宜(不超过1.5mm厚),并符合使用压力要求。
1.1.3 其它材料:圆钢、拉条垫、托钩、固定卡、膨胀螺栓、钢管、冷风门、机油、铅油、麻线、防锈漆及水泥的选用应符合质量和规范要求。
2.2 主要机具:2.2.1 机具:台钻、手电钻、冲击钻、电动试压泵、沙轮锯、套丝机。
2.2.2 工具:铸铁散热器组对架子,对丝钥匙、压力案子、管钳、铁刷子、锯条、手锤、活扳子、套丝板、自制扳手、錾子、钢锯、丝锥、煨管器、手动试压泵、气焊工具、散热器运输车等。
2.2.3 量具:水平尺、钢尺、线坠、压力表。
2.3 作业条件:2.3.1 组对场地有水源、电源。
2.3.2 室内墙面和地面抹完。
2.3.3 室内采暖干管、立管安装完毕,接往各散热器的支管预留管口的位置正确,标高符合要求。
2.3.4 散热器安装地点不得堆放施工材料或其它障碍物品。
二、操作工艺1.1 工艺流程:编制组片统计表→散热器组对→外拉条预制、安装→散热器单组水压试验→散热器安装→散热器冷风门安装→支管安装→系统试压→刷漆1.2 按施工图分段分层分规格统计出散热器的组数、每组片数,列成表以便组对和安装时使用。
2.1 各种型号的铸铁柱型散热器组对:2.1.1 组对前要备有散热器组对架子或根据散热器规格用100×100木方平放在地上,楔四个铁桩用铅丝将木方绑牢加固,做成临时组对架。
led散热器压铸工艺流程

led散热器压铸工艺流程英文回答:The die-casting process for LED heat sinks involves several steps. Here is a general overview of the process:1. Design: The first step is to design the heat sink according to the specific requirements and dimensions of the LED application. This includes determining the shape, size, and placement of fins for optimal heat dissipation.2. Die preparation: Once the design is finalized, a die is created using steel or another suitable material. The die is carefully machined to the desired shape and dimensions of the heat sink.3. Melting and injection: The next step is to melt the chosen metal alloy, typically aluminum or zinc, in a furnace. Once the metal reaches the desired temperature, it is injected into the die under high pressure. The pressurehelps to fill the intricate details of the die and ensuresa precise and accurate reproduction of the heat sink design.4. Cooling and solidification: After the molten metalis injected into the die, it quickly cools and solidifies. Cooling time is carefully controlled to ensure proper solidification and prevent any defects in the final product. Water or other cooling methods are often used to expeditethe cooling process.5. Ejection and trimming: Once the metal has solidified, the die is opened, and the newly formed heat sink is ejected. Any excess metal or flash is trimmed off toachieve the desired final shape and dimensions.6. Surface treatment: Depending on the specific requirements, the heat sink may undergo additional surface treatments such as polishing, sandblasting, or anodizing. These treatments improve the heat sink's appearance, corrosion resistance, and thermal performance.7. Quality control: Throughout the entire process,quality control measures are implemented to ensure that the heat sinks meet the required specifications. This mayinvolve visual inspection, dimensional checks, and testing for mechanical strength and thermal conductivity.中文回答:LED散热器的压铸工艺流程包括以下几个步骤:1. 设计,首先,根据LED应用的具体要求和尺寸,设计散热器的形状、大小和散热鳍片的布置,以实现最佳散热效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圣劳伦斯钢制散热器制作工艺流程
参考资料:/news_js.asp?id=1412
钢制散热器一般我们最关心他们生产工艺的那个部分?是不是焊接,原材料,表面喷涂和防腐呀,
1、焊接:焊接采用国内外先进的,激光自动控制焊接技术,
2、组片:组片采用国内外散热器组片机械手,360度环缝焊接,千次级破坏性压力试验,无一次焊口先损。
3、打压:就是说咱们的产品故意打压往坏了打,这个破坏压力都在60公斤以上,一般我们安装完暖气也打压,是吧,安装完打压打多少?10-15公斤吧,或者打工作压力的1.5倍。
这个千次压力破坏,我们的产品没有一次是焊接口先坏的,说明我们的焊接质量可靠,在和客户讲的时候,你就可以自豪的告诉他们,咱们的焊接工艺是多么的好,这是我们的优势,那么别家散热器厂家都有什么焊接方式呢?一些小品牌或小作坊都是手工氩弧焊焊接的,哪个品牌我就不说了,你们就记住我们的焊接设备和工艺是最先进的。
4、原材料:再说下我们产品的原材料处理工艺,钢制暖气生产前的
(选材)我们选用的是管壁1.5厚的优质精密冷轧低碳钢材钢材选用优质低碳素结构钢(含碳量不大于0.25%)。
塑性与韧性均高,尤其冷变形塑性好,适用于加工成异型暖气;
表面光洁、管壁结构细密、均匀、耐压性好;
焊接性能优异、耐腐蚀性能好。
5、钢制暖气片工艺流程:原材料处理,我们的产品要经过,除油---水洗----酸洗-----中和------表调------磷化------钝化等18个槽液侵泡,高压清水喷淋,低温烘烤,形成一层耐腐蚀和高附着力的磷化膜,阻止金属表面微电磁的形成,有效的防治了不同材质混装产生的电位腐蚀,也极大的增强了表面涂层的附着力和金属表面的耐腐力。
a、防腐:我们采用的是,深海2代绿色纳米双层防腐,
(1)化学防腐层,由片状锌颗粒和铬氧化物组成,锌起到牺牲阳级,保护钢制基材的作用,铬氧化抑制表面金属的氧化反应速度。
(2)物理防腐层,为树脂类有机涂层,全自动机械动态灌装,超强的流动性完全覆盖到散热器所有内壁,起到了天衣无缝的隔离防腐作用,就是说暖气内部的水和暖气基材完全是隔离状态,中间有我们这两层防腐涂层的保护,所以我们敢承诺质量保证10年
b、表面喷涂:采用多国的进口设备,进行计算机控制的聚脂树脂,塑粉静电喷涂作业,由此使散热器获得了多彩亮丽的外观、以及更加优异的“防尘、耐潮、、耐酸、抗檫划”的能力。