氧气顶吹转炉氧枪系统的优化改造
转炉炼钢氧枪控制系统改造

主令 大 、密 封
结构松散
低 、故 障率高 、
调试时间长
1 芯 2
转 炉炼 钢氧枪控制 系统改造后见 图 2 ,将绝对 编码器安装在原主令 控制器位置 , 主要原 因: 该处 ① 转速低 , 编码器旋转圈数少 , 振动小 , 可提高编码 器
使用寿命 。 ②扩大编码器的测量范 围, 有效保证控制 精度 。 ③更换 电机或卷筒时对绝对编码器无影响 , 降 低检修作业 时间。 氧枪上、 下运动带动绝对编码器旋
DB 0 l 2 3 D BW 4
DB2 3 o1 DBW 8
SHL DW EN0 来自EN S HR DW E NO
DB2 3l 0 l IBI0 N ) )一I
DB 0 1 2 3. DB 8 W 一 N
DB 0 1 23. OUT -DBDl 0
表 1
检测
元件 小
1 . 工作原理
转炉炼钢氧枪控制精度优劣直接影响产 品质量 、炉龄以及 设备安全 , 其中枪位检测是影响氧枪 自动控制水平的主因。 水钢 二炼钢 l0 转炉氧枪 ( 1 控制 系统 由 P C控制单元 、 Ot 图 ) L 大功率 变频器和检测装置( 机械 式主令控制器 、 增量编码器 、 绝对编码
上 越 逮 塑
二进制数 ,再根据 P F公 +
司绝对编码器 特点进行 编
程 ,将脉 冲信 号转换成 十 进制 数 ,以利 于数据显示 和计算 , 换程 序见 图 3 转 , 相关数据含义见表 2 。 ( ) 转 换 成 十进 制 2将
数 的绝对 编码 器 脉 冲数 ,
EN
DB2 3l 0 DBDO
— —
一
~
控制电缆 Po bs D 控 制线 rfu— P l
211086467_浅谈氧气底吹炉DCS控制系统的升级改造

144研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2023.04 (上)1 前言湖南省桂阳银星有色冶炼有限公司氧气底吹炉原DCS 控制系统(BHE1009032)是采用“和利时”的FM 系列,这套DCS 控制系统是2011年6月投入运行的,由于使用年限久远,使用现场的环境较差,经常受粉尘、腐蚀性气体影响等,DCS 控制系统的服务器及电子元器件出老化和损坏,从而导致DCS 控制系统工作稳定性下降,服务器电脑系统时常出现死机、通讯数据堵塞、操作员站画面出现卡顿、数据丢失现象,其中一台服务器出现故障及死机,另几台电脑全部不能操作,只能被迫停产,将氧气底吹炉侧位,不但严重影响氧气底吹炉冶炼生产的日常操作,而且还存在重大安全生产隐患,氧气底吹炉DCS 控制系统的升级与改造势在必行。
2 原DCS 控制系统系统组成及存在问题2.1 原DCS 控制系统系统组成(图1)上位机个数:电脑4台,1台工程师站与MES 服务器通信,3台操作员站(其中1#、2#操作员站兼作服务器使用)。
下位机站数:1个I/O 站。
DCS 平台版本:MACSV5.2.3。
操作系统平台版本:WinXP。
模块硬件系列:FM 系列。
MES 通讯:OPC 通讯。
通讯PLC:和利时LK 系列PLC。
2.2 目前存在的主要问题(1)4台工作站均采用的是戴尔公司生产的HP-Z400,1#、2#操作员站兼作服务器,工程师站兼作OPC 采集器由于这些电脑连续每天24h 不断运行,各台电脑都发生过主板、硬盘等部件的损坏,由于是2010年时期的产品,而且都已超出戴尔公司的质保期,市场上已找不到同类型全新的备品备件,因此,一旦再出现故障将很难修理。
服务器电脑系统时常出现死机、网络通讯数据堵塞、操作员站画面出现卡顿、数据丢失等现象会导致另外几台操作站全部不能操作,只能被迫停产,将氧气底吹炉侧位。
(2)DCS 系统中的2个控制器与I/O 模块DP 串联通讯,会出现单个模块损坏,该模块后续模块通信不上。
氧枪系统的改造与优化

氧枪系统的改造与优化
李文涛
【期刊名称】《天津冶金》
【年(卷),期】2008(000)002
【摘要】天铁集团炼钢厂30 t转炉随着生产节奏的加快和产量的逐年增加,氧枪系统的设备能力和安全,不能满足生产要求.详细地分析了存在的问题,对氧枪系统进行了一系列的改造与优化解决了氧枪系统存在的问题.
【总页数】4页(P28-31)
【作者】李文涛
【作者单位】天津天铁冶金集团热轧板有限公司,056404
【正文语种】中文
【中图分类】TF3
【相关文献】
1.电炉侧壁氧枪系统的优化改造 [J], 张新科;陈在英
2.炼钢氧枪冷却水模糊控制系统改造 [J], 刘汉林
3.氧气顶吹转炉氧枪系统的优化改造 [J], 郭亮
4.氧气顶吹转炉氧枪系统的优化改造 [J], 郭亮;
5.高效氧枪喷头优化设计改造与应用 [J], 毕永杰;俎勇;李全君;杜金科;武光君
因版权原因,仅展示原文概要,查看原文内容请购买。
提高转炉吹炼工艺效果优化氧枪参数设计

提高转炉吹炼工艺效果优化氧枪参数设计,论专用炼钢氧枪与专用溅渣枪2009-11-26王金辉赵雷李伟刘志昌(鞍钢第二炼钢厂)(中钢集团鞍山热能研究院)摘要:本文介绍了目前我国转炉炼钢厂氧枪使用现状,对目前存在的问题进行了阐述,提出分离现有氧枪功能,设计专用冶炼氧枪和溅渣氧枪,并介绍了专用冶炼氧枪和溅渣氧枪在鞍钢第二炼钢厂使用的实例,对使用效果进行了对比。
关键词:氧枪分离冶炼溅渣Improved Converter Steelmaking Effect, the Parametersof Oxygen Lance are Optimized to Design――Special Steel Lance and Special Splashing LanceWang Jinhui Zhao Lei LiWei Liu ZhichangAnshan Iron And Steel Group SINOSTEEL ANSHAN OF RESEARCHNumber Two Steel-Making Plant INSITUTE THERMO-ENERGYAbstract:this paper summarizes the situation of converter oxygen lance in our country, andpresents the being problem of oxygen lance these day. We put forword to separate the function ofoxygen lance, and design the special oxygen lance and the splanshing lance. The paperintroduces the effect on both of the lance used in No.2 steelmaking plant and draws a parallelbetween the original lance and both of the new designing lance.Key words:oxygen lance separation steelmakingt splashing slag2005年,我国钢产量3.49亿吨,是世界上最大的钢铁生产国。
氧气转炉的氧枪喷头优化及操作改进
氧气转炉的氧枪喷头优化及操作改进区铁;曹维;朱万军;帅国勇【摘要】In order to make converter steelmaking match well with continuous casting production,oxygen supply time of the 80 t converter was shortened by an average of 1.5 min through structure optimization of oxygen lance nozzle and operation improvement of top and bottom blowing,and meanwhile the dissolved oxygen content in molten steel and iron loss in slag were reduced at the smelting end.The oxygen jet impinging depth of molten bath,the change of slag composition and the oxidizability of molten steel were evaluated.The relationship among the final dissolved oxygen content of molten steel,the index Vo2/w[C] and the service life of converter was analysed.%为使转炉冶炼与连铸生产更好地匹配,通过对80t转炉氧枪喷头和顶底吹的操作改进,使供氧时间平均缩短了1.5 min,并减少了冶炼终点钢水溶解氧和渣中铁损.同时评估氧气射流冲击熔池的深度、吹炼过程渣成分的演变以及钢水的氧化性,提出了终点钢水溶解氧含量与指数Vo2/w[C]以及转炉炉龄之间的关系.【期刊名称】《武汉科技大学学报(自然科学版)》【年(卷),期】2013(036)004【总页数】5页(P250-253,281)【关键词】氧气转炉;氧枪喷头;顶吹氧;底吹搅拌【作者】区铁;曹维;朱万军;帅国勇【作者单位】武汉钢铁(集团)公司研究院,湖北武汉,430080;武汉科技大学材料与冶金学院,湖北武汉,430081;武汉钢铁(集团)公司炼钢总厂,湖北武汉,430083;武汉钢铁(集团)公司研究院,湖北武汉,430080;武汉科技大学材料与冶金学院,湖北武汉,430081;武汉钢铁(集团)公司炼钢总厂,湖北武汉,430083【正文语种】中文【中图分类】TF748.21随着市场对高附加值钢以及优质冷轧薄板需求的不断增长,国内钢铁企业冶炼的低碳低锰钢、超低碳钢产量呈增长趋势。
300t转炉氧枪参数优化
通过理论计算得出喉口总面积缩小12.4%,实际使用氧气压力增 加14%,相同枪位对于熔池的穿透比降低2.4%,顶吹搅拌能增加 2.5%,混匀时间缩短0.5%。对两种喷头进行冷态流场分析,分析 射流轴线衰减速度和射流在不同操作枪位下对于熔池的冲击面 积等指标,结果6孔喷头较5孔喷头射流中心速度衰减快;相同条 件下,在枪位一定的范围内6孔喷头较5孔喷头冲击面积增大的结 论。
)进行理论计算和采用1:9比例转炉吹炼水力学模型实验,分析射 流对于熔池的穿透深度、冲击面积、混匀时间(搅拌能)等影响, 原氧枪喷头的冲击深度较大、射流搅拌能偏低,不利于提高吹炼 前期脱磷率、降低终点碳氧积等。为此优化设计氧枪喷头参数, 将5孔改为6孔以增强搅拌能力,设计新喷头参数为:喉口直径为 41.5mmБайду номын сангаас马赫数为2.1,中心倾角16°。
300t转炉氧枪参数优化
氧枪是氧气顶吹和顶底复吹转炉炼钢法的主要设备,氧枪喷头参 数和操作模式的合理性对于冶炼工艺、成本、产品质量等有很 大影响。目前大型转炉炼钢针对不同的冶炼工艺对于氧枪参数 的选择仍存在一些问题,因此,对于氧气顶吹转炉氧枪进行参数 具有十分具有重要意义。
论文针对某钢厂的氧枪使用状况进行现场调研,进行氧气管道压 力损失测定和系统设计分析,现场流量计流量测量值较实际值低 9%以上,且存在出钢温度偏低、部分石灰块度大于80mm、废钢比 偏低、吹炼前期脱磷率低、吹炼中期炉渣返干严重并粘枪、钢 水碳氧积偏高等问题,影响吹炼效果。为改善吹炼效果,提高供 氧效率,对原5孔氧枪喷头(喉口直径为48.2mm,马赫数为2.05,中 心倾角15°。
使用新6孔喷头进行工业试验,优化不同吹炼阶段的枪位,平均出 钢温度由1618℃提高到1649℃,降低碳氧积0.00031%,减少石灰 消耗9.22kg/t,降低钢水终点磷0.00253%,提高脱磷率0.1%,减少 终渣TFe3.77%,提高氧枪喷头使用寿命167炉。
氧气转炉的氧枪喷头优化及操作改进

程 渣 成 分 的演 变 以及 钢 水 的 氧 化 性 , 提 出 了终 点钢 水 溶 解 氧 含 量 与 指 数V( ) / wE C ] 以及 转 炉炉 龄 之 间的 关 系。
关键词 : 氧气转炉; 氧枪 喷 头 ; 顶吹氧 ; 底吹 搅 拌 中 图分 类 号 : TF 7 4 8 . 2 1 文献标志码 : A 文章编号 : 1 6 7 4 — 3 6 4 4 ( 2 0 1 3 ) 0 4 — 0 2 5 0 — 0 5
流 量从 1 4 0 0 0 m。 / h提 高到 1 6 5 0 0~1 7 0 0 0 m。 /
以维 护底 吹通 畅 , 采 用 改进炉 底一 炉身 的结 合方 式
来 防止熔 池变 浅所致 的搅拌力 下 降 。
h , 抑 制 射 流叠 加 的 氧枪 喷 头夹 角从 1 1 。扩 大 到 1 2 。 , 并使 促 进 成 渣 操作 与 上 炉 留渣 、 动 态调 整 氧
0 . 0 8 m。 / ( ai r n・t ) , 采 用 自动 吹 堵 供 气 元 件 、 调
整底 吹点布 局 , 并 控制 溅渣 层 厚 不大 于 1 5 0 I n m,
为提 高脱 碳 用氧 效 率 , 设计 4孔 氧 枪 喷 头 取
代原 3孔 喷 头 , 马 赫 数从 1 . 9 8调 整 为 2 . 0 , 供 氧
摘要 : 为使 转 炉 冶 炼 与连 铸 生产 更 好 地 匹 配 , 通过 对 8 0 t 转 炉氧枪喷 头和顶底吹 的操作改进 , 使供 氧 时间平 均缩 短 了 1 . 5 ai r n , 并减 少 了 冶炼 终 点 钢 水 溶 解 氧 和 渣 中铁 损 。 同 时评 估 氧 气射 流 冲 击 熔 池 的 深 度 、 吹 炼 过
1015 80t转炉氧枪喷头优化研究

80t转炉氧枪喷头优化研究崔怀周1翟俊2杨利彬1候海滨2王建昌2(1. 钢铁研究总院,北京100081 2. 太原钢铁有限公司,太原030000)摘要:氧枪喷头结构是影响转炉冶炼效果、控制金属喷溅的重要因素之一。
本文根据氧枪管道压力损失的测定结果,对80t 转炉的氧枪喷头参数进行了优化研究。
水模试验结果表明,新喷头对熔池的冲击深度和冲击面积均优于原喷头。
使用新喷头在转炉冶炼效果表明,枪龄比原喷头提高了256%,且终点脱硫脱磷率均有一定的提升。
关键词:转炉氧枪喷头管道压力损失枪龄Study on Optimization of Nozzles of 80t BOFCui Huaizhou1Zhai Jun2Yang Libin1Hou Haibin2Wang Jianchang2(1. Central Iron & Steel Research Institute,Beijing 100081 2. Taiyuan Iron & Steel (Group) Co., LTD, Taiyuan030000)Abstract: The structure of oxygen lance nozzle is one of the important factors influencing the metallurgical effect and controlling metal splash. In this paper, based on the measured results of the pressure drop of oxygen lance pipe, we studied on optimization of the parameters of the oxygen lance nozzles of 80t BOF. Water model experiment results show, by using the new oxygen lance nozzle, the impact depth of metal bath and the impact area of metal bath are both better than the original. By using the new oxygen lance nozzle, the production practice showed, the lance life improves 256%, and the end point of desulphurization rate and dephosphorization rate have been enhanced.Key words: BOF, oxygen lance nozzles, pressure drop of oxygen lance pipe, lance life1. 前言转炉高效吹氧技术包括提高转炉供氧强度和优化造渣操作,合理的氧枪喷头参数是转炉高效供氧、控制喷溅及提高冶金效果的基础[1-4]。
公称容量210t顶底复吹转炉供氧系统强化改造资料

题目名称:公称容量210t顶底复吹转炉供氧系统强化改造上海大学东方贱人AbstractAvoidances the combined-blowing converter oxygen supply system is the key technology of steelmaking process, send the oxygen pipeline and oxygen gun is one of the key equipment of steelmaking process. Reasonable oxygen lance blowing oxygen technology can improve the quality of liquid steel, shortening time of smelting and reduce the furnace lining erosion, improve the service life of furnace, at the same time can improve the quality of continuous casting billet for subsequent continuous casting.The design of converter steelmaking oxygen system is briefly introduced and its optimization process, and some of the steelmaking technology development in our country. Then has carried on the thermal equilibrium and material balance calculation, based on past experience, optimization of oxygen supply system technology, shorten the smelting cycle, Again according to the given to calculate the nominal capacity of 210 t, designed its oxygen lance nozzle and oxygen supply system, to complete the design 。
40t氧气顶吹转炉氧枪升降装置安全性浅析及改进

l 前 言
3 设 备 存 在 的 问题
氧 气 顶 吹 转 炉 炼 钢 是 将 高 压纯 氧借 助 氧枪 从 转 炉 顶 部 插 入 炉 内向 熔 池 吹 氧 , 铁 水 吹 炼 成 钢 。 于其全保 障方 面要 求较 高 ,
而 八 钢 炼 钢 厂 使 用 的.0 顶 吹 转 炉 氧 枪 升 降装 置 在 设 计 上 4t 存 在 明 显 不 足 , 能 导 致 设 备 事 故 的 发 生 ; 如 ; 氧 枪 升 可 例 当 降 装 置 的 电 动 机 端 的 液力 制 动 器 失 灵 或 行 星差 动减 速 机 输
式 , 构原理如图 1 示 。 机 所
由 于 存 在 以 上 问 题 , 据 现 场 工 作 环 境 和 设 备 安 全 性 根 要求 . 加 了 一 套 安 全 制 动 装 置 — — 盘 式 液 力 制 动 器 , 确 增 以 保设 备 安 全 可 靠 正 常 运 转 , 图 2 示 。 如 所
l 2 l l
lJ l 。 1 }L 、 \ 、
—
l 0
/t I}
/ 、
\
l - ’
4
5
6
7
8
9
图 1 4t 0 转炉氧枪升降装 置示意
1 ~制 动 器 ;一 交 流 电 动 机 ;一 气 动 松 闸 机 构 ; 2 3
摘 要 分 析 了八 铜 转 炉 炼 钢 厂 4 t 气 顶 吹 转 炉氧 枪 升 降 装 置 存 在 的安 全 性 问题 , 出 了相 应 的 可行 性 o氧 提
解 决 方 案 , 定 了对 策 以解 决设 备 存 在 的 问题 。 制
关 键 词 氧 枪 气动 马 连 盘 式 制 动器 转矩 张 力传 感 器
240吨转炉氧枪快换装置优化改造攻关

240吨转炉氧枪快换装置优化改造一、攻关项目的目的和背景转炉氧枪属于转炉冶炼的重要设备,随着转炉生产节奏的提高,对设备的可开动率提出了更高的要求,转炉氧枪采用“一工一备”配置,要求不能因为“无枪可用”而影响转炉的生产。
我厂氧枪更换方式采用目前比较先进的快速更换,但是在设备投产之后,发现在更换氧枪的过程中不仅没有实现快速更换,反而更加浪费时间,快拆接头拆装非常困难,一般情况需要6-8小时才能将一支氧枪更换完成,极大的浪费了劳动力降低了工作效率,也给检修工人带来了一定的安全隐患。
为了能够实现原设计所要达到的预期效果,需要对快换装置进行优化,以实现转炉氧枪的快速更换。
二、国内外现状及发展方向目前,国内外大型钢厂氧枪更换都采用快速更换装置,快速更换装置由一个氧气密封接头与氧气接管配合,两个水密封接头与两个冷却水接管配合组成,采用拆入式配合。
氧枪快速更换的优点有:1、降低工人劳动强度,节约氧枪更换时间。
2、能够实现工作枪吹炼备用枪在线快速更换。
而包钢稀土钢板材公司炼钢作业部的氧枪快速更换装置属于包钢首例,氧枪快速更换的成功使用对包钢炼钢系统有着重要的意义。
三、攻关方法与相关措施:攻关方法:针对氧枪快拆接头拆装困难的问题,核算接头设计尺寸,查阅相关设计资料,发现氧枪快拆接头装配尺寸存在一些问题,其中装配间隙太小是造成氧枪快拆接头拆装困难的主要原因。
因此,依据设计规范适当减小氧气密封接头体尺寸和水密封接头体尺寸,在保证接头体密封良好的情况下增大了配合间隙就能解决氧枪快速更换存在的问题。
攻关措施:1、核算图纸设计数据,氧气密封接头体主要的装配尺寸φ345f7,而对应的氧气接管内孔尺寸φ345H8,接头体与接管的配合属于间隙配合,通过查阅公差与配合表可以得到氧气密封接头体的上偏差-0.062,下偏差-0.119。
接管内孔上偏差+0.089,下偏差0。
2、水密封接头体主要的装配尺寸φ292f7,而对应的水密封接管内孔尺寸φ292H8,也属于间隙配合,接头体上偏差-0.056,下偏差-0.108。
120t转炉系统氧枪水节电改造

周 期来 计 算 ,3座 炉全 年节 电约 1 1 6 . 5万 元 。另 外 ,小流 量旁 通水 路 使得 全 年减 少 月 3 0万 立方
循 环水 量处 理 的消耗 。
电流为 1 3 A非 吹 炼 期 电流 为 8 . 5 A,空 载 电 流 为7 . 5—8 A;改 造 前 4 、5号 炉 氧 枪 泵 电流 为 1 3 . 5 A,只 开 1台泵 吹 炼 期 电 流 为 1 7 A,非 吹 炼 期 电流为 1 3 A,空载 电流 为 7 . 5~8 A。这样 , 既 降低 了初 始 流 量 ,又 在 非 吹 炼 期 实 现 了小 流
气动切断阀
手动切断阀
图 1 转 炉氧 枪水 供水 管路 改造示 意 图
表 1 停用 1 台氧 枪泵后 各 炉 的氧枪 用水 参数
3 结 语
由于旁 通 小 流量 憋压 ,泵 组 出 口压 力 上 升
至额 定 压 力 的 1 1 0 %,对 于 泵组 寿命 影 响很 小 。
而非 吹炼 期 运 行 的氧 枪 泵 电流 有 明显 变 化 :改
2 改 造
考虑 到换 泵后 改为变 频 的投 资较 大 ,可 以考 虑按现有 流量 、压力匹配 各泵组 ,尝试将 4 、5号
炉 的 2台氧枪泵 组 改为 1台 ,减少 或 消 除憋压 带
来 的能量 损失 。现 场调查 3座转 炉氧 枪各 个冶 炼 期 间的供 水流量 、用 水压 力 ,无论 在 冶炼 期还 是 溅渣期 ,冷却水 出水温度 都离 5 O c 《 二 的联锁提枪 温 度较 远 ,均有较 大 的降 流量 空 间 。通 过调 节入 水
量 的简 易节 能 ,非 吹炼 过 程 的溅 渣 期 温 升在 l 0 ℃ ~1 1 ,完全 保 证 氧枪 安 全 运 行 ,也 为 夏 季
40t转炉氧枪垂直升降机构的改进——氧枪钢丝绳防脱报警装置
2008年第l期新疆钢铁总105期/l0t转炉氧枪垂直升降机构的改进——氧枪钢丝绳防脱报警装置王振江王亚军(新疆八一钢铁股份有限公司)摘要:八钢转炉炼钢厂原dot氧枪的垂直升降虽然装有钢丝绳断裂报警装置,但没有氧枪下降受阻防脱报警装置。
氧枪下降受阻时。
如果发现不及时.就会造成卷扬钢丝绳脱槽,严重时甚至将氧枪及升降小车拉脱坠落。
造成重大生产、设备、人身事故。
为此设计了“氧枪钢丝绳防脱报警装置”,并应用到实际生产当中。
关键词:转炉炼钢;氧枪;报警装置;钢丝绳中图分类号:T F72文献标识码:B文章编号:1672—4224(2008)ol—004l~02】前言氧枪顶吹转炉炼钢法是将高压纯氧(压力为0.15~1.5M Pa,纯度99.5%以上)借助于双层水冷氧枪从转炉顶部插入炉内。
距离金属液面适当高度进行吹炼,从而将铁水吹炼成钢。
因此对于恒压变枪操作的吹炼方法,氧枪的位置直接关系到钢水的质量的优劣。
这样就要求转炉的氧枪升降机构不但要升降平稳、控制灵活、操作安全,而且必须有安全报警装置,这些报警装置可以为正常的生产及维护工作提供安全保障。
2问题的提出对于40t转炉氧枪升降系统机构.八钢炼钢普遍采用无重锤的升降系统,它由氧枪垂直升降装置、氧枪横移更换装置三部分组成。
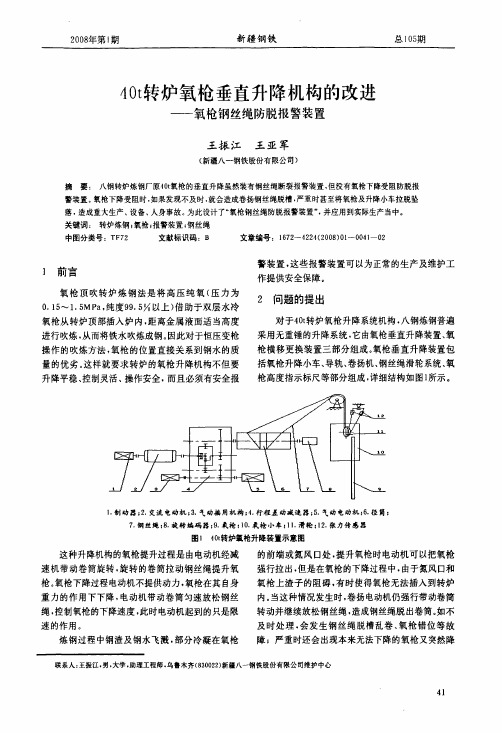
氧枪垂直升降装置包括氧枪升降小车、导轨、卷扬机、钢丝绳滑轮系统、氧枪高度指示标尺等部分组成,详细结构如图l所示。
1.制劝嚣;2.交流电动机;3.气劝摇用机构;4.行程差动减速器;5.气动电动机;6.径筒;7.钢丝绳;8.旋转编码器;9.氧枪;10.氧枪小车;11.滑轮;12.张力传感器图1d ot转炉氧枪升降装置示意图这种升降机构的氧枪提升过程是由电动机经减速机带动卷筒旋转。
旋转的卷筒拉动钢丝绳提升氧枪。
氧枪下降过程电动机不提供动力。
氧枪在其自身重力的作用下下降.电动机带动卷筒匀速放松钢丝绳,控制氧枪的下降速度,此时电动机起到的只是限速的作用。
炼钢过程中钢渣及钢水飞溅。
宣钢150吨转炉氧枪喷头优化改造

宣钢150吨转炉氧枪喷头优化改造作者:邢万里来源:《硅谷》2012年第05期摘要:氧枪喷头是转炉氧枪系统中的关键部件,喷头的参数直接影响氧枪的使用性能,对冶炼的技术指标有着直接而明显的作用。
为从根本上改善150吨转炉氧枪综合效果,宣钢公司选取锻压组合式氧枪喷头这一先进技术装备,在满足生产需求的同时,有效提高设备使用效率和寿命。
关键词:转炉;锻压;氧枪;喷头中图分类号:TF341.1 文献标识码:A 文章编号:1671-7597(2012)0310173-010 引言河北钢铁集团宣化钢铁公司钢炼钢厂有2座150吨顶底复吹转炉,1#150吨转炉于2010年11月投产,并配备A枪、B枪两台氧枪,均使用砂型铸造式五孔喷头。
该铸造氧枪喷头受工艺所限,生产过程中发现存在如下缺陷:一是喷头端部材质为电解铜铸造加工而成,铸造工艺限制了其纯度很难提高,氧值也很高,散热性能较差,冷却强度降低,导致变形量大;二是冷却水套表面质量粗糙,增大了水流阻力,使得冷却空间以及有效冷却面积减小;三是晶粒组织粗大、砂眼气孔这些铸造工艺的缺陷多;四是由于喷头使用寿命短,使生产制造成本增大,且在吹炼过程中反映出化渣不良,易发生喷溅,烧蚀烟罩严重,平均枪龄仅为260炉,难以满足现实生产需要。
为改进氧枪性能,延长氧枪喷头寿命,降低成本,炼钢厂经过对市场上喷头的调研,并在其他钢厂考察分析后,决定开发锻压组合式五孔氧枪喷头。
1 氧枪喷头工艺参数1.1 转炉冶炼工艺条件(见下表)1.2 工艺参数考虑宣钢铁水磷含量较高及供氧强度情况,为保证快速化渣、终点成分命中率,故喷头仍选用五孔,中心倾角调整为15°。
以吨钢平均氧消耗53m3/t,单炉纯供氧时间15min计算,Q实=V/t=35000m3/h。
(V代表耗氧量;t代表单炉供氧时间。
)根据宣钢实际工艺条件,确定新氧枪喷头的出口马赫数。
氧枪喷头的主要参数:五孔,圆周均布;喉口直径42mm;出口直径56mm;喉口长度10mm;扩张段长度70mm;喷孔倾角15°。
转炉氧枪系统分析

炼钢转炉氧枪装置的使用现状分析摘要:介绍氧枪装置工作原理,使用现状及存在问题,并对存在问题提出对策。
关键词:炼钢转炉氧枪氧枪传动炼钢厂炼钢转炉氧枪装置包括氧枪和氧枪升降装置,是纯氧顶吹转炉的重要设备之一,是通过用高质水冷却的吹氧管将工业纯氧送入吹炼半钢或铁水来完成冶炼钢种的任务。
其升降和横移传动装置通过电气连锁与转炉倾动机械有关设备配合共同完成冶炼,更换氧枪等操作任务。
一、转炉对氧枪的升降机构和更换装置的要求在吹炼过程中氧枪需要多次升降调整枪位,对氧枪的升降机械和更换装置提出如下要求:(1)应具有合适的升降速度,并可以变速.(2)应保证氧枪升降平稳,控制灵活,操作安全,结构简单,便于维护。
(3)能快速更换氧枪。
(4)为保证安全生产氧枪有相应的连锁装置,如转炉不在垂直位置,氧枪不能下降;氧枪降至炉口以内,转炉不能倾动.氧枪下降至氧气开氧点时,氧气阀自动打开,同时转为慢速运行;氧枪提升至此点时自动转为快速运行;氧枪升至关氧点时,氧气阀自动关闭,同时由慢速转为快速运行。
当供氧氧压或冷却水的水压低于规定值,或冷却水的水温高于规定值时,氧枪自动提升报警。
二、氧枪系统现工作原理和结构氧枪装置由吹氧管,氧枪传动装置,升降小车,升降小车滑道及换管装置和横移小车,横移小车传动装置,平衡锤,平衡锤滑道等组成。
氧枪由3根同心无缝钢管制成,外径尺寸ф219,枪体总长17355mm,目前采用的喷头为535。
吹氧管冷却采用高质水,水压为10—-12kg/h,给水量≥120t/h,进水温度≤25℃,回水温度≥45℃,氧枪冷却水采用金属软管,型号:SA25JRL150A-15500,数量为两根。
氧气输送软管采用同样的金属软管,氧气软管和冷却水管东西分别布置。
氧枪的升降是由提升平衡锤来实现的,平衡锤系数为1。
3倍,由钢绳的两端固定在升降小车和平衡锤的滑轮支座上。
传动钢绳有卷筒绕过平衡锤的滑轮固定在小底座的支架上。
当开动电动机,经过减速机,由Ф800mm的卷筒提升或下降平衡锤,完成氧枪的升降。
顶吹氧气转炉的氧枪设计最后

重庆科技学院《冶金工程设计》课程设计报告学院: 冶金与材料工程学院专业班级: 冶金普09-04学生姓名: 学号:设计地点(单位): 重庆科技学院设计题目: 220t顶吹氧气转炉的氧枪设计完成日期:2013 年01 月04 日指导教师评语:__________________________________________________________________________________________________________________________________________成绩(五级记分制):指导教师(签字):目 录绪论———————————————————————————————1一 物料平衡计 ——————————————————————————2 (一)计算原始数据————————————————————————2·(二)物料平衡基本目———————————————————————3(三)计算步骤——————————————————————————31.计算脱氧和合金化前的总渣量及其成分—————————————32.计算氧气消耗量———————————————————————33.计算炉气量及其成分—————————————————————34.计算脱氧和合金化前的钢水量—————————————————75.计算加入废钢的物料平衡———————————————————76.计算脱氧合金化后的物料平衡————————————————— 8二 转炉氧枪设计 —————————————————————————11 (一) 氧枪喷头设计 ———————————————————————111.氧流量或供氧强度——————————————————————112.喷孔出口马赫数Ma —————————————————————113.理论计算氧压 ———————————————————————113.喷孔夹角与喷孔间距 ———————————————————115.喉口直径d 喉及喉口长度喉l ——————————————————126.收缩段长度1l ————————————————————————127.喷孔出口直径及扩张段长度2l —————————————————12(二)氧枪枪身设计————————————————————————121.内层管直径i D 1———————————————————————122.中层管直径i D 2———————————————————————133.外层管直径i D 3———————————————————————134.氧枪全长及有效行程 ————————————————————13绪论氧气转炉炼钢在大型的钢铁企业中处于整个钢铁生产的中间环节,起到承上启下的作用,炼钢是决定钢材产量、质量的关键所在。
转炉氧枪提升装置优化设计

两个功率表 , 同 时 对 输 出 以及 输 入 轴 伸 径 向 荷 载 实 施 校 核 。
式 中
一 一 一 一 一 一
~ ∽ 一 m 一 一 ~ ~ ~ 一 一
l f 1 S
( 1) 减 速 器 的额 定 功率 应 满 足 P C= P 2 KAKs KR ≤ P N
一
,
,
对 氧枪 提 升 装 置进
中图 分类 号 : TF 3 4 1 1
文献 标 识码 : A
文 章编 号 : 1 0 0 2 5 0 6 5 ( 2 { ) 1 7) 1 6 一 f ) f 】 3 2 — 2
.
. ~ 堇 试 m 一
吣 一 m 一
该 电机 有较 高的机 械强度 和过载 能力 , 转动 惯量 小 , 特别适
合氧枪提升装置这种频繁 『 央速 启 动 机 反 转 频 繁 的制 动 场 合 。 减速 器 的选 择 : 减 速 机 在 实 际 的 选 择 当 中 一 定 要 采 用
收 稿 日期 : 2 0 1 7 - 0 8
图 1 氧 枪 提 升 装 置
P Ct __ _计算热 功率 ( K W ) K T _ _ 一 环 境 温 度 系 数
K w ___运 转周期系数
氧枪 提升 装置 优化设计 , 需要科 学选择 传动 系统 , 还 要 可 靠 的 联 锁 保 护 设 计 ,以保 证 安 全 运 行 , 防止事故发生 。
M 鲁 H 炼  ̄ ; i r 国 n 。 t n q
转炉氧枪提升装置优化设计
梅 辉 ’,刘 孟
( 1中冶 南方 武汉 钢 铁 设计 研 究院 有限 公 司 , 湖北 武 汉 4 3 { ) 0 8 1; 2武 汉钢 铁 有 限公 司 研究 院 湖北 武 汉 4 3 0 0 8 1 )
转炉氧枪控制系统抱闸模块改进

钢 水 质量 , 文章 主要 阐述 了针 对氧 枪控 制 系统提 升 瞬 间 “ 下 溜” 及 运行 过 程 中 “ 溜 车” 现 象提 出的 改进 方 案 , 在 变频 器 中增 加 了相应 的抱 闸模块 , 从 而 能够 有效 地避 免 事故 的 发 生 , 降低 事故 率 , 提 高设 备安 全 , 为 高 效生 产提 供 了稳 定的保 障 . .
表 1 变频 器参 数设 置 1
1 氧枪传 动控制 系统 概述
氧 枪 变 频 装 置 采 用 矢 量 控 制 方 式 。 氧 枪 部 分 其 有 两 台 电
动机 ,一台 工作 ,一 台备用 ,采 用二 对二方 式 ,即每 台变频 器可分 别对 应每台 电动机 ,均为带编 码器矢 量控制 ,正常 电
关键 词 : 氧枪 ; 变频 器 ; 抱 闸模 块
中图分 类号 : T F 3 4 5
: 1 1 — 5 0 ( / 4 ( 2 0 1 7 ) 1 1 一 f ) 1 1 8 — 2
炼钢生 产全过程 由 P L C控制 ,采用全 交流变频传 动。氧
来稿 日期 : 2 0 1 7 年1 0 月
作 者 简 介 :李 纪 ,男 生 于 1 9 8 5 年 ,汉 族 ,湖 北 松 滋 人 , 本科, 工 程师 , 研 究方 向 : 炼钢 转炉设备维护 。
故障触发条件
输 入与 实际戗 容 许的 偏差
输入滞后的功能参数
1 _ 5 秒 延 时输 出
1 1 8
l f 1 闲 金 属 通 报
4 改进方案实旌 后与原系 统比较
从 下 而 1 、图 2的 趋 势 图上 来 看 在 改 动 前 提 升 瞬 间转 速 反碳 为负 ( 红 色 ),在 改 动 后 提 升 瞬 间 实 际 转 速 无 负 反 碳 现
100 t转炉氧枪喷头参数优化实践

由于铁水条件尧废钢及冷料原材料的变化尧操 作者的更换以及炉龄的增长均导致炉膛内衬的形 状发生变化袁 而且一个氧气总管道先后供氧给各 转炉袁造成各转炉供氧压力不同遥 上述原因导致原 氧枪喷头使用过程中出现以下问题遥
渊1冤 供氧时间较长袁供氧强度较小 - 53 -
梁祥远等: 100 t 转炉氧枪喷头参数优化实践
梁祥远袁高级工程师袁 1993 年毕业于鞍山钢铁学院钢铁冶金 专业遥 E-mail: 1476100289@
化袁缩短了供氧时间袁降低了钢铁料的消耗遥
1 转炉及氧枪工艺参数
鞍钢股份有限公司炼钢总厂二分厂现有 3 座 100 t 顶底复吹转炉袁转炉主要技术参数见表 1袁氧 枪喷头原设计参数见表 2遥
位控制等遥 结果表明袁氧枪喷头优化后袁转炉冶炼供氧时间缩短约 100 s袁耗氧量降低 1.81 m3/t袁
转炉终点钢水磷含量降低了 0.01%袁减少了点吹袁降低了钢铁料的消耗遥
关键词院 转炉曰氧枪喷头曰供氧时间曰脱磷
中图分类号院TF724
文献标识码院 A
文章编号院 1006-4613渊2018冤03-0053-04
Optimization Practice of Parameters for Oxygen Lance Nozzles of 100 t Converter
Liang Xiangyuan袁Wang Xing袁Jin Long 渊General Steelmaking Plant of Angang Steel Co., Ltd., Anshan 114021, Liaoning, China冤
《鞍钢技术》2018 年第 3 期 总第 411 期
表 1 转炉主要技术参数
熔池直径/ 熔池深度/ 熔池直径/ 单位容量熔池
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Internal Combustion Engine & Parts• 145•
氧气顶吹转炉氧枪系统的优化改造
郭亮
(中冶南方武汉威仕工程咨询管理有限公司,武汉430077)
摘要:随着近几年对转炉炼钢厂高效性、连续性和安全性要求不断提高,要求转炉关健设备之一的氧枪系统设备必须高效率、低 故障率运行。
本文通过对氧枪系统存在的问题进行分析,提出在不改造氧枪传动装置的情况下,增加一套制动轮,提高氧枪制动的可 靠性;改造氧枪横移传动装置,增强氧枪横移的稳定性等措施,满足炼钢生产的要求。
关键词:转炉;氧枪升降系统;氧枪横移系统;改造
0引言
某转炉炼钢厂共有四座50吨氧气顶吹转炉,肩负着十分繁重的生产任务,生产节奏非常紧凑,为保证连续生产,因此要求设备高效率、低故障率运行。
在生产实际过程中,氧枪系统作为该厂氧气顶吹转炉的关键设备之一,运行是否正常稳定,严重制约着炼钢生产状况。
本文所介绍的内容是针对氧枪系统存在的不足,通过技术改造的措施,解决生产中易发生坠枪、氧枪打滑、换枪时间过长等问题,有效地保证氧枪系统高效、安全运行。
1氧枪升降、横移系统结构、功能概述
氧枪系统是氧气顶吹转炉的关键设备之一,它主要由氧枪本体、氧枪升降系统和氧枪横移系统三部分组成。
为适应炼钢的需要,氧枪升降系统和横移系统必须满足以下要求:
1.1应具有合适的升降速度,并且可以变速
氧枪升降系统主要由电机、制动器、圆柱齿轮减速机、钢丝绳卷筒、钢丝绳、升降小车、固定导轨及绳轮组成。
升降小车V快=32.5米分,V慢越5.0米分,速度调节靠电气控
制来实施,以尽可能缩短氧枪升降的时间。
同时,氧枪升降系统还应具备升降平稳、控制灵活、操作安全、结构简单、便于维护的特点。
1.2应能实现氧枪的快速更换
为保证转炉连续性生产,具有换枪时间短的特点,氧枪小车采用一用一备配置,即一套氧枪升降系统在线使用,另一套氧枪升降系统备用。
氧枪横移小车主要由电机通过摆线针轮减速机带动主动车轮组运动,从而使横移小车沿轨道左右移动。
横移小车的主要功能是:为升降小车提供安装载体;用来实现换枪操作。
当需要换枪时,启动横移电机使横移小车向左(或向右)移动,在线氧枪跟着一起从线上位置移到备用位置,同时线下备用枪正好从备用位置移到线上位置,横移小车横移快捷方便,准确到位。
1.3应具有安全连锁装置
氧枪升降、转炉旋转、氧气切断阀的开和关、氧压和氧枪冷却水压力、流量等存在一定的互锁关系,从技术措施上不允许发生坠枪事故。
2氧枪升降机构、横移机构改造前存在的主要问题
2.1氧枪升降机构存在的主要问题
升降小车连同氧枪一起总重有3748kg,而快速下降速度高达32.5米7分,由此造成的冲击力相当大,达到2030kg*m/s。
按原设计,升降小车制动力来源于两台减速机上各安装的一个0400制动轮。
在闸瓦未磨损、间隙调整合适、制动器完好的情况下,基本上能满足生产的需要,但当上述条件有一项不满足的时候,制动力矩不够,氧枪升降小车就会发生打滑现象,甚至发生氧枪坠落的事故。
2.2氧枪横移机构存在的主要问题
由于氧枪横移机构长期在高温、烟尘的环境下工作,甚 至是超期服役,将导致车架体存在一定程度的变形,使得主动车轮组踏面与路轨接触不良。
因此,横移机构在横移时就存在车轮打滑的状况,致使远程自动更换氧枪不能顺利进行,从而影响生产。
此时,为了保证生产连续性,维修人员就得赶紧到高层框架氧枪横移平台,用电动葫芦斜拉横移小车使其横移到位,存在着极大的人身、设备安全隐患。
3改造措施及实际效果
3.1升降系统增设一套制动轮
在原减速机的承载能力和速比保持不变的情况下,将 升降减速机由单输入改为双输入型式,在增加的高速输入轴侧增加了一套制动系统,即增加一台制动器和一个制动轮。
同时,为保证制动轮的互换性,制动轮、制动器采取与原输入端相同的备件。
通过该措施,升降系统的制动力矩增加了一倍,安全系数也大大提高。
3.2横移机构由电机驱动装置改为电液推杆驱动
将氧枪横移小车主传动车轮组作为横移小车的传动方式进行改造,拆除主传动车轮组原有的驱动电机、行星减速机、链轮和链条后,在平台上制作一固定支架,将行程已调节好的电液推杆一端固定在该支架上,另一端固定在氧枪横移小车的中心线上,使其均匀受力。
通过电液推杆的伸缩,实现工作位与备用位的切换。
彻底消除因车架体变形以及车轮组磨损造成的车轮组打滑而小车不能移动到位的故障。
同时,电液推杆是一个封闭的液压系统,只要保证密封完好的情况下,可不受外界灰尘、高温烟气等不利因素的影响,工作稳定可靠、传动平稳,故障率低等优点。
4结束语
通过此次改造,杜绝了氧枪升降系统因机械原因造成的坠枪事故;避免了氧枪横移系统因设备维护不到位造成的氧枪更换不及时的生成性事故。
实现了转炉生产的高效性、连续性和安全性。
此次改造取得的成功,对相同类型转炉氧枪系统的设备维护和改造具有一定的借鉴意义。
参考文献:
「11张昌富,叶伯英编.冶炼机械「Ml.冶金工业出版社,1997.
「2]王雅贞,张岩,张红文编著.氧气顶吹转炉炼钢工艺与设备 「Ml.二版.冶金工业出版,2001.
「3]冯捷,贾艳,主编.转炉炼钢实训「Ml.冶金工业出版社,2004.。