夹套式反应器温度比值控制方案设计
夹套(反应釜)加热能力设计计算说明
夹套(反应釜)加热能力设计计算说明已知条件:反应釜(反应罐)中的总物料的质量为4100kg,其中纯水质量3800kg,药材质量为300kg。
已知反应釜的夹套为两个部分:筒身以及底盖的夹套。
其中筒身夹套的覆盖面积为5.52m2,底盖夹套的覆盖面积为1.61m2。
加热蒸汽为3公斤(温度为143.2℃),将总物料(4100 kg)从10摄氏度加热至沸腾100摄氏度。
解:反应釜夹套加热冷热两侧的传热温差为:143.2-(10+100)÷2=88.2℃,所需要的热量:4.2×4100×90=1.5498×106 kJ。
选择的反应釜夹套的平均传热系数为900 w/(m2•k),(注:需依据项目需要确定参数,并保留10%余量)加热过程的计算:假设纯水进量为25 m3/h,3800 kJ水量的进入的时间为9 min,在反应釜中通纯水3 min后,随即打开底盖的夹套进行加热,待纯水即将达到3800 kg之际,剩余的6 min,内底盖夹套提供的热量(143.2-20)×1.61×900×6×60=6.4266×104 kJ,至此,温度提高至6.4266×104÷4.2÷4100=3.73℃进水完毕,釜内温度升高至13.73℃,紧接着将水从13.73℃加热至100℃,所需热量4.2×4100×86.3=1.486086×106 kJ反应釜内物料总体积4100m3,受热面积为1.61+5.52=7.13 m2,将总重为4100kg物料从 3.73℃加热至100℃,所需时间1.486086×106×1000÷(900×7.31×(143.2-(13.73+100)÷2))=2682s=44.7 min。
夹套反应釜温度控制浅析
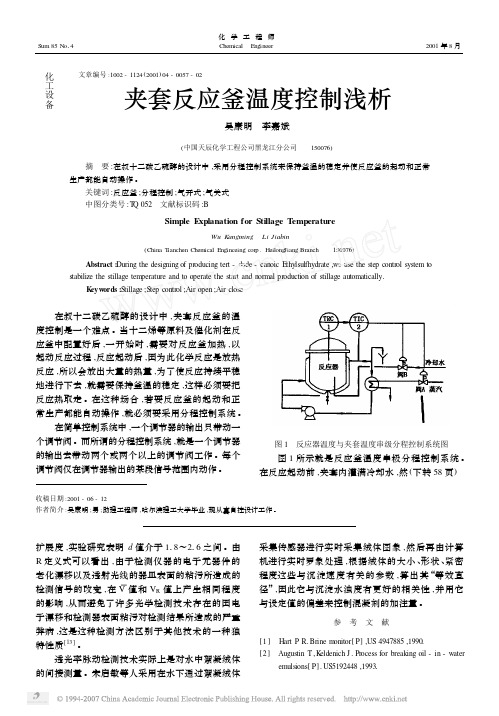
化工设备夹套反应釜温度控制浅析吴康明 李嘉斌(中国天辰化学工程公司黑龙江分公司 150076) 摘 要:在叔十二碳乙硫醇的设计中,采用分程控制系统来保持釜温的稳定并使反应釜的起动和正常生产都能自动操作。
关键词:反应釜;分程控制;气开式;气关式中图分类号:T Q 052 文献标识码:BSimple Explanation for Stillage T emperatureWu Kangming Li Jiabin(China T ianchen Chemical Enginceing corp.Heilong Jiang Branch 150076)Abstract :During the designing of producing tert -dode -canoic E thylsulfhydrate ,we use the step control system to stabilize the stillage temperature and to operate the start and normal production of stillage automatically.K eyw ords :S tillage ;S tep control ;Air open ;Air close 在叔十二碳乙硫醇的设计中,夹套反应釜的温度控制是一个难点。
当十二烯等原料及催化剂在反应釜中配置好后,一开始时,需要对反应釜加热,以起动反应过程,反应起动后,因为此化学反应是放热反应,所以会放出大量的热量,为了使反应持续平稳地进行下去,就需要保持釜温的稳定,这样必须要把反应热取走。
在这种场合,若要反应釜的起动和正常生产都能自动操作,就必须要采用分程控制系统。
在简单控制系统中,一个调节器的输出只带动一个调节阀。
而所谓的分程控制系统,就是一个调节器的输出去带动两个或两个以上的调节阀工作。
每个调节阀仅在调节器输出的某段信号范围内动作。
锅炉夹套水温PID控制

目录1.系统实验装置 (1)1.1系统设计 (1)1.2 被控对象 (1)1.3 检测仪表 (2)1.4 执行机构 (2)1.5 控制屏组件 (3)1.6 实验控制系统流程图 (4)1.7控制原理构图 (4)2. 实验内容与步骤 (7)2.1实验内容 (7)2.2 实验步骤 (7)2.1.1 比例调节器( P )控制 (7)2.2.2 比例积分(PI)调节器控制 (8)2.2.3 比例微分调节器(PD) 控制 (9)2.2.4 比例积分微分(PID)调节器控制 (9)2.2.5 PID参数自整定的连续温度控制 (9)3. PLC控制系统的软件设计 (10)3.1 器件选择 (10)3.2 硬件原理图 (12)3.3 硬件接线图 (12)3.4 控制程序及分析 (12)3.5控制程序 (14)4.控制算法代码 (16)4.1PID控制器简介 (16)4.2 PID控制系统 (17)4.3 PID控制参数的整定及方法 (18)4.3.1 PID控制参数的整定简介 (18)4.3.2 PID控制参数整定方法 (18)5.实验结果曲线及分析 (21)5.1实验分析 (21)5.2实验结果曲线 (22)总结 (25)参考文献 (26)1.系统实验装置1.1系统设计本实验装置对象主要由水箱、锅炉和盘管三大部分组成。
供水系统有两路:一路由三相(380V恒压供水)磁力驱动泵、电动调节阀、涡轮流量计及自动电磁阀组成;另一路由变频器、三相磁力驱动泵(220V变频调速)、涡轮流量计及自动电磁阀组成。
1.2 被控对象由不锈钢储水箱、(上、中、下)三个串接有机玻璃水箱、4.5KW三相电加热模拟锅炉(由不锈钢锅炉内胆加温筒和封闭式锅炉夹套构成)、盘管和敷塑不锈钢管道等组成。
1.水箱:包括上水箱、中水箱、下水箱和储水箱。
上、中、下水箱采用淡蓝色优质有机玻璃,不但坚实耐用,而且透明度高,便于学生直接观察液位的变化和记录结果。
上、中水箱尺寸均为:D=25cm,H=20cm;下水箱尺寸为:D=35cm,H=20cm。
带夹套釜式反应器控制系统的创新设计

带夹套釜式反应器控制系统的创新设计黄建华【摘要】采用FCS应用的最新技术、化工生产控制工程、现代控制策略等相关理论知识,将几种创新设计思想应用于带夹套釜式反应器的控制系统中,使整个管控系统更加适应当前化工生产管理、操作和控制的需要,该控制系统具有一定的先进性和推广性。
%This article adopts the latest technology of FCS application, chemical production control engineering, modern control strategy related theory knowledge, applying several innovative design ideas to bring the jacketed reactor control system, the whole control system more adaptable to the current the need of chemical production management, operation and control, the system has certain advancement and popularization.【期刊名称】《工业仪表与自动化装置》【年(卷),期】2015(000)001【总页数】3页(P94-96)【关键词】FCS;应用分析;创新设计【作者】黄建华【作者单位】兰州石化职业技术学院电子电气工程系,兰州730060【正文语种】中文【中图分类】TP273在化工生产企业中,带夹套的釜式反应器是化工生产中常用的典型设备之一,在夹套式反应器工作过程中常常伴有许多化学和物理变化以及能量和物质传递等过程,因此夹套反应器的控制、操作一般都比较复杂,设计先进科学的控制系统非常重要,它直接关系到化工生产产品的质量、产量和系统的安全。
夹套反应釜温度控制matlab

夹套反应釜温度控制matlab概述夹套反应釜是一种常见的实验设备,用于进行化学反应、制药工艺、生物工程等领域的实验和生产。
温度控制是夹套反应釜中非常重要的一个环节,合理的温度控制可以保证反应的高效进行,提高产品质量。
本文将介绍如何利用Matlab对夹套反应釜温度进行控制。
温度传感器的选取夹套反应釜温度控制的第一步是选择合适的温度传感器。
常见的温度传感器有热电偶、热敏电阻和红外线传感器等。
在选择温度传感器时,需要考虑以下几个因素:1. 测量范围:夹套反应釜温度的测量范围通常在室温到几百摄氏度之间,因此选择的温度传感器要能够满足这一范围的要求。
2. 精度要求:不同的实验和生产过程对温度的精度要求不同,需要根据具体需求选择合适的精度。
3. 价格和可靠性:温度传感器的价格和可靠性也是选择的考虑因素之一。
温度控制算法选择好温度传感器后,下一步是设计温度控制算法。
常用的温度控制算法有PID算法、模糊控制算法和自适应控制算法等。
在夹套反应釜温度控制中,常用的是PID算法。
PID算法是一种基于反馈的控制算法,通过测量温度值与设定的目标温度值的差异,调整加热或制冷的控制信号,以使温度稳定在设定值附近。
PID算法原理PID算法由比例控制、积分控制和微分控制三个部分组成。
比例控制根据当前温度与目标温度之间的偏差调节控制信号的大小,积分控制根据历史偏差的累积值调节控制信号的积分部分,微分控制根据当前偏差的变化率调节控制信号的微分部分。
通过不断地对控制信号进行调节,PID算法可以使温度稳定在设定值附近。
PID算法调参PID算法的一个关键问题是如何选择合适的参数。
常用的调参方法有经验法和自动调参法两种。
经验法是根据经验选择合适的参数,需要经过多次试验实验得到。
自动调参法则是利用优化算法对PID参数进行优化,使系统的控制效果达到最优。
经验法经验法根据实验经验选择PID参数,通常需要通过多次试验和调整来得到合适的参数。
比例控制参数决定了控制系统的响应速度,积分控制参数决定了系统的稳定性,微分控制参数决定了系统对干扰的抑制能力。
《过程控制工程》课程设计参考题目
《过程控制工程》课程设计参考题目14级过程控制课程设计题目1班课程设计参考题目:一、温度控制(单回路、串级、前馈—反馈、比值控制)(40)1、换热器出口温度单回路控制方案设计2、乳化物干燥器温度单回路控制方案设计3、精馏塔提馏段温度单回路控制方案设计4、管式加热炉出口温度单回路控制方案设计5、夹套式反应器温度单回路控制控制方案设计6、燃烧式工业窑炉温度单回路控制方案设计7、精馏塔精馏段温度单回路控制方案设计8、流化床反应器温度单回路控制方案设计9、管式热裂解反应器出口温度单回路控制方案设计10、发酵罐温度单回路控制方案设计11、换热器出口温度串级控制方案设计12、乳化物干燥器温度串级控制方案设计13、精馏塔提馏段温度串级控制方案设计14、管式加热炉出口温度串级控制方案设计15、夹套式反应器温度串级控制控制方案设计16、燃烧式工业窑炉温度串级控制方案设计17、精馏塔精馏段温度串级控制方案设计18、流化床反应器温度串级控制方案设计19、发酵罐温度串级控制方案设计20、管式热裂解反应器出口温度串级控制方案设计21、换热器出口温度前馈—反馈控制方案设计22、乳化物干燥器温度前馈—反馈控制方案设计23、精馏塔提馏段温度前馈—反馈控制方案设计24、管式加热炉出口温度前馈—反馈控制方案设计25、夹套式反应器温度前馈—反馈控制控制方案设计26、燃烧式工业窑炉温度前馈—反馈控制方案设计27、精馏塔精馏段温度前馈—反馈控制方案设计28、流化床反应器温度前馈—反馈控制方案设计29、发酵罐温度前馈—反馈控制方案设计30、管式热裂解反应器出口温度前馈—反馈控制方案设计31、换热器出口温度比值控制方案设计32、乳化物干燥器温度比值控制方案设计33、精馏塔提馏段温度比值控制方案设计34、管式加热炉出口温度比值控制方案设计35、夹套式反应器温度比值控制方案设计36、燃烧式工业窑炉温度比值控制方案设计37、精馏塔精馏段温度比值控制方案设计38、流化床反应器温度比值控制方案设计39、发酵罐温度比值控制方案设计40、管式热裂解反应器原料油与蒸汽流量比值控制方案设计41、锅炉出口蒸汽压力单回路控制方案设计42、锅炉出口蒸汽压力串级控制方案设计43、锅炉出口蒸汽压力前馈—反馈控制方案设计44、锅炉出口蒸汽压力比值控制方案设计45、炉膛负压单回路控制方案设计46、炉膛负压前馈—反馈控制方案设计47、离心泵压力定值控制方案设计2班课程设计参考题目:1、换热器出口温度单回路控制方案设计2、乳化物干燥器温度单回路控制方案设计3、精馏塔提馏段温度单回路控制方案设计4、管式加热炉出口温度单回路控制方案设计5、夹套式反应器温度单回路控制控制方案设计6、燃烧式工业窑炉温度单回路控制方案设计7、精馏塔精馏段温度单回路控制方案设计8、流化床反应器温度单回路控制方案设计9、管式热裂解反应器出口温度单回路控制方案设计10、发酵罐温度单回路控制方案设计11、换热器出口温度串级控制方案设计12、乳化物干燥器温度串级控制方案设计13、精馏塔提馏段温度串级控制方案设计14、管式加热炉出口温度串级控制方案设计15、夹套式反应器温度串级控制控制方案设计16、燃烧式工业窑炉温度串级控制方案设计17、精馏塔精馏段温度串级控制方案设计18、流化床反应器温度串级控制方案设计19、发酵罐温度串级控制方案设计20、管式热裂解反应器出口温度串级控制方案设计21、换热器出口温度前馈—反馈控制方案设计22、乳化物干燥器温度前馈—反馈控制方案设计23、精馏塔提馏段温度前馈—反馈控制方案设计24、管式加热炉出口温度前馈—反馈控制方案设计25、夹套式反应器温度前馈—反馈控制控制方案设计26、燃烧式工业窑炉温度前馈—反馈控制方案设计27、精馏塔精馏段温度前馈—反馈控制方案设计28、流化床反应器温度前馈—反馈控制方案设计29、发酵罐温度前馈—反馈控制方案设计30、管式热裂解反应器出口温度前馈—反馈控制方案设计31、换热器出口温度比值控制方案设计32、乳化物干燥器温度比值控制方案设计33、精馏塔提馏段温度比值控制方案设计34、管式加热炉出口温度比值控制方案设计35、夹套式反应器温度比值控制方案设计36、燃烧式工业窑炉温度比值控制方案设计37、精馏塔精馏段温度比值控制方案设计38、流化床反应器温度比值控制方案设计39、发酵罐温度比值控制方案设计40、管式热裂解反应器原料油与蒸汽流量比值控制方案设计41、锅炉出口蒸汽压力单回路控制方案设计42、锅炉出口蒸汽压力串级控制方案设计43、锅炉出口蒸汽压力前馈—反馈控制方案设计44、锅炉出口蒸汽压力比值控制方案设计45、炉膛负压单回路控制方案设计46、炉膛负压前馈—反馈控制方案设计47、离心泵压力定值控制方案设计课程设计教材及主要参考资料:1、戴连奎,《过程控制工程》,化学工业出版社,20122、杜维,《过程检测技术及仪表》,化学工业出版社,20013、姜培正,《过程流体机械》,化学工业出版社,20024、王毅,《过程装备控制技术与应用》,化学工业出版社,20015、厉玉鸣,《化工仪表及自动化》,化学工业出版社,2006一、课程设计教学目的及基本要求:1.课程设计的教学目的培养学生将理论知识应用到解决实际问题的能力,通过该课程的学生,可以很好地训练学生的实际动手能力和解决工程问题的能力,为学生从学校到工厂和技术部门提供前期的训练。
夹套反应釜温度控制matlab

夹套反应釜温度控制matlab一、夹套反应釜的概念及结构夹套反应釜是一种常见的实验室设备,用于进行化学反应、合成和混合等实验操作。
其结构主要由内胆、外壳、夹套和搅拌器等组成。
内胆是进行化学反应的主要部分,通常由玻璃或不锈钢材料制成;外壳则是保护内部设备不受外界影响;夹套则是通过循环水或油来控制反应温度;搅拌器则是帮助混合反应物。
二、温度控制在化学反应中的重要性在化学反应中,温度控制非常重要。
过高或过低的温度都会导致反应速率变慢,甚至停止。
此外,温度还会影响产物的质量和产率。
因此,在进行化学反应时,必须对温度进行严格控制。
三、夹套反应釜中温度控制的方法1. 水浴加热法:将夹套内充满水并通过加热器进行加热,从而使得内胆中的液体达到所需温度。
2. 油浴加热法:将夹套内充满油并通过加热器进行加热,从而使得内胆中的液体达到所需温度。
相比水浴加热法,油浴加热法具有更好的温度稳定性和均匀性。
3. 蒸汽加热法:将夹套与蒸汽发生器相连,通过蒸汽来控制反应的温度。
4. 电加热法:通过在夹套内安装电阻丝,并通过电源来进行加热。
四、Matlab在夹套反应釜中的应用Matlab是一种高级计算机语言和交互式环境,可用于数学计算、数据分析、可视化和算法开发等方面。
在夹套反应釜中,Matlab可以用于控制反应温度。
具体方法如下:1. 编写控制程序:使用Matlab编写控制程序,该程序可以根据设定的目标温度来自动调整夹套内水或油的温度。
2. 连接传感器:将传感器连接到Matlab程序中,并设置传感器读取数据的频率。
3. 实时监测温度变化:通过程序实时监测夹套内水或油的温度变化,并与设定的目标温度进行比较。
4. 自动调整夹套内水或油的温度:如果夹套内水或油的温度低于设定的目标温度,程序将自动调整加热器的功率,使夹套内水或油的温度升高;如果夹套内水或油的温度高于设定的目标温度,程序将自动调整加热器的功率,使夹套内水或油的温度降低。
五、总结夹套反应釜是一种常见实验室设备,在化学反应中具有重要作用。
夹套式反应器温度串级系统控制

输出电流
原理方框图
仪表选型
3、执行器 4、调节器 执行器选择气动内螺纹球阀。 该阀体铸造,结构合理、造型美 观。阀座采用弹性密封结构,密 封可靠,启闭轻松。可设置90° 开关定位机构,根据需要加锁以 防止误操作。内螺纹连接不堪阀 及对焊连接球阀适用于PN1.0~ 4.0MPa,工作温度-29~180℃(密 封圈为增强聚四氟乙烯)或-29~ 300℃(密封圈为对位聚苯)的各 种管路上,用于截断或接通管路 中的介质,选用不同的材质,可 分别适用于水、蒸汽、油品、硝 酸、醋酸、氨盐水、中和水等多 种介质。 调节器选择智能PID调节仪。 智能PID调节仪与各类传感器、变送器配 合使用,实现对温度、压力、液位、容 量、力等物理量的测量显示、智能PID调 节仪并配合各种执行器对电加热设备和 电磁、电动、气动阀门进行PID调节和控 制、报警控制、数据采集、记录。
主副控制器正反控制选择
假设夹套式反应器中反应为放热反应。则选择如下: (1)控制阀:从安全角度考虑,选择气关型控制阀Kv<0 ; (2)副控制对象(T2T):冷却水流量增加,夹套温度下降,因此 Kp2<0 ; (3)副控制器(T2C):为保证负反馈,应满足Kp2Kc2KvKm2>0, 因此Km2>0,应选Kc2>0,即选用反作用控制器; (4)主被控对象(T1T):当夹套温度升高时,反应器温度升高,因 此Kp1>0; (5)主控制器(T1C):为保证负反馈,应满足Kc1Kp1Km1>0,因 此Km1>0,应选Kc1>0,即选用反作用控制器。
仪表选型
2、温度变送器
检测信号要进入控制系统,必须 符合控制系统的信号标准。变送 器的任务就是将检测信号转换成 标准信号输出。因此,热电偶和 热电阻的输出信号必须经温度变 送器转换成标准信号后,才能进 入控制系统,与调节器等其他仪 表配合工作。
夹套式反应器温度控制系统设计仿真

夹套式反应器温度控制系统设计仿真随着工业化的快速发展,夹套式反应器在化工生产中的应用越来越广泛。
而夹套式反应器的温度控制系统则成为了保证反应器稳定运行的关键。
本文将介绍夹套式反应器温度控制系统的设计和仿真,以及该系统的优势和应用前景。
一、夹套式反应器温度控制系统的设计在夹套式反应器中,温度控制系统的设计需要考虑多个因素,如反应物料的性质、反应速率、热量传递效率等。
首先,我们需要选择合适的温度传感器来获取反应器内部的温度信息。
常见的温度传感器有热电偶和红外线测温仪等。
其次,我们需要选择合适的控制器来实现温度的调节。
常用的控制器有PID控制器和模糊控制器等。
最后,我们需要设计合理的控制策略来实现温度的稳定控制。
常见的控制策略有比例控制、积分控制和微分控制等。
二、夹套式反应器温度控制系统的仿真为了验证设计的合理性和可行性,我们可以利用仿真软件进行夹套式反应器温度控制系统的仿真。
通过建立反应器的数学模型,我们可以模拟不同的工况和操作情况,并对温度控制系统的性能进行评估。
在仿真过程中,我们可以调整控制器的参数,优化控制策略,以达到更好的控制效果。
三、夹套式反应器温度控制系统的优势相比于其他类型的反应器,夹套式反应器具有温度控制更加稳定、反应物料更加均匀、反应速率更加快速等优势。
夹套式反应器温度控制系统的设计和优化可以提高反应器的生产效率和产品质量,降低能耗和生产成本。
四、夹套式反应器温度控制系统的应用前景夹套式反应器温度控制系统的应用前景非常广阔。
在化工生产中,夹套式反应器被广泛应用于有机合成、催化反应、聚合反应等领域。
随着科技的不断进步,夹套式反应器温度控制系统的设计和优化将会更加智能化和自动化,为化工生产带来更多的便利和效益。
夹套式反应器温度控制系统的设计和仿真对于保证反应器的稳定运行具有重要意义。
通过合理的设计和优化,夹套式反应器温度控制系统可以实现温度的精确控制,提高生产效率和产品质量。
随着科技的不断发展,夹套式反应器温度控制系统的应用前景将会更加广阔。
化学反应器设计操作与控制

7、压力式温度计:压力式温度计是利用封闭容器内的液体,气体或饱和蒸气受热后产生体积膨胀或压力变化作为测信号。它的基本结构是由温包、毛细管和指示表三部分组成。它是最早应用于生产过程温度控制的方法之一。压力式测温系统现在仍然是就地指示和控制温度中应用十分广泛的测量方法。压力式温度计的优点是:结构简单,机械强度高,不怕震动。价格低廉,不需要外部能源。缺点是:测温范围有限制,一般在-80~400℃;热损失大响应时间较慢;仪表密封系统(温包,毛细管,弹簧管)损坏难于修理,必须更换;测量精度受环境温度、温包安装位置影响较大,精度相对较低;毛细管传送距离有限制。 8、半导体温度计:半导体的电阻变化和金属不同,温度升高时,其电阻反而减少,并且变化幅度较大。因此少量的温度变化也可使电阻产生明显的变化,所制成的温度计有较高的精密度,常被称为感温器。 9、热电偶温度计:热电偶温度计是由两条不同金属连接着一个灵敏的电压计所组成。金属接点在不同的温度下,会在金属的两端产生不同的电位差。电位差非常微小,故需灵敏的电压计才能测得。由电压计的读数,便可知道温度为何。
积分控制作用总是滞后于偏差的存在,因此它不能有效地克服扰动的影响,难以使得控制系统稳定下来,因此使系统容易振荡。
比例作用的输出与偏差同步,偏差大,输出大,偏差小,输出小,因此控制及时。而积分作用则不是。
比例积分控制器是目前应用最广泛的一种控制器,多用于工业上液位、压力、流量等控制系统。由于引入积分作用能消除余差,弥补了纯比例控制的缺陷,获得较好的控制质量。但是积分作用的引入,会使系统的稳定性变差。对于有较大滞后性的系统控制,要尽可能避免使用积分控制。
闭环控制系统 闭环控制系统是建立在反馈原理基础之上的,利用输出量同期望值的偏差对系统进行控制,可获得比较好的控制性能。闭环控制系统又称反馈控制系统。 按给定信号分类,自动控制系统可分为恒值控制系统、随动控制系统和程序控制系统。 恒值控制系统 给定值不变,要求系统输出量以一定的精度接近给定希望值的系统。如生产过程中的温度、压力、流量、液位高度、电动机转速等自动控制系统属于恒值系统。 随动控制系统 给定值按未知时间函数变化,要求输出跟随给定值的变化。如跟随卫星的雷达天线系统。 程序控制系统 给定值按一定时间函数变化。如程控机床。
夹套玻璃反应器的温控问题

夹套玻璃反应器的温控问题夹套玻璃反应器在国内实现生产已经有十年的历史,但受到广泛的关注和欢迎还是近两年的事,这得益于国家和民间对绿色化工与民族制药工业的大力推动。
笔者自2002年开始从事国外夹套玻璃反应器系统的引进工作,2005年开始设计并推广国产夹套玻璃反应器系统,接触了不少许多客户,反映较多的是配套温控设备的问题。
笔者结合理论以及过内外同行开发实践经验,总结以下心得,以飨读者。
一、分析温控设备对物料的升降温能力可以获得选择设备的基本依据对于用户来说,头痛的莫过于不知该选择什么样的温控设备来适合自己的试验或生产要求。
如果没有科学的分析和计算方法,仅凭想象和经验,要想选择到适合自己项目的最佳性价比设备基本上是不可能的。
用户最常见的需求是要根据所需升温速度与降温速度来计算所需加热功率与制冷功率。
现将英国著名玻璃反应器生产商Redleys公司选用配套温控设备功率的计算方法介绍如下。
需要注意以下几个变量和参数:1、单位时间内反应物质的升降温热量变化(△Q1/△t)(计算单位J/S)△Q1/△t = G1 P1△T1/△tG1为反应物质重量(计算单位KG);P1为反应物质比热(计算单位J/KG/℃);△T1/△t为反应物质升降温速度(计算单位℃/S)2、单位时间内循环介质的升降温热量变化(△Q2/△t),计算单位(J/S)△Q2/△t = G2P2△T2/△tG2为循环介质重量(计算单位KG);P2为循环介质比热(计算单位J/KG/℃);△T2/△t为循环介质升降温速度(计算单位℃/S)3、单位时间内传热介质接触物的升降温热量变化(△Q3/△t),计算单位(J/S)△Q3/△t = G31P31△T31/△t + G32P32△T32/△tG31为反应器玻璃重量(计算单位KG);P31为反应器玻璃比热(计算单位J/KG/℃);△T31/△t为反应器玻璃升降温速度(计算单位℃/S)G32为循环器不锈钢储箱、不锈钢循环管道及附件等重量(计算单位KG);P32为不锈钢比热(计算单位J/KG/℃);△T32/△t为不锈钢升降温速度(计算单位℃/S)4、加热量及制冷量损耗率(n),计算单位%与传热介质接触物另一界面相接触的空气、设备其他部分的传热也应该考虑进去,因这一部分无法计算,只能估计,可视为冷热量损耗。
夹套反应釜设计说明书

=(二)设计参数和技术性能指标(三)设计要求:1.进行罐体和夹套设计计算;2.选择支座形式并计算;3.手孔校核计算;4.选择接管,管法兰,设备法兰;(四)设计要求,压力容器的基本要求是安全性和经济性的统一。
安全是前提,经济是目标,在充分保证安全的前提下,尽可能做到经济。
经济性包括材料的节约,经济的制造过程,经济的安装维修。
设计檔,压力容器的设计檔,包括设计图样,技术条件,强度计算书,必要时还要包括设计或安装、使用说明书。
若按分析设计标准设计,还应提供应力分析报告。
强度计算书的内容至少应包括:设计条件,所用规范和标准、材料、腐蚀裕度、计算厚度、名义厚度、计算应力等。
设计图样包括总图和零部件图。
设计条件,应根据设计任务提供的原始数据和工艺要求进行设计,即首先满足工艺设计条件。
设计条件常用设计条件图表示,主要包括简图,设计要求,接管表等内容。
简图示意性地画出了容器的主体,主要内件的形状,部分结构尺寸,接管位置,支座形式及其它需要表达的内容。
设计参数及要求容器内夹套内工作压力,MPa设计压力,MPa 0.2 0.3 工作温度,℃设计温度,℃<100 <150介质染料及有机溶剂冷却水或蒸汽全容积, 3m 1.2 操作容积,3m1.0 传热面积,2m>3腐蚀情况微弱推荐材料Q235--A接管表符号公称尺寸DN连接面形式用途a 25 蒸汽入口b 25 加料口c 80 视镜d 65 温度计管口e 25 压缩空气入口f 40 放料口g 25 冷凝水出口h 100 手孔标准号HG21530-95 凹凸面MFMH1=160mm, H2=85.5mm, m=23.3kg3.3 视镜由DN=80mm,PN=1.0MPa,可知选择不带颈的视镜,查参考文献可得资料如下:D=145mm,D1=120mm,b1=25mm,b2=14mm 标准号为JB593-64-2 3.4 法兰设备共需选用4个,其中压力容器法兰1个,管法兰3个。
夹套式反应釜设计说明书
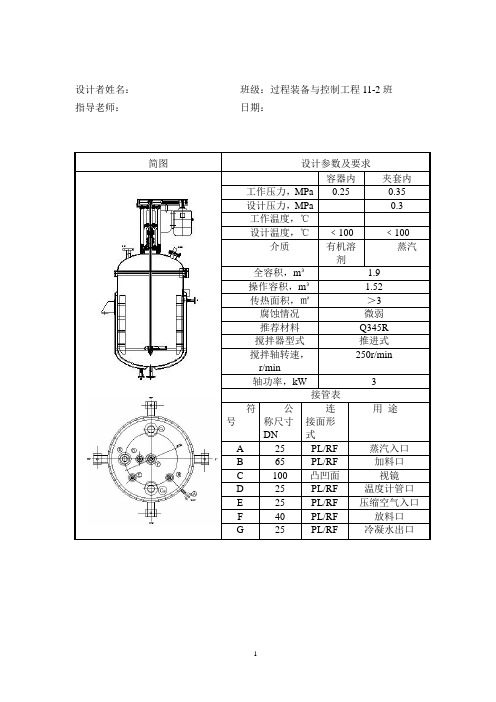
设计者姓名:班级:过程装备与控制工程11-2班指导老师:日期:简图设计参数及要求容器内夹套内工作压力,MPa 0.25 0.35设计压力,MPa 0.3工作温度,℃设计温度,℃﹤100 ﹤100介质有机溶剂蒸汽全容积,m³ 1.9操作容积,m³ 1.52传热面积,㎡>3腐蚀情况微弱推荐材料Q345R搅拌器型式推进式搅拌轴转速,r/min250r/min轴功率,kW 3接管表符号公称尺寸DN连接面形式用途A 25 PL/RF 蒸汽入口B 65 PL/RF 加料口C 100 凸凹面视镜D 25 PL/RF 温度计管口E 25 PL/RF 压缩空气入口F 40 PL/RF 放料口G 25 PL/RF 冷凝水出口过程装备课程设计姓名学院机械与汽车工程专业班级过程装备与控制工程11-2班指导老师目录摘要 (3)Abstract (4)绪论 (5)1.1夹套反应釜的总体结构 (5)1.2 反应釜基本特点 (5)1.3 反应釜的发展趋势 (6)2、夹套反应釜设计 (7)2.1、罐体几何尺寸计算 (7)2.1.1确定筒体内径 (7)2.1.2确定封头尺寸 (8)2.1.3确定筒体高度 (8)2.1.4夹套几何尺寸计算 (8)2.2、夹套反应釜的强度与稳定性计算 (9)2.2.2 稳定性校核(按外压校核厚度) (10)2.2.3水压测试校核 (11)2.3反应釜的搅拌器 (12)2.3.1搅拌器的选型: (12)2.3.2搅拌器的安装方式及其与轴连接的结构设计 (12)2.3.3 挡板的设计 (12)2.4反应釜的传动装置 (13)2.4.1常用电机及其连接尺寸 (13)2.4.2带传动减速机 (13)2.4.3凸缘法兰 (15)2.4.4安装底盖 (16)2.4.5机架 (16)2.4.6联轴器 (16)2.5搅拌轴的设计和校核 (17)2.5.1轴的和设计 (17)2.5.2轴的校核 (17)2.6键的校核 (18)2.7反应釜的轴封装置 (19)2.8 反应釜的其他附件 (20)2.8.1设备法兰 (20)2.8.2支座 (21)2.8.3设备接口 (21)结束语 (22)致谢 (23)参考文献 (24)摘要:夹套反应釜分罐体和夹套两部分,主要有封头和筒体组成,多为中、低压压力容器;搅拌装置有搅拌器和搅拌轴组成,其形式通常由工艺而定;传动装置是为带动搅拌装置设置的,主要有电动机、减速器、联轴器和传动轴等组成;轴封装置为动密封,一般采用机械密封或填料密封;它们与支座、人孔、工艺接管等附件一起,构成完整的夹套反应釜。
夹套式反应器温度控制系统设计仿真
夹套式反应器温度控制系统设计仿真
夹套式反应器是一种常用的化工设备,用于控制化学反应过程的温度。
为了确保反应器内的温度能够稳定在设定值附近,需要设计一个有效的温度控制系统。
本文将介绍夹套式反应器温度控制系统的设计和仿真过程。
夹套式反应器的工作原理是利用夹套中流动的热载体(如蒸汽或热油)来调节反应器内物料的温度。
温度控制系统的设计目的是通过控制热载体的流量和温度,使反应器内的温度保持在设定值附近。
通常,温度控制系统包括传感器、控制器和执行器三个部分。
传感器用于实时监测反应器内的温度,将监测到的温度信号传输给控制器。
控制器根据传感器反馈的温度信号和设定值之间的差异,计算出控制信号,送往执行器。
执行器根据控制信号调节热载体的流量和温度,从而实现对反应器温度的控制。
在设计温度控制系统时,需要考虑反应器的特性、热载体的性质、控制器的稳定性等因素。
通过建立数学模型,可以进行仿真分析,验证设计方案的有效性。
在仿真过程中,可以模拟不同工况下的温度变化,评估控制系统的性能。
通过仿真分析,可以优化控制系统的参数设置,提高系统的稳定性和响应速度。
在实际应用中,还需要考虑设备的安全性、能耗等因素,综合考虑各方面因素,设计出一个合理的温度控制系统。
夹套式反应器温度控制系统的设计和仿真是一个复杂而重要的工作,需要深入理解反应器的工作原理,结合控制理论和仿真技术,才能设计出一个性能优良的控制系统。
希望本文的介绍能够为相关领域的工作者提供一些参考和启发。
夹套式反应器温度控制系统设计仿真
夹套式反应器温度控制系统设计仿真以夹套式反应器温度控制系统设计仿真为标题夹套式反应器是一种常见的化工设备,广泛应用于化学反应、物料加热和冷却等工艺过程中。
在夹套式反应器中,温度是一个重要的参数,对反应的速率、选择性和产物质量等方面都有重要影响。
因此,设计一个有效的温度控制系统对于保证反应器的稳定性和产品的质量具有重要意义。
夹套式反应器温度控制系统主要由传感器、控制器和执行器三部分组成。
传感器用于测量反应器内部的温度,并将测量值传输给控制器。
控制器根据测量值与设定值之间的差异,采取相应的控制策略,通过执行器控制冷却介质的流量或加热介质的温度,以调节反应器的温度。
在设计夹套式反应器温度控制系统时,首先需要确定控制目标。
一般来说,控制目标是使反应器的温度能够稳定在设定值附近,并能够快速、准确地响应温度变化。
为了实现这一目标,可以采用PID 控制器作为控制器的核心。
PID控制器是一种常用的控制器类型,由比例(P)、积分(I)和微分(D)三个部分组成。
比例部分根据测量值与设定值的差异,产生与差异成正比的控制信号;积分部分根据测量值与设定值之间的累积误差,产生与误差积分成正比的控制信号;微分部分根据测量值变化的速率,产生与变化速率成正比的控制信号。
PID控制器通过合理调节比例、积分和微分参数,可以实现对反应器温度的精确控制。
在夹套式反应器温度控制系统的设计中,还需要考虑系统的稳定性和鲁棒性。
稳定性是指当系统受到外部扰动时,能够迅速恢复到稳定状态并保持稳定。
鲁棒性是指系统对参数变化和模型误差的适应能力。
为了提高系统的稳定性和鲁棒性,可以采用先进的控制算法,如自适应控制、模糊控制和模型预测控制等。
为了验证夹套式反应器温度控制系统的性能,可以使用仿真软件进行仿真实验。
通过建立反应器的数学模型,并将其与控制系统相结合,可以模拟不同情况下的温度变化,并评估控制系统的性能。
仿真实验可以帮助设计人员了解系统的动态特性,寻找最佳的控制参数,并进行系统优化。
夹套式反应器温度比值控制方案设计

目录一. 概述............................................. 2-6页1.1化学反应器的基本介绍......................... 2-3页1.2夹套式反应器的控制要求......................... 3页1.3夹套式反应器的扰动变量....................... 3-4页1.4基本动态方程式............................... 4-6页二. 控制系统方案的确定............................... 6-7页三. 控制系统设计..................................... 7-18页3.1 被控变量和控制变和的选择....................... 7-8页3.2 主、副回路的设计 .............................. 8-9页3.3 现场仪表选型 .................................. 9-12页3.4 主、副控制器正反作用选择....................... 12-13页3.5 控制系统方框图 ................................ 13页3.6 分析被控对象特性及控制算法的选择............... 13-14页3.7 控制系统整定及参数整定 ........................ 14-18页四. 课程设计总结....................................... 18页五. 结束语............................................. 18页19页六. 参考文献一概述1.1化学反应器的基本介绍反应器(或称反应釜)是化工生产中常用的典型设备,种类很多。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
夹套式反应器温度比值控制方案设计-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII目录一.概述……………………………………………………………2-6页化学反应器的基本介绍………………………………… 2-3页夹套式反应器的控制要求…………………………………3 页夹套式反应器的扰动变量………………………………3-4页基本动态方程式…………………………………………4-6页二.控制系统方案的确定…………………………………………6-7页三.控制系统设计…………………………………………………7-18页被控变量和控制变量的选择………………………………7-8页主、副回路的设计…………………………………………8-9页现场仪表选型………………………………………………9-12页主、副控制器正反作用选择………………………………12-13页控制系统方框图……………………………………………13页分析被控对象特性及控制算法的选择……………………13-14页控制系统整定及参数整定…………………………………14-18页四.课程设计总结……………………………………………………18页五.结束语……………………………………………………………18页六.参考文献…………………………………………………………19页一概述化学反应器的基本介绍反应器(或称反应釜)是化工生产中常用的典型设备,种类很多。
化学反应器在结构、物料流程、反应机理、传热、传质等方面存在差异,使自控的难易程度相差很大,自控方案差别也比较大。
化学反应器可以按进出物料状况、流程的进行方式、结构形式、传热情况四个方面分类:一、按反应器进出物料状况可分为间歇式和连续式反应器通常将半连续和间歇生产方式称为间歇生产过程。
间歇式反应器是将反应物料分次获一次加入反应器中,经过一定反应时间后取出反应中所有的物料,然后重新加料在进行反应。
间歇式反应器通常适用于小批量、多品种、多功能、高附加值、技术密集型产品的生产,这类生产反应时间长活对反应过程的反应温度有严格程序要求。
连续反应器则是物料连续加入,化学反应连续不断地进行,产品不断的取出,是工业生产最常用的一种。
一些大型的、基本化工产品的反应器都采用连续的形式。
二、从物料流程的进行方式可分为单程与循环两类物料在通过反应器后不再进行循环的流程称为单程,当反应的转化率和产率都较高时,可采用单程的排列。
如果反应速度较慢,祸首化学平衡的限制,物料一次通过反应器转化不完全,则必须在产品进行分离后,把没有反应的物料与新鲜物料混合后,再送送入反应器进行反应。
这种流程称为循环流程。
三、从反应器结构形式可分为釜式、管式、塔式、固定床、流化床、移动床反应器等。
四、从传热情况可分为绝热式反应器和非绝热式反应器[1]。
绝热式反应器与外界不进行热量交换,非绝热式反应器与外界进行热量交换。
一般当反应过程的热效应大时,必须对反应器进行换热,其换热方式有夹套式、蛇管式、列管式等。
如今用的最广泛的是夹套传热方式,且采用最普通的夹套结构居多。
随着化学工业的发展,单套生产装置的产量越来越大,促使了反应设备的大型化。
也大大促进了夹套反应器的反展。
夹套式反应器是一类重要的化工生产设备,由于化学反应过程伴有许多化学和物理现象以及能量、物料平衡和物料、动量、热量和物质传递等过程,因此夹套反应器操作一般都比较复杂,夹套反应器的自动控制就尤为重要,他直接关系到产品的质量、产量和安全生产。
化工生产过程通常可划分为前处理、化学反应及后处理三个工序。
前处理工序为化学反应做准备,后处理工序用于分离和精制反应产物,而化学反应工序通常是整个生产过程的关键,因此在化学反应工序中设计一套比较完善的控制系统是很重要的。
设计夹套式反应器的控制方案应从质量指标,物料平衡和能量平衡,约束条件三个方面考虑(假设在本反应器中反应物为一般性的,无腐蚀,无爆炸的液液反应物)。
夹套式反应器的控制要求 1.2.1 质量指标夹套式反应器的质量指标一般是反应转化率或反应生成物的浓度。
转化率是直接质量指标,如果转化率不能直接测量可选取与它相关的变量来计算间接反映出转化率的大小。
如出口温度与转化率的关系为:0()/i i y C x Hγθθ=-式中y 是转化率,0θ、i θ分别是进料温度和出料温度,γ是进料重度,C 是物料的比热容,ix 是进料浓度,H 是单位质量进料的反应热。
因为成分分析仪表价格高,维护困难等原因。
通常采用温度作为间接质量指标,有时辅以夹套式反应器的压力和处理量(流量)等控制系统,满足夹套式反应器正常操作的控制要求。
1.2.2 物料平衡和能量平衡为使反应正常操作,反应转化率高,需要保持进入夹套式反应器各种物料量份额或物料的配比符合要求。
为此对进入夹套式反应器的物料常采用流量的定值控制或比值控制。
此外部分物料循环的反应的过程中为保持原料的浓度和物料平衡需设置辅助控制系统。
由于反应过程有热效应,因此应该设置相应的热量平衡控制系统。
能量平衡控制要保持化学反应器的热量平衡。
应使进入反应器的热量与流出的热量及反应生成热之间相互平衡。
能量平衡控制对化学反应器来说是重要的,它关系到安全生产,也间接的保证了化学反应器的产品质量达到了生产工艺要求。
1.2.3 约束条件约束条件防止夹套式反应器的过程变量进入危险工作区或不正常工况。
必须设置相应的参数反应到控制系统中。
假设本设计是在一般条件下的反应器装置,没有爆炸危险,因此只涉及了反应液液位报警系统,在反应器内反应液液位过高或过低时系统将发出报警信号[1]。
夹套式反应器的扰动变量夹套式反应器的扰动变量有进料口反应液的流量、出料口生成液的流量、夹套中冷水的流量、冷却水温度变化、反应器内压力等多个扰动变量,其中冷却水温度的变化是主要扰动。
这些扰动变量有可控的和不可控的。
当扰动变量作用下反应转化率或反应生成物组分与温度、压力等参数之间不出现单值函数关系时,需要根据工况变化补偿温度控制系统的给定值。
夹套式反应器动态数学模型绝大部分被控工业对象都是具有稳定性,是一个开环稳定的对象。
通常,化学反应过程伴有强烈的热效应。
有的是吸热,也有的是放热。
然而本反应器的反应设置为放热反应。
对于具有放热效应的对象,因外干扰式反应器温度升高,随着反应速度的加快,释放的热量也迅速增多,最终导致温度不断上升。
因此对于这种具有正负反馈性质的放热器,在外扰作用下,温度的变化将向两个极端方向发展:一种是温度一直上升,最终使反应器急速终了;另一种是若外扰先引起反应器温度下降,则温度不断下降,直到反应停止。
不少高分子聚合过程的情况就是如此,遂于这样的放热反应过程,如果没有适当的换热促使,将是一个开环不稳定的对象。
化学反应过程涉及物料、能量平衡、反应动力学等,利用动态数学模型可以更好的了解这些量的物理意义。
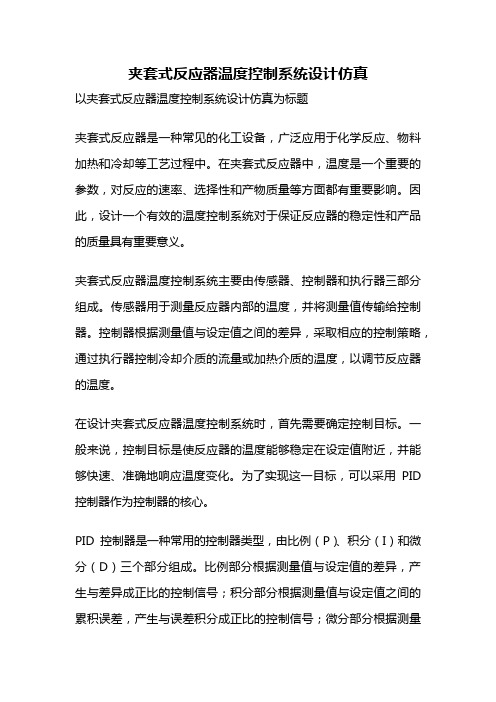
以夹套式液相反应器为例,来说明反应器激励模型的建模思路。
其中夹套式液相反应器装置如图1-1所示:图1-1 夹套式反应器1.4.1 基本动态方程式(1)基本假设①两侧流体均呈活塞流状流动,无轴向混合;②径向热传导可用集中参数表示,即同一截面上各点温度相同; ③传热系数U 和比热Ca 、Cb 恒定不变; ④管壁热容忽略不计;⑤外部绝热良好,即不考虑热损失。
(2)系统基本方程式的建立对内管流体A 列写微元d τ的热量衡算式:式中:同理可得外管流体B 的热量衡算式: 式中:(2)偏微分方程的求解:在化工过程中,有很多典型操作单元如套管式和列管式换热器、填充式精馏塔和吸收塔、管式和固定床式反应器等都属于分布参数对象,它们的动态方程为偏微分方程。
偏微分方程的求解方法主要有传递函数法、分段集总化处理方法、正交配置法和数值解法。
对于较简单的(自变量不大于两个,线性定常)偏微分方程,一般可以通过传递函数法求解。
①首先进行由时间域t 到复域S 的拉氏变换,在TA 、TB 取增量形式时,初始条件为0,由式可得:(,)[(,)(,)](,)(,)(,)∂=-+∂∂⎡⎤-+⎢⎥∂⎣⎦A a aB A a a A A a a A T t MC d UAd T t T t C T t t T t C T t d τττττωττωτττ11(,)(,)[(,)(,)]∂∂⇒+=-∂∂A A B A T t T t T a T t T t t τττττ11==a a a aM UAT a C ωω22(,)(,)[(,)(,)]∂∂+=-∂∂B B A B T t T t T a T t T t t τττττ22==bbb bM UAT a C ωω②进行由距离域τ到复域P的拉氏变换,边界条件如下:令AP=(Φ1-Φ2)2+4a1a2,则式右端分母可写为: TA0对TA1 、TB1的传递函数,以及TB0对TA1 、TB1的传递函数可以表示成矩阵的形式:1.4.2 模型的简化:有上式整理得被控对象传函为:111()1psP P P K e G s T s τ=+;222()1D D D K G s T s =+ 二 控制系统方案确定串级控制系统是两只调节器串联起来工作,其中一个调节器的输出作为另一个调节器的给定值的系统。
它的主要特点是如下:(1)能迅速克服进入副回路扰动的影响,对进入副环的扰动具有较强的抗干扰能力;1122(,)(,)[(,)(,)](,)(,)[(,)(,)]+=-+=-A A B A B B A B dT S T ST S a T S T S d dT S T ST S a T S T S d ττττττττττ01100110(,)()(,)()(,)()(,)()========A A A A B B B B T S T S T S T S T S T S T S T S ττττττττ111212(,)(,)()[(,)(,)](,)(,)()[(,)(,)]+-=-+-=-A A A B A B B B A B T ST P S PT P S T S a T P S T P S T ST P S PT P S T S a T P S T PS 2121212222221212121212122212()22422442+Φ+Φ+ΦΦ-Φ+ΦΦ+Φ+ΦΦΦ+Φ-ΦΦ+=+⨯+-Φ+Φ⎛⎫=+- ⎪⎝⎭⎝⎭P P a a a a P PP 12()22110101212()sinh 2sinh ()()()()2()sinh -Φ+Φ⎤+Φ-Φ⎥⎡⎤⎡⎤=⎢⎥⎢⎥⎣⎦⎣⎦+Φ-Φ⎣A A B B a T S T S T S T S a(2)改善除主控制器以外的广义对象特性,使系统的工作频率提高;(3)串级系统可以消除副过程的非线性特性和忧郁调节阀流量特性不适合而造成的对控制质量的影响;(4)串级控制系统可以兼顾两个变量,更精确控制操作变量;(5)串级控制系统可以实现灵活的控制方式,必要死可切除副调节器。