汽车设计-前机舱密封性设计规范模板
汽车设计-汽车铝合金前后盖设计规范模板
XX公司企业规范编号xxxx-xxxx汽车设计-汽车铝合金前后盖设计规范模板XXXX发布汽车铝合金前后盖设计规范1.概述1.1规范的主要目的通过本次铝合金前后盖规范的整理和总结,梳理出铝合金前后盖共性的结构设计及规范要求,引导车身铝合金前后盖结构设计,满足产品质量要求。
降低设计过程中失误,达到提升产品品质目的,本规范主要以前盖为主,后盖适用。
1.2规范的主要内容该规范主要针对公司新车型、轻量化项目的铝合金前后盖的开发过程中的知识积累概括,为今后开发车型提供指设计引导,通过规范铝合金前后盖结构设计注意事项、设计一般性流程、工艺要求等,系统地检查铝合金前后盖在设计阶段可能存在的问题,及早发现,及早整改。
2.铝合金前后盖性能与结构介绍2.1铝合金前后盖的主要性能2.1.1性能前后盖材料为铝合金,密度低,结构重量可减轻50%以上,强度比较高,接近或超过优质钢,塑性好,具有优良的导电性、导热性和抗蚀性,汽车行业中也广泛使用,使用量仅次于钢。
一些铝合金可以采用热处理获得良好的机械性能、物理性能和抗腐蚀性能。
2.2 铝合金前后盖结构形式结构特征与钢板材质的前后盖没有较大区别,但由于铝合金材料的特殊性,一些特殊结构及特征的处理方式与钢板材质的前后盖不同。
3.铝合金前后盖系统设计规范3.1铝合金前后盖的材料及一般结构特征3.1.1材料选择铝合金前后盖现主要由材料供应商提供板材,各主机厂自行冲压焊接,材质定义,一般按下表内材质区间确定,具体可根据不同车型、工艺要求,进行相关的修正。
3.1.2铝合金材料的一些基本特征要求a、自然时效硬化特性铝合金冲压成型后经过一段时间会开始硬化,强度提高,满足前后盖的刚度要求。
要在规定的时间范围内将板材使用掉,通常周期在6个月,超过这个时间铝合金表面就会形成氧化铝无法进行后续加工。
b、铝板的成形加工特性相对钢板,铝合金的局部伸长率要低、变形能力较差、均一伸长率与钢板相同,建议设计阶段冲压工艺介入,分析修正数据。
汽车设计-汽车发动机盖性能校核规范模板
汽车设计-发动机盖(罩)性能校核规范模板发动机盖(罩)性能校核规范1范围本规范定义了发动机盖性能设计校核工作的内容及要求。
本规范适用于公司轿车、SUV等新车型开发的发动机盖性能设计校核工作。
2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用于本规范。
2003/102/EC 欧洲行人碰撞保护技术指令3对于产品设计的校核要求3.1 结构性能3.1.1 模态频率图1 发动机盖一阶模态图2 发动机盖二阶模态边界条件——自由,无约束。
试验样件要求——具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
目标一阶自由模态≥20Hz。
3.1.2 扭转刚度图3 扭转刚度约束条件图4 扭转刚度分析结果试验样件要求——具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
目标>120 N.m/°3.1.3 横向刚度图5 横向刚度约束条件图6 横向刚度分析结果试验样件要求——具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
目标≥150 N/mm。
3.1.4 铰链安装点刚度图7 铰链安装点刚度约束条件图8 铰链安装点刚度分析结果试验样件要求——具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
目标>1000 N/mm3.1.5 锁钩安装点刚度图9 锁钩安装点刚度约束条件图10 锁钩安装点刚度分析结果试验样件要求——具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
白车身前舱设计规范

XXXX有限公司白车身前舱设计规范编制:校对:审核:批准:2017- - 发布 2017- - 实施 XXXX有限公司发布前言编制本规范的目的是规范白车身前舱设计流程,清楚设计要点,规避设计风险,为后续新车型的前舱设计做参考。
1 范围1.1 本规范适用XXXX有限公司研究院各项目组。
1.2 本规范适用于XXXX有限公司(以下简称XXXX)。
2 规范性引用文件无3 术语和定义无4 设计规范4.1 与前保险杠总成的安装配合要求:(1)直接安装在前舱边梁上,两侧和翼子板用卡扣或自功螺钉连接。
(2)通过水箱下横梁进行与前舱的连接,两侧直接用塑料件进行倒钩安装,有些前保在水箱下横梁中部加安装点。
(3)在安装时要考虑安装的方便性。
(4)要考虑前雾灯的空间布置。
(5)为保证前格栅通风量在左右加挡风板,挡风板一般安装在散热器上下横梁上,上横梁加密封条,下横梁加挡泥板,以保证风能大量的吹到散热器上,以满足空调的需求。
(6)前防撞梁或前边梁上要预留前拖钩安装点,国内一般采用的是直接做拖钩板或是加拖钩杆,国外在这基础上增加前拖钩总成如T形。
(7)前舱下部增加底盘装甲,便于在行驶中抗击石子的撞击。
4.2与前舱盖总成的安装配合要求:(1)前舱撑杆主要分气顶杆与手动撑杆两种,不管那种撑杆都要求翼子板安装横梁与机盖内板保持一定的间隙最好是≥35mm,如用手动撑杆还要考虑在机盖关闭时撑杆另一头的安装固定和撑杆本体的空间要求。
(2)在设计缓冲块安装面时左右要用平移方式不能对称(因缓冲块左右通用)。
(3)前舱前部与前舱盖总成的密封条有两种安装方式, 一种是安装在水箱上横梁上,一种是安装在前舱盖内板上,水箱上横梁的安装面要与前舱盖内板间隙是11mm左右(具体要根据密封条的断面来进行设计)。
(4)前舱盖总成后部通过左右铰链总成与前舱进行连接。
如下图所示:(5)机盖锁安装在水箱上横梁,在关闭状态下机盖锁的安装板与前围上横梁要保持一定的间隙,前舱中还要留有机盖锁拉线的安装孔。
汽车的密封性设计

[1】王志亮 ,刘波 ,桑建兵,等 .汽车风噪声产生机理研究 [J].拖拉
试 验 方 法 :
机与农用运输车 ,2008(6):35—37,40.
1)将试验车辆停放在淋雨场地 内的指定位置,保证 车辆 [22J李 彤 ,王 绍 锐 ,麦 瑞 礼 .海 南 汽 车 试 验 研 究 所 QC /T 646.1— 2o00,
15
汽车实用技术
2016年第 3期
图 l9为超 声 波 检 测 仪 、 图 20为 江 淮 某 款 车 型 前 期 设 计
阶段检测的问题点 ,超声波检测得出:
3、 结束 语
1)前 门劈水条处、与翼子板搭接 处、与加油 口盖搭接处、
影响整车 密封 性的部位 和环节很 多,在前期设计阶段就
更 正 声 明
《汽车 实用 技术 》2016年第 2期文章 《汽车机械式变速器变速传动机构可靠性优化设计》作者尤建祥 ,作者简介 原为: 就读 于盘锦职 业技术学院 ,现 改为就职 于盘锦职 业技 术学院。
特 此 声 明
《汽 车 实 用 技 术 》 编 辑 部
布 置 合 理 性 ,仪 作 为 车 辆 密 封 性 检 测 的 辅 助 试 验 ,不 做 详 细 [6】付 年 .整 车 静 态 气 密 性 试 验 的 分 析 及 应 用 【J】l企 业 科 技 与 发 展 :上
说明。粉尘试验 目前各整车厂未做要求检测 ,其中密封性试
半 月 ,201l(10): 12—14.
高整 车产 品 的质 量 。
进行淋雨检测的车辆状况较好,车 门及密封胶 条等安装
调整到完好状态 。试验车辆应处在 良好的技术状态 ,密封完 参 考 文 献
整 ,试 验 在 空 载 条 件 下 进 行 ;为 了方 便 观 察 试 验 时 应 将 内护
汽车的密封性设计
汽车的密封性设计迟玉华;杨大芝;李晓峰【摘要】Vehicle body sealing is an important evaluation indicator for automobile, it Influence the vehicle air conditioning and harshness (NVH) performance.Many procedures and factors can affect automobile sealing performance, and we have many difficulties to solve them. In this paper, we comprehensively analysis the design elements of sealing structure, we put forward a series of testing methods、evaluation methods、rectification measures and suggestions combing with the instance.%车身密封性是汽车的重要评价指标,影响整车空调、NVH等性能。
影响汽车密封性能的环节和因素很多,解决的难度也大。
文章综合分析了整车密封性结构设计要素,并结合实例,提出了一系列检测方法、评价方法、整改措施及建议。
【期刊名称】《汽车实用技术》【年(卷),期】2016(000)003【总页数】5页(P11-15)【关键词】车身密封性;淋雨试验;漏风;漏气倍数;旁路密封【作者】迟玉华;杨大芝;李晓峰【作者单位】安徽江淮汽车股份有限公司,安徽合肥 230022;安徽江淮汽车股份有限公司,安徽合肥 230022;安徽江淮汽车股份有限公司,安徽合肥 230022【正文语种】中文【中图分类】U467.110.16638/ki.1671-7988.2016.03.004CLC NO.: U467.1 Document Code: A Article ID: 1671-7988(2016)03-11-05整车的密封性与整车的性能密切相关,影响着空调制冷、采暖、整车噪声、防尘、防雨等性能,车身的密封性是衡量汽车质量的重要指标之一。
汽车通用密封工艺规范完整
汽车通用密封工艺规范一、技术要求1密封条应按经规定程序批准的图样及技术文件制造,并应符合本标准的规定。
2密封条工作温度为-40 ℃~80 ℃。
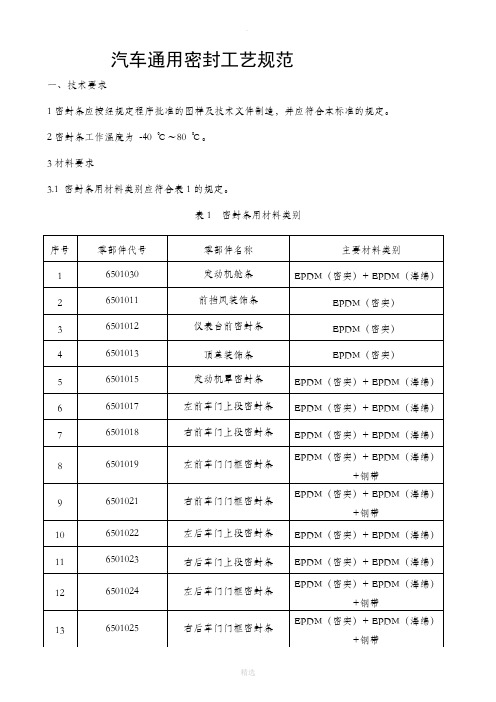
3材料要求3.1 密封条用材料类别应符合表1的规定。
表1 密封条用材料类别4、橡胶密封条胶料性能按此标准执5、外观质量按照以下要求执行密实胶密封条外观质量海绵胶密封条外观质量6、未注公差尺寸的极限偏差6.1密实胶密封条尺寸公差6.1.1密实胶密封条截面尺寸公差密实胶密封条截面尺寸公差按此表进行,其中装配尺寸公差按E2级,非装配尺寸公差按E3级规定;密实胶密封条截面尺寸公差(单位:mm)6.1.2密实胶密封条长度尺寸公差实心橡胶密封条长度尺寸公差按此表进行,其中接角、接头产品按L1级。
密实胶密封条长度公差(单位:mm)6.2海绵橡胶密封条尺寸公差6.2.1海绵橡胶密封条截面尺寸公差,安装尺寸按G1执行,非安装尺寸依照G3执行。
海绵橡胶截面尺寸公差(单位:mm)6.2.2海绵橡胶密封条的长度公差,依照G2执行。
海绵橡胶制品长度公差(单位:mm)6.2.3海绵橡胶接角的长度公差。
海绵橡胶接角部分长度公差(单位:mm)6.3海绵类密封条的尼龙扣钉孔距偏差按±1.5mm,排气孔距偏差按±10mm。
6.4密封条冲孔、冲槽、端头冲切尺寸偏差按GB/T 3672.1表7中EC2级的规定。
7、成品性能要求7.1橡胶密封条成品性能橡胶密封条成品性能8. 供方提供的产品需要满足法律、法规要求。
a) 禁限用有害物质:标准符合Q/CC JT098-2008《汽车产品中有毒有害物质的限量要求》中关于铅、镉、汞、六价铬、PBB、PBDE的限值要求。
汽车产品中有毒有害物质的详细检测方法依照IEC 62321、DIN3314执行。
试验周期为:“不定期抽检”。
b)针对内饰非金属件气味散发性应符合Q/CC JT001-2009《汽车内饰材料气味散发性试验方法和限值》中4级要求。
密封性设计流程和规范和装配工艺文件

密封性设计流程和规范和装配工艺文件Sealing Design Process and Specifications and Assembly Process Documentation密封性设计流程和规范以及装配工艺文件In industries where tight seals are critical, such as automotive, aerospace, and manufacturing, the sealing design process plays a crucial role in ensuring product performance and safety. Seals are used to prevent leakage or infiltration of unwanted substances into systems or components. This article aims to explore the importance of a well-defined sealing design process, the need for specifications, and the significance of detailed assembly process documentation.在汽车、航空航天和制造业等对密封特性要求严格的行业中,密封设计流程在确保产品性能和安全方面起着关键作用。
密封件被用于防止系统或部件失泄漏或被不需要的物质渗入。
本文旨在探讨一个明确定义的密封性设计流程的重要性,规范的必要性以及详细的装配工艺文件的意义。
A well-defined sealing design process ensures that engineers follow a systematic approach to develop effective sealing solutions. The process typically involves several stages: requirement analysis, concept development, design verification, and validation. During requirement analysis, engineers identify specific seal requirements based on system characteristics and operating conditions.一个明确定义的密封设计流程确保了工程师遵循系统化方法来开发有效的密封解决方案。
汽车机舱罩盖设计规范

汽车机舱罩盖设计规范1. 引言汽车机舱罩盖是保护引擎和其他重要部件的重要结构。
其设计规范对于汽车的安全性、性能和外观都具有重要影响。
本文将介绍汽车机舱罩盖设计的一些规范,包括设计原则、材料选择、结构要求、制造工艺等方面内容。
2. 设计原则2.1 功能性汽车机舱罩盖的主要功能是保护引擎和其他机械部件,因此,设计时应确保对这些部件提供足够的保护,以防止外界噪音、灰尘、水和碰撞引起的损坏。
2.2 安全性机舱罩盖设计应满足车辆碰撞时的安全要求。
其设计应考虑到吸收碰撞能量、减少碰撞对驾驶员和乘客的损伤,并确保在碰撞后仍能保持机舱结构的完整性。
2.3 空气动力学性能机舱罩盖在行驶时会受到空气的冲击和阻力,因此设计需要考虑空气动力学性能,尽可能降低风阻,提高车辆的燃油经济性和性能。
2.4 外观设计机舱罩盖是汽车外观的重要组成部分,因此需要考虑其与整车外观的协调性和美观性,符合品牌形象和消费者的审美需求。
3. 材料选择3.1 钢材钢材是机舱罩盖常用的材料之一,具有高强度、耐腐蚀和可塑性好的特点。
常用的钢材有碳钢、镀锌钢板和不锈钢等。
不同材料的选择应根据具体应用和性能要求进行,如在高速行驶的运动车辆中,应选择强度高、重量轻的材料。
3.2 铝合金铝合金具有重量轻、抗腐蚀和良好的成形性能等优点,因此在一些高档汽车的机舱罩盖设计中常常采用铝合金材料。
然而,由于铝合金的刚性相对较差,需要通过加强结构的设计来满足机舱罩盖的强度和稳定性要求。
3.3 复合材料复合材料是一种新兴的汽车材料,其由两种或以上不同材料的组合构成。
常见的汽车复合材料有碳纤维复合材料和玻璃纤维复合材料等。
复合材料具有高强度、低密度和良好的耐腐蚀性能,但成本较高,制造工艺也更为复杂。
4. 结构要求4.1 强度要求机舱罩盖在车辆行驶中受到来自风、冲击和振动等多种力的作用,因此需要具备足够的强度来抵御这些力。
设计中应充分考虑材料的强度特性,通过适当的加强设计来增加机舱罩盖的整体刚性和稳定性。
密封设计规范方案
密封设计规范方案一、项目背景随着科技的发展,密封技术在各领域的应用越来越广泛,从航空、航天到家电、汽车,密封产品的质量和性能直接影响到产品的整体性能和寿命。
因此,制定一套完善的密封设计规范方案,对于提高产品质量、降低成本、缩短研发周期具有重要意义。
二、设计目标1.确保密封产品的可靠性和安全性。
2.提高密封产品的使用寿命。
3.降低密封产品的成本。
4.提高密封产品的兼容性和互换性。
三、设计原则1.遵循国家标准和行业规范,确保设计方案的合规性。
2.充分考虑密封产品的使用环境和条件,确保设计方案的科学性。
3.优化设计流程,提高设计方案的可操作性和实用性。
四、设计内容1.密封材料的选择密封材料是密封设计的关键,要根据产品的使用环境和要求,选择合适的密封材料。
如耐高温、耐腐蚀、耐磨等特性,同时要考虑材料的成本和供应情况。
2.密封结构的优化密封结构设计要充分考虑产品的使用条件和安装方式,确保密封效果。
常见的密封结构有O型圈、垫片、迷宫密封等,要根据实际情况选择合适的密封结构。
3.密封参数的计算密封参数包括密封压力、密封间隙、密封接触面等,这些参数的计算直接影响到密封效果。
要根据产品的工作原理和性能要求,进行详细的计算和分析。
4.密封系统的集成密封系统不仅仅包括密封件,还包括密封辅助件、密封介质等。
要将这些组件合理集成,形成一个完整的密封系统,确保密封效果。
5.密封设计的验证密封设计完成后,要进行严格的验证,包括实验室测试和现场测试。
通过测试,验证密封设计的可靠性和安全性,发现问题及时改进。
五、设计方案实施1.制定详细的实施计划,明确任务分工和时间节点。
2.开展密封设计培训,提高设计人员的专业素质。
3.加强与供应商的沟通,确保密封材料的供应和质量。
4.建立密封设计数据库,方便设计人员查询和参考。
六、方案评估与改进1.定期对设计方案进行评估,收集使用反馈,分析问题原因。
2.根据评估结果,对设计方案进行优化和改进。
密封性设计流程和规范和装配工艺文件

密封性设计流程和规范和装配工艺文件下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、密封性设计流程和规范1. 确定密封要求:首先需要明确密封的目的和要求,确定所需要达到的密封性能指标,包括密封的压力、温度、介质等级别;2. 选择密封材料:根据密封要求选择适合的密封材料,考虑其耐磨、耐腐蚀、耐高温等性能;3. 设计密封结构:根据密封要求设计密封结构,包括密封面积、密封压力、密封方法等,确保密封部件可以完全密封;4. 进行密封性能分析:通过计算和模拟等方法对密封性能进行评估,确定密封结构的可靠性和合理性;5. 制定装配工艺:根据密封的特点和要求,制定相应的装配工艺文件,确保密封件能够正确安装到位;6. 进行密封性能测试:对设计好的密封结构进行密封性能测试,验证其密封性能是否符合要求;7. 不断改进和优化:根据测试结果和实际使用情况,进行不断改进和优化,以提高密封性能和使用寿命。
密封设计规范范文
密封设计规范范文密封设计规范是指根据设备工作环境和工作要求,对密封件进行设计和选配的一系列技术要求和规范。
密封件是防止流体或气体泄漏的重要组成部分,其性能直接影响设备的安全性、可靠性和效率。
以下是密封设计规范的一些重要内容。
1.密封材料选择:密封材料应与被密封介质相容,能够在预定工作温度范围内维持稳定性能。
常用的密封材料包括橡胶、金属、塑料等,根据具体工况选择材料,并对材料的物理和化学性能进行测试和验证。
2.密封结构设计:密封结构应能够满足密封效果和力学强度的要求。
常见的密封结构包括橡胶O形圈、螺纹密封、密封接合面等,根据设备的工作条件和要求选择合适的密封结构,并进行强度计算和仿真分析。
3.密封间隙设计:密封间隙是指密封件和被密封部件之间的间隙。
对于静密封,应确保密封间隙不过大,以确保密封效果;对于动密封,应考虑摩擦与密封效果的平衡,以及密封件的磨损和寿命问题。
4.表面处理和润滑:为减少摩擦和磨损,提高密封效果,密封件和被密封部件的表面需要进行适当的处理和润滑。
例如,可以采用镀铬、氮化等表面处理技术,并使用适合的润滑剂或涂层。
5.密封试验和质量控制:密封件设计完成后,应进行密封试验,测试其密封效果和可靠性。
常见的试验方法包括压缩气密性测试、压缩剪切测试等。
同时,对密封件的生产过程和质量控制进行严格管理,确保密封件的质量符合要求。
6.密封件更换和维护:密封件通常需要定期更换和维护,以确保设备的正常运行。
在设计密封件时,应考虑密封件的拆卸和更换便捷性,同时提供相应的使用说明和维护指导。
7.泄漏和安全防护:密封设计应注重预防泄漏问题,考虑泄漏对设备运行和人身安全的影响。
同时,应配备相应的安全防护装置,如泄漏报警装置、泄漏捕集器等,以降低事故发生的概率和减少损失。
8.环保与节能:密封设计应注重环保和节能要求,采用低摩擦、低能耗的密封材料和结构,减少能源的消耗和环境的污染。
综上所述,密封设计规范是保证设备密封性能和安全性的重要环节。
汽轮机的密封设计说明书
汽轮机的密封设计说明书一、引言随着工业化进程的不断发展,汽轮机作为一种重要的能源转换装置被广泛应用于发电、船舶推进等领域。
在汽轮机的运行过程中,密封系统的设计和运行状态对其性能和可靠性有着重要影响。
本说明书将从汽轮机密封设计的角度出发,介绍密封设计的原则、方法以及所涉及的关键技术,以期为工程师在实际项目中的密封设计提供参考和指导。
二、密封设计原则1. 密封性能为保证汽轮机高效稳定运行,密封设计应具备良好的密封性能。
主要包括静态密封和动态密封两个方面。
静态密封要求材料的选择和连接方式能够有效防止气体和液体的泄漏,而动态密封则要求密封件在运动过程中具备抗磨损、耐高温等特性。
2. 安全可靠性密封设计必须保证汽轮机的安全运行。
通过合理的材料选择、结构设计以及密封件的检测和维护等方式,确保密封系统在各种工况下都能够正常运行,避免泄漏和失效导致的事故。
3. 经济性在密封设计过程中,经济性也是需要考虑的重要因素。
通过合理的选择和配置密封件,降低成本,减少能源浪费,提高汽轮机的效率。
三、密封设计方法1. 材料选择密封材料的选择应根据工作介质的性质、温度、压力等条件进行合理搭配。
常见的密封材料有金属、橡胶、聚合物等。
对于高温高压场合,可选择高温合金和陶瓷等特殊材料。
2. 密封结构设计密封结构的设计应根据实际工况和功能需求进行合理布置。
常见的密封结构包括填料密封、机械密封、动密封等。
填料密封适用于低压、低速场合,机械密封适用于高速、高温场合,动密封则适用于旋转轴与固定部件之间的密封。
3. 密封性能测试与评估在密封设计完成后,对密封系统的性能进行测试以验证其设计效果。
常用的测试方法有压缩气密封试验、真空试验、磨损试验等。
通过对密封性能的评估,及时发现设计上的不足之处,进行调整和改进。
四、关键技术1. 温度控制技术汽轮机密封系统工作在高温环境下,对密封件材料和结构的热稳定性提出了更高的要求。
应采取降温措施,如利用冷却水或空气冷却密封结构。
密封性设计规范文件
密封性设计规范文件英文回答:Sealing design specifications are essential for ensuring the effectiveness and efficiency of sealing systems in various applications. These specifications outline the requirements and guidelines for designing seals that can prevent the leakage of fluids or gases.One important aspect of sealing design specifications is the selection of appropriate materials. The choice of materials depends on the specific application and the type of fluid or gas being sealed. For example, in automotive applications, rubber seals are commonly used due to their flexibility and resistance to various fluids. On the other hand, in high-pressure applications, metal seals may be preferred for their durability and ability to withstand extreme conditions.Another important consideration in sealing design isthe geometry and dimensions of the seal. The design should ensure proper compression and contact between the sealing surfaces to create an effective barrier against leakage.For instance, in piston seals, the geometry of the seal is crucial for maintaining a tight seal between the piston and cylinder walls, preventing the escape of gases.Furthermore, sealing design specifications may also include requirements for testing and validation. Thesetests ensure that the seals meet the specified performance criteria and can withstand the expected operating conditions. Examples of such tests include pressure testing, leak testing, and endurance testing. These tests helpidentify any potential weaknesses or design flaws in the sealing system.In addition to technical specifications, sealing design standards may also address factors such as ease of installation, maintenance, and cost-effectiveness. For example, a well-designed seal should be easy to install and replace, minimizing downtime and maintenance costs. It should also be cost-effective, considering factors such asmaterial costs, manufacturing processes, and expectedservice life.中文回答:密封性设计规范文件对于确保各种应用中密封系统的有效性和效率至关重要。
车身密封性设计规范

XXXXX车身密封性设计标准编制:校对:审核:批准:2021-01-15 实施2021-01-15 发布XXXXX发布前百本标准的主要目的在于提升汽车的乘坐舒适性以及提升车身防腐蚀性要求.1、范围本标准规定了货车车身密封性的设计要求.本标准适用于货车密封性设计.2、标准性引用文件以下文件对于本文件的应用是必不可少的.但凡注日期的引用文件,仅所注日期的版本适用于本文件.但凡不注日期的引用文件,其最新版本〔包括所有的修改单〕适用于本文件.QC/T 646.1汽车粉尘密封性试验粉尘洞法QC/T 476客车防雨密封性限值及试验方法3、概述车身的密封性能是衡量汽车质量的重要指标之一,它直接影响车辆的乘坐舒适性、NVH、防腐性能、空调的效率以及燃油经济性.此外,车身的密封性还能作为一个检测手段,用来衡量和限制车身的制造质量.良好的车身密封性能不仅需要合理的车身结构和密封设计,而且还需要良好的工艺保证及生产过程水平限制.焊装车间对焊接零件间隙的控制、密封胶工艺的正确使用,以及涂装车间PVC胶的涂抹工艺和总装车间的装配工艺都会对整车的密封性能产生巨大的影响.因此整车的密封性能还是衡量一辆汽车的制造工艺水平、限制产品生产过程质量好坏的一个重要指标,并用来帮助发现生产过程中难以发现的一些隐形问题,以提升质量限制,这对于整车汽车厂具有重大的意义.4、术语4.1静态密封车身结构的各连接局部,设计要求对其间隙进行密封,而且在使用过程中这种密封关系是固定不动的,一般采用涂敷密封胶的方法来实现.4.2动态密封对车身上的门、窗、孔盖等活动部位之间的配合间隙进行密封.靠密封条的压缩变形来实现,不仅能预防风、雨和尘埃的侵入,同时还能缓和车门关闭时测冲击和车辆行驶中的振动.4.3要设计内容5.1预防〔雨〕水、尘土、污染气体侵入室内的密封性设计.5.2预防振动、噪声、热量侵入室内的密封性设计.5.3预防腐蚀介质侵蚀车身板件的密封性设计.6、设计标准6.1车身密封类元件6.1.1堵盖由于车身有系列的工艺孔、装配过孔,需要在油漆封堵的孔主要是电泳排液工艺孔和焊装工艺孔一般这些孔封堵后不再使用.6.1.1.1封闭这些孔的功能要求是密封隔音性能好,并且封闭部位有较高的强度要求. 6.1.1.2由于油漆的特殊工艺要求,堵塞的材料要能够耐高温,一般要求是160℃/h,设计中,涂装车间尽量不要使用橡胶类堵塞,橡胶类产品耐高温和耐溶剂性能不行,且容易对车身造成污染,导致油漆缺陷.6.1.1.3从本钱和通用性考虑,在设计电泳排液孔和焊装工艺孔时要尽量统一这些孔的直径.6.1.1.4堵塞的形式和材料需要根据耐高温、耐老化、耐油、耐溶剂等使用环境以及装饰要求来确定.对于一些密封要求较高的部位应使用热熔堵塞,如顶盖上的工艺孔,这些孔密封的不好会导致漏水.热熔堵塞的材料一般为乙酸乙烯脂,随车辆进入涂装烘房时发生热熔,与钣金粘连在一起,起到很好的密封作用.6.1.2膨胀片膨胀片是一种预成形密封产品,经过电泳烘干炉后能够密封车体结构中的空腔,阻断声音在空腔内的传播,降低车内噪音.6.1.2.1膨胀片设计原理以塑料为支架,在支架的周边放置膨胀体,膨胀体在电泳烘干炉烘烤后完全膨胀,同周边的钢板粘接在一起形成隔断.6.1.2.2膨胀片设计原那么6.1.2.2.1卡脚固定牢靠,不会由于前处理和电泳槽的冲洗造成位置偏移或脱落.6.1.2.2.2保证各种槽液顺利通过,不在空腔内形成积流,一般要求膨胀体同钢板的间隙是2 mm〜3mm.特殊情况下还需要在支架上设计缺口,再在缺口周围设计膨胀体,以方便各种液体通过,并且烘烤后又能够封闭这些缺口.6.1.3密封条6.1.3.1侧车门和侧围门框之间的密封条断面设计应合理,压缩量应均匀一致,一般以 1/3〜1/2为宜,并绘出相应的密封条断面图.密封间隙一般取在10mm〜12mm,保证合理的压缩反弹力.6.1.3.2行李箱盖〔或后背门〕和行李箱盖框〔或后背门框〕之间的密封条断面设计应合理,压缩量应均匀一致,一般以1/3〜1/2为宜,并绘出相应的密封条断面图.6.1.3.3机舱盖和相应的发动机舱密封配合板金之间的密封条断面设计应合理,压缩量应均匀一致,一般以1/3〜1/2为宜,并绘出相应的密封条断面图.6.1.3.4密封条应和相关的汽车密封件厂家交流沟通,根据车身结构的具体情况,请供给厂家提供合理的相应密封条断面图,最后应予以校核确认.6.1.4密封胶6.1.4.1对胶粘剂和密封胶性能要求6.1.4.1.1充分满足汽车材料要求,在使用寿命里始终保持所承当的工作.6.1.4.1.2具有良好的耐寒性,耐热性,以满足汽车在不同气候条件下行驶所经受的考验和使用部位上的要求.6.1.4.1.3具有优异的耐湿、耐盐雾腐蚀的水平.在潮湿、多盐的气候和高速公路行驶时不丧失机能.6.1.4.1.4具有良好的耐油性.包括各种润滑油、汽油、柴油等,不被油所溶解,导致粘结失效,出现漏水、漏气现象.6.1.4.2对胶粘剂和密封胶在使用过程中的工艺要求6.1.4.2.1具有良好的施工工艺,涂布简单易行.6.1.4.2.2用生产装配线的生产,具有一定的初始强度和瞬时粘结水平.6.1.4.2.3假设需加热固化,其固化温度应在汽车涂装烘干设备的加热温度及时间范围内, 且此温度内不能分解,烘干前不流淌.6.1.4.2.4通过油漆前处理工序的粘结剂、密封胶,要经受住清洗、磷化液的冲击,不溃散、不污染电泳液,尤其不含有机硅树脂成分,以免影响涂装质量.6.1.4.3减振胶厚度不大于5mm,密封胶厚度不大于3mm.6.1.4.4大于2.8mm的焊缝使用焊缝密封胶无法保证密封质量,应通过使用胶带等其他方法来实现密封.6.2密封设计密封设计应满足QC/T 646.1?汽车粉尘密封性试验粉尘洞法?及QC/T 476?客车防雨密封性限值及试验方法?实验要求.6.2.1焊接结合面间的密封焊接结合面间的密封通常分为缝内密封和缝外密封两种型式,如图1:点焊缝隙内的密封属缝内密封,点焊部位的边缘密封属缝外密封.6.2.1.1在漏雨、漏气、漏灰严重的部位应采用缝内、缝外双重密封.如图1〔d〕:6.2.1.2缝内密封通常选用湿性密封胶, 应具有不流淌、耐腐蚀、耐水性和耐候性,点焊密封胶还应具有良好的导电性能.6.2.1.3缝外密封胶一般为室温固化型. 它除应具有缝内密封胶的特点外,还应具有与金属粘结性强、涂漆性能好,高温不流淌, 低温不龟裂等特点.6.2.2焊缝密封处理方式6.2.3焊缝密封处理方式6.2.2.1焊缝搭接形式及涂胶要求焊缝的处理方式应依据焊缝的搭接形式, 在进行涂胶密封处理时保证形成闭合的密封面,将搭接面完全封闭起来,对于角形和丁字型搭接涂胶直径应到达8mm,对于对接型及搭接型最低涂胶宽度要求2.5mm,涂胶高度需结合焊缝间隙确定,在车身结构中,常见的接头形式及涂胶要求如图2所示:(b)丁字型£ d)搭接型图26.2.2.2焊缝大小及涂胶要求原那么上各大总成或钣金搭接处焊缝越小越好,一般焊缝大小应限制在3mm以内.焊缝的大小与胶条的涂敷要求如图3所示,对于地板与前围、后围的连接部位,地板与侧围的连接部位,侧围与顶盖的连接部位,前后地板搭接部位,前围与前风窗的连接的连接部位等重点对象,应保证密封部位不漏水、不漏气及不漏尘,要求胶条宽度30 mm〜40mm,厚度不小于1.5mm.胶条宽度和厚度主要依据搭接面的宽度及钣金间隙而确定.图36.2.2.3开闭件外覆盖件包边部位密封处理由于包边部位是直接暴露在使用环境中,易接触到腐蚀性介质,这些部门均应做密封处理, 且应保证焊缝密封胶的外观质量,应涂敷成宽6mm〜8mm,厚1.5mm〜2.0mm的均匀条状形态, 如图4所示:图46.2.2.4潜在漏水部位密封处理侧围与侧围后部流水槽〔如图5所示〕的搭接部位,此处为整车潜在漏水部位的一个重点局部,前围、前机舱与轮罩连接处以及侧围、后围与尾灯搭接部位也是存在潜在漏水的部位,此类密封部位一般要求胶条宽度30mm〜40 mm,厚度不小于1.5mm.6.3防腐设计6.3.1通用涂层定义6.3.1.1镀锌层防腐原理以牺牲性材料保护钢板.6.3.1.2磷化层防腐原理在金属外表形成一层 1.8um〜2.5um的复合磷酸盐保护层,这层镀层是粘附在被碱腐蚀腐蚀出稍微刻痕的锌层外表,其耐大气腐蚀水平非常强,而且为电泳漆提供很好的底层.6.3.1.3电泳层防腐原理利用环氧树脂在金属外表形成一层8um〜25um厚度的封闭膜,将金属同大气和各种介质隔离.6.3.1.4中涂层防腐原理主要成分是氨基树脂,成膜后有一定的弹性,在电泳漆外表形成30um〜40um的涂层, 当石子击打到车身上可以有一定的缓冲作用,预防电泳漆膜被击穿.6.3.2石击区定义由于汽车在高速行驶状态下,石子经常撞击到车身,经常被石子撞击的部位定义为石击区.车身外外表石击区一般是在前翼子板前部和机罩和顶篷的前部,具体的区域大小根据路试结果来定义.6.3.2.1外外表石击区涂层定义:电泳层厚度三25um,中涂层厚度三40um〔非石击区三30〕.6.3.2.2车身底部石击区涂层定义〔湿膜厚度〕:一般侵蚀区三500um ,强侵蚀区三800um.6.3.3防腐结构设计6.3.3.1接缝处不应出现在外蒙皮上,应保证外观平整光滑了,依照汽车行进方向和飞溅方向,设计接缝开口,使之朝向水难以进入的方向;如图6 〔b〕、〔d〕为正确结构,不应采用〔a〕、〔c〕结构.防溅r- (b)防漉6.3.3.2端面锐角处,应在眼睛难以观察到的地方应向内侧折弯翻边,由于形成R角而大幅度提升漆的附着量,提升防腐蚀性.如图7:6.3.3.3应合理设置漏液孔,预防出现封闭空腔结构,以保证空腔内部电泳质量.。
汽车设计-汽车发动机盖性能校核规范模板
XX公司企业规范编号XXXX-XXXX汽车设计-发动机盖(罩)性能校核规范模板XXXX发布发动机盖(罩)性能校核规范1 范围本规范定义了发动机盖性能设计校核工作的内容及要求。
本规范适用于公司轿车、SUV 等新车型开发的发动机盖性能设计校核工作。
2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用文件,其随后所有修 改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是 否可使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用于本规范。
2003/102/EC 欧洲行人碰撞保护技术指令3 对于产品设计的校核要求3. 1结构性能 3. 1.1模态频率边界条件一一自由,无约束。
试验样件要求一具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
目标一阶自由模态M20Hz 。
3. 1.2扭转刚度图1发动机盖一阶模态 Min=2^39E-O2 Nccfeei3EB1OI2E4O1 fiOWE«<Xl 6019E4O3 MFEQD 2 OREO 2 114EXC 1迹旳1 —1 XQG*O1KVi< = 13J1E*01 PSde 16?7UMn = 2 114EXQ 冷de 12紳Cortour Pint Displ»ement(t^9)Analyse stem W-2.V7EXJ!3JX-KJ1«-192疋如 —1G5^tOfI.377E401 1 1O2E-K31•8 27^-KJO5 52壬⑷0 2.77 壬 ・-2 33^-02■ hb rosdt2 477EKJ1N0(fe -5J40图2发动机盖二阶模态图3扭转刚度约束条件图4扭转刚度分析结果试验样件要求一具有代表性的整车(车身状态稳定,尺寸符合要求);——试验发动机盖:材料合格,尺寸合格,焊接,涂装,总装工艺符合要求,装配完整的发动机盖。
发动机舱设计方法和规范
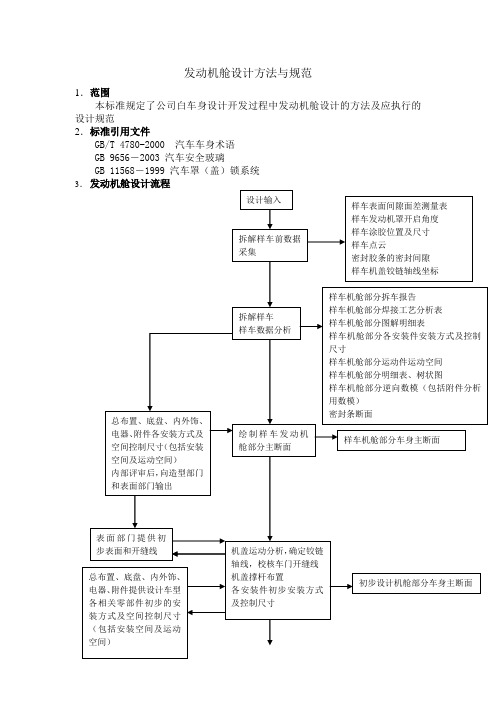
发动机舱设计方法与规范1.范围本标准规定了公司白车身设计开发过程中发动机舱设计的方法及应执行的设计规范2.标准引用文件GB/T 4780-2000 汽车车身术语GB 9656-2003 汽车安全玻璃GB 11568-1999 汽车罩(盖)锁系统33.设计输入A.设计任务书、项目要求、计划及客户要求B.车身总布置方案中与机舱有关的控制尺寸C.参考样车、样件、点云和样车参考资料D.客户对机舱附件的选用要求E.机舱附件的样件、数模、图纸、性能参数F.密封条断面图G.数字表面H.各相关部门提供相关所需要的数据及控制要求4.拆解样车前数据采集A.样车拆解之前应观察样车机舱结构;注意机盖与机舱及内外饰、保险杠与车身、大灯与车身配合关系;机盖铰链的限位方式。
B.样车拆解之前应采集以下数据:机盖开度及工作开度、铰链轴线的坐标位置、分缝线尺寸及面差、玻璃与侧围和顶盖的面差、机盖与机舱和通风盖板的密封面配合尺寸。
5.样车拆解及数据分析A.拆解样车前要制作详细的拆解步骤及初步的树状图和明细表,在样车拆解过程中作验证,不正确的要及时作出改正。
附件部分中作为整体供货的零部件可以只给出总成号。
注意明确厂商的明细表编号规则B.拆解过程中需要详细记录各个安装件的安装方式、安装点及连接件的规格;各个焊接点对应的零件。
并在每一步拆解前后都要进行拍照(注意最好能在一张图片上能够清晰直观的表达),以便后面制作图解明细和焊接工艺分析表C.关于扫描点云,关键的安装面、焊接面、配合间隙部分要求清晰可见;非重要部分可以有部分的缺失,但不能影响逆向数模的建立。
D.关于附件逆向数模,要能表达附件的最大轮廓尺寸及安装尺寸。
运动件要表达运动部分相关要素。
E.关于钣金逆向数模,要能准确反映各焊接边,各安装面。
各个安装孔,工艺孔大小位置要求和样车一致。
F.机盖铰链分析数模应表达铰链最大轮廓尺寸、铰链轴线位置、铰链安装面位置。
铰链分析数模应按铰链各零件运动关系分别建立,以便进行运动分析。
发动机舱设计方法和规范
发动机舱设计方法与规范1.范围本标准规定了公司白车身设计开发过程中发动机舱设计的方法及应执行的设计规范2.标准引用文件GB/T 4780-2000 汽车车身术语GB 9656-2003 汽车安全玻璃GB 11568-1999 汽车罩(盖)锁系统33.设计输入A.设计任务书、项目要求、计划及客户要求B.车身总布置方案中与机舱有关的控制尺寸C.参考样车、样件、点云和样车参考资料D.客户对机舱附件的选用要求E.机舱附件的样件、数模、图纸、性能参数F.密封条断面图G.数字表面H.各相关部门提供相关所需要的数据及控制要求4.拆解样车前数据采集A.样车拆解之前应观察样车机舱结构;注意机盖与机舱及内外饰、保险杠与车身、大灯与车身配合关系;机盖铰链的限位方式。
B.样车拆解之前应采集以下数据:机盖开度及工作开度、铰链轴线的坐标位置、分缝线尺寸及面差、玻璃与侧围和顶盖的面差、机盖与机舱和通风盖板的密封面配合尺寸。
5.样车拆解及数据分析A.拆解样车前要制作详细的拆解步骤及初步的树状图和明细表,在样车拆解过程中作验证,不正确的要及时作出改正。
附件部分中作为整体供货的零部件可以只给出总成号。
注意明确厂商的明细表编号规则B.拆解过程中需要详细记录各个安装件的安装方式、安装点及连接件的规格;各个焊接点对应的零件。
并在每一步拆解前后都要进行拍照(注意最好能在一张图片上能够清晰直观的表达),以便后面制作图解明细和焊接工艺分析表C.关于扫描点云,关键的安装面、焊接面、配合间隙部分要求清晰可见;非重要部分可以有部分的缺失,但不能影响逆向数模的建立。
D.关于附件逆向数模,要能表达附件的最大轮廓尺寸及安装尺寸。
运动件要表达运动部分相关要素。
E.关于钣金逆向数模,要能准确反映各焊接边,各安装面。
各个安装孔,工艺孔大小位置要求和样车一致。
F.机盖铰链分析数模应表达铰链最大轮廓尺寸、铰链轴线位置、铰链安装面位置。
铰链分析数模应按铰链各零件运动关系分别建立,以便进行运动分析。
汽车设计-汽车用密封条设计规范模板

XX公司企业规范编号xxxx-xxxx汽车设计-汽车用密封条设计规范模板汽车用密封条设计规范1 范围本规范规定了汽车用密封条的设计规范要求。
本规范适用于新开发的M1类车辆。
2 规范性引用文件无3 术语与定义下列术语和定义适用于文件。
2.1 密封系统密封系统最基本的目的是保证车体的密封,阻止车外的尘、沙、雨,雪及噪音进入车内。
4 密封系统分类对于汽车的密封,一般分为三大类。
对于密封系统的规范,本文只针对第三类进行描述。
4.1 车身本体的密封即车身骨架焊接总成时的钣金接触缝隙等的密封,一般采用密封胶进行密封;另外在钣金进行总成时或车身附件进行安装时所留的诸多工具过孔以及线束过孔,通常需要增加专门的堵盖进行密封;4.2 装配后非活动部件与车身钣金的密封如前风窗、后风窗、车门三角窗、侧围固定玻璃等,一般车门上的三角窗玻璃考虑到需要拆卸,因此采用注塑胶条进行密封与固定,其它在车身上的固定玻璃多采用密封胶进行密封与紧固:车门护板、内外三角块及后视镜等塑料件的安装卡扣,在设计上也要有一定的密封功能;4.3 活动部件的密封如前、后车门、行李箱、车门玻璃等经常活动部件的密封,一般要设计专门的密封条进行密封;由于此类密封件对耐久和弹性都有较高的要求,因此一般都需要用橡胶材料或TPE材料制成。
5 密封条的设计要求5.1 密封系统的设计理念a) 满足密封要求:使密封条有合适的压缩量与足够的接触面积,保证密封条在公差范围内具有良好的密封效果;b) 满足工艺要求:密封条断面及接角的实际应该利于工艺生产,且易于产品一致性的控制;c) 满足外观要求:密封条的设计外观应该具有良好的外观效果,且外观质量一致性容易控制;d) 满足装配要求:满足插拔力要求,既能易于装配,又能保证不易脱落;e) 满足开关门力矩要求:整个车门的开关门力矩保持在25kgf 左右;f) 借鉴了公司以往的研发成果,并吸取其它车厂的优点;将大量的密封断面实现标准化,令它们可以在不同品牌和不同级别的车型中实现共享,这将极大地降低车型的开发费用、周期以及生产环节的制造成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XX公司企业规范
编号xxxx-xxxx
汽车设计-
汽车前机舱密封性设计规范模板
前机舱密封性设计规范
1 范围
本规范规定了前机舱密封性的设计要点。
本规范适用于公司轿车、SUV等车型的设计。
2 规范性引用文件
无。
3 术语和定义
3.1 前机舱密封区域
将前机舱形成封闭空间的结构,主要由前围板总成、左/右侧围总成、前地板总成、空气室总成和前风挡总成装置组成,如图1所示。
图1 前机舱密封区域
3.2 主断面
主断面是反映整车性能、结构、配合、法规等方面要求的截面。
主要规定了白车身主要部位的结构形式、搭接关系、间隙设定、主要控制尺寸及公差、装配、人机工程、法规等各方面信息,是车身设计工程可行性分析的重要手段和车身结构设计的重要依据。
4 前机舱区域主要结构密封性设计要点
4.1 前围板总成与左/右侧围总成搭接处设计
前围板总成和左/右侧围总成搭接处是容易引起前机舱漏水的风险区域(如图2)。
此处结构设计必须保证搭接合理、过渡顺畅、不允许存在遮挡、孔洞等密封胶无法实施的死角。
同时此处需保证点焊密封胶、焊缝密封胶至少两道密封胶的实施。
密封胶涂胶要求:涂胶高度3mm,点焊密封胶涂敷沿搭接边,与搭接边的边界保持6mm的距离,涂胶连续均匀,不得错涂、漏涂,避免焊接时点焊密封胶从焊缝中溢出。
如图2、3为公司A01/A02车身结构,此处能保证点焊密封胶、焊缝密封胶完整的施胶;而如图4为公司B01/B11车身结构,此处可保证点焊密封胶完整施胶,但由于红色圆圈处有一前挡板侧支撑板,导致该区域焊缝密封胶无法完全密封。
图2 前围板总成与左/右侧围总成搭接处
图3 A01(A02)前围板与左/右侧围总成搭接处断面
图4 B01(B11)前围板总成与左/右侧围总成搭接处结构及断面
4.2 前围板总成与空气室总成搭接处设计
空气室总成主要阻挡发动机舱的水进入驾驶室,并进行排水,淋雨试验或者下大雨时水流量大且急,因此空气室总成与前围板总成搭接处也必须采用完全密封设计。
a)搭接边设计应平直、顺畅,整体宽度最少应保证12mm,施胶位置离边缘至少6mm以上(如图5),以防止焊接边过小,无法涂胶;下翻边应比上翻边宽至少3mm(如图6c),以保证焊缝密封胶能够施胶。
如图5所示,整段搭接边设计平直、顺畅,且整体宽度均在12mm以上,有效地保证了该结构的密封性;而图6b所示结构则存在局部搭接边过小的问题,会导致局部溢胶和涂胶密封不严的情况;
图5 前围板总成与空气室总成搭接处结构及断面
图6 空气室总成结构及断面
b )搭接边非焊接面设计最大间隙应不大于2mm ,以防止间隙过大,造成涂胶密封不严,如图7
所示;
图7 空气室外板与空气室外板加强板搭接处结构及断面 c )搭接边应无遮挡,不应交叉布置设计零件,以防止焊缝密封胶无法完全密封,如图8所示结
构红色圆圈处即被遮挡,阻断了焊缝密封胶的涂胶路径,无法完全密封;
b
c
图8 空气室总成与前围板总成搭接处局部结构及断面
d)搭接边应采用点焊密封胶及焊缝密封胶两道密封。
空气室总成内与驾驶室连接处,空气室总成与前围板总成搭接处均必须采用两道密封,具体涂胶部位如图9、10所示,其中图10所示的1、2处由于机构限制,仅能涂点焊密封胶;
图9 A01前围板总成与空气室总成搭接处断面
图10 B11前围板总成与空气室总成搭接处断面
e)空调进风口密封要求,在风窗下装饰板与前风挡玻璃接触不良的情况下,水很容易从空调进风口进入。
因此结合公司现有车型及其它公司相关结构,空调进风口处布置需满足下列要求:
1)设计时优先考虑使进风口在Z向上能被空气室外板完全遮盖,且进风口安装面适当倾斜一定角度。
如公司车型A01及竞争车型A结构,如图11、12a、b所示;
图11 空气室空调进风口处结构及断面示意
图12a A01空调进风口处断面图12b 竞争车型A空调进风口处断面
2)在满足进风量情况下,空气室内板处进风孔与空滤进风口尽量在Y方向相互避开。
如竞争车型B结构(图13);
图13 竞争车型B空调进风口处断面
3)进风口下边缘距离空气室流水槽底部需控制在50mm以上,防止水量过大,水漫过钣金进入车内。
达不到要求时则需考虑增加挡水结构,如公司车型B11和竞争车型C (图14a、b),采用挡水结构时,必须采用点焊密封胶或者焊缝密封胶进行密封,如图15所示为公司B11车型施胶示意;
图14a B11空调进风口处断面图14b 竞争车型C空调进风口处断面
图15 B11空调进气口挡水结构处断面
4)根据具体安装要求确认进风口是否需要翻边结构;空滤网安装面原则为平面,且留足够的密封空间,如图16a、b所示竞争车型D、E所示结构均为带翻边、平面结构。
图16a 竞争车型D空调进风口处断面图16b 竞争车型E空调进风口处断面
4.3 前围板总成与前地板总成搭接处设计
乘员舱内与车外所有搭接区域均必须采取密封措施,避免出现水流直接进入车内的情况。
如图17、18所示为B11前围板总成与前地板总成的搭接结构焊缝密封胶施胶示意图及断面。
前围板总成与前地板总成搭接设计时必须保证涂胶的方便性,同时工艺避让时要保证密封区域处钣金局部间隙不大于2mm,如图19所示。
图17 B11前围板总成与前地板总成搭接处密封示意
图18 B11前围板总成与前地板总成搭接处密封断面
图19 前围板总成与前地板总成搭接局部断面
5 前机舱漏水历史问题
5.1 B11车型A柱下内板上部与侧围总成搭接处漏水(前风挡左右下角漏水),如图20所示。
图19 B11车型A柱下内板上部与侧围总成搭接处结构及断面
5.1.1原因分析
a、零件设计分析:A柱下内板与侧围总成拼接时存在1.5mm的干涉量,未做避让台阶,造成总成焊接时存在焊缝间隙;
b、工艺分析:涂装焊缝密封胶未涂抹到位,未完全密封,造成淋雨漏水。
5.1.2 永久解决措施
a、设计上增加避让台阶,设变更改空气室外板、A柱下内板等件,消除干涉量,减小焊缝间隙,如图20所示;
图20 B11车型A柱下内板上部与侧围总成搭接处设计更改后断面
b、下发该位置的施胶文件,现场按照施胶文件进行打胶,实现密封焊缝,如图21所示。
图21 改善后A柱下内板与侧围总成密封效果图
5.2 B11车型空调进风口进水
5.2.1 原因分析
a、空气室外板上的进气盖板投影尺寸无法完全覆盖到进风口的外边缘;
b、前风挡与通风盖板间隙的胶条处的水汇集到进风口盖板处,在自身张力的作用下,滴附到空调进风口,导致空调内进水,如图22所示。
图22 空调进风口进水示意图
5.2.2 永久解决措施
a、进气口区域的盖板加大并延长边线,即空气室外板边线进行设变如图23所示;
图23 空气室外板更改前后效果图
b、涂装增加施胶点,对进气口区域进行施胶密封并阻断从右侧流过来的水滴入进气口,如图24所示。
图24 空调进风口处增加挡水胶理论及实物效果图
5.3 空气室内外板搭接处漏水
5.3.1 原因分析
a、空气室内、外板对接处存在缝隙,设计是2mm,实测4mm,且下层板长于上层板,水从该处进入驾驶室,如图25所示;
图25 空气室内、外板搭接间隙理论及实物效果图
b、焊装施胶轨迹无法保证,出现断胶现象。
5.3.2 永久解决措施
a、更改施胶直径,由原3mm更改为6mm,漏水位置施胶直径更改为8mm,如图26所示;
图26 空气室内、外板漏水位置施胶效果改善图
b、更改空气室外板此处的避让台阶,间隙由2mm更改为0.6mm,减小间隙,如图27所示。
0.6
0.6 图26 空气室内、外板漏水位置设计间隙改善效果图。