有铅焊接和无铅焊接的熔点
无铅焊锡熔点
无铅焊锡熔点
【实用版】
目录
一、无铅焊锡的熔点概述
二、无铅焊锡与有铅焊锡熔点的比较
三、无铅焊锡的优点和应用
四、无铅焊锡的环保意义
正文
一、无铅焊锡的熔点概述
无铅焊锡是一种不含有铅的焊接材料,主要以锡、银、铜等元素组成。
目前,最常用的无铅焊锡为锡 -3.0 银 -0.5 铜,其熔点在 217-219 摄氏度之间。
在再流焊过程中,可操作的最低工艺温度应为液相温度加 10 摄氏度,这就比锡铅共晶焊料的熔点高出 40 摄氏度。
二、无铅焊锡与有铅焊锡熔点的比较
有铅焊锡的熔点在 183-245 摄氏度之间,具体熔点随含锡量的减少
而逐步增加。
常见的有铅锡成分为 63% 锡和 37% 铅,其熔点为 183-185 摄氏度。
而无铅焊锡的熔点为 217-227 摄氏度,低温锡线的熔点为 138 摄氏度。
可以看出,无铅焊锡的熔点普遍高于有铅焊锡。
三、无铅焊锡的优点和应用
1.优点
无铅焊锡的熔点更高,使得焊接过程中的温度控制更加严格,降低了焊接不良的风险。
同时,无铅焊锡不含有铅这种持久性污染物,更加环保。
2.应用
无铅焊锡广泛应用于电子产品的焊接,尤其是对环保要求较高的领域,
如医疗设备、食品加工设备等。
此外,无铅焊锡还应用于航空航天、汽车制造等高强度、高温度环境下的产品制造。
四、无铅焊锡的环保意义
铅是一种持久性污染物,在自然环境中不能为生物代谢所分解。
无铅焊锡的使用有助于减少铅对环境的污染,保护生态环境和人类健康。
PCB电路板有铅与无铅工艺的区别
PCB电路板有铅与无铅工艺的区别第一次去电子线路板的加工厂参观时,听到讲解员指着两天生产线说这两天线分别生产有铅和无铅的线路板,当时很不明白到底什么是有铅,什么是无铅。
回来查了各种资料总算对这个问题有了一定的了解。
下面,我把自己对这个问题的认知以及参考了部分专业资料的整合信息分享给大家,欢迎大家一起来讨论,有什么不对的地方也请指正。
1.牢固性
无铅工艺加工过程中焊料的熔点温度为217摄氏度,而有铅的产品焊料熔点温度为183摄氏度。
因为有铅的温度相比较低,对电子产品的热损坏少,所以有铅工艺加工出来的线路板比无铅的线路板表面更光亮,强度更硬,性能质量也更好。
2.成本比较
无铅工艺相比有铅工艺多了无铅辅助材料以及无铅印制电极板的成本需求,在无铅加工工艺中,波峰焊使用的锡条和手工焊接使用的锡线,导致成本提高了约3倍;而回流焊中的锡膏使用成本则提高了约2倍。
其他元器件成本基本保持一致。
3.安全可靠性
铅对人体是有毒性物质,长期使用对人的健康会造成危害,并且无铅的焊接温度比有铅的高,所以焊接的也就更牢固。
所以从电路板的安全可靠性方面来看,无铅更具有优势。
4.工艺窗口
无铅的工艺窗口相比有铅的工艺窗口有了大幅度的缩小,可是工艺窗口的缩小对加工工艺来说反而是一件更复杂的事。
无铅锡膏的熔点
无铅锡膏的熔点无铅锡膏熔点:1、熔点:Sn/Pb 88/12 (183 °C)Sn/Pb 88/12 铅锡膏是一种经典的低熔点合金,其最低熔点为183 °C,属于低温焊接锡膏。
它具有良好的流动性,并且适用于垫片结构,焊接能力强,可以防止焊点损坏,从而不影响焊接性能。
2、熔点:Sn/Ag3.0/Cu0.5 (217 °C)Sn/Ag3.0/Cu0.5 铅锡膏的最低熔点为217 °C,是一种高熔点的焊接锡膏,它可以承受复杂的焊接过程,并具有优良的焊接效果。
此外,该锡膏还具有抗腐蚀和耐温性能优异、电容和绝缘特性良好等特点。
3、熔点:Sn/Ag3.0/Cu0.7 (221 °C)Sn/Ag3.0/Cu0.7 铅锡膏具有最低熔点 221 °C,属于高熔点焊接锡膏,适用于复杂的焊接工艺,具有良好的焊接效果。
此外,该锡膏还具有电性能优良、抗腐蚀能力高,适合焊接电子产品,尤其适用于精密焊接。
4、熔点:Sn/Ag3.0/Cu0.9 (226 °C)Sn/Ag3.0/Cu0.9 铅锡膏的最低熔点是226 °C,是一种高熔点的焊接锡膏,具有优异的焊接性能,因此可用于焊接复杂的电子电路、精密元件和RMA焊接等。
此外,该锡膏还具有优异的抗氧化性和耐老化性,在低温环境下仍可保持良好的焊接性能和电性能。
5、熔点:Sn/Ag4.0/Cu0.5 (245 °C)Sn/Ag4.0/Cu0.5 铅锡膏具有最低熔点 245°C,属于中熔点焊接锡膏,主要用于基板焊接,电容、EEG工艺制造等精密焊接和不锈钢等金属的熔焊工艺。
此外,该锡膏具有低耗锡量、耐焊接循环复杂度、优异的弹性及抗老化性等特点,为焊接精密元件提供了更完善的保护。
有铅工艺和无铅工艺的区别

有铅工艺和无铅工艺的区别趋势首先我们来看看有铅和无铅的趋势,随着国际环保要求逐步提高,无铅工艺成为电子产业发展的一个必然过程。
尽管无铅工艺已经推行这么多年,仍有部分企业使用有铅工艺,但无铅工艺完全代替有铅这是一个必然的结果。
但是无铅工艺在使用方面有些地方也许还不如有铅工艺,所以我们以后要研究的是如何让无铅工艺更好地替代有铅工艺。
让rosh环保更广泛的普及,达到既盈利又环保的双赢目标。
现状当前国内许多大公司也没有完全采用无铅工艺而是采取有铅工艺技术来提高可靠性,在机车行业中西门子和庞巴迪等国际知名公司也没有完全采用无铅工艺进行生产,而是尽量豁免。
当前有许多专业也认为无铅技术还有许多问题有待于进一步认识,如著名工艺专家李宁成博士也认为当前的无铅工艺技术的发展还没有有铅技术成熟,如先前的无铅焊接采用的最多的Sn3Ag0.5Cu焊料合金,最近发现由于Cu的含量稍低,焊点可靠性有些问题,有人建议将Cu的质量分数提高到1%~2%,但是现在时常上还没有这种焊料合金的产品。
同时无铅焊接的电子产品的可靠性数据远远没有有铅焊接生产的电子产品丰富。
比较有铅工艺技术有上百年的发展历史,经过一大批有铅工艺专家研究,具有交好的焊接可靠性和稳定性,拥有成熟的生产工艺技术,这主要取决于有铅焊料合金的特点。
有铅焊料合金熔点低,焊接温度低,对电子产品的热损坏少;有铅焊料合金润湿角小,可焊性好,产品焊点“假焊”的可能性小;焊料合金的韧性好,形成的焊点抗震动性能好于无铅焊点。
无铅焊接工艺从目前的研究结果中摸索有可替代合金的熔点温度都高于现有的锡铅合金。
例如从目前较可能被业界广泛接受的“锡——银——铜”合金看来,起熔点是217℃,这将在焊接工艺中造成工艺窗口的大大缩小。
理论上工艺窗口的缩小为从锡铅焊料的37℃降到23℃。
实际上,工艺窗口的缩小远比理论值大。
因为在实际工作中我们的测温法喊有一定的不准确性,加上DFM的限制,以及要很好地照顾到焊点“外观”等,回流焊接工艺窗口其实只有约14℃。
PCB电路板有铅与无铅工艺的区别

PCB电路板有铅与无铅工艺的区别1.材料选择:有铅工艺中,焊接使用的主要材料是含有铅的焊料。
而无铅工艺中,焊接使用的主要材料是不含有铅的焊料。
无铅焊料常用的成分包括锡、银、铜等。
2.熔点差异:有铅焊料的熔点较低,一般在183°C左右。
而无铅焊料的熔点较高,一般在217°C左右。
因此,在无铅工艺中,焊接的温度需要更高。
3.环境友好性:无铅工艺主要是为了减少对环境的污染,铅是一种对环境和人体有害的金属,所以近年来各国纷纷提倡无铅工艺的应用。
相比之下,有铅工艺会产生有害废料和废气,对环境造成更大的危害。
4.焊接质量:无铅工艺相对于有铅工艺来说,焊接质量更好。
因为无铅焊料形成的焊点通常比较薄而均匀,能够实现更高的焊接密度。
而有铅焊料容易形成焊锡球、焊墨、焊渣等焊接缺陷。
5.焊接工艺调整:由于无铅工艺的熔点较高,需要重新调整焊接工艺。
在无铅工艺中,需要将焊接温度和焊接时间加大,以保证焊接点的质量。
6.实施成本:无铅工艺相对于有铅工艺来说,实施成本更高。
首先,无铅焊料的成本较高。
其次,因为无铅焊料的熔点较高,需要使用更高效的焊接设备,增加了设备投资成本。
总体而言,无铅工艺相比有铅工艺具有更多的优势,尤其是在环境友好性和焊接质量方面。
目前,越来越多的电子产品制造商选择无铅工艺作为电路板制造的首选。
然而,无铅工艺也带来了一些新的挑战,如在焊接温度调整和设备升级方面的问题。
因此,在实际应用中,制造商需要综合考虑产品特性、成本和生产效率等因素,选择适合的工艺。
BGA有铅无铅识别

intel SB:有铅FW开头,无铅NH开头,例:NH82801DBM为无铅
intel NB:有铅RG开头,无铅NQ开头,例:NQ82915PM为无铅
AMD芯片组:第2行编码后面不带铅,带G为无铅,例:218S4RBSA12G
nVidia芯片组:中间带-n-的为无铅,不带为有铅,例:GO7300-n-A2
日期判断:国内05年底前的有铅多,05年后基本都是无铅,桥的无铅化比这更早些,国外更早。
色泽判断:有铅金属光泽好,无铅亚光。
焊接温度判断:有铅焊接温度低(熔点摄氏183度),流动性好;
无铅焊接温度高(熔点摄氏217度),流动性略差;
ATI的桥:尾数带K的是有铅的 带G的是无铅的
INTEL SIS VIA的桥:带2个圈的是有铅的,带3个圈的是无铅的,带有PB标识的(上边带斜杠)或ROHS标识的也是无铅的。
注:2个圈的一般是圆圈内有字母M或C,3个圈的一般还会多个e1。
IO芯片 83627EHG 83627EHF F-代表有铅,G-代表无铅
供电IC,带Z为无铅,不带Z的为有铅,如:ISL6262CR是有铅 ISL6262CRZ是无铅的;
效时360C温度控制参考
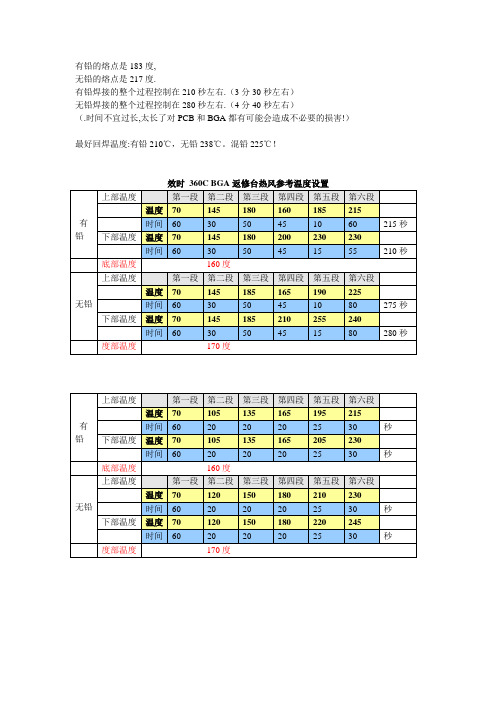
有铅的熔点是183度,无铅的熔点是217度.有铅焊接的整个过程控制在210秒左右.(3分30秒左右)无铅焊接的整个过程控制在280秒左右.(4分40秒左右)(.时间不宜过长,太长了对PCB和BGA都有可能会造成不必要的损害!)最好回焊温度:有铅210℃,无铅238℃。
混铅225℃!以上这种温试曲线,是拉近温度段落之间的温差,避免芯片受潮引起的热损坏,基本控制温度如下:前四段控制温度,实际测量,有铅:不得超过180度,第六段就等于融化温度了。
那么我们就要求能达到205-215度之间,无铅:前四段控制在185度以下,在第六段,我们要求无铅的正常工艺温度是235-245度之间。
以上所指的温度均以属于测温线测量的温度值,当测量温度偏低,或者偏高,我们就适当的去修改我们所设置的温度:例如:有铅:我前面四段温度测量为195,那么我们前期的温度就偏高,可以把前三段的180度,改为170.。
第四段上下也跟着降10度,这样,温度大概能符合我们的范围,假如我们的测试的最高温度,有就是前面所说的,第6段要求能达到205-215度之间,那么测试结果高于这个温度,假如测量值为225度,那么我们就可以把第6段的时间缩短10秒,把下部的高温段降低10度,大概也能符合我们的焊接要求了。
所以,我们在进行测试,是很重要的。
高就降,低就加。
因为受潮引起的BGA损坏,解决建议。
设置温度曲线上部有铅最高不要超过215.无铅最高不要超过225CPU座子除外。
有铅落下后在等15-20秒,无铅落下后在等25-35秒,混铅落下后在等20-30秒后停止加热。
但必须四角下沉后计时,这样的焊接时间就能保证我们的良好焊接!操作要领:1、测温线插入BGA与PCB中间,不能露出金属,否则温度不准;拆下无铅BGA后,处理时,最好用有铅锡丝先将锡渣脱走,再用有铅锡丝将PCB焊盘脱平,这样再用有铅BGA 焊接时,成功率会提高(混铅);2、喷嘴高度与BGA最高表面1mm左右,左右晃动时不可碰到BGA为标准;3、不要忘记下部喷嘴接近PCB,(三温区);4、做板温度跟PCB的厚度和BGA大小有关;5、有铅锡的最佳回焊温度为210,无铅的为238,混铅的225;6、BGA焊接时,看到BGA往下落时,是否均匀,如有不均匀,焊接效果不会太好,可加长第三段恒温时间;7、当看到BGA往下落时,有铅锡在15秒-20秒后可停止曲线,无铅锡25秒-35秒后可停止曲线,成功几率比较大,但要求是BGA四角同时下落;8、我公司出厂的曲线为标准曲线,可按上述标准更改,就可以达到一定的效果,其实只需要标准的三种曲线(有铅,无铅,上部低温下部高温的曲线)基本可解决所有BGA焊接。
助焊剂有铅与无铅有什么区别

助焊剂有铅与无铅有什么区别助焊剂有铅与无铅有什么区别焊接,是在很多建筑工地或者工厂都需要的工艺,有些时候,焊接的好坏直接影响了产品的质量,在一些重要的地方,焊接的好坏直接影响了安全性。
在一些行业,如计算机、仪表、家电等行业,对焊接工艺的精密性要求较高,助焊剂在这些行业的焊接中得到了比较广泛的应用。
助焊剂分为有铅助焊剂和无铅助焊剂两种,这两种助焊剂有什幺区别所谓无铅有铅焊接指的是锡钎焊时所用焊接材料里面含不含铅的焊接。
传统钎焊是用的铅锡合金焊料,熔点低,流动性好,焊接后的导电性好,得到十分广泛的普及。
然而铅是个对人体健康有害的金属,这样就引起了无铅焊接的话题。
有铅助焊剂与无铅助焊剂的区别其实主要是焊接温度的不同,无铅锡丝要求的焊接温度更高一些,一般在250度左右,而普通的锡丝的焊接温度在180度,所以无铅焊台的焊接温度更高一些,而且无铅焊台的供热速度更快。
当然也有例外,在无铅焊料中,也有低温的焊料,其熔点比有铅焊料还要低。
但这种低温焊料的价格相当昂贵。
从理论上来讲,用无铅焊台也可以焊有铅焊点,因为无铅焊台的温度可以达到有铅焊料的熔点。
但实际上没有人这样用,因为一旦用有铅焊料在无铅焊台上焊接后,无铅焊台就受到污染而无法再做无铅环保产品了。
反过来,用有铅焊台是焊不了无铅焊料的,因为有铅焊台的温度可能达不到无铅焊料的熔化温度。
1.无铅和有铅是工艺要求,适用范围不同而区分的。
2.其成分复杂,分类多样。
3.活性剂,成膜物质,添加剂,溶剂是基本成分。
4不过无铅是潮流,它有利环保,ROHS是一种行业标准实用范围不同。
无铅助焊剂是根据现在无铅产线的要求来的!并不像锡膏那样根据含有铅和不含有铅来区分的!~由于无铅的润湿性等性能比有铅的差,所以需要更高的活性才能保证良好的品质!。
有铅焊锡丝与无铅焊锡丝的性能比较
有铅焊锡丝与无铅焊锡丝的性能比较无铅焊锡丝和有铅焊锡丝是两大类产品档次的差异。
由于金属成分的不同,有铅焊锡丝的熔点一般为183度,而无铅焊锡丝的熔点一般为217-227度。
铅含量越低,熔点越高。
随着焊丝熔点温度的升高,焊剂的挥发率也随之增加,容易导致锡的活性不足。
焊接过程中可能出现锡头、桥头或拉丝现象,严重影响焊接效果。
熔剂是决定金属熔化后活性的一个关键因素。
无铅焊锡丝2.jpg如果引线中使用的烙铁在一定温度下放置时间过长,烙铁头前端会产生一层黑色氧化物。
这种现象在无铅焊接过程中更为严重。
高温好氧环境下金属与焊剂相互作用产生的氧化物会严重影响焊头前锡的正常消耗。
即使焊点的锡含量不受影响,焊点中的残余氧化物对焊接过程的质量也有很大的影响。
有铅焊锡丝的可焊性与无铅焊锡丝不同。
有铅焊锡丝优于无铅焊锡丝。
除以上熔点、温度、熔剂外,无铅焊锡丝的焊接纯度过高,焊接操作不方便。
无铅焊锡丝的焊接时间略长于有铅焊锡丝,约为0.2-0.5。
山福伦特牌牌无铅焊锡丝具有性能稳定、性能优良的特点。
1.良好的可焊性和较短的润湿时间。
2.无铅焊锡丝在焊接过程中不会飞溅,因为焊丝中含有一系列无铅焊剂,无异味,焊接烟尘少,无有害气体。
3.福伦特牌无铅焊锡丝无爆锡和无炸锡。
接受前辈的主动,建立焊丝生产设备配置,严格执行优质生产标准。
4.福伦特牌无铅焊锡丝缠绕均匀,不打结,外观光亮。
无铅焊锡丝焊接操作时的具体事件:1.使用与制造商兼容的正品无铅烙铁头,使用不同孔径和厚度的仿冒品或劣质无铅烙铁头。
这些环境会造成无铅烙铁的不稳定,阻碍和缩短无铅烙铁的使用寿命。
2.焊接前应用温度计测量焊头温度。
详细说明:焊头前端温度高达300℃。
焊工应该警惕烧伤!同时,焊接动作迅速,防止过热被引入板垫引起燃烧。
3.在设定烙铁头温度时,应考虑电子元件的耐热性和稳定性。
为保证焊接温度的连续性。
BGA芯片焊接技术讲解

• 3、回流区:有时叫做峰值区或最后升温区,这个区的作用是将 PCB的温度从活性温度提高到所推荐的峰值温度。活性温度总是 比合金的熔点温度低一点,而峰值温度总是在熔点上。典型的峰值 温度范围是焊膏合金的熔点温度加40℃左右,回流区工作时间范围 是20 - 50S。这个区的温度设定太高会使其温升斜率超过每秒2~ 5℃,或使回流峰值温度比推荐的高,或工作时间太长可能引起PCB 的过分卷曲、脱层或烧损,并损害元件的完整性。回流峰值温度比 推荐的低,工作时间太短可能出现冷焊等缺陷。 4、冷却区:这个区中焊膏的锡合金粉末已经熔化并充分润湿被连 接表面,应该用尽可能快的速度来进行冷却,这样将有助于合金晶体 的形成,得到明亮的焊点,并有较好的外形和低的接触角度。缓慢冷 却会导致电路板的杂质更多分解而进入锡中,从而产生灰暗粗糙的 焊点。在极端的情形下,其可能引起沾锡不良和减弱焊点结合力。 冷却段降温速率一般为3~10 ℃/ S。
பைடு நூலகம்• 第三步——检查
• 观察干净的焊盘,损坏的焊盘及没有移除的锡球。 • 注意:由于助焊剂的腐蚀性,推荐如果没有立即进行植球要进行额外清洗
• 第四步——过量清洗 • 为了达到最好的清洗效果,用洗板水在BGA封装表面的一个方向朝一个角落进 行来回洗。循环擦洗。冲洗。这有助于残留的焊膏从BGA表面移除去。 • 第五步——接下来让BGA在空气中风干。反复检查BGA表面。需要重新植球的 BGA表面要非常干净,不能留有什么杂质,否则将造成植珠失败。 • 注意:不推荐把BGA放在水里浸泡太长的时间。 • 在进行完以上操作后,就可以植球了。 • 第六步——植球 • 钢网的作用就是可以很容易的将锡球放到BGA对应的焊盘上。植球台的作用就 是将BGA上锡球熔化,使其固定在焊盘上。植球的时候,首先在BGA表面(有 焊盘的那面)均匀的涂抹一层助焊膏(剂),涂抹量要做到不多不少。涂抹量 多了或者少了都有可能造成植球失败。将钢网(这里采用的是万能钢网)上每 一个孔与BGA上每一个焊盘对齐。然后将锡球均与的倒在钢网上,用毛刷或其 他工具将锡球拨进钢网的每一个孔里,锡球就会顺着孔到达BGA的焊盘上。进 行完这一步后,仔细检查有没有和焊盘没对齐的锡球,如果有,用针头将其拨 正。小心的将钢网取下,将BGA放在高温纸上,放到植球台上。植球台的温度 设定是依据有铅锡球220℃,无铅锡球235℃来设定的。植球的时间不是固定 的。实际上是根据当BGA上锡球都熔化并表面发亮,成完整的球形的时候来判 定的,这些通过肉眼来观察。可以记录达到这样的状态所用时间,下次植球按 照这个时间进行即可。
有铅与无铅元器件混装焊接工艺方法
有铅与无铅元器件混装焊接工艺方法摘要:随着我国科技的不断进步,电子行业有着非常迅速的发展,在我国目前的电子行业生产市场上,部分器件生产厂商将有铅生产线改造成了无铅生产线。
市场上的无铅器件也迅速占领着主要的市场,替代了以往的有铅元器件。
由于有铅元器件和无铅元器件在焊接工艺上有着不同的差别,所以要想改变传统的生产模式,需要我们去针对有铅与无铅元器件混装焊接工艺的方法进行一定的探索。
本文通过对有铅和无铅焊接工艺的本质区别上进行充分分析,怎样通过合理的方式,加强对混装焊接产品的质量管控,满足客户需求。
关键词:有铅;无铅;元器件;混装;焊接;工艺;方法RoHS标准向国际性通用的呃一项强制性标准。
也就是关于限制在电子电器设备中使用某些有害成分的指令。
这项指令主要规范的是电子电器生产产品的材料和工艺标准,使得这些产品能够符合符合不危害人体健康和以及能够充分保护和环境绿化生环境生态的一个标准。
我目前电子产业当中的无铅化的改变,也是顺应了这个指定标准要求。
对于满足可持续发展以及生保护生态绿化环境的保护人体的健康安全来说有着非常重要的帮助,所以说无铅是电子行业发展的一大重要趋势。
无铅生产线对于有铅生产线的取代来说有着非常重要的意义。
由于有铅元器件和无铅元器件存在着不同的焊接工艺,所以说我们在对有铅锡膏和无铅元器件及其混装焊接的过程中,必须使用正确的焊接工艺,从而保证电子产品的可靠性。
一、有铅元器件和无铅元器件的区别(一)成分和特性方面通常,有铅元器件的焊端成分是Sn-Pb合金,而无铅元器件的成分则是Sn、Sn-Cu合金、Sn-Bi合金。
所以说有铅和无铅元器件在组分上便有着很大的差别。
此外,二者的耐热性也有所不同,有铅元器件的耐热性的最高温度在240℃左右,而无铅元器件的耐热性最高温度在260℃左右。
(二)有铅元器件和无铅元器件的焊接参数区别升温区:通常指由室温升至100 ℃左右的区域。
在升温区,元器件生升温速度往往是缓缓升温,从而支撑起以后的高温。
有铅焊锡和无铅焊锡的熔点

有铅焊锡和无铅焊锡的熔点引言铅焊锡和无铅焊锡是常用的焊接材料,它们在电子制造和其他领域中起着重要作用。
本文将探讨有铅焊锡和无铅焊锡的熔点差异,包括其定义、影响因素以及在实际应用中的差异。
有铅焊锡的熔点有铅焊锡是一种含有铅元素的焊接材料。
其熔点通常在183°C至190°C之间,取决于具体的合金成分。
有铅焊锡的熔点较低,使其易于熔化和应用。
影响有铅焊锡熔点的因素有铅焊锡的熔点受到以下因素的影响:1.合金成分:有铅焊锡的合金成分决定了其熔点的范围。
通常,铅和锡的比例越高,熔点越低。
其他合金元素的添加也会对熔点产生影响。
2.纯度:纯度高的有铅焊锡通常具有更低的熔点。
杂质的存在会提高熔点,因此在生产过程中要尽量保持高纯度。
有铅焊锡的应用有铅焊锡由于其低熔点和良好的流动性,在电子制造和焊接领域广泛应用。
它常用于电子元件的连接、线路板的制造以及电子设备的修复。
有铅焊锡在焊接过程中容易操作,但由于铅的环境和健康风险,近年来无铅焊锡逐渐取代了部分有铅焊锡的应用。
无铅焊锡的熔点无铅焊锡是一种不含铅元素的焊接材料。
其熔点通常在217°C至227°C之间,高于有铅焊锡。
无铅焊锡的熔点较高,因此需要更高的温度才能熔化和应用。
影响无铅焊锡熔点的因素无铅焊锡的熔点受到以下因素的影响:1.合金成分:无铅焊锡的合金成分对熔点有较大影响。
常见的无铅焊锡合金包括锡、银和铜。
不同比例的合金成分将导致不同的熔点范围。
2.纯度:与有铅焊锡类似,高纯度的无铅焊锡通常具有更低的熔点。
杂质的存在会提高熔点,因此在生产过程中要尽量保持高纯度。
无铅焊锡的应用由于环境和健康因素的考虑,无铅焊锡在电子制造和其他领域中得到了广泛应用。
它常用于电子元件的连接、线路板的制造以及电子设备的修复。
无铅焊锡的熔点较高,需要更高的温度和更长的焊接时间,但可以减少对环境和人体的污染。
有铅焊锡和无铅焊锡的比较有铅焊锡和无铅焊锡在熔点方面存在明显的差异。
无铅焊锡丝参数

无铅焊锡丝参数
无铅焊锡丝的参数有以下几个方面:
1. 焊锡成分:无铅焊锡丝通常采用Sn-Ag-Cu系列合金,成分中的锡(Sn)含量一般为96%以上,银(Ag)含量在3.5-4.5%,铜(Cu)含量在0.5-0.7%。
2. 直径:无铅焊锡丝的直径一般有0.3mm、0.5mm、0.8mm等不同规格,根据具体焊接需求选择合适的直径。
3. 熔点:无铅焊锡丝的熔点一般在217-227℃之间,具体熔点取决于焊锡成分。
4. 包装形式:无铅焊锡丝通常以卷装或盘装的形式出售,长度根据需要有不同的选择。
5. 其他参数:无铅焊锡丝的抗氧化性、流动性、可焊性等性能也是选购时需要考虑的因素。
需要根据具体的焊接需求和要求选择合适的无铅焊锡丝参数。
有铅焊锡和无铅焊锡的区别
有铅焊锡和无铅焊锡的区别各种无铅焊锡的熔点关系 Sn-Cu-Ni系 227℃ Sn-Ag系 221℃ Sn-Ag-Cu系 219℃Sn-Ag-Bi-In系 208℃ Sn-Zn系 199℃ Sn-Pb共晶 183℃推荐使用温度一览 CXG无铅焊台温度350℃~400℃回流炉温度 230℃~240℃温度喷流炉 245℃~255℃ CXG 938无铅焊台特点:★惊人的升温速度,从室温上升至300℃绝不超过13秒,温度回升快,有利于频繁的焊接,温度保持不变,提高生产效率。
★调节温度比市场同类焊台的调节温度更有利于生产,当需要调节温度时只要把温控旋钮按一下,则旋钮弹出,可根据生产需要调节温度,调节好以后,再按一下温度调节旋钮,旋钮锁住,可以预防生产过程中碰到旋钮而改变温度影响生产,旋钮锁住后,面板平坦,美观大方。
★手柄轻巧,长时间使用绝不感到疲劳。
★分体式设计,摆放容易,多种烙铁头选用,且更换方便。
★普通及防静电型两种,以便配合不同工作之用。
★手柄选择:909、909ESD 配C8无铅系列焊咀。
规格:型号 CXG 938 耗电 75瓦特控制台 938电焊台/938电焊台ESD 输出电压交流电30伏特温度范围摄氏200-480度/华氏392-896度发热组件 CXG-1365陶瓷发热芯温度稳定 ±1℃(无负荷时)焊咀与接地间阻抗2Ω以下焊咀与接地间电位 2mV以下重量(不包括电线) 1500克(3.3磅)外形体积宽120 X 高93 X深170毫米为什么要用无铅焊锡呢?主要海河是为了环保。
下面的文章就说明了这个问题。
无铅热风整平的实践体会摘要:本文通过对无铅与有铅热风整平工艺特性的对比,总结出无铅热风整平工艺的生产保养特点及工艺控制方法。
关键词:无铅热风整平无铅焊料浸锡时间除铜1. 前言随着欧盟颁布的二项环保新指令(WEEE和ROHS)在2006年7月1日正式实施,对PCB行业而言,这将面临一次严峻的考验,其影响将涉及到原材料、制造工艺、生产设备等方方面面。
3-无铅焊接可靠性讨论及过渡阶段有铅、无铅混用应注意的问题

(b) 要求低热膨胀系数CTE
当焊接温度增加时,多层结构PCB的Z轴与XY方向的层压 材料、玻璃纤维、以及Cu之间的CTE不匹配,将在Cu上产生 很大的应力,严重时会造成金属化孔镀层断裂而失效。这是 一个相当复杂的问题,因为它取决于很多变量,如PCB层数、 厚度、层压材料、焊接曲线、以及Cu的分布、过孔的几何形 状(如纵横比)等。
• 关于无铅焊点的可靠性(包括测试方法)还在最初的研究阶段。
一些研究显示:
• 在撞击、跌落测试中,用无铅焊料装配的结果比较差。
非常长期的可靠性也较不确定。
⑽ 电气可靠性(助焊剂性能与枝状结晶生长问题)
• 回流焊、波峰焊、返修形成的助焊剂残留物,在潮湿环 境和一定电压下,导电体之间可能会发生电化学反应, 引起表面绝缘电阻(SIR)的下降。如果有电迁移和枝状
⑶ 锡须
• Sn在压缩状态会生长晶须(Whisker),严重时会 造成短路(要特别关注窄间距QFP封装元件 )。
• 晶须是直径为1~10μm,长度为数μm~数十μm的针
状形单晶体,易发生在Sn、Zn、Cd、Ag等低熔点
金属表面。
产生Sn须的主要机理
Sn镀层表面形成一层薄薄的SnOX氧化层,加电时在 不均匀处产生压力,把Sn挤出来形成Sn须。
(一) 无铅焊接“三要素”
• 无铅焊料合金 • PCB焊盘 • 元件焊端表面镀层
1. 目前应用最多的无铅焊料合金
• 目前应用最多的用于再流焊的无铅焊料是三元共晶或近共晶形式的 Sn-Ag-Cu焊料。Sn(3~4)wt%Ag(0.5~0.7)wt%Cu是可接受的范围, 其熔点为217℃左右。 • 美国采用Sn3.9Agwt%0.6wt%Cu无铅合金
(d) 高耐热性:二次回流PCB不变形。
含铅焊锡丝和无铅焊锡熔点
含铅焊锡丝和无铅焊锡熔点含铅焊锡丝和无铅焊锡熔点的比较一、引言在电子工程领域,焊接是一个不可或缺的工艺。
对于焊接材料的选择,铅焊锡丝和无铅焊锡是两个常见的选项。
本文将对这两种焊锡材料进行比较,并着重讨论它们的熔点。
通过对熔点的分析,我们可以了解到其中的区别和如何选择适合的焊锡材料。
二、含铅焊锡丝含铅焊锡丝是一种常用的焊锡材料。
它由锡和一定比例的铅组成,通常铅的百分比在2-60%之间。
含铅焊锡丝在焊接过程中具有较低的熔点和较好的流动性,这使得它易于使用和操作。
其低熔点使得焊接更加容易,而流动性的提高可以确保焊接点的质量和可靠性。
三、无铅焊锡熔点相比之下,无铅焊锡的熔点较高。
根据国际标准,无铅焊锡的熔点通常在217-220°C之间。
与含铅焊锡丝相比,无铅焊锡的流动性较差,这意味着在焊接过程中需要施加更多的热量和力量。
四、含铅焊锡丝和无铅焊锡的比较1. 熔点:在焊接操作中,熔点是一个重要的考虑因素。
含铅焊锡丝具有较低的熔点,使其更易于使用和操作。
然而,无铅焊锡的熔点较高,对操作者来说可能需要更高的热量和力量。
2. 流动性:对于焊接点的质量和可靠性来说,焊锡的流动性也是至关重要的。
含铅焊锡丝由于较好的流动性,能够在焊接接触面上形成良好的连接,而无铅焊锡则相对较差。
对于一些需要高精度和高性能的应用来说,含铅焊锡丝可能更合适。
3. 环保性:含铅焊锡丝由于含有铅元素,可能对环境和健康造成一定的潜在风险。
相比之下,无铅焊锡是一种环保的选择,符合环保要求和绿色制造的概念。
五、选择适合的焊锡材料在选择适合的焊锡材料时,我们需要权衡各方面的因素。
如果我们注重操作的便利性和焊接效果,含铅焊锡丝是一个不错的选择。
然而,在环保和绿色制造方面,无铅焊锡则是更合适的选择。
对于需要高精度和高性能的应用,含铅焊锡丝的流动性可能会更受欢迎。
六、总结和回顾通过对含铅焊锡丝和无铅焊锡熔点的比较,我们可以看出它们在焊接工艺中的不同之处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有铅焊接和无铅焊接的熔点
熔点是指物质从固态转化为液态时所需的温度。
在电子制造行业中,
焊接是一种常见的连接方式,其中铅焊接和无铅焊接是两种主要类型。
它们之间的最显著的差异就是熔点。
铅焊接是一种传统的焊接技术,其中含有铅的焊料被用于连接电路板
上的器件和电线。
在铅焊接过程中,熔点通常在183°C至190°C范围内,这使得铅焊接是一种相对容易实现的焊接方法。
然而,由于铅对环境和人类健康的危害,无铅焊接已成为电子制造业
的趋势。
无铅焊接使用无铅的焊料,其主要成分是锡、铜和其他金属。
无铅焊接的熔点要高得多,通常在217°C至227°C之间,这使得它比铅焊接更难实现。
无铅焊接的熔点高主要是因为其焊料的成分不同。
铅焊接使用的焊料
通常是由铅和锡的合金组成的,而无铅焊料则使用锡、铜和锌等低熔
点金属的合金。
这些金属虽然幅度较小,但在高温下会难以融合,因
此需要更高的温度来进行熔合。
虽然无铅焊接的熔点要高得多,但无铅焊接由于它对环境和人体健康
的影响较小,逐渐取代了传统的铅焊接。
事实上,现在许多国家的法
律已经禁止使用含铅的焊接材料。
这迫使电子制造商使用无铅焊接技术,进一步推动了无铅焊接的迅速发展。
总之,铅焊焊接和无铅焊接之间的最大差异在于它们的熔点。
虽然无铅焊接的熔点更高,但由于其更加安全和环保,现已成为电子行业中的主流焊接技术。