异形孔导向说明
孔标注的设置方法

基于SolidWorks2011异型孔简化标注的设置方法发表时间:2012-10-22 作者: 柳建锋来源: 万方数据关键字: SolidWorks 2011异型孔简化标注机械工程图纸机械工程图纸中异型孔的标注国家标准已给出相应的规范标注格式,但在实际生产中,各个企业为了简化图纸的标注,将异型孔的标注在国家标准基础上制定了一些简化标注。
文中着重介绍了笔者所在公司在基于SolidWorks 2011软件制图中对常见孔简化标注的设置方法。
1 引言我们在使用SolidWorks 2011软件绘制机械工程图纸时,经常会遇到异型孔的标注,这些异型孔的标注非常复杂,如果每个异型孔都要完全按照国家标准标注,不仅使整个工程图纸的图面显得杂乱,而且给设计者带来繁重的重复性劳动。
出于上述原因,各个企业在国家标准基础上相继制定了适合本企业实际情况的异型孔的简化标法,这样不仅简化了图面,而且提高了设计者的制图效率。
在SolidWorks 2011软件中异型孔的标注方法有两种命令,第一是智能尺寸标注,这种标注效率比较低,有时需要设计者输入相关参数,容易出错。
第二是异型孔孔标注命令,所有数据全部一次标出,制图效率和准确度相对较高,但是标注结果复杂。
我们在使用SolidWorks 2011软件中异型孔标注命令时,为了能让软件输出适合自己企业简化后的异型孔标注格式,使用以下设置方法可轻松输出自己想要的结果。
2 SolidWorks 2011中异型孔标注命令简化标注的设置方法由于SolidWorks 2011中异型孔的定义标准有很多种,且异型孔也是多种多样的,为了说明问题,下面就以ISO标准为例,介绍常见的沉头孔、埋头孔、螺纹孔、直孔的简化标注。
图1所示为没有简化前使用SolidWorks 2011中异型孔标注命令标注上述四种异型孔的结果。
图1 正常使用SolidWorks 2011异型孔标注命令时输出的结果从图1中可以看到,沉头孔、埋头孔、直孔标注中出现“完全贯穿”,而对我公司而言,简化标注为“通”,这时通常需要我们手动将“完全贯穿”修改为“通”,每标注一次就要修改一次,制图效率低;再来看螺纹孔的标注结果,按照我公司的标准只需要标注2×M12以及螺纹深度即可,因为一般情况下螺纹孔的底孔尺寸和螺纹尺寸精度等级都是执行国家标准中的默认值,所以在我公司可以省略。
异形孔向导的操作方法

异形孔向导的操作方法
异形孔(Mandala)是一种用于冥想和心灵探索的工具,也被称为"灵性圆桌"或"灵性磁盘"。
以下是操作异形孔向导的一般方法:
1. 准备工作:找到一个安静,无干扰的环境,确保你有足够的时间和空间来进行冥想和探索。
你可以将异形孔放在一个平坦的表面上,或者将其固定在一个合适的底座上。
2. 设置意图:在开始使用异形孔之前,先设置一个明确的意图或目的。
这可以是寻求答案、接收指导、活化意识等。
你可以将你的意图默念或写下来,然后把它放在异形孔的上方。
3. 灵性导向:将你的手掌放在异形孔中央,静心冥想片刻,用深呼吸来放松身心。
你可以使用不同的呼吸技巧来进一步加深冥想状态。
4. 观察和探索:慢慢将你的注意力转移到异形孔的图案和几何形状上。
观察其中的颜色、线条和符号,并尝试让你的思绪跟随着图案的流动。
5. 内省和回答:在倾听图案的同时,注意任何内心的感受、直觉或灵感。
异形孔可能通过符号、图案或感知的方式来传递信息和指引。
在这个过程中,保持开放和接纳。
6. 记录和解读:在冥想结束后,将你的经验记录下来。
回忆和重述你的冥想过程,包括观察和感受到的事物。
然后,用冷静和直觉的方式解读这些信息,以及它们与你的意图之间的联系。
请记住,异形孔向导是一个个人和直观的工具,每个人的体验和解读都可能是独特的。
最重要的是,信任自己的直觉和感受,将其用作自我探索和个人发展的工具。
solidworks异型孔进阶

SolidWorks异型孔向导进阶应用热度 29已有 189 次阅读2011-11-7 10:21|系统分类:技术|SolidWorks, 异型孔, 向导进阶应用—智诚科技应用工程师 Johnson Guo SolidWorks 拥有直观的工作流程和用户界面,以促进工程师专注于设计工作,而不是仅仅是CAD软件,从而大大提升工程师的设计效率,而异型孔向导就是其中一个很好的例子。
异型孔向导是针对生成孔特征的工具,通过该命令我们不需要查阅相关标准设计手册,直接按各国的标准件选择设计对应的标准孔特征,当然还可以根据企业需求对标准孔数据进行扩充,或定制非标件的配对孔。
目前,异型孔包含有公制、英制、国标等12种标准,如下图:孔规格的操作主要包括两个方面,如图1示一、类型。
设定孔类型参数a. 孔类型:定义异型孔的标准和类型b. 孔规格 : 定义异型孔的大小和孔轴的配合情况c. 终止条件 : 定义异型孔的生成条件d. 选项 : 定义异型孔的的附加参数e. 常用类型 : 定义非标准异型孔f. 特征范围 : 定义异型孔的作用范围二、位置。
在平面或非平面上定义孔放置的位置。
使用尺寸和其它草图工具来定位孔中心通过异型孔直观的操作界面,我们就可以很简单定义出孔特征。
但假如要用到一些非标准的孔特征时,我们就可以激活“显示自定义大小”的对话框。
根据个人需求,可以将经常使用的非标准孔特征设置为常用类型孔特征,这样下次就可以快速进行调用,具体操作,如图2示。
a. 添加或更新常用类型b. 输入新名称常用类型可以作为公司内部的标准保存,以便共享使用。
保存后就新建了一种自定义的新规格,调用起来也非常方便,点击“装入常用类型”就可以快速实现a. 保存常用类型,如图3示b. 装入常用类型,如图4示对于大量常用类型的自定义孔,我们可以直接添加异型孔标准库里,进行分类添加,管理和应用起来就更加方便。
在系统选项标签上单击异型孔向导/Toolbox,浏览到异型孔向导/ToolBox 文件夹位置。
STEINL 导向装置 说明书
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20cm cm inch inch1 2 3 4 5 6 7 83STEINEL – All you need for toolsYour partner for punching and bending technologySince more than 80 years STEINEL Normalien AG, registered office inVillingen-Schwenningen, provides the worldwide market of high-endtool design and construction with Standard Parts and is emerging tobe a system partner in this industrial sector. STEINEL is your partner inall respects of punching and bending technology. The German rootedfamily-run enterprise offers their customers Standard Parts in standardand customised size as well as support in realisation of completesolutions. This includes all productivity: The own product developmentprocess as well as the construction and placing system modules at thedisposal. Therefore we warrant top level process reliability and highestquality as well as accuracy along with appropriate service. In order tooffer a maximum of service and to achieve optimal increase in efficiencyas to the punching and bending process STEINEL offers all produc t ivityfrom one source:Guide units in standard and special sizeTool frames and die setsManifold plates and composite systemsSystem springs and nitrogen cylindersProcess-integrated tappingActive elements and spare parts management4Precision due to the microfinished contact surfaces andFriction-free movement due to the rolling motion ofClearance-free guidance due to the optimal preloaded rolling motion of the balls between the guide pillar and guide bush.Long lifespan due to the free-wheeling mounting andhelical positioning of the balls, so that each ball has itsown track.High load capacities, precision guidance and highstroke speeds are achieved due to the highest precisionof the uniformly selected precision steel balls, honedguide bushes and superfine ground guide pillars. Thelarge number of balls in the cage as well as an even force distribution in the guidance system allow high strokespeeds of 98–131 feet / min (30–40 m / min) and more.Interchangeability is ensured due to the uniformlys elected precision steel balls. Special designs can be manufactured according toyour drawings.Load capacities – preloadThe radial load capacity of the ball guide grows with the in-creasing preload while simultaneously decreasing the friction-free movement. Extremely high preloading will overstrain theball guide due to the excessive surface pressure on the balls.Ball cage with safety part and screw Special characteristics: Guide pillars mounted in the upper plate and the possibility for the ball cage to come completely out of the guide bushing.Limiting sleeveSpecial characteristics: Prevents the ball cage from shifting down.Low maintenanceLow maintenance is needed for the practically maintenance-free ball guides. Lubrication with a high-performance grease when mounting is sufficient for continuous ponent arrangement and function The STEINEL precision ball guide is composed of a guide pil-lar, guide bushing and ball cage, which are tensionally paired by preloading.Due to the tensional structure of the balls within the cage, the ball cage only travels at half the speed of the ball guide motion. The travel length of the ball cage is always half of the stroke of the guide bushing or the guide pillar.s t r o k e s t r o k e2d 1Fd K5Steel sleeveBronze layerSTEINEL precision sliding guidesSteel sliding guide with bronze coatingFields of application STEINEL precision sliding guides “steel with bronze coating” are used for longitudinal movement in the manufacture of tools, fixtures, machines, medical devices and cars. They are characterised by their high loading capacity and resistanceto wear.Component arrangement The STEINEL precision sliding guide ”steel with bronze c oating“ is composed of a guide pillar and guide bush with honed guide clearance.Bronze coating The hardened steel sleeve absorbs strong lateral forces and prevents the guide bush from deforming when strong edge pressure is present. The galvanised bronze coating is very hard, wear-resistant and honed to highest surface quality. In ad-dition to its excellent dry-running properties it also has very good heat dissipation characteristics that ensure the rapid disbursement of excessive frictional heat.Lubrication All STEINEL precision sliding guides “steel with bronze c oating” are supplied with an internal lubrication system, where the parallel transverse oil grooves are connected with axial chan-nels. As a result, an equal distance to all lubrication points is ensured. At the same time, the internal lubrication system guarantees a shielding effect against dirt. The internal lubri-cation system must be supplied with high-quality oil or high-quality grease several times a day, depending on sliding speed.Sliding speedThe recommended sliding speed is 49–98 feet / min (15– 30 m/min). Under ideal conditions of lubrication, guide clearance, stroke length, radial load and heat dissipation, very high stroke speeds of 600–800 strokes/min can be achieved with the STEINEL precision sliding guide “steel with bronze coating”.Guide clearanceThe guide bushes are precision-turned and honed. An addi-tional compression of the running surface takes place at the tool start-up, resulting in better sliding characteristics. The clearance is 0.000078"–0.000275" (2–7 μm). If more clear-ance is required, please indicate it on the order as “smooth-running honed”.ST7419precision ground, to press-in, with internal thread 678with shoulder, sliding guide steel with bronze coatingh ardened steel sleeve, this bush is suitable especially for high sliding speeds and strong lateral forces.LubricationLubrication by cup head lubrication nipple, connection M8 x 1provided for central lubrication.1 set = 3 pieces, order number ST7367Guide bush – shortGuide bush – standardGuide bush – longwith shoulder, ball guidematched with the correct preload. 1 set = 3 pieces, order number ST7367Guide bush – shortGuide bush – standardGuide bush – long9smooth, ball guide 10Ball cage ST7130aluminium1112Cage holder ST7132SteelMounting exampleCage holder13LOCTITE 603 SZ9742For tension-free, enduring fastening of parts with radial and axial pressure, such as bear-ings, bushings, axles, pins, rotors, gear wheels, rings, tires and sinter bearings. The extrusion force of press fits increases by approximately 100% and more. Fitting rust and leakage are avoided. Thin liquid, only very difficult to break fastening.Glue gapSocket-head screw SZ851414Bore dimensions and clamp informationBore size for STEINEL guide pillarØST7108Plate thickness < 1Plate thickness Bore size for STEINEL guide bushes Pitch Circle DiameterSTEINEL Normalien AG. Winkelstraße 7 . 78056 Villingen-Schwenningen . GermanyPhone +49 7720 6928-0 . Fax +49 7720 6928-970 .*************************We cannot accept any liability for errors and mistakes. We reserve the right to make technical changes as progress brings improvement and changes in c onstruction, measurements and materials. Copyright STEINEL Normalien AGPrinted in Germany . V402.002.EN.01 . 09/14 . 1000.Lienhard Druck GmbH . design by com-a-tec.de。
SolidWorks异型孔向导进阶应用

SolidWorks异型孔向导进阶应用SolidWorks拥有直观的工作流程和用户界面,以促进工程师专注于设计工作,而不是仅仅是CAD软件,从而大大提升工程师的设计效率,而异型孔向导就是其中一个很好的例子。
异型孔向导是针对生成孔特征的工具,通过该命令我们不需要查阅相关标准设计手册,直接按各国的标准件选择设计对应的标准孔特征,当然还可以根据企业需求对标准孔数据进行扩充,或定制非标件的配对孔。
目前,异型孔包含有公制、英制、国标等12种标准,如下图:孔规格的操作主要包括两个方面,如图1示一、类型。
设定孔类型参数a. 孔类型:定义异型孔的标准和类型b. 孔规格: 定义异型孔的大小和孔轴的配合情况c. 终止条件: 定义异型孔的生成条件d. 选项: 定义异型孔的的附加参数e. 常用类型: 定义非标准异型孔f. 特征范围: 定义异型孔的作用范围二、位置。
在平面或非平面上定义孔放置的位置。
使用尺寸和其它草图工具来定位孔中心通过异型孔直观的操作界面,我们就可以很简单定义出孔特征。
但假如要用到一些非标准的孔特征时,我们就可以激活“显示自定义大小”的对话框。
根据个人需求,可以将经常使用的非标准孔特征设置为常用类型孔特征,这样下次就可以快速进行调用,具体操作,如图2示。
a. 添加或更新常用类型b. 输入新名称常用类型可以作为公司内部的标准保存,以便共享使用。
保存后就新建了一种自定义的新规格,调用起来也非常方便,点击“装入常用类型”就可以快速实现a. 保存常用类型,如图3示b. 装入常用类型,如图4示对于大量常用类型的自定义孔,我们可以直接添加异型孔标准库里,进行分类添加,管理和应用起来就更加方便。
在系统选项标签上单击异型孔向导/Toolbox,浏览到异型孔向导/ToolBox文件夹位置。
打开文件SWBrowser数据库文件,生成新标准或编辑,如图5示比如说,需要把常用孔类型添加到DME标准的“锥形管螺纹孔”的数据库里面,双击“DME_DATA_HW_PipeTapDrills”,进入该表格,在这里可以看到“锥形管螺纹孔”各种规格和具体参数,现在添加名称“4”新规格,就在最后那一行右击鼠标――新记录,如图6示这样就可以添加一种规格名称为“4”的新标准,数据填写完成后,进行保存。
异形孔装配机操作规程(3篇)

第1篇一、引言异形孔装配机是一种高精度、自动化程度高的设备,主要用于加工各种异形孔。
为确保操作人员的人身安全和设备正常运行,特制定本操作规程。
二、操作前的准备1. 确认设备处于正常状态,电源开关处于关闭位置。
2. 检查设备各部件是否完好,特别是传动部件、润滑系统等。
3. 检查工具、量具是否齐全,并确保其精度。
4. 熟悉设备操作面板上各按钮、开关的功能和位置。
三、操作步骤1. 开启设备电源,启动设备。
2. 根据加工需求,设置加工参数,如加工速度、进给量、加工深度等。
3. 将工件放置在设备工作台上,确保工件与加工区域对齐。
4. 调整加工刀具,使其与工件接触良好。
5. 启动设备,进行加工。
在加工过程中,密切观察设备运行状态和工件加工情况,如发现异常,立即停止加工。
6. 加工完成后,关闭设备电源,取出工件,检查加工质量。
7. 清理设备,擦拭工件,保持工作环境整洁。
四、注意事项1. 操作人员必须穿戴好劳动防护用品,如安全帽、工作服、手套等。
2. 操作过程中,严禁操作人员将手、脚等部位伸入设备工作区域。
3. 严禁在设备运行时进行维修、调整或添加润滑油。
4. 严禁操作人员擅自调整加工参数,如需调整,应征得相关部门同意。
5. 加工过程中,如发现设备异常,应立即停止加工,检查设备故障原因,并采取相应措施。
6. 严禁在设备附近吸烟、饮酒或使用易燃易爆物品。
7. 操作人员应定期接受设备操作培训,提高操作技能和安全意识。
五、维护保养1. 按照设备说明书进行日常维护保养,保持设备清洁、润滑。
2. 定期检查设备各部件的磨损情况,及时更换损坏的零部件。
3. 检查设备传动部件、润滑系统等,确保其正常运行。
六、应急处理1. 设备发生故障时,立即切断电源,避免设备损坏。
2. 如遇设备紧急停机,应立即启动紧急停机按钮,确保操作人员安全。
3. 按照设备故障原因,采取相应措施进行处理。
本规程适用于所有操作人员,请务必严格遵守。
如有违反,将按公司相关规定进行处罚。
solidworks 异形孔向导 孔规格
solidworks 异形孔向导孔规格
在SolidWorks中,异形孔向导是一个非常有用的工具,它可以帮助我们快速而准确地创建各种形状独特的孔。
通过使用异形孔向导,我们可以轻松地实现复杂孔特征的设计要求。
在开始使用异形孔向导之前,我们首先需要确定孔的规格。
这包括孔的形状、尺寸、位置等。
在SolidWorks中,我们可以通过选择适当的工具来定义这些规格。
我们可以选择异形孔向导中的“孔类型”选项。
在这个选项中,我们可以选择不同的孔形状,如圆形、椭圆形、方形等。
根据具体的设计需求,我们可以选择适当的孔类型。
接下来,我们可以定义孔的尺寸。
在异形孔向导中,我们可以指定孔的直径、深度等参数。
通过输入准确的数值,我们可以确保孔的尺寸符合设计要求。
除了尺寸外,我们还可以指定孔的位置。
在SolidWorks中,我们可以使用坐标系统来定义孔的位置。
通过输入准确的坐标数值,我们可以确保孔位于正确的位置。
在确定了孔的规格后,我们可以通过单击“确定”按钮来创建孔。
在创建孔的过程中,我们可以预览孔的形状,并根据需要进行调整。
通过使用异形孔向导,我们可以轻松地创建出满足设计要求的复杂孔特征。
总的来说,SolidWorks中的异形孔向导是一个非常强大且易于使用的工具。
通过合理地定义孔的规格,我们可以快速而准确地创建出各种形状独特的孔。
无论是设计复杂的机械零件还是实现特殊的装配要求,异形孔向导都能帮助我们轻松地完成任务。
希望本文对您有所帮助,祝您在使用SolidWorks中的异形孔向导时取得成功!。
塑料制品设计原则-工程
塑料制品设计原则-工程塑料制品设计原则一、尺寸,精度及表面精粗糙度〈一〉尺寸尺寸主要满足使用要求及安装要求,同时要考虑模具的加工制造,设备的性能,还要考虑塑料的流动性,。
〈二〉精度影响因素很多,有模具制造精度,塑料的成份和工艺条件等。
〈三〉表面粗糙度由模具表面的粗糙度决定,故一般模具表面粗糙比制品要低一级,模具表面要进引研磨抛光,透过制品要求模具型腔与型芯的表面光洁度要一致 Ra 〈 0.2 um塑件圈上无公差要求的仍由尺寸,一般采用标准中的8 级,对孔类尺寸可以标正公差,而轴类各件尺寸可以标负出差。
中心距尺寸可以棕正负公差,配合部分尺寸要高于非配合部分尺寸。
二、脱模斜度由于塑件在模腔内产生冷却收缩现象,使塑件紧抱模腔中的型芯和型腔中的凸出部分,使塑件取出困难,强行取出会导至塑件表面擦分,拉毛,为了方便脱模,塑件设计时必须考虑与脱模(及轴芯)方向平行的内、外表面,设计足够的脱模斜度,一般1°——1°30`。
一般型芯斜度要比型腔大,型芯长度及型腔深度越大,则斜度不减小。
三、壁厚根据塑件使用要求(强度,刚度)和制品结构特点及模具成型工艺的要求而定:壁厚太小,强度及刚度不足,塑料填充困难;壁厚太大,增加冷却时间,降低生产率,产生气泡,缩孔等。
要求壁厚尽可能均匀一致,否则由于冷却和固化速度不一样易产生内应力,引起塑件的变形及开裂。
四、加强筋设计原则:〈一〉中间加强筋要低于外壁0.5 mm 以上,使支承面易于平直。
〈二〉应避免或减小塑料的局部聚积。
〈三〉筋的排例要顺着在型腔内的流动方向。
五、支承面塑件一般不以整个平面作为支承面,而取而代之以边框,底脚作支承面。
六、圆角要求塑件防有转角处都要以圆角(圆弧)过渡,因尖角容易应力集中。
塑件有圆角,有利于塑料的流动充模及塑件的顶出,塑件的外观好,有利于模具的强度及寿命。
七、孔(槽)塑件的孔三种成型加工方法:(1)模型直接模塑出来。
(2)模塑成盲孔再钻孔通。
孔的成型方法.
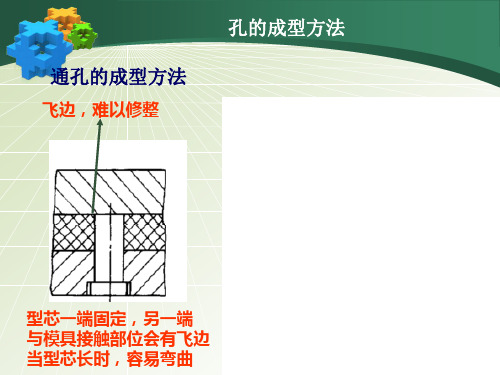
孔的成型方法 通孔的成型方法
2)盲孔 盲孔只能用一端固定的型芯来成型。 为避免型芯弯曲,对于注射和压注成型,孔深 不得大于孔径的4倍;对于压缩成型,平行与 施压方向的孔深度为孔径的2倍.
孔的成型方法
零件名称:灯座
设计要求 生产批量:大批量 未注公差取MT5级精度 要求设计灯座模具
一、塑件的工艺性分析 1.塑件的原材料分析
塑料品 种 聚碳酸 酯PC 结构特点 使用温度 化学稳定 性 有一定的 化学稳定 性,不耐 碱、酮、 酯等。 性能特点 成型特点
线型结构非结 晶型材料,透 明。
小于130℃,耐 寒性好,脆化 温度-100℃。
结论:综上所述,该塑件可采用注射成型加工。
二、 确定成型设备选择与模塑工艺规程编制
1.计算塑件的体积和重量(可用软件相关功能计算) ⑴计算塑件的体积:V=200172.30mm3(过程略)
⑵计算塑件的重量:根据有关手册查得ρ=1.2Kg· dm3
参p134 表7-27所以,塑件的重量为:W=ρV =200172.30×1.2×10-3=240.20g 根据塑件形状及尺寸采用一模一件的模具结构,考虑外形
孔的成型方法 通孔的成型方法
飞边,难以修整
型芯一端固定,另一端 与模具接触部位会有飞边 当型芯长时,容易弯曲
孔的成型方法 通孔的成型方法
两个均只有一端分别固定, 增强了型芯的稳定性,但对 接缝处会有飞边,难修整。 将其中一个型芯的尺寸设 计得比另外一个大0.5-1mm, 安装、使用方便
孔的成型方法 通孔的成型方法
⑵填写模塑成型工艺卡
、R50-0.24﹑¢1370-1.28﹑30-0.2、80-0.28﹑1330-1.28;
向导5使用说明书
一、导向仪的作用导向仪与定向钻机是相辅相成的关系,定向钻进施工中导向仪就是“眼睛”,一套好的导向仪就相当于一双明亮的眼睛,在定向钻进施工中起着至关重要的作用。
在非开挖行业中有这样一句话:“导向孔的完成就等于工程成功了一半”,由此可见:导向仪在定向钻进施工中的起着决定性的作用。
二、导向钻进的施工原理导向钻进是由导向钻头、钻机和导向仪器相互配合来完成的,采用钻进液射流辅助切削进行钻进。
当要保持直线钻进时,钻机同时提供推进力和回转力,这样钻头斜面失去方向性,从而进行直线钻进。
当要钻进斜孔时,根据所钻孔的角度调整斜面钻头的空间位置(钟面),停止回转,只提供推进力,由于斜面受到来自周围地层的反作用力从而实现钻孔方向的改变。
三、向导牌导向仪的特点1、操作简便,2、抗干扰能力比同类产品强,3、性价比高。
四、向导牌导向仪1、接收器的规格接收频率:38KHz±1%,9.5KHz±1%电源:6节“C”型(2号)碱性电池(DC6V-9V)电池寿命:12小时(在25℃条件下使用时)无线传输距离:4个传输频道传输功率为40mW传输距离:300m操作温度:-20-60℃外形尺寸(长X宽X高):153.5X316X804mm重量:约4Kg12其它: 在15分钟无任何操作动作时电源会自动关闭 2、界面(见下图)3、设置 ●标定钻进之前需要对系统进行标定,如果标定不正确,给出的深度读数会不准确。
操作如下图:3出现:再次按下键后,出现:4当屏幕出现:然后关机。
测试深度:打开电源,按下“DEPTH (深度)”测试深度,深度值应为2.92米,若倒放接收器,深度显示值应为2.98-3.02米。
注:标定时钻头的倾角不能超过 ±1°或 ±4%●定位123451、在钻头后方,离钻头较远2、在钻头后方,接近钻头3、在钻头上方,左右待寻4、在钻头前方找到钻头正上方后,按“深度”键进行测深。
(深度最浅,信号最大的地方就是钻头的正上方)6找到钻头正上方,测深后按“偏向”键看钻头的方向。
sw异形孔向导用法

1.启动SolidWorks软件,打开需要打孔的零件。
2.点击“异形孔向导”按钮。
3.在各个配置项里面,选择自己需要的参数。
4.如果实在没有需要的话,还可以自定义孔截面。
也就是下面的“旧
制孔”功能,“类型”下拉菜单里面,提供了众多预设孔,按自己的需求设定数值就可以了。
5.我们仍以添加沉头孔为例。
在“位置”栏目状态下,点击一下零
件的打孔面,注意,随便打一个就行了。
6.在设计树下,打开刚刚添加的异形孔下拉三角,进入编辑草图,
按需要画“点”。
7.退出草图,所需要的孔就完成了。
solidworks异形孔向导中心矩形
SolidWorks是一款广泛应用于工程设计领域的三维CAD软件,它具有强大的功能和灵活的操作方式,能够有效地满足工程设计师的需求。
在SolidWorks中,异形孔向导是一项非常重要的功能,能够帮助工程设计师快速、准确地创建各种异形孔。
其中,中心矩形是异形孔向导中的重要部分,本文将以此为主题,探讨SolidWorks异形孔向导中心矩形的相关内容。
1. 异形孔向导简介异形孔向导是SolidWorks中用于创建具有不规则形状的孔洞的工具,它可以根据用户的需求创建各种形状的孔洞,如椭圆孔、矩形孔、多边形孔等。
异形孔向导的使用可以节省大量的设计时间,同时也能够保证孔洞的准确性和一致性。
2. 中心矩形的重要性在创建异形孔时,中心矩形是一个非常重要的参数,它决定了孔洞的位置和大小。
中心矩形的准确定位和尺寸对于整个设计的准确性和稳定性具有至关重要的作用。
熟练掌握中心矩形的相关操作是使用异形孔向导的关键。
3. 中心矩形的创建步骤a. 打开SolidWorks软件,并新建一个零件文档。
b. 进入绘制界面,选择异形孔向导工具。
c. 在对话框中选择“中心矩形”选项。
d. 在设计界面中指定孔洞的位置和大小,可以通过鼠标拖拽的方式进行调整,也可以通过输入具体的数值来精确指定。
e. 确认设置并保存。
4. 中心矩形的参数说明在创建中心矩形时,有一些重要的参数需要注意。
a. 孔的位置:中心矩形的位置可以通过指定距离原点的偏移量来确定,也可以直接将孔定位在所需的位置。
b. 孔的尺寸:中心矩形的尺寸可以通过指定长度和宽度来确定,也可以通过拖动鼠标来调整。
5. 中心矩形的应用实例以某零件设计为例,需要在零件的中央位置开一个长方形孔。
我们可以通过异形孔向导中的中心矩形功能来实现这一操作。
a. 根据实际需求打开需要修改的零件文档。
b. 进入异形孔向导工具,并选择中心矩形。
c. 指定孔的位置为零件中央,尺寸为所需大小。
d. 确认设置并保存修改。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
柱形沉头孔Hex head bolts GB/T5782-2000 六角头螺栓C级GB/T5780-2000
六角头螺栓全螺纹C级GB/T5781-2000
六角头螺栓全螺纹GB/T5783-2000
内六角圆柱头螺钉GB/T70.1-2000
内六角花形圆柱头螺钉-4.8级GB/T6190-1986
内六角花形圆柱头螺钉-8.8级和10.9级6191-1986
开槽圆柱头螺钉GB/T65-2000
锥形沉头孔内六角花形半沉头螺钉GB/T2674-1986
内六角花形沉头螺钉GB/T2673-1986
十字槽半沉头木螺钉GB/T952-1986
十字槽半沉头自攻螺钉GB/T847-1985
十字槽沉头木螺钉GB/T951-1986
十字槽沉头自攻螺钉GB/T846-1985
开槽半沉头木螺钉GB/T101-1986
开槽半沉头自攻螺钉GB/T5284-1985
开槽半沉头螺钉GB/T69-2000
开槽沉头木螺钉GB/T100-1986
开槽沉头自攻螺钉GB/T5283-1985
孔螺纹钻孔
螺钉间隙
钻孔大小
直螺纹孔底部螺纹孔
直管螺纹孔
螺纹孔
锥形螺纹孔锥形管螺纹。