双MCP和双HHU在西门子840D系统中的应用(图)
SIEMENS840D双通道功能和扭矩控制在曲轴磨床中的应用

能和扭矩控制的原理;针对双通道控制 P L C程序 的处理 ,详细地介绍 了数控双通道的参数设定和程序控制过程 。 通过 S I E ME NS 8 4 0 D系统扭矩控制方法 , 优化 了曲轴磨床 的控制方法 ; 经 过应用后达到 了边磨削边进行修整砂轮 的 目的 ,节省 了加工时间并提高了工效 。 关键词 S I E ME NS 8 4 0 D数控系统 曲轴磨床 双通道功能 扭矩控制
MD 2 0 0 8 0 AX C O NF — MA C HA X— NA ME — T A B[ 1 ] = U MD2 0 0 8 0 A xC 0 N F — MAC H A x N AME — T A B[ 2 ] =
、
杆颈 的精密 磨削 加工 已成 为提 高产 品质量 的重要环
节 。在 深 入 分 析 了 曲轴 磨 床 的 结 构 之 后 , 运 用 S I E ME NS 8 4 0 D 数控 系统 中 的多种 功能 ,实现 了 曲
轴在 C NC 中归于第 二通道 C H2 。
1 ) 双 通道 的参 数设 定 设置机床轴名 , 机床上所 有用到的轴均给 出轴名 。
随着 柴 油机 、压 缩 机 、轮船 、石 油勘 探等 行业
的蓬勃 发展 ,市 场对 曲轴 的需求 不 断增加 , 曲轴连
砂轮 修整 进给轴 ( ) ,0 . 0 0 1 m m/ 1 ; 砂轮 修整 横 向移 动轴 ( W) , 0 . 0 0 1 mm/ 1脉冲 ; 轴在 C N C( 数控 机床 ) 中归于第 一通 道 C H1 ;
图1 所 示 为三个 伺服轴 。
2 ) 通 道 l的设 置
定义 几何 轴 ,此处 填写 的是通 道轴 序 号 。
MD2 0 0 5 0 A XC O NF . GE O AX . AS S I G N. T A B[ 0 ] = 1 MD2 0 0 5 0 A XC O NF . GE O AX . AS S I G N. T AB[ 1 ] = 0 MD2 0 0 5 0 A XC O NF . GE O A X. AS S I G N. T B [ A 2 3 = 0
840D液晶手轮HHU程序

液晶手轮HHU程序的解压缩作者:skystar1.打开toolbox 光盘,版本7.4,找到文件:8x0d\070403\BSP_PROG\hand_held_unit.zip,采用解压缩软件将文件hand_held_unit.zip解压缩,解压缩后得到以下几个文件:hhu2_db68.AWL 数据块DB68的源文件hhu2_fc119.AWL 功能块FC119的源文件针对铣床MCPhhu2_fc124.AWL 功能块FC124的源文件针对车床MCPhhu2_fc68.AWL 功能块FC68的源文件hhu2_ob1.AWL OB1的源文件hhu2_ob100.AWL OB100的源文件hhu2_gr.doc 德文版HHU使用说明书hhu2_uk.doc 英文版HHU使用说明书symbol.sdf 符号表2. 840D SW7.4版PLC程序基本块的复制新建一个project,将toolbox sw7.4的基本程序中的所有块以及符号表复制到新建的项目中,复制840D SW7.4版PLC程序基本块的方法:首先要安装toolbox中的基本程序块,安装完toolbox后,运行step7,在菜单File中选择OPEN,在弹出的对话框中选择Libraries,弹出的对话框如下图所示:用鼠标选择“gp8x0d74”,点击“OK”按钮,即可打开840D SW7.4版的PLC基本程序块。
程序块的复制:点击左侧窗口中的Bausteine,在右侧窗口中就会显示所有的程序块,用鼠标选中所有的块,然后点右键,在弹出的菜单中选择Copy(或则按组合键Ctr+C)然后打开新建的project,选择右侧的bolcks,在右侧窗口中点右键在弹出的菜单中选择“Past”,这样程序就会被复制到新建的Project中。
符号表的复制:选择左侧窗口中的“gp8x0d”,在右侧窗口中的“Symbole”上点右键,打开新建的projiect,选择左侧窗口中的“S7 Program(1)”,将鼠标移动至右侧窗口点击右键,在弹出的菜单中选则“past”,在接着弹出来的对话框中选择按钮“Yes”,符号表复制成功。
840d sl硬件连接

具体模块接线请查找相关资料
2)PP72/48模块
4.2、PP72/48模块
s1
硬件接口:
X1 X2 X3 X111, X222, X333 S1
24VDC电源,3芯端子式插头(插头上已标 明24V,0V和PE)
(Port1,Port2) Profinet接口 模拟输入、输出接口
操作、程序编辑、诊断等前台程序的运行。
PCU50.3 序号 接口描绘
1
X0
2
X1
3
X2
4
X1
5
6
X70
7
X50
8
X30
9
X40
10
X4
说明
PCU电源开关 电源插座
以太网2(系统网络接口 固定IP地址 192.168.214.241)支持TCU的引导、启动。
以太网1(工厂网络接口 默认自动获得IP 地址) PCI插槽 DVI-I 接口 CF 卡(不支持热插拔) 串行接口 USB1/USB2/USB3/USB4 PROFIBUS DP/MPI
off off off off off
6
7
8
9
10 设备名称
on
on Profinet模式
on
on
off
pp72/48pn127
on
on
off
pp72/48pn126
*
*
off
off
off
off
pp72/48pn1
off
off
off
pp72/48pn
五、机床操作部件
• 机床操作部件包括MCP、PCU、TCU、OP、HT2、Mini手轮等等 • 以太网接口部件连接到NCU的X120接口 • Profibus接口部件连接到NCU的X126或X136接口
西门子840D数控系统安全集成的应用

轴, 输 出地址 为 Q 3 2 . 0 ) :
A I 3 2 . 0 : 急停是否有效
A N D B 3 3 . D B X1 0 8 . 2 : 控 制脉冲是 否被安全
取 消
提供 技 术 支持 。
收 稿 日期 : 2 0 1 3 . 0 8 . 1 8
自动 化 应 用 2 0 1 4 1期
1 6
系 统 解 决 方 案
A D B 3 3 . D B X 9 3 . 7 : 脉 冲是否使能
S T O P C. 能 比较快速地停车 . 停 车 的距离 与位置环 的 控制 周期 ( MD 1 0 0 5 0 , MD 1 0 0 6 0 ) 、 安全功能 的循环 时间 ( M DI O 0 9 0 ) 、 轴 的运行速度以及轴的瞬I 生 有关。 程序如下 :
量的硬件 . 就能达 到 C E认 证要求 , 具体ห้องสมุดไป่ตู้控制原理如 图
1所 示 。
侧 的抱 闸控制 回路 的输 出 ,在 S A F E . S P F中增 加 ( ¥
A O U T S E『 1 ] 表示抱 闸输出的系统变量) :
与安全控制有关 的输入 、 输出信 号 . 分两路分别 进
并 且 要 在 适 当 的 间 隔 时 间里 . 对 一 些 重 要 的安 全 功 能 进 行 测 试
3垂直轴的抱 闸回路 的安全控 制
传统 的抱 闸 回路是 通过单 一 的 P L C输 出点来 控
制. 一旦 P L C发 生 问题 , 会导致 抱 闸的控制 回路也 出
现 问题 , 不符 合安全控制 的双通道控制 原理 。带安 全 集成 的 8 4 0 D系统采用 N C侧 和 P L C侧 同时输 出一个 信号来控制 抱闸 的打开 这 两个信号 串联 后去松开 制 动器 . 因此 任何 一个 回路有 问题都 会抱 紧抱 闸 . 大 大
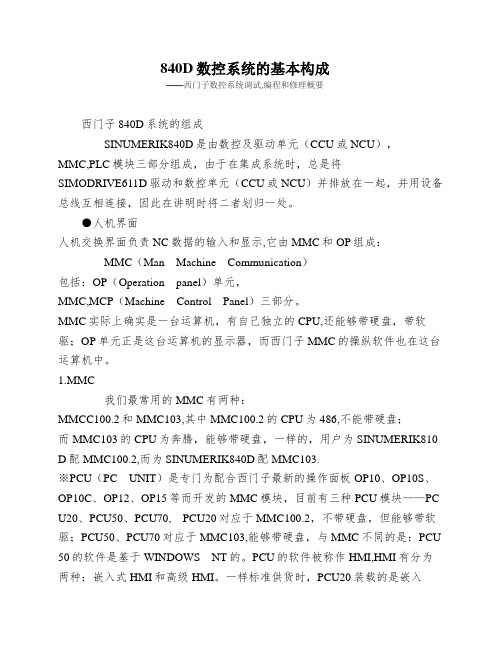
840D_SL配置HHU方法
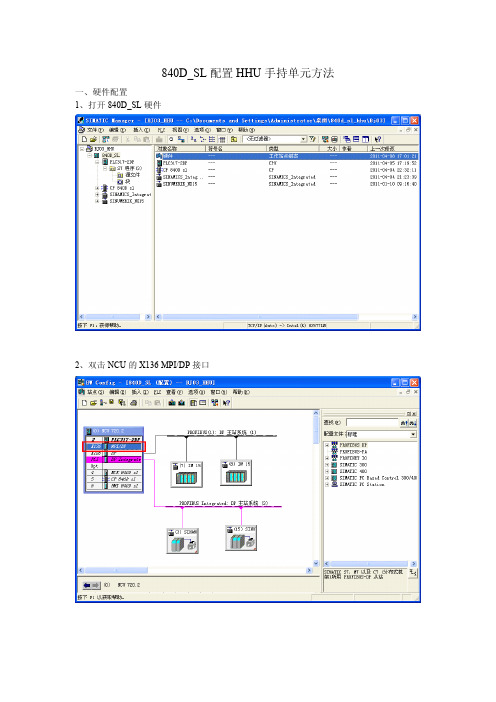
840D_SL配置HHU手持单元方法一、硬件配置1、打开840D_SL硬件2、双击NCU的X136MPI/DP接口3、接口类型选择MPI,然后点击属性4、MPI地址选择2,然后点击属性5、选择网络设置选项卡,传输率选择187.5Kbps6、确定后,对硬件配置进行编译存盘7、插入新的SIMATIC300站点,为方便区分,取名为HHU8、进入HHU站点,进行硬件配置9、插入SIMATIC300机架10、将CPU拖入机架插槽2中:CPU可以为任意类型,此处以CPU314为例11、双击CPU314,点击属性12、MPI地址选择15,MPI传输率为187.5Kbps(因HHU地址为15,传输率为187.7Kbps),然后点击确定13、配置完成后点击编译存盘14、右键单击项目中的MPI网络,选择定义全局数据15、双击“全局数据(GD)ID”右侧第一列16、双击840D_SL站点17、选择840D_SL的CPU:本例为PLC317-2DP,然后点击确定18:、双击“全局数据(GD)ID”右侧第二列19、双击HHU站点20、选择HHU的CPU:本例为PLC314,然后点击确定21、分别输入HHU输入输出的起始地址及字节数22、在DOConCD中搜索DB77数据块,可知:DB48-DB53为HHU到PLC的输入信号(6个字节)DB60-DB79为PLC到HHU的输出信号(22个字节)23、对于输出信号来说,840D_SL为发送方,对于输入信号来说,HHU为发送方,分别选择DB77.DBB60:20及DB77.DBB48,点击发送方图标24、点击编译,编译成功后点关闭25、编译完成后,点击查看----扫描速率26、因为默认速率较慢,将其改为227、点击查看----选择全局数据(GD)状态28、输入PLC程序中未用到的双字,本例中使用QD120及QD12429、全局数据通讯状态信息如下:以QD120为例30、点击编译,编译成功后点关闭31、编译完成后下载到CPU,点击图标注意:此处只需下载840D_SL的CPU,HHU的不需下载32、下载完成后重新启动CPU即可33、HHU单元MPI地址、传输率及GD地址设置:同时按压手动及T2按键,进入设置界面,通过“自动”按键及“+”按键进行设置MPI地址设为“F”即15,传输率设为187.5,GD设置为1.1.1-1.1.2传输率187.5k地址为F GD:1.1.1-1.2.1二、程序准备1、在OB1中修改以下数据:MCPSDB210:=TRUE//激活MCP的SDB210监控MCPCopyDB77:=TRUE//1:在DB7上复制DB77和MCP指针只能在DB77上配置标准的SDB210BHG:=0//此处为0或2都可以,=1时HMI会出现手持单元通讯错误报警手持接在MPI上BHGIn:="_DB68".hhu_in//手持输入的起始地址P#DB68.DBX870.0 BHGOut:="_DB68".hhu_out//手持输出的起始地址P#DB68.DBX850.0 BHGStatSend:="_DB68".hhu_st_in//手持输入状态地址P#DB68.DBX882.0 BHGStatRec:="_DB68".hhu_st_out//手持输出状态地址P#DB68.DBX878.0 BHGTimeout:=S5T#800MS//手持循环监控时间BHGCycl:=S5T#80MS//手持循环时间BHGRecGDNo:=1//GD环数据BHGRecGBZNo:=1//GD环数据BHGRecObjNo:=1//GD环数据BHGSendGDNo:=1//GD环数据BHGSendGBZNo:=2//GD环数据BHGSendObjNo:=1//GD环数据NCKomm:=1//NC通讯有效BHGMPI:=TRUE//手持MPI有效BHGStop:=FALSE//手持禁止停止2、FC68及FC19调用注意:FC68调用之前与之后与DB77的数据传送。
840D数控系统的基本构成

——西门子数控系统调试,编程和维修概要西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
●人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成:MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP(Machine Control Panel)三部分。
MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
1.MMC我们最常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.※PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。
根据用户不同的要求,西门子为用户选配不同的OP单元,如:OP030,OP031,OP032,OP032S等,其中OP031最为常用。
双MCP和双HHU在西门子840D系统中的应用(图)

双MCP和双HHU在西门子840D系统中的应用(图)齐重数控装备股份有限公司为南京某公司生产了一台重型卧式车铣磨加工中心,该机床的特点是适应加工精度要求高的复杂工件,如技术含量高的电机转子及各种长轴,辊子等,具有车削、铣削、磨削等多项功能。
为了满足用户的要求,齐重数控装备股份有限公司选择使用了西门子840D 系统。
每个进给轴都采用全闭环控制,提高了工件的加工精度。
由于机床有两个数控刀架,因此采用了两个OP010C显示器,两个MCP和两个HHU手持单元(数控系统硬件连接见图1)。
车削主轴选用6RA70直流调速装置,铣削主轴和磨削主轴选用6SE70变频调速装置。
调试难度很大,主要有以下几点:(1)双MMC在双通道中的应用调试。
(2)双HHU在双通道的应用及调试。
(3)机床在铣削及磨削加工时,各轴的控制处理。
图1 数控系统硬件连接图由于该机床配有两个数控刀架,多地点操作,故选用了西门子840D系统。
数控系统配置为NCU 572.5、两个OP010C显示器、两个MCP机床操作面板。
为了使两个OP010C 显示单元在调用上能采取同步显示和动作,系统配置了两个通道满足用户的需求。
每个刀架按钮站上有一个显示器(OP010C),并设有一个操作有效按钮来选择刀架控制生效。
每个MMC的总线配置一个地址,总线配置在OPI上。
第一通道控制车铣刀架,该刀架上有三个伺服进给轴,一个车削主轴和一个铣削主轴。
第二通道控制磨刀架,磨刀架上有两个伺服进给轴,一个主轴。
数控系统在第一通道中配置有X轴,Y轴,Z轴、SP1(车削主轴)和SP2(铣削主轴采用变频器控制)。
在第二通道配置有X1,Z1和SP(磨主轴)。
调用了FC119和DB119使HHU有效。
为了使两个HHU相互不干扰,设定第一通道的HHU地址为12。
第二通道的HHU 地址为15。
波特率一个设定18500Hz;一个设定1.5MHz。
通过HHU手持单元上的钥匙开关控制HHU有效,因为系统上电时让一个HHU得电,显示等待激活手轮,同时另一个HHU不上电。
西门子840D数控系统双通道功能

目录西门子840D数控系统双通道功能在数控磨床上的应用. 2一、系统配置 (2)二、系统设置 (2)三、相关知识 (5)(一)西门子840D系统的组成 (5)(二)系统的连接与调试 (6)(三)调试 (7)(四)开机与启动 (7)(五)数据备份 (8)(六)西门子840D数控系统常用维修方法 (10)西门子840D数控系统双通道功能在数控磨床上的应用某公司新试制一台数控磨床,机床具有有先进的自动上下料功能,其数控轴达11个之多:砂轮主轴;工件主轴;砂轮径向进给轴;砂轮切向位移轴;砂轮上下位移轴;安装角调整轴;冷却喷嘴位移轴;尾架上下位移轴;对刀测头上下位移轴;机械手上下位移轴;机械手转位轴。
鉴于单方式组、单通道普通控制方式下,不能够让同一通道的轴组去同时执行两套不同的零件程序,采用数控系统的双通道控制功能,将有关自动上下料功能的轴单独分离出来,放入另一个通道。
这样,两个通道可以同时分别执行不同的零件程序,使工件加工和上下料等动作,互不干涉的同时执行。
鉴于西门子840D系统能够完成多通道控制的同时还具有以下主要特点:在NC编程上运用用户变量,系统变量,间接编程,算术三角函数,比较或逻辑运算,程序跳转,程序调用,宏调用等,给机床的设计带来了极大的自由度;使用配置工具或利用Windows 技术改变人机界面使操作界面适合于不同的控制任务。
系统选用西门子840D系统。
一、系统配置系统配置二、系统设置1、双通道的设置注意:双通道是选件功能,若需开通此功能,需要和西门子公司相关部门联系。
通道:简单的理解就是两个插补器,双通道意味着系统可以同时执行两个程序,互不影响(当然也可以协调同步运行)。
例如,对于双刀架车床就需要使用双通道。
方式组:方式组中的“方式”指的是操作方式,即JOG,MDA,AUTO等方式,所以方式组就是以操作方式划分的小组。
如果是一个双方式组的系统意味着在这个系统上可以同时出现两种操作方式。
一个系统可以有若干个方式组,每个方式组可以有若干个通道,在一个方式组中的通道必然处于同一种操作方式下。
840D双通道的设置

基本参数设定:设置机床轴名,机床上所有用到的轴应该在此给出各轴轴名。
此例共8个轴。
MD10000 AXCONF_MACHAX_NAME_TAB[0]=X1MD10000 AXCONF_MACHAX_NAME_TAB[1]=Y1MD10000 AXCONF_MACHAX_NAME_TAB[2]=Z1MD10000 AXCONF_MACHAX_NAME_TAB[3]=SP1MD10000 AXCONF_MACHAX_NAME_TAB[4]=X2MD10000 AXCONF_MACHAX_NAME_TAB[5]=Y2MD10000 AXCONF_MACHAX_NAME_TAB[6]=Z2MD10000 AXCONF_MACHAX_NAME_TAB[7]=SP2通道轴设置:通道1的设置:定义几何轴,此处填写的是通道轴的序号MD20050 AXCONF_GEOAX_ASSIGN_TAB[0] = 120050 AXCONF_GEOAX_ASSIGN_TAB[1] = 220050 AXCONF_GEOAX_ASSIGN_TAB[2] = 3定义几何轴轴名20060 AXCONF_GEOAX_NAME_TAB[0] = X20060 AXCONF_GEOAX_NAME_TAB[1] = Y20060 AXCONF_GEOAX_NAME_TAB[2] = Z此通道使用的机床轴,此处的序号是针对MD10000的顺序。
20070 AXCONF_MACHAX_USED[0] = 120070 AXCONF_MACHAX_USED[1] = 220070 AXCONF_MACHAX_USED[2] = 320070 AXCONF_MACHAX_USED[3] = 4通道轴名20080 AXCONF_MACHAX_NAME_TAB[0] = X20080 AXCONF_MACHAX_NAME_TAB[1] = Y20080 AXCONF_MACHAX_NAME_TAB[2] = Z20080 AXCONF_MACHAX_NAME_TAB[3] = SP主主轴的选择MD20090 SPIND_DEF_MASTER_SPIND = 1通道2的设置:定义几何轴,此处填写的是通道轴的序号20050 AXCONF_GEOAX_ASSIGN_TAB[0] = 120050 AXCONF_GEOAX_ASSIGN_TAB[1] = 220050 AXCONF_GEOAX_ASSIGN_TAB[2] = 3定义几何轴轴名20060 AXCONF_GEOAX_NAME_TAB[0] = X20060 AXCONF_GEOAX_NAME_TAB[1] = Y20060 AXCONF_GEOAX_NAME_TAB[2] = Z此通道使用的机床轴20070 AXCONF_MACHAX_USED[0] = 520070 AXCONF_MACHAX_USED[1] = 620070 AXCONF_MACHAX_USED[2] = 720070 AXCONF_MACHAX_USED[3] = 8通道轴名20070 AXCONF_MACHAX_NAME_TAB[0] = X20070 AXCONF_MACHAX_NAME_TAB[1] = Y20070 AXCONF_MACHAX_NAME_TAB[2] = Z20070 AXCONF_MACHAX_NAME_TAB[3] = SP主主轴的选择MD20090 SPIND_DEF_MASTER_SPIND = 1相关的数据:MD9034 MA_NUM_DISPLAYED_CHANNELS = 2 双通道显示,即在加工画面同时显示两个通道的状态。
840D数控系统的基本构成
840D数控系统的基本构成——西门子数控系统调试,编程和修理概要西门子840D系统的组成SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在讲明时将二者划归一处。
●人机界面人机交换界面负责NC数据的输入和显示,它由MMC和OP组成:MMC(Man Machine Communication)包括:OP(Operation panel)单元,MMC,MCP(Machine Control Panel)三部分。
MMC实际上确实是一台运算机,有自己独立的CPU,还能够带硬盘,带软驱;OP单元正是这台运算机的显示器,而西门子MMC的操纵软件也在这台运算机中。
1.MMC我们最常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,能够带硬盘,一样的,用户为SINUMERIK810 D配MMC100.2,而为SINUMERIK840D配MMC103.※PCU(PC UNIT)是专门为配合西门子最新的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PC U20、PCU50、PCU70,PCU20对应于MMC100.2,不带硬盘,但能够带软驱;PCU50、PCU70对应于MMC103,能够带硬盘,与MMC不同的是:PCU 50的软件是基于WINDOWS NT的。
PCU的软件被称作HMI,HMI有分为两种:嵌入式HMI和高级HMI。
一样标准供货时,PCU20装载的是嵌入式HMI,而PCU50和PCU70则装载高级HMI.2.OPOP单元一样包括一个10.4〞TFT显示屏和一个NC键盘。
按照用户不同的要求,西门子为用户选配不同的OP单元,如:OP030,OP031,OP032,O P032S等,其中OP031最为常用。
西门子840D知识

西门子840D知识SIEMENS系统的可编程序控制器SIMATIC MAGAGER是西门子用于进行PLC程序编制,进行机床状态控制的组件,它主要组成包括电源模块、CPU模块、输入输出模块,其接口有,RS232接口,PROFIBUS接口,MPI电缆接口等。
通过X122、MPI插口,使电脑与NCU相连PLC。
硬件组态硬件组态:告诉PLC硬件结构的过程波特率:MPI 187.5kbpsOPI 1.5Mbps过程:建项目-→建站-→组态硬件?自动组态:用线缆建PLC与840D相连,用自动组态自动识别(上载站)将PLC传到计算机:PLC-→UPLOAD-→选MPI地址=2,若地址=3,将包括PLC和NCU若备份PLC,则过程为:新建Project-→plc-→upload station,这样就将硬件备份了。
建立完站后,出现连个文件夹:hardware和cpu.CPU文件夹下有S7程序。
S7程序下有三个目录:(1)symbols 符号表如I40.1为第40个字节第1位(2)BLOCKS 功能块?手动组态:过程:打开S7-→新建文件-→INSERT-→STATION-→SIMATIC 300-→双击HARDWARE-→出现框-→INSERT-→HARDWARE COMPONENT-→PROFILE-→STANDARD-→S300-→RACK300选相应的位置(待置位表中),再在右侧相应的模块上双击就将模块选定,选好后再下载编程在进行PLC程序编制中,可采用以下三种形式:逻辑梯形图(LAD):语句表(STL):功能块图(FBD):语句表编程常用指令:与指令:A 常开AN 常闭或指令:O 常开ON 常闭输出指令:=调用指令:CALL FCXXFP:上升沿检测指令FN:下降沿检测指令FP后必须跟中间寄存器CLR 运算结果,清零SET 置1S 置位1R 清零块?STEP7中常用BLOCK主要有几种:OB组织块、FC功能块、FB功能块、DB数据块等OB:功能块,相当于主程序,常用的有OB1和OB100;FC、FB:功能块,相当于子程序在编完子程序后,必须在主程序中调用子程序OB100是PLC上电后先执行,只执行一次;OB1是PLC CPU循环执行的程序。
西门子840D系统通道、方式组功能
西门子840D系统通道、方式组功能在双刀架重型卧式车床上的应用要:本文介绍了西门子840D数控系统双通道、双方式组的概念以及目前在我公司双刀架数控重型卧式车床上的应用,并用实例说明了西门子840D数控统双通道、双方式组的构成和特点。
键词:双通道;双方式组;双刀架数控重型卧式车床引言西门子840D系统是一种支持多通道、多方式组的数控系统(最多支持10个通道和10个方式组)。
双刀架卧式车床利用双通道双方式组功能,可以方便捷的对工件进行加工。
随着国内大规模基础建设以及大批重大项目的建设,也使得数控机床向着超大超重的方向发展,对一些超大超长零件,如加工大型发电机的转子、气轮转子等大型轴类零件(或筒形零件)采用双刀架的结构型式无疑是最好的方案,但传统的双刀架机床两个刀架是两个独立的系统,在加工过程中无法同时兼两个刀架的加工状态。
而采用双通道双方式组功能由于在加工工件时两个通道可以随时观测到相互的加工状态,通过两个通道内的数据采集、比较、交,在加工时比采用两套数控系统分别控制左右刀架的机床来说更方便、快捷、准确。
因为所有的数据传输是在一套系统内完成,不需要任何外部的硬件备,所以数据传输的可靠性和正确性更高,不但降低了机床的故障率,维修也更加方便。
目前我公司生产的双刀架卧式车床均使用了双通道双方式组功。
下面以CK61250X15/125重型卧式车床为例介绍双通道双方式组的构成。
该机床纵向行程为15米,采用两个刀架。
两顶尖间承重125吨。
数控系为西门子840D。
概念通道:执行插补运动的路径。
不同的通道可以执行不同的插补运动,且各通道间互不影响。
双通道就是指可以同时执行两种不同的插补运动。
方式组:不同的操作方式划分的组。
不同的通道可以执行不同的操作方式。
双方式组就是指在不同的通道内可以同时执行两种不同的操作方式。
对于双刀架卧式车床,需要使用两个通道,方式组可以用一个也可以用两个,即两个刀架可以同时在JOG或AUTO方式加工,也可以一个刀架在JOG 式加工,另一个刀架在AUTO方式加工。
西门子840D数控系统双通道、双方式组的应用
效率 ,测量所得 的数据必须进行传送 、比较和计算 , 以便得到最佳的切削数据 。以我公 司生产的数控不落
轮 对车 床为 例 ,来 说 明双 通 道 、双 方式 组 数控 系统 的 优点。
31 便 于数 据交换 .
控系统进行计算后 ,根据计算结果进行切削。须修理
80 4 D数 控 系 统两 个 通 道 内的 数 据 交 换 ,比用 两
() 1 引进设 备 8 0 t
(1耐 火材 料重 量 7 0 11 7t
年产 量 10 0 t 05 0
日产 量 3 0 0t 平均 小时 产量 1 . 25 t
・
・
・
石灰 活性度 ≥3 0 (mo H 1 n 6 mL4 l C 0 1 1mi 石灰 中残 留 C : ≤2O O量 . %
() 3 原料
・
() 4 燃Leabharlann ・混合煤气 69 N 热值 7 2 k N 57 m・ h 57J m /
活性石 灰单 位热 耗 37 k・g 9 3Jk-
・
() 5 竖窑 电气设 备装 机容 量 80 W 0k
§T 51
维普资讯
20 年第4期 07
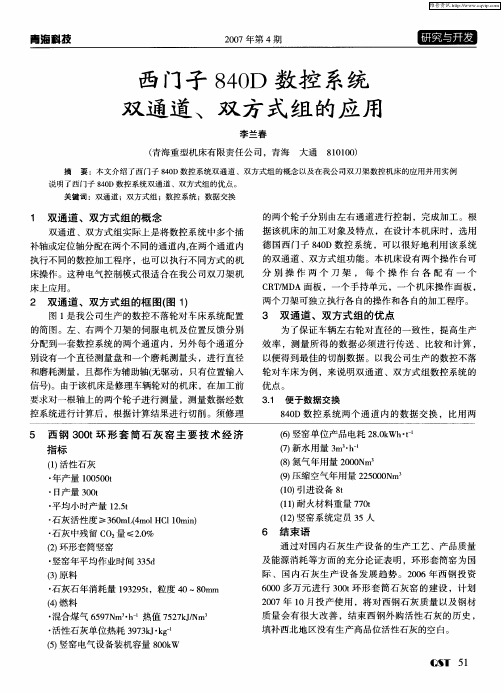
2 双 通 道 、双 方 式 组 的 框 图 ( 1 图 )
图1 是我公 司生产的数控不落轮对车床系统配置
的简 图 。左 、右 两 个 刀架 的伺服 电机 及 位 置反 馈 分 别
3 双 通 道 、双 方 式 组 的 优 点
为 了保 证 车辆 左 右轮 对 直径 的一致 性 ,提高 生产
分配到一套数控系统的两个 通道 内,另外每个通道分
电缆分配器
左刀架手持单元 右刀架手持单元
X 4 PU O C 5 模块 0 OO PL 操作面板
SIEMENS 840D刀具管理参数与变量的应用

SIEMENS 840D刀具管理参数与变量的应用武汉华中自控技术发展有限公司胡国清摘要:刀具管理是加工中心维改过程中经常用到的重要功能,本文就其机床参数的含义与设置、刀具管理有关的系统变量的含义与应用进行详细地阐述。
SIEMENS 840D数控系统可选配刀具管理功能,它具有刀具装载、卸载、重新定位、刀具数据管理、刀具类型管理以及刀位搜索等功能,提供刀具管理数据修改功能FC块和后台数据块作为PLC接口,根据刀库结构形式来组态,灵活方便、功能强大,可适用于转塔式、链式、抽屉式以及多种特殊结构的刀库。
换刀、换附件通过NC编程与PLC编程相结合来实现,NC程序控制相应的轴定位,一定的步骤完成即通知PLC修改刀具管理数据,使其与实际状态始终保持一致。
由于刀库有关数控轴通常分配在第2通道,NC编程时需注意两个通道之间的程序协调。
如果将刀库有关的轴改变为PLC轴,则可以通过PLC程序来控制轴移动,为方便调试及点动操作,可设置单键切换回NC轴。
由于篇幅所限,本文仅就刀具管理功能有关的机床参数和系统变量进行阐述。
1.机床参数MD18080:MM_TOOL_MANAGEMENT_MASK,刀具管理内存(SRAM)区间设定。
该参数为双字(DWORD)数据格式,其中位0~9有定义,分别设定不同的数据区是否有效。
MD18082:MM_NUM_TOOL,NCK能够管理的最大刀具数量。
该参数取值范围为0~600,默认值为30,其设定值应大于或等于实际刀具总数。
MD18084:MM_NUM_MAGAZINE,NCK管理的刀库数量。
该参数取值范围为0~32,默认值为3,刀库数量应包括虚拟刀库、系统内部定义的缓冲区(9998)和装载点(9999)。
MD18086:MM_NUM_MAGAZINE_LOCATION,NCK管理的刀位数量。
该参数取值范围为0~600,默认值为30,其设定值应大于或等于实际刀位总数。
MD18088:MM_NUM_TOOL_CARRIER,可定义的最大刀架数量。
西门子840D数控系统双手持单元在数控立车上的应用
3 . 结 语
目前 该 机 床 的 数 控 系 统 改 造 已 经 完成 ,经过 调试 试 车 ,样 件 加
通过O P I  ̄ I ] MP I 通信。
( 2 )工作 台电动机仍 为原Z 4 直 流电动机 ,调速系统更换为欧陆 5 9 0 + 系列的产品 ,以实现很好的调
速效 果 。
要 求 ,设 定 6 个 频 率 ,以 实 现 6 挡 承
重。
通过MP I 进行通信 。在整个 系统 中 NC K 是大脑 ,通过不 同的方式与其
( 4 )左右两 刀架4 个轴全部使
用 西 门子 1 F T 6 系列 的 电动 机 。
他 设备相 连接 ,3 条 通信 网络可 以
保 证 数 据的 传 递 、交 换快 速 准 确 。
参 数 配置 正 确 的情 况 下 ,研 究 双
HHU的配 置 。由于 是 双 通 道双 方 式 组 ,各 刀 架 可 以 同 时 进 给 ,互 不 干 涉 , 但 是 两 个 HHU不 可 能 在 同 一 个 网络 上 进 行 通 信 ,所 以 必 须 分 开 通 信 网络 ,把 他 们 挂 在 不 同的 网络
了人身和设备事故发生的可能性 。
统 ,同时在系统 中配置双通道双方
式组 ,每个 刀架各带一个 ( HHU)
手 持 单 元 , 两 手 持 单 元 分 别 通 过 O P I  ̄ I ] MP I 通信。
( 6 )重新 配置 电气柜 ,制 作
安 装 操作 台和操 作 面 板 。
2 . 该项 目研究领域
把第二个HH U ( 右 刀架 )挂靠在第
一
个HHU 上 ,从而 实现 双 手 持单 元
西门子840D数控系统双通道功能
目录西门子840D数控系统双通道功能在数控磨床上的应用. 2一、系统配置 (2)二、系统设置 (2)三、相关知识 (5)(一)西门子840D系统的组成 (5)(二)系统的连接与调试 (6)(三)调试 (7)(四)开机与启动 (7)(五)数据备份 (8)(六)西门子840D数控系统常用维修方法 (10)西门子840D数控系统双通道功能在数控磨床上的应用某公司新试制一台数控磨床,机床具有有先进的自动上下料功能,其数控轴达11个之多:砂轮主轴;工件主轴;砂轮径向进给轴;砂轮切向位移轴;砂轮上下位移轴;安装角调整轴;冷却喷嘴位移轴;尾架上下位移轴;对刀测头上下位移轴;机械手上下位移轴;机械手转位轴。
鉴于单方式组、单通道普通控制方式下,不能够让同一通道的轴组去同时执行两套不同的零件程序,采用数控系统的双通道控制功能,将有关自动上下料功能的轴单独分离出来,放入另一个通道。
这样,两个通道可以同时分别执行不同的零件程序,使工件加工和上下料等动作,互不干涉的同时执行。
鉴于西门子840D系统能够完成多通道控制的同时还具有以下主要特点:在NC编程上运用用户变量,系统变量,间接编程,算术三角函数,比较或逻辑运算,程序跳转,程序调用,宏调用等,给机床的设计带来了极大的自由度;使用配置工具或利用Windows 技术改变人机界面使操作界面适合于不同的控制任务。
系统选用西门子840D系统。
一、系统配置系统配置二、系统设置1、双通道的设置注意:双通道是选件功能,若需开通此功能,需要和西门子公司相关部门联系。
通道:简单的理解就是两个插补器,双通道意味着系统可以同时执行两个程序,互不影响(当然也可以协调同步运行)。
例如,对于双刀架车床就需要使用双通道。
方式组:方式组中的“方式”指的是操作方式,即JOG,MDA,AUTO等方式,所以方式组就是以操作方式划分的小组。
如果是一个双方式组的系统意味着在这个系统上可以同时出现两种操作方式。
一个系统可以有若干个方式组,每个方式组可以有若干个通道,在一个方式组中的通道必然处于同一种操作方式下。
SINUMERIK 840D MPI网络功能的应用

SINUMERIK 840D MPI网络功能的应用摘要利用SINUMERIK 840D(S7-300)提供的MPI网络功能,实现两个HHU 在一个数控系统机床上的应用。
关键词MPI;HHU;CPU;PLCMPI(Multiple Point Interface)总线是SINUMERIK840D的标准接口之一,通常情况下SINUMERIK840D的MPI总线接口只用于调试PLC(S7-300),NCU、PCU、MCP、HHU等都连接在OPI(Operator Panel Interface)总线上。
HHU (handheld unit)是SINUMERIK840D提供的带LED显示功能的手持单元。
它可以实现操作方式转换、多个通道切换、进给轴和主轴使能的通断、进给轴备率选择等操作。
HHU在一些大型机床上的应用非常广泛。
这些强大的操作性能,方便了用户的操作和使用,是简单的手持单元无法实现。
我厂为某机车车辆厂开发的一台四通道的大型龙门数控机床,为了方便操作采用了两个HHU。
单个HHU 在SINUMERIK840D(单通道或多通道)中的应用SINUMERIK840D TOOLBOX 提供了标准的PLC源文件,编制PLC时只需要将SINUMERIK840D TOOLBOX 中提供的源文件按照机床的要求编译后调用即可。
双HHU在SINUMERIK840D 中的应用,在DOCONCD中有部分介绍,并不是很详细。
所以,两个HHU的调试是该机床的难点之一。
1 HHU的连接方式SINUMERIK840D为用户提供的OPI总线传输速度为1.5M/s,MPI总线的传输速度为187.5K/s。
一般情况下,SINUMERIK840D的硬件都连接到OPI总线上。
当两个或多个HHU需要连接到OPI总线时,则需要Repeater RS-485进行转接。
而将一个HHU连接到OPI总线,另一个HHU连接到MPI总线上,不需要任何转接设备。
西门子数控系统在机床中的应用与分析
西门子数控系统在机床中的应用与分析数控机床与普通机床的区别就是自动化程度,西门子840D数控系统就是机床控制系统之一,它的数控程序可以对机床整体进行监控,包括机床各个部件,同时可以对机床进行参数设计、补偿,在机床电气系统设计上,通过将机床与西门子数控机驱动元件、硬件接口的连接,使机床的性能和精密程度达到了符合的要求,为机床的高精度、高效率的要求提供了保障。
标签:数控程序;数控及驱动单元;硬件接口1 数控程序数控程序是指导机床进行加工的语言,而對于数控程序的命名也是有要求的,首先是程序语句的开端必须为两个字符的字母,跟随着的可以是其他,例如字母、数字等,而程序的字符不要超过16个,中间不要有分隔符,数控加工程序的结束符为M02或者M30,例如图1某数控车床加工程序语句。
2 数控及驱动单元西门子840D数控系统的组成(如图2)由NCU、MMC、CPU这几个部分,而611D驱动与NCU在一起,通过设备总线相连接,所以一般会将611D与NCU 规划在一起,为一个部分,在系统中MMC和OP组成了人机界面,MMC就相当于人与机器沟通的桥梁,它具有自己独立的CPU,同时具有键盘输入功能,有硬盘、软驱等,而OP就是相当于显示器,为人提供机器的动态消息。
对于西门子840D系统中的MMC部分,有两种内容,一种为MMCC100.2,另一种为MMC103,前一种是没有硬盘,后一种为奔腾,可以带硬盘。
在NCU模块中的MCP功能,是专门为数控机床配置的,不同的机床配置不同的节点,这个节点是在OPI上,而MCP分为车床MCP和铣床MCP两种,对于NCU是指数控840D系统中的数控单元,是对机床逻辑控制和NC部分的控制系统。
3 硬件接口西门子硬件接口是具有通信的设备,是通过电缆与设备连接的接口,是西门子数控系统的输出端口,611驱动接口(如图3),611模块中电源接口,主要是主控制电路中对电动机电源的输入端口和其他三相电输入端口。
西门子840D系统MCP和HHU在双通道中的自由切换
西门子840D系统MCP和HHU在双通道中的自由切换杜宏祺;王丹娜
【期刊名称】《金属加工:冷加工》
【年(卷),期】2004(000)012
【摘要】我厂为宝鸡某用户研制了一台双柱数控立式车床。
该机床采用西门子840D数控系统,有一个立刀架和一个侧刀架,要求两刀架可同时参与工件切削。
为了满足用户要求,在调试过程中,把两个刀架分别放在两个方式组内,由于只选用了一个MCP控制面板和一个HHU手持单元,所以,如何解决好MCP和HHU 在两个通道中的切换成为该机床调试的一个重要环节。
【总页数】1页(P59)
【作者】杜宏祺;王丹娜
【作者单位】齐重数控装备股份有限公司,黑龙江齐齐哈尔,161005;齐重数控装备股份有限公司,黑龙江齐齐哈尔,161005
【正文语种】中文
【相关文献】
1.西门子840D数控系统双通道功能在数控磨床上的应用
2.西门子双HHU在840D双通道机床中的应用
3.西门子840D系统MCP和HHU在双通道中的自由切换
4.西门子840D OPI总线上双HHU间的切换
5.双MCP和双HHU在西门子840D系统中的应用
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
齐重数控装备股份有限公司为南京某公司生产了一台重型卧式车铣磨加工中心,该机
床的特点是适应加工精度要求高的复杂工件,如技术含量高的电机转子及各种长轴,辊子等,具有车削、铣削、磨削等多项功能。
为了满足用户的要求,齐重数控装备股份有限公
司选择使用了西门子840D 系统。
每个进给轴都采用全闭环控制,提高了工件的加工精度。
由于机床有两个数控刀架,因此采用了两个OP010C显示器,两个MCP和两个HHU手持
单元(数控系统硬件连接见图1)。
车削主轴选用6RA70直流调速装置,铣削主轴和磨削
主轴选用6SE70变频调速装置。
调试难度很大,主要有以下几点:
(1)双MMC在双通道中的应用调试。
(2)双HHU在双通道的应用及调试。
(3)机床在铣削及磨削加工时,各轴的控制处理。
图1 数控系统硬件连接图
由于该机床配有两个数控刀架,多地点操作,故选用了西门子840D系统。
数控系统配置为NCU 572.5、两个OP010C显示器、两个MCP机床操作面板。
为了使两个OP010C 显示单元在调用上能采取同步显示和动作,系统配置了两个通道满足用户的需求。
每个刀架按钮站上有一个显示器(OP010C),并设有一个操作有效按钮来选择刀架控制生效。
每个MMC的总线配置一个地址,总线配置在OPI 上。
第一通道控制车铣刀架,该刀架上有三个伺服进给轴,一个车削主轴和一个铣削主轴。
第二通道控制磨刀架,磨刀架上有两个伺服进给轴,一个主轴。
数控系统在第一通道中配置有X轴,Y轴,Z轴、SP1(车削主轴)和SP2(铣削主轴采用变频器控制)。
在第二通道配置有X1,Z1和SP(磨主轴)。
调用了FC119和DB119使HHU有效。
为了使两个HHU相互不干扰,设定第一通道的HHU地址为12。
第二通道的HHU地址为15。
波特率一个设定18500Hz;一个设定1.5MHz。
通过HHU手持单元上的钥匙开关控制HHU有效,因为系统上电时让一个HHU得电,显示等待激活手轮,同时另一个HHU不上电。
如果让第二手持单元得电,必须按住手持单元上的使能按钮,这时它就得电了,而第一个手持单元断电。
两个手持单元的总线分别在连接 OPI和MPI上,这样两个HHU就可以同时工作而且相互不干扰。
图2 机床图片
由于机床的铣削刀架不经常使用,只有在用时才安装上,不用时可随时拆下。
所以车
削时为了保证系统没有报警,在按钮站加了一个选择开关。
用它控制Y轴的使能和限位开关。
不让系统出现报警。
已保证车削加工能顺利进行。
铣削时为了保证加工精度,必须让
主轴停止转动。
主轴通过准停功能控制及无触点开关检测主轴位置,接通插销电磁阀,把
定位键插入工作台的定位孔中,用它来防止主轴转动,保证主轴定位准确,同时切断主轴的使能条件,使花盘停止转动。
这时用车刀架的伺服轴对工件进行铣削加工。
铣削主轴采用西
门子变频器6SE70调速可以使铣头获得所需的转速。
磨刀架有两个伺服轴和一个主轴。
让磨刀架处于第二通道状态下,调用第二通道的所有参数。
对工件进行磨削加工,这时车刀架不能对主轴和X轴,以及Z轴进行操作,反之一样。
通过S7-300编程软件编译出了MCP和HHU需要的PLC标准子程序,包括FC119、FC124、FC68、DB68、DB69。
在OB1中的FC119或FC124之前调用FC68。
在OB100中定义MCP机床控制面板和双HHU数量及PLC地址。
做好以上工作后,将编译好的子程序和已经做好的用户PLC子程序下载到系统中,只要在系统的键盘上使用通道转换键,就可在两通道中自由切换MCP和HHU。
该机床选用西门子840D系统的两套OP010C显示单元、两套MCP机床操作面板和两套
HHU手持单元,可以完成车削、铣削和磨削的加工,是一台多功能复合加工机床,该机床加工的多样性在国内和国外尚属少见。