锡须检测与判定标准.共28页文档
锡线测试标准

锡线的测试标准包括以下方面:
1.外观:锡线表面应光滑、无氧化物,不得有明显的凹坑、裂纹、破损、毛刺、错边等表
面缺陷。
2.尺寸:锡线的直径、长度、误差和圆度应符合相关标准要求。
3.材质:锡线应符合相关标准的化学成分、物理性能和金相组织等要求。
4.包装:锡线应妥善包装,保证不受潮、污染和物理损坏等影响。
具体的检测项目包括成分检测、材质检测、含银量检测、元素成分检测、度数检测、出渣率检测、含量检测、含铜量检测、杂质含量检测、熔点检测等。
此外,还有一些与锡线相关的国家或行业标准,如DB34/T 2981-2017、DB34/T 2980-2017、SN/T 3999-2014等,这些标准详细规定了锡线中各种元素的测定方法,包括波长色散X射线荧光光谱法等多种方法。
以上信息仅供参考,如需了解更多关于锡线测试标准的信息,建议咨询专业人士。
无铅焊锡外观检查标准
第 1 页,共 27 页2002.10.01 生效 ST-S2-0010本基准使用(株)在田村制作所及有关公司的无铅焊锡,适用在生产的变压器等部品以及实 装产品的焊锡外观检查上。
本基准明确了变压器及实装产品的外观检查基准,目的是维持以及提高品质。
1. 安规、信赖性、提高品质的各个观点即使脱离本基准也可以。
(但是,脱离本基准的场合下要个别指定)①焊锡的光泽不强烈。
②锡裂现象很少见。
5.01 焊锡不良1.适用范围2.目的3.相关规格4.品质等级a)带引脚的部品2.本基准和有铅焊锡(SNPB)使用时相同, 不同点是:5.外观检查基准的内容、注意点以下是无铅焊锡的焊锡外观检查基准。
第 2 页,共 27 页编号项目等级5.01 焊锡不良编号项目等级2)在印刷基板的板厚以下,焊锡凹下的 场合为NG。
(实装面及回路面的两面)链 锡AA 回路之间由于焊锡或者引线产生 短路的情况下为NG,另外设计上 回路接续较为清楚的场合下是OK.23松动略 图品质判定基准1未焊锡A应该焊锡的位置未上锡的场合下为NG.另外,一部分未焊上锡的场合下属于 [锡少]的NG.未融着焊锡引线,只附着回路的场 合或未融着焊锡回路,只附着引线 的场合为NG.A从焊锡面不能确认引线的轮廓时为NG。
1)引线或焊盘的底部露出来时为 NG。
略 图AA品质判定基准2)锡未将引线充分的覆盖,引线有1/2 以上露出,未露出末端的场合为NG。
3)回路孔径的轮廓能看到的场合为NG。
1)引线或焊盘的底部露出的场合为NG。
4锡少(1)单面坐的弯曲实装(2)通孔坐的弯曲实装a)带引脚的部品第 3 页,共 27 页5.01 焊锡不良编号项目等级A锡过多(1)单面坐的弯曲实装(2)通孔坐的弯曲实装45A锡少(3) 通孔坐的直线实装(4)通孔坐的直线实装略 图品质判定基准1)在插入引线的焊盘上伞状的形成必须要是焊盘圆周的2/3以上.如果未形成圆周的1/3以上为NG.但是引脚前端面的底部露出的是OK的.引线未插入的不包括在内.2)因引线的氧化等未形成伞状的场合下称为NG。
焊锡检验标准
图例
判定标准
焊锡面焊点检查
焊錫面焊點翹皮
拒收
線路銅箔與基板間分層或裂開.(此點包括焊錫面及零件面)
拒收
線路銅箔與基板間裂開
拒收
線路銅箔與基板間分層
PCB板面清潔
助焊劑
允收
焊點光亮清潔,無其它異物、雜質.
拒收
焊點周邊有黑褐色殘留物質.
PCB板(零件面或焊錫面)有黑褐色助焊劑殘留物質.
项目
图例
判定标准
允收
零件面吃錫高度在零件彎腳下沿處.
零件面吃錫連貫,圓滑.
零件腳與焊錫3/4以上融合.
允收極限
零件面吃錫較少,但焊錫已填允至鉚接圓形插件孔彎曲處下沿,並與之持平.
拒收
鉚接圓形插件孔吃錫不足.
焊錫面焊點檢驗
直腳零件腳長及焊點高度
允收
焊點內凹且光亮,清潔,零件腳長度從焊錫板面算起未超過2.5mm(除非另有規定).
1-3 PCB板面清潔-----------------------------------------------------------------------------13
1-4線材插件及吃錫------------------------------------------------------------------------------16
目錄
1.零件焊錫檢驗------------------------------------------------------------------------------1
1-1零件面焊點吃錫檢驗---------------------------------------------------------------------2
锡须检测与判定标准.

目 錄
錫須的定義及危害 錫須的形成機理 錫須的預防措施 錫須測試的方法 錫須測試的標准 案例分析 錫須測試的儀器_SEM簡單介紹
錫須定義及危害
定義:锡须是从元器件和接头的锡镀层表面生长出来的一種
細長形狀的錫單晶,直徑0.3-10um(典型1-3um),長度 在1-1000um不等,錫須有不同的形狀,如針狀,小丘狀 ,柱狀,花狀,發散狀等,見圖1
生长机理
Cu6Sn5擠壓純錫晶格疆 界,純錫的晶界出現錫 須 FIB cross-sections of whiskers
錫須預防措施
預防措施
不要使用亮錫,最好使用霧錫 霧錫與亮錫的比較:
a.有機物或碳含量較亮錫少的多(亮錫約為霧錫的X20-100) b. 微晶顆粒較大1-5um(亮錫0.5-0.8um),大晶粒(>2um)鍍層有利 於降低晶須的生長.因為大晶粒較小晶粒間隙少,為Cu擴散提 供較少的邊界,大晶粒具有零值壓應力或較低壓應力 使用較厚的霧錫鍍層(8-10um),以抑制應力的釋放 電鍍後24小時內退火(150℃/2hrs或170℃/1hrs ),以減少錫層的應力 電鍍後24小時內回流焊接,作用同退火 用Ni或Ag做阻擋層(1.3-2um),防止Cu擴散形成Cu6Sn5的IMC
三種老化測試
分類 D TCT 測試標準 S -55°C to + 85°C -35°C to + 125°C 1000 cycles Ramp rate 20C/min, 1000 cycles Ramp rate 10 min 20C/min, 10 min 60°C/95% 1000 hours (IC Type: 4000 hours - FFC/FPC: 2000 hours) 85°C/85% 1000 hours (IC Type: 4000 hours - FFC/FPC: 2000 hours)
锡焊技艺准则与检验标准细则

锡焊技艺准则与检验标准细则编号: MPI-JY-001版本: 2.3操作及板面要求页次: 1 / 11. 操作要求:1.1 焊接过程不能对局部加热时间过长以至造成元件焊端脱离元件体或焊盘翘起等对元件或焊盘造成的过热冲击;1.2 焊接过程不能过于用力以至造成元件引线(脚)变形甚至断裂、焊盘变形或断裂;1.3 焊接操作时必须避免产生多余的锡珠或焊渣,如有应清除干净。
1.4 焊接操作应做好防静电。
1.5 焊接过程产生的含锡、铅废气必须通过管道统一排放到大气中,避免吸入人体而损害健康;1.6 焊接后产生的锡渣统一收集,制造一部办公室每月上门收集,以便统一回收到厂家进行加工利用;2. 板面要求:2.1 焊接完成后的板面清洁度(离子量)必须达到美国军标(MIL)的要求;2.2 板面要求保持干净,无粘手或油腻感;2.3 无助焊剂的残留物,无较明显的手指印或其他污痕。
2.4 无局部过热引起的板面焦、黑迹象。
3. 说明:引用标准:主要参照IPC610-D和相关IT大客户spec,以及导入RoHS以来的大量试产和测试、产线及市场不良的分析。
4. 检测方法:(1)目视检验:简便直观,是评定焊点外观质量的主要方法。
(2)当出现疑问点需要分析检测时,可根据组装板的组装密度,在2~5倍放大镜或3~20倍显微镜下抽检(并借助照明)。
焊盘宽度或焊盘直径用于分析检测放大倍数用于仲裁放大倍数>1.0mm 1.75X 4X0.5~1.0mm 4X 10X0.25mm~0.5mm 10X 20X<0.23mm 20X 40X一、表面贴装元件NO. 项目规格与方法参考图片判定1片式元件(含圆柱体)焊点高度(E)最佳焊点高度为焊锡高度加元件可焊端高度。
OK◆最大焊点高度可超出焊盘或爬伸至金属镀层可焊端顶部,但不可接触元件体。
◆最低应爬伸至元件可焊端1/4处,形成弯月形(E>G+1/4H)。
可接受◆焊锡接触元件体。
◆少锡:锡未爬至元件可焊端25%高度。
有机锡测试前处理要点及注意事项ppt课件
取5ml萃取液, 取1ml萃取液, 加5ml乙酸缓 加5ml乙酸缓
冲溶液
冲溶液
(pH5.4), (pH4.0),
再依次加
再依次加入
0.5ml2%NaB 2ml2%NaB
(Et4)和2ml (Et4)和2ml
正己烷,漩涡 正己烷,超声
混合30min 5min。
9
五、注意事项
5.1、衍生条件的选择 5.1.1 pH
4
三、主要测试标准
1、GB/T 20385-2006纺织品中有机锡化合物的测定
2、GB/T22932-2008皮革和毛皮化学试验有机锡化合物
的测定 3、ISO 17353:2004水质.选择的有机锡化合物的测定 4、SN/T 2592.5-2011气质联用测定电子电气产品中的 有机锡 5、EN71-3 某些元素的迁移
45000
40000
35000 30000 25000 20000 15000 10000
TPhT TBT MBT DBT DOT
5000
0 2.5 3.0 3.5 4.0 4.5 5.0 5.5
pH值
11
结论:由图1可见,缓冲溶液的pH值对有机锡 化合物的衍生有一定影响。在pH值4.0和4.5 时,均出现最大响应值,MBT、DBT、TBT 和DOT在pH值4.5时出现拐点,响应值开始 下降,TPhT则影响不大。
其主要用途有:用做催化剂、稳定剂、农用杀虫剂、杀菌剂及日常用品 的涂料和防霉剂等。
3
二、相关法令法规
对于有机锡化合物的限制,欧盟之前已经先后发布过1999/51/EC和2002/62/EC, 规定有机锡混合物用做游离缔合的涂料中的生物杀灭剂时,不能在市场上销售。 2009年6月,欧盟委员会决议2009/425/EC禁止使用二丁基锡、二辛基锡及三取代 有机锡化合物。2010年4月,此决议通过法规(EU)276/2010被并入REACH附件17。 此欧盟法规针对二丁基锡、二辛基锡及三取代有机锡化合物,因其在商业上广泛 用于塑料稳定剂、催化剂、工业杀菌剂、防污涂料、玻璃涂料和农药等用途。有 机锡化合物为环境污染物,尤其会损害水生环境和人类健康。因此,含有机锡化 合物的物品被施加以严格限制。
附加站焊锡检验规范课件

机械性能测试
焊锡应具有一定的强度 和韧性,无剥离、开裂
等现象。
化学成分分析
可靠性测试
焊锡的化学成分应符合 相关标准和产品要求,
无有害物质超标。
焊锡应能承受一定的温 度、湿度、振动等环境 因素,无过早失效现象。
CHAPTER
焊锡材料与工具
焊锡材料
焊锡丝
助焊剂
选择无铅焊锡丝,以保证环保和人体 健康。
附加站焊锡检验规范 课件
• 附加站焊锡检验规范概述 • 焊锡材料与工具 • 焊锡检验流程 • 焊锡质量标准与缺陷分析 • 焊锡检验员培训与资质要求 • 焊锡检验规范实施与改进
CHAPTER
附加站焊锡检验规范概述
定义与目的
定义 目的
适用范 围 01 02
检验标 准
外观检查
焊锡应光滑、致密,无 气泡、空洞、裂缝等缺陷。
选择活性适中的助焊剂,以增强焊接 效果。
焊锡膏
使用低松香型焊锡膏,以提高焊接质 量。
焊锡工具
电烙铁
焊台 焊嘴
焊锡材料与工具的选用原则
CHAPTER
焊锡检验流程
焊前检验
检验工具 检验环境 检验焊锡机参数设置
焊中检验
01
检验焊接过程
02 检验焊接质量
03 检验焊接操作
焊后检验
检验外观
检验电气性能
检验机械性能
CHAPTER
焊锡质量标准与缺陷分析
焊锡质量标准
焊点表面光滑、无毛刺、无气泡
01
焊点饱满、无空洞
02
焊点颜色均匀、无氧化
03
焊锡缺陷分析
毛刺
毛刺是由于焊锡流动不均匀或温 度过高引起的,可能影响导电性
锡线、锡条承认检验规格书
Sheet 3/8Title:Soldering wire、Soldering barspecification and inspection standard图1 共晶无铅焊料熔化温度测量的温度----热效应曲线图5.3、锡线可焊性测试:将烙铁温度设置为380±5℃,用烙铁加适量焊锡在PCB裸板的焊点上焊接,焊接时间3~6秒。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.4、锡条可焊性测试:将锡条熔在锡炉内,并保持炉温260±5℃,将刷过助焊剂的PCB放在锡炉上焊接3~5S。
焊点表面光洁,结晶细密,无针孔、麻点、焊料瘤,吃锡完整等,不能有焊料脱开或焊盘翘起造成虚焊、漏焊现象。
5.5、锡线拉伸强度测试:在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.6、锡条拉伸强度测试:将无铅焊料加工成哑铃状测试样件。
在试样件两端处做标记,并将其用合适的夹具固定在万能电子实验机上。
以20mm/分钟的速度拉伸,记录试样件断裂时的拉力,计算出拉伸强度。
判定要求可参考承认书或工程图面。
5.7、冷热冲击:温度:置于-55℃± 3℃,30分钟,再转换至标准大气条件10~15分钟,再转换到85℃± 2℃,30分钟,再转换至标准大气条件10~15分钟,转换时间:最久5分钟,暴露次数:5次.物品应置于标准大气条件中1~2小时后再进行测量动作,判断标准:外观无不良。
5.8、恒温恒湿:温度40±2℃,湿度80% - 100%,测试96H,测试后置于室温下1~2小时后测试其它项目,判断标准:外观无不良。
5.9、振动测试:将试验样品固定在振动台上做振动测试,振动条件:1.频率: 一分钟内变换10Hz – 55Hz – 10Hz)Sheet 5/8Title:Soldering wire、Soldering barspecification and inspection standardP=F/S--------------------------(1)a=(L1-L)/L×100--------------(2)其中:P-抗拉强度N/mm2F-试样件断裂时的拉力NS-试样件基准处的横截面积mm2a-延伸率%L1-试样件断裂时两段标记之间的距离mmL-试验前试样件两端标记之间的距离mm一组(3个)试样件抗拉强度和延伸率的算术平均值即为该无铅焊料的抗拉强度和延伸率。
焊锡丝、焊锡条检验标准作业指导书

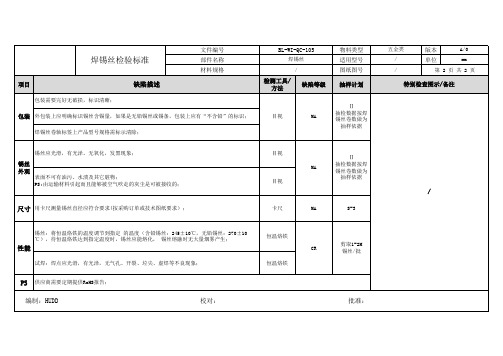
批准焊锡丝、焊锡条检验标准文件编号审核2修改状态审核1编制制(修)订日期检验项目检验要求检验工具不良等级抽样方式判定包装1、包装无破损。
2、外包装标识清晰、整洁、无错误。
3、包装箱上标识型号、数量、生产日期(生产批号)标识。
目视 A 每包Ac=0Re=1规格型号实物上标识、包装标签上的规格型号与ERP单上的规格型号一致。
目视 A 每卷Ac=0Re=1外观表面光滑、清洁,不应有裂纹、杂质等。
目视 A 每卷Ac=0 Re=1尺寸及允许偏差直径 mm 允许偏差 mm0.50.81.01.2±0.03±0.05±0.10±0.10需要按照不同品牌、厂家的实际情况进行检查。
游标卡尺 A N=10cmAc=0Re=1成分1、含铅焊锡:Sn63Pb37、Sn60Pb40;2、无铅焊锡:Sn99.3Cu0.7出厂检验报告材质报告委外测试A出厂检验报告/批次材质报告、委外测试/季度Ac=0Re=1助焊剂含量焊锡丝:1.8%~2.5%。
材质报告 A外标识材质报告/季度Ac=0Re=1重量实际重量不低于所标重量的99.5%。
电子秤 A 2卷/包Ac=0 Re=1实际使用情况1、焊锡丝:用电烙铁、不少于60cm的焊锡丝,以10cm长度截成6段,实际焊接,查看焊点效果良好,焊接过程中无焊锡飞溅、不易熔锡等现象,并且每段情况一致。
电烙铁 A不少于60cm的焊锡丝/2卷/包Ac=0Re=12、焊锡条:委托仪表事业部实际使用,溶解、焊接过程中焊点良好,无多余杂质等。
委托检验 A 实际使用无焊接不良现象。
PCB.A焊锡作业标准及通用检验标准

PCB.A焊锡作业标准及通用检验标准【培训教材】部门: 工艺工程部编制: 代建平※烙铁工作原理※烙铁的分类及适用范围※烙铁使用前的准备※烙铁的使用与操作※一般无铅组件焊接参考温度及时间※烙铁的使用注意事项及保养要求※焊点的焊接标准及焊点的判别※焊点不良的原因分析※焊接的操作顺序审查﹕核准﹕版本﹕ABDEFA. 滑动盖 D 未端B. 滑动柱 E 感应器C. 未端 F 测量点C1. 目的:为使作业者正确使用电烙铁进行手工焊接作业,使电烙铁得到有效的利用,特制定本教材。
2. 范围:升邦钟表制品厂所有使用电烙铁,烙铁架的人员。
3. 定义:恒温烙铁:是一种能在一定温度范围自由调节烙铁发热温度,并稳定在较小温度范围内的手工焊接工具,一般在100℃-400℃可调,温度稳定性达±5℃或更好状况。
4.工作原理:通过能量转换使锡合金熔化后适量转移到工件预焊位置,使其凝固,达到人们预期的目的。
5.内容:5.1电烙铁的分类及适用范围:5.1.1:一般情况下,烙铁按功率分,可分为30W 烙铁、40W 烙铁、60W 烙铁、恒温烙铁等几种类型,按加热方式分可分为内热式、外热式。
30W 烙铁温度能控制在250℃-300℃之间;40W 烙铁温度能控制在280℃-360℃之间; 60W 烙铁温度能控制在350℃-480℃之间;恒温烙铁具有良好的温度稳定性能,因其温度能在100℃-400℃之间可调和稳定,因此可适用各种焊接环境,因内热式具有发热稳定,不易损坏等优点,所以目前大多数使用内热式烙铁。
5.1.2:烙铁嘴一般是采用紫铜或类似合金的材料制成, 其特点是传热快, 易与锡合金物亲合,烙铁头根据焊接物的大小形状要求不同的形状, 通常有圆锥、斜圆、扁平、一字形…,通常电烙铁配置相同功率的烙铁嘴,因圆锥型烙铁嘴适用各种焊接环境,尤其在组件脚较密,普通电子组件、焊盘焊接位置较紧凑的位置,焊接对温度敏感组件或其它易烫坏组件和焊盘的环境下使用,具有其不可替代的优越性,如封装IC 脚焊接,普通电容、电阻、二极管排线、石英的焊接等,所以在工厂里运用较多。
焊锡丝检验标准
MA
S-3
五金类 / /
版本
A/0
单位
mm
第2页共2页
特别检查图示/备注
/
锡丝:将恒温烙铁的温度调节到指定 的温度(含铅锡丝:245±10℃,无铅锡丝:270±10 ℃),待恒温烙铁达到指定温度时,锡丝应能熔化, 锡丝熔融时无大量烟雾产生;
恒温烙铁
性能
CR
剪取1-2M 锡丝/批
试焊:焊点应光滑,有光泽,无气孔、开裂、垃尖、虚焊等不良现象;
恒温烙铁
PS 供应商需要定期提供RoHS报告; 编制:HUDD邹良油
校对:
批准:高永平
目视
Ⅱ
MA
抽检数据按焊 锡丝卷数做为
抽样依据
锡丝应光滑,有光泽。无氧化,发黑现象;
锡丝 外观
表面不可有油污、水渍及其它脏物; PS:由运输材料引起而且能够被空气吹走的灰尘是可被接收的;
目视 目视
Ⅱ
MABiblioteka 抽检数据按焊 锡丝卷数做为
抽样依据
尺寸 用卡尺测量锡丝直径应符合要求(按采购订单或技术图纸要求);
卡尺
焊锡丝检验标准
文件编号 部件名称 材料规格
项目
缺陷描述
包装需要完好无破损,标识清晰;
包装 外包装上应明确标识锡丝含锡量,如果是无铅锡丝或锡条,包装上应有“不含铅”的标识;
焊锡丝卷轴标签上产品型号规格需标示清除;
BL-WI-QC-105 焊锡丝
/
检测工具/ 方法
缺陷等级
物料类型 适用型号 图纸图号
抽样计划
焊锡标准

偏位: A.竖偏:电极不超出铜箔 B 的判定为OK. B.横偏:偏移量超过部品 三分之一的判定NG.
A
A
部品底面离基板超 过0.3mm,判定NG
部品电极与焊盘之间没有
A A≤0.3mm
部品白色面朝上判定NG 元件立起判定NG
浮起(贴片型):部品底面 离铜箔没有超过0.3mm的 判定OK,反之则判NG;
浸润不足:浸脚或铜箔的 浸锡不足,依成形角度判
断,小于90°的判定OK, 反之判定NG;
良品
不良品
停在中间NG
A
超出脚位和 铜箔的判定NG
B
铜箔翘起的 判定NG
锡点表面针孔或裂痕:
良品
不良品 孔底浅而易见为OK;孔为
隧道状,深不可见为NG;
※ 要注意和引脚及铜箔
边界不明显的裂痕;
贯孔上锡不良: 贯孔的70%以上有上锡 或者从贯孔上面能确认到 焊锡的判定OK,反之判定 NG;
间距不足铜箔间 距的1/3,判定NG
线芯外散判定NG
W
贴片间隔:贴片间隔在锡
点间距1/3以上的判定OK,
要求是W的 1/3以上
反之则判定NG;
线芯外散:线芯一部分散 出焊锡外
一部分线芯断
焊锡接入点离铜皮 高度超出1mm判定NG
1mm以上
线芯断裂 h超出1mm判定NG
线芯断: 断一部分,判定基准为: (线数) (切断许可数) 9根以下…………0 10根以上………1根以下, 超过许可率判定为NG
B>t判定NG
假焊:未接好,电极与铜箔 间隙 之间有空隙,未焊住,假
焊全部判定NG;
锡面高度低于端子 高度1/3,判定NG
有机锡测试标准有哪些?
有机锡测试标准有哪些?
什么是有机锡化合物?
有机锡化合物是一系列化学物质,包括三丁基锡(TBT),二丁基锡(DBT),三苯基锡(TPhT),单丁基锡(MBT)和二辛基锡(DOT)。
为什么要对产品进行有机锡测试?
欧盟关于化学品注册、评估和授权(REACH)的法规(EC)1907/2006附件XVII规定了禁止使用有机锡化合物的规定,该法规直接适用于所有欧盟成员国。
有机锡化合物不得用作涂料中的杀/菌剂。
此外,它们不得投放市场或用作防污物质:
所有用于海洋、沿海、河口和内陆水道和湖泊的船只;
网箱、浮标、网和任何其他用于养鱼或贝类的器具或设备;
任何完全或部分淹没的装置或设备。
有机锡含量限定:
1.当有机锡混合物用作游离缔合的涂料中的生物杀灭剂时,不可在市场上进行销售。
2.在三取代有机锡化合物中要求锡含量不超过0.1wt%。
3.向公众供应的混合物或物品时,要求二丁基化合物中的锡含量不超过0.1wt%。
有机锡的危害:
对人的毒性,局部对皮肤、呼吸道、角膜的刺激作用,通过皮肤或脑水肿会引起全身中毒,甚至死亡。
有机锡含量测定相关标准:
GB 5009.215-2016 食品安全国家标准食品中有机锡含量的测定GB/T 33426-2016 胶鞋有机锡化合物含量试验方法
GB/T 35492-2017 胶乳制品中有机锡含量的测定气相色谱-质谱法
GB/T 34706-2017 涂料中有机锡含量的测定气质联用法
GB/T 5009.215-2008 食品中有机锡含量的测定
KS K 0737-2019 纺织品中某些有机锡化合物含量的测定。
锡点检查标准
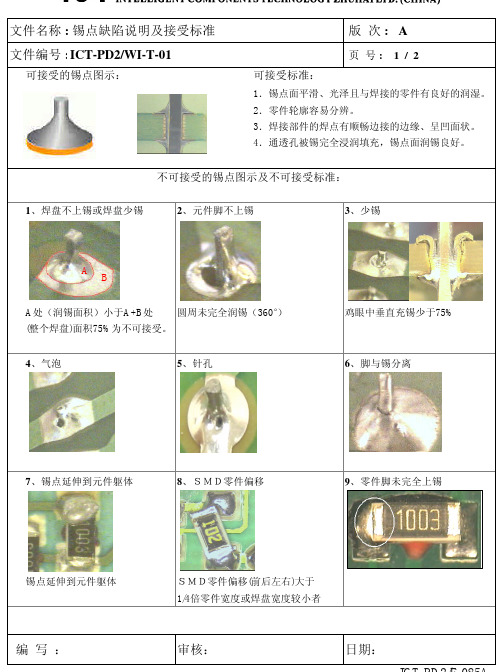
、焊盘不上锡或焊盘少锡2、元件脚不上锡A 处(润锡面积)小于圆周未完全润锡(360°鸡眼中垂直充锡少于75%(整个焊盘)面积75%为不可接受。
6、脚与锡分离
7、锡点延伸到元件躯体8、SMD零件偏移锡点延伸到元件躯体SMD零件偏移(前后左右1/4倍零件宽度或焊盘宽度较小者
不可接受的锡点图示及不可接受标准:
A B
10、焊盘不上锡或焊盘少锡
11
、锡尖12
、锡桥
离板上铜线或焊盘在
0.13mm
内有锡尖违反了高度、电气空间要求,焊锡相邻不相通的线路架搭一起锡渣;锡渣的直径大于0.13mm ;详细参考ICT品质计划、
3.6mm 2内有超过5个锡珠/锡渣
13、无脚影14、脚短15、脚长零件脚不可见,脚可见,脚长小于0.7mm 或0.8mm
零件脚长大于1.8mm 或2.0mm 或1.0mm ,详细参考ICT 品质计划、
或2.2mm 或2.5mm ,详细参考具体相应工作指引。
作业指导书
16、裂锡17、鸡眼边少锡
不可接受的锡点图示及不可接受标准:
版 次 : A 页 号 : 2 / 2
文件名称 : 锡点缺陷说明及接受标准
文件编号 : ICT-PD2/WI-T-01。
焊锡条、焊锡丝检验指导以及相关知识
广东步步高电子工业有限公司电脑电玩厂BBK ELECTRONICS CORP., LTD助焊剂的特性1、化学活性(Chemical Activity)要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中会生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
表面贴装部品焊锡检查标准12.1
示意图
(元件高度为H,爬锡高度为h)
H
元件侧面
1/5H
h>1/5H
焊锡量爬锡高度h>1/5H
h 焊锡
OK
3、多锡
含义:被实装的部品的电极及焊盘上的锡比规定的量多, 对部品电阻和信赖性导致严重影响时的状态。
良品 不良品
如图所示:
SPEC: Solder的量不能超过
部品电极
左下图所示高度不符合 Samsung标准,因此判 定为 “不合格”
“重缺陷”
10、偏移
含义:焊接完部品的位置以LAND为基准不在规定的范围 之内,X轴Y轴角度不正超出规定的范围的状态。
如图所示:
SPEC:
部品的偏移不能超出
良品
电极的1/3以上。
左下图所示高度不符合
Samsung标准,因此判
定为 “不合格”
“轻缺陷”
不良品
10-1.三星偏移幅度标准(一)
(元件高度为H,鹿角高度为h)
H
元件侧面
焊锡
焊锡
以元件的上表面为参照物,鹿角的高度小于
OK
9、锡球
含义:REFLOW焊接完的PCB表面形成焊锡球的状态。
良品 不良品
如图所示: SPEC: -140µm以上:没有 -75µm~140µm:5个以下 -75µm以下:管理参照
左下图所示不符合 Samsung标准,因此判 定为 “不合格”
“轻缺陷”
3-1.三星爬锡高度标准
示意图
(元件高度为H,爬锡高度为h)
0.5mm
H
元件侧面
h<H+0.5mm
焊锡
以元件的上表面为参照物,锡的高度小于
OK
焊锡丝来料检验规范
目测
★
线径 1、线径是否符合规范要求。
目测
★
重量 1、其重量是否符合要求。
目测
★
1、焊接性是否良好;
恒温烙铁
★
焊接性 2、焊接过点是否光亮。 检验步骤及内容
恒温烙铁
★
备注/ 抽样水平 特殊 S-1
特殊 S-1
特殊 S-1 特殊 S-1 特殊 S-1
1、对单:根据货仓开出的IQC 进料检验单,核实相应型号和数量,再查找相应产品规格标准书。
2、抽样:根据检验项目,取待检物料,准备检验工具/仪器,参照规格书进行随机抽样检验。 3、判定/标识:将不良品标识清楚并及时隔离,以物料检验报告单的形式交由上级处理。
将 PASS 好的物料做好标识放入指定区域,并做好相关记录。
注意事项 1、严格按规格进行检测。 2、检测时,测量数据必须在规格标准的误差范围内。
图示
部品名称
蜂鸣器
适用范围
所有蜂鸣器
抽样方案 GB/T 2828.1-2012 正常检查一次抽样方案,一般检查水平Ⅱ进行(除特殊指定外);
第 26 页 共 27 页
检验要求 不合格品缺陷分类 及工具 CR Ma Mi
包装/标 1、检查包装,应无破损、变形、淋湿、散乱等现象;
目测
★
识
2、实物应与标识内容相符;
目测
★
1、型号是否正确;
目测
★
2、锡丝不能松散;
目测
★
外观 3、上产日期与检验日期相距一个月内。
目测
★
4、锡丝表面是否光亮、有无斑点、杂质等
目测
★
5、有无环保标识(GREEN PRODUCT、RoSH、无铅等)
文件名称
锡膏检验标准

日本錫膏工業標準一日本工業標準JIS錫膏Z3284-19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上.註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
2.等級A之錫膏是用在一般普通的電路、電氣設備中。