IMDS Presentation 2015(2015版的IMDS英文教程)
【专业文档】104imds培训资料.doc
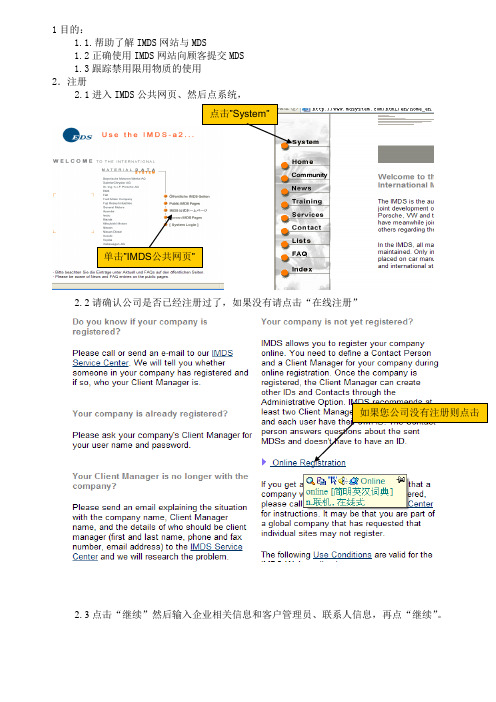
1目的:1.1.帮助了解IMDS 网站与MDS1.2正确使用IMDS 网站向顾客提交MDS 1.3跟踪禁用限用物质的使用 2.注册2.1进入IMDS 公共网页、然后点系统,2.2请确认公司是否已经注册过了,如果没有请点击“在线注册”2.3点击“继续”然后输入企业相关信息和客户管理员、联系人信息,再点“继续”。
单击”IMDS 公共网页”2.4注册成功将出现以下图案、网址,确认后即成功注册。
点击“继续”3.登录3.1点击访问系统、出现登陆、输入用户名选择语言。
点击,进入网页,确认后即成功注册4.提交4.1点击创建菜单可以选择创建材料、半成品、完成品。
适用于产品,如DAB,PAB Cushion, cover, Horn, plate, label 适用于半成品,如皮革,缝线,带子,适用于原材料,如化学品,胶水,润滑剂标签,色带,墨水,4.2在材料申明中必须注意以下三点:•4.2.1只报告非保密性的信息•4.2.2对零部件不报告完整的BOM,而是将该零部件中使用的所有材料进行报告(如Horn:在IMDS上报告时不能具体到零件,而是针对Horn这个产品中的材料进行累计后报告材料和镀层信息)•4.2.3寻找并报告已经由原材料制造厂创建的材料数据4.3供应商(外部)在IMDS上报告的要求:A. 按照IMDS的建议执行报告流程Reporting to Autoliv must follow the IMDS Recommendations()B.材料含量必须是”“as used state”“状态The material content shall be reported in the “as used state”C.所有禁用限用物质的申明必须采用”openly and completely”状态,不能标识”confidential”状态All forbidden and restricted substances must be declared openly and completely in IMDS, these substances may not be marked as confidentialD. 所有零部件在IMDS上必须填写完整的ALV零件号All components must be submitted under the full Autoliv part number4.4供应商(内部)在IMDS上报告的要求:A. 供应商负责从将材料从IMDS上下载到PDMResponsible for downloading materials from IMDS into MatrixB.供应商负责在PDM中将材料与产品进行连接Responsible for connecting materials in Matrix when appropriateC. 供应商对PDM中材料申明的正确性和完整性负责Responsible for assuring that the material declaration in Matrix is complete and correct 4.5已经创建好的例子created example.doc4.6创建component (部品/零件)的MDS(确认所创建的零件由哪些半成品组成,填写半成品的材料物质含量)。
IMDS材料数据系统使用指南(10.0版本)

1.4 1.5 1.6 127 日 2013 年 4 月 23 日
2013 年 5 月 24 日 2013 年 6 月 27 日
2013 年 12 月 12 日 2014 年 3 月 17 日 2014 年 7 月 13 日 2015 年 2 月 27 日 2015 年 4 月 27 日 2015 年 6 月 10 日 2015 年 6 月 11 日 2015 年 7 月 10 日
第3页
目录
1 IMDS – 简介.............................................................................................................................................................................................................. 7 2 IMDS – 使用入门 ...................................................................................................................................................................................................... 8
IMDS 服务中心 欧洲 | 电话: +36 1778-9821 | 电子邮件: imds-helpdesk-english@ 中国 | 电话: + 86 27 8743-1668 | 电子邮件: imds-eds-helpdesk-china@
欧盟GMP附录15:确认与验证(修订版英文+中文)

1.2.Qualification and validation activities should only be performed by suitably trained personnel who follow approved procedures.
概述
质量风险管理的方法应作为质量风险管理系统的一部分贯穿于药品的整个生命周期,应基于对设施、设备、公用系统和工艺的论证和书面风险评估决定确认和验证的范围和程度。回顾性验证不再被认为是可接受的方式。如果方法经过论证,并且获取数据的整个过程中有足够的保证性控制措施,也可以使用从生产商自身程序以外获得的用于支持确认和/或验证研究的数据。
1.2.确认和验证活动应只能由经过培训合格的人员严格按照批准的程序实施。
1.3.Qualification/validation personnel should report as defined in the pharmaceutical quality system although this may not necessarily be to a quality management or a quality assurance function. However, there should be appropriate quality oversight over the whole validation life cycle.
1.4.应当在验证主计划(VMP)或其等同文件中,清晰地界定和记录现场确认与验证程序的关键性要素。
1.5. The VMP or equivalent document should define the qualification/validation system and include or reference information on at least the following:
IMDS国际化材料数据系统教程幻灯片PPT

1.零件名(需和图纸一致) 2.填写产品号(注:同图纸一样)
4.填写图面的版本的制作日期(注:同图纸一样) 5.填写图纸的最新的版本号(注:同图纸一样)
7.自动生的我们的编号。 如客户特别提供给我们“编号”,应更新。
3.填写制图号 (注:同图纸一样) 6.按后面括号填写规定填报日期
实用文档
17
IMDS的查找
新建材料
2021/7/21
实用文档
11
1.输入材料名称
2.勾上已批准
一般情况选择IMDS批准的材料
2021/7/21
实用文档
3.点击 现以下
4.选择适用的材料号, 点击“采用”进入 下一界面
12
2021/7/21
1.填写产品(仅铝材料) 重量,注意单位
实用文档
13
2021/7/21
实用文档
14
2021/7/21
实用文档
18
2021/7/21
实用文档
19
2021/7/21
实用文档
20
接收状态: 1 - 还未被浏览 2 -正被接受者处理 3 -已被批准的 4-已被拒绝的
2021/7/21
实用文档
21
Thank you
2021/7/21
实用文档
22
材料 Materials: 有关材料的数据即 可由用户输入, 也可由用户的供应商 以 发送/提交(并被用户所在企业的某 一人员所批准) 的方式来提供, 或者 从发布的材料列表中进行选择 (我们 强烈建议仅选择那些由用户的供应商 和/或材料的制造商或由IMDS 委员会 的某一成员公司发布的数据表). 所有 材料均由是基本物质组成. 构成材料 的所有基本物质的百分比总和必须等 于 100. + 实用文档
ISO 9001 2015 QMS 说明书
This document contains confidential information and remains the sole property of EXFO Inc. It may not be reproduced in whole or in part without written consent of EXFO Inc.Table of contents1INTRODUCTION (3)2OUR MISSION (3)3OUR MANAGEMENT COMMITMENT (3)4OUR SCOPE (3)5OUR QUALITY POLICY (3)6OUR CERTIFIED FACILITIES (3)7OUR OBJECTIVES (4)8OUR QMS STRUCTURE, ROLES AND RESPONSIBILITIES (4)S TRUCTURE (4)D OCUMENTED I NFORMATION (5)P EOPLE (6)QMS Executive Director (6)Legal adviser (6)Business Process Owner (6)Business Process Manager (6)Business Process Leader (6)Customer Experience Director (6)Lead Auditor (6)Internal Auditor (6)Product Certification Specialist (6)Employee (6)9OUR CORPORATE CULTURE OF CONTINUAL IMPROVEMENT (6)1INTRODUCTIONThis Quality Manual has been written for all relevant interested parties (e.g., customers, staff, suppliers, authorities). It provides an overview of our organization’s quality management system.2OUR MISSIONFounded in 1985, EXFO develops smarter test, monitoring and analytics solutions for the global communications industry. We are trusted advisers to fixed and mobile network operators, hyperscalers and leaders in the manufacturing, development and research sector. Our customers count on us to deliver superior visibility and insights into network performance, service reliability and user experience. Building on over 35 years of innovation, EXFO’s unique blend of equipment, software and services enables faster and more confident transformations related to 5G, cloud-native and fiber-optic networks.For more information, visit and follow us on the EXFO Blog.3OUR MANAGEMENT COMMITMENTEXFO’s commitment is that its quality management system meets all ISO 9001:2015 requirements and remains appropriate to the purpose, context and strategic direction of the organization.Philippe Morin, Chief Executive Officer4OUR SCOPEDesign, manufacture, sell and service test and measurement instruments, adaptative service assurance systems for telecommunications networks.5OUR QUALITY POLICYEXFO’s commitment is to supply its customers with products and services that comply with their specificneeds and requirements.EXFO’s employees are dedicated to ensuring consistent quality and continual improvement of allproducts, services and processes.To ensure proper communication and act as a reminder, EXFO’s quality policy is available on its intranet site.6OUR CERTIFIED FACILITIESEXFO’s worldwide customers can be assured of a thorough QMS implementation in the following sites.EXFO Inc.400 Godin AvenueQuebec City, QC G1M 2K2CANADACorporate Headquarters, Product Development Center, Customer Service Center, Service Center and Manufacturing Facilities EXFO Inc.2500 Alfred-Nobel Montreal, QC H4S 0A9 CANADAProduct Development CenterEXFO Telecom Equipment (Shenzhen) Ltd. F1 to F3 No. 71–3 Xintian Avenue, Xintian Community, Fuhai Subdistrict, Bao’an District, Shenzhen, Guangdong, P.R.China 518103Manufacturing Facilities and Service CenterEXFO Europe Ltd Winchester HouseSchool Lane, Chandlers Ford SO53 4DG, UNITED KINGDOMCustomer Service Center and Service CenterEXFO Electro Optical Engineering India Private Limited Office No 604, Tower S-4, Cybercity, Magarpatta Hadapsar, Pune 411013 INDIAProduct Development Center and Technical Support centerEXFO Solutions2 Rue Jacqueline AuriolSaint-Jacques-de-la-Lande, 35136 FRANCEProduct Development Center and Technical Support centerEXFO Telecom SpainRonda Narciso Monturiol 6 Bur. 113B Paterna, V 46980 SPAINProduct Development Center and Technical Support center7 OUR OBJECTIVESThe QMS main objectives are set at management review meetings. The EXFO QMS management review process ensures its continuing suitability, adequacy, effectiveness, and alignment with the strategic direction of the organization.8 OUR QMS STRUCTURE, ROLES, AND RESPONSIBILITIESStructureOur activities are based on value streams, the majority of which are made up of business processes.Quality objectives are set for each value stream or business process. Corresponding key performance indicators or KPIs are displayed and defined on our IMS platform. KPIs monitoring, analysis, evaluation, and the effectiveness of corresponding actions are reviewed at planned intervals.These mappings• structure sequences of activities (tasks), • assign resources, and• provide work instructions and tools to optimize work organization.Various data and measurements, along with other records resulting from our activities, may be used to demonstrate our compliance with internal and external requirements. All IMS documented information is available to all EXFO personnel through the intranet.Our documented information can be summarized as follows:▪Policies state intentions and directions formally expressed by our top management;▪Value streams and processes describe the breakdown and sequence of tasks;▪Instructions, specifications, guidelines, templates, and forms provide support to perform tasks;▪Records are used to demonstrate compliance with requirements and the effective functioning of the qualitymanagement system.PeopleWithin the scope of the QMS, managers and employees may be assigned various roles and responsibilities.QMS Executive DirectorThe Director – Manufacturing Engineering, has been appointed as the QMS executive director. As such, he is responsible for: ▪Ensuring the QMS definition and implementation are in compliance with the ISO 9001:2015 standard;▪Ensuring the efficiency of the QMS internal audit programme;▪Monitoring external audit requests;▪Ensuring the efficiency of the QMS documented information structure;▪Informing employees of the existence and requirements of the QMS;▪Promoting and developing a culture of continual improvement in order to enhance customer satisfaction.Legal AdviserDefines anti-bribery, counterfeit, conflict minerals and intellectual property corporate policies.Business Process OwnerThe business process owner (BPO) sees to the process performance. The BPO defines objectives, implements KPIs and allocates resources that are compatible with EXFO’s operational and strategic objectives.Business Process ManagerThe business process manager (BPM) defines activities to reach process objectives in accordance with the resources made available by the business process owner. BPMs also ensure the implementation, maintenance, and improvement of business processes while overseeing employee awareness training on the business process.Business Process LeaderWhen a process involves multiple BPMs, a business process leader (BPL) can be nominated to assist the BPO in their role. The BPL oversees the process’s continual improvement activities. He does so by working together with the BPMs on, for instance, coordination and standardization of procedures. He is the BPO’s representative who sees to the process performance. The BPL provides information about the business process improvement activities on a regular basis to the BPO.Customer Experience DirectorMonitors customer satisfaction.Lead AuditorGenerates the internal audit schedule, prepares audit plans, assigns and supervises internal auditors, assuring their training when required.Internal AuditorAssigned by the lead auditor, the internal auditor conducts the audit of selected business processes. Their findings can lead to the identification of opportunities for improvement or the recording of good practices.Product Certification SpecialistPerforms a watch on the statutory and regulatory requirements with which our products must comply.EmployeePerforms tasks within a business process, tasks which have an impact on the quality of EXFO’s product s and services. The expertise of our personnel allows them to identify quality-related problems in their process and participate in improvement initiatives.9OUR CORPORATE CULTURE OF CONTINUAL IMPROVEMENTInternal and external audit findings, customer surveys, customer complaints, regular KPI monitoring and continual improvement objectives setting, benchmarking activities, legal watch, and whistleblower monitoring enable us to improve our practices and business processes. Many improvements, big and small, are implemented each year, increasing the satisfaction of our customers as well as the commitment of our personnel.。
ISO14001:2015化学品管理程序英文版
1. Contents1. Contents2. Scope and application3. Introduction4. Definitions and abbreviations5. Responsibilities6. Procedures7. Interacting Procedure (N.A.)8. Supporting form (N. A.)9. Flow chart of procedure2.Scope and applicationThis procedure outlines the actions required in purchasing of chemical, which either be regarded as direct or indirect material, for any use in Philips Shenzhen- LCD Factory .3.IntroductionIn compliance with local legislation and regulations and to fulfil all environmental requirements in Philips, a procedure is established for the procurement of all new chemicals.4.Definitions and abbreviationsEINECS European Inventory of Existing Commercial Chemical SubstancesIGS Material Safty Data Sheet5.ResponsibilitiesManufacturing Manager - introduce any new chemical/ Process Engineer Manager / Purchasing ManagerEnvironmental Officer - to approve the usage of the new chemical in the factory6.Procedures1.All new chemicals shall be tested and be with positive results prior to any purchasing.Positive results mean the new chemical is applicable to the product or process.2. A checklist (Appendix 1) shall be filled in for checking out all the environmental and safetyrequirements by local legislation and Philips policy.Answer all questions in the checklist for the application of 12nc for a new checmical.Answer question 1, 2, 6, 7, 8 in the checklist for those new chemicals and 12nc is not required.3.Environmental Officer shall approve the checklist of the new chemcial.The new chemical shall not be used without the approval from Environmental Officer.4.12nc is only issued for those new chemicals with the approved checklist by EnvironmentalOfficer.5.Purchasing Dept shall only proceed any order of chemical with the approved checklist.7. Interacting ProcedureN/A8. Supporting FormN/A9.Flow Chart of ProcedureISO14000Flowchart for "Introduction of New Chemical"Appendix 1MemoPhilips ComponentsTo:DepartmentCopy:Environmental OfficerFrom:Purchasing DepartmentYou have at “date” ordered / introduced the following material: xxxxxThis is for Philips LCD / C&M HK a new chemical product. Therefore, we kindly invite you to answer the questions and to take the action below mentioned, according to our new porcedure QKW-666-EMS0016“Introduction of New Chemical Procedure” and answer the following questions.Please answer all questions for 12nc application, and answer question 1, 2, 6, 7, 8 for those not require 12nc.N.B. Repeat orders for this new chemical porduct can be sent out if above issues have been settled. This list has always to be returned to the Initial Purchasing Dept. for record._______________________________________ Environmental Officer, Philips LCD C&M, SZ。
一天课程该课程阐述了IMDS的具体内容和要求以及欧盟ELV

学员背景要求:
⏹具备基本的生产流程和生产材料的知识和PPAP递交的内容和要求。
培训目标:
⏹了解欧洲汽车回收环保ELV法规条款的要求以及和IMDS的关系;
⏹了解全球汽车申报物质清单Global Automotive Declarable Substance List (GADSL)的内容
和要求,
⏹掌握IMDS的递交要求,包括OEM关于IMDS的特殊要求;
⏹掌握IMDS的应用步骤数据输入、接受、查找、修改、提交。
⏹掌握对供应商IMDS的报告的分析和评估,包括管理、接收、拒收或批准。
⏹掌握在PPAP递交过程对IMDS的证据要求。
培训方法:
•小组练习: 课堂案例见解IMDS的建立、递交和审核。
•培训评估:对培训的整体效果评估
相关课程(有害物质管理系列课程):
⏹绿色产品制造(GP, 包括RoHs,WEEE)-2天
⏹OHSAS18001内部审核员- 2 天
⏹ISO14001和OHSAS18001标准整合-内部审核员培训-4天
⏹IMDS (国际物料数据系统–汽车行业危害物质申报)- 1 天
奥曼克中国
IMDS培训服务过的知名客户:(部分)。
IMDS_Chinese

目录
IMDS Supplier Training Presentation. James Lundstrm; Ling-Chen Kung
Ver 2.2
10
关键词汇: IMDS 零件的结构
部件Components 部件 基础部件 “Sub-Components”
这是一个IMDS零件的完整结构 这是一 零件的完整结构. 这是一个 零件的完整结构 个完全关闭的球轴承. 个完全关闭的球轴承 零件的完整体和和 部件在这里都被称为部件, 部件在这里都被称为部件 可是为了区分 它们, 它们 我们将称零件的完整体为部 (Component), 而部件为基础部件 (Subcomponent). 每一个基础部件都是由原 材料组成的. 材料组成的 而每一个原材料都有其物质 连接在它的下面. 半成品部件(Semi 连接在它的下面 半成品部件 component)并无在这个树型结构里 并无在这个树型结构里. 并无在这个树型结构里
目录
IMDS Supplier Training Presentation. James Lundstrm; Ling-Chen Kung
Ver 2.2
1
Chapter Selection
IMDS:是什么和为什么 是什么和为什么
福特的标准
IMDS 的关键词汇
如何使用 IMDS
常见问题
目录
IMDS Supplier Training Presentation. James Lundstrm; Ling-ChenTraining Presentation. James Lundstrm; Ling-Chen Kung
Ver 2.2
3
福特为何会使用 IMDS
福特从1998年起就开始和 年起就开始和IMDS合作 我们主动参与了这项产品的开发 现在 合作. 福特从 年起就开始和 合作 我们主动参与了这项产品的开发. 现在IMDS以被 以被 美国, 欧洲和亚洲大量的OEM厂家运用 这项系统将给我们和供应商带来不少的方便和利益 厂家运用. 美国 欧洲和亚洲大量的 厂家运用 . 以下是几个例子 以下是几个例子:
ISPM15(2009英文版)
INTERNATIONAL STANDARDS FOR PHYTOSANITARY MEASURESPublication historyThis is not an official part of the standard1999-10 ICPM-2 added topic Wood packing (1999-001)2000-06 ad-hoc EWG developed draft text2001-02 EWG developed draft text2001-05 ISC-3 revised draft text and approved for MC2001-06 Sent for MC2001-11 ISC-4 revised draft text for adoption2002-03 ICPM-4 adopted standardISPM 15. 2002. Guidelines for regulating wood packaging material in international trade. Rome, IPPC, FAO.2005-03 TPFQ revised Annex 1 Methyl bromide fumigation schedule (2005-011)2005-05 SC revised Annex1 and approved for MC2005-06 Sent for MC under fast-track process2005-11 SC revised Annex 1 for adoption2006-04 CPM-1 adopted revised Annex 1ISPM 15. 2006. Guidelines for regulating wood packaging material in international trade. Rome, IPPC, FAO.2006-04 CPM-1 added topic Revision of ISPM No. 15 (2006-036)2006-05 SC approved Specification 31 Revision of ISPM No. 152007-07 TPFQ revised standard2008-05 SC revised and approved for MC2008-06 Sent for MC2008-11 SC revised standard for adoption2009-03 CPM-4 adopted revised standardISPM 15. 2009. Regulation of wood packaging material in international trade. Rome, IPPC, FAO. Publication history: Last modified August 2011CONTENTSAdoption ............................................................................................................................................. 15-5 INTRODUCTION .............................................................................................................................. 15-5 Scope .................................................................................................................................................. 15-5 Environmental Statement ................................................................................................................... 15-5 References .......................................................................................................................................... 15-5 Definitions .......................................................................................................................................... 15-6 Outline of Requirements .................................................................................................................... 15-6 REQUIREMENTS ............................................................................................................................. 15-71. Basis for Regulation .................................................................................................................... 15-72. Regulated Wood Packaging Material.......................................................................................... 15-72.1 Exemptions .................................................................................................................. 15-73. Phytosanitary Measures for Wood Packaging Material .............................................................. 15-73.1 Approved phytosanitary measures .............................................................................. 15-83.2 Approval of new or revised treatments ....................................................................... 15-83.3 Alternative bilateral arrangements .............................................................................. 15-84. Responsibilities of NPPOs .......................................................................................................... 15-94.1 Regulatory considerations ........................................................................................... 15-94.2 Application and use of the mark ................................................................................. 15-94.3 Treatment and marking requirements for wood packaging material that is reused,repaired or remanufactured ......................................................................................... 15-94.3.1 Reuse of wood packaging material ............................................................................. 15-94.3.2 Repaired wood packaging material ............................................................................. 15-94.3.3 Remanufactured wood packaging material ............................................................... 15-104.4 Transit ....................................................................................................................... 15-104.5 Procedures upon import ............................................................................................ 15-104.6 Phytosanitary measures for non-compliance at point of entry .................................. 15-10 ANNEX 1: Approved treatments associated with wood packaging material................................... 15-12 ANNEX 2: The mark and its application ......................................................................................... 15-14 APPENDIX 1: Examples of methods of secure disposal of non-compliant wood packaging material ................................................................................................................. 15-17AdoptionThis standard was first adopted by the Fourth Session of the Interim Commission on Phytosanitary Measures in March 2002 as Guidelines for regulating wood packaging material in international trade. Modifications to Annex 1 were adopted by the First Session of the Commission on Phytosanitary Measures in April 2006. The first revision was adopted by the Fourth Session of the Commission on Phytosanitary Measures in March–April 2009 as the present standard, ISPM 15:2009. INTRODUCTIONScopeThis standard describes phytosanitary measures that reduce the risk of introduction and spread of quarantine pests associated with the movement in international trade of wood packaging material made from raw wood. Wood packaging material covered by this standard includes dunnage but excludes wood packaging made from wood processed in such a way that it is free from pests (e.g. plywood).The phytosanitary measures described in this standard are not intended to provide ongoing protection from contaminating pests or other organisms.Environmental StatementPests associated with wood packaging material are known to have negative impacts on forest health and biodiversity. Implementation of this standard is considered to reduce significantly the spread of pests and subsequently their negative impacts. In the absence of alternative treatments being available for certain situations or to all countries, or the availability of other appropriate packaging materials, methyl bromide treatment is included in this standard. Methyl bromide is known to deplete the ozone layer. An IPPC Recommendation on the Replacement or reduction of the use of methyl bromide as a phytosanitary measure (CPM, 2008) has been adopted in relation to this issue. Alternative treatments that are more environmentally friendly are being pursued.ReferencesCPM. 2008. Replacement or reduction of the use of methyl bromide as a phytosanitary measure. IPPC Recommendation. In Report of the Third Session of the Commission on Phytosanitary Measures, Rome, 7–11 April 2008, Appendix 6. Rome, IPPC, FAO.IPPC. 1997. International Plant Protection Convention. Rome, IPPC, FAO.ISO 3166-1:2006. Codes for the representation of names of countries and their subdivisions – Part 1: Country codes. Geneva, International Organization for Standardization (available at /iso/country_codes/iso_3166_code_lists.htm).ISPM 5. Glossary of phytosanitary terms. Rome, IPPC, FAO.ISPM 7. 1997. Export certification system. Rome, IPPC, FAO.ISPM 20. 2004. Guidelines for a phytosanitary import regulatory system. Rome, IPPC, FAO.ISPM 23. 2005. Guidelines for inspection. Rome, IPPC, FAO.ISPM 13. 2001. Guidelines for the notification of non-compliance and emergency action. Rome, IPPC, FAO.ISPM 25. 2006. Consignments in transit. Rome, IPPC, FAO.ISPM 28. 2007. Phytosanitary treatments for regulated pests. Rome, IPPC, FAO.UNEP. 2000. Montreal Protocol on Substances that Deplete the Ozone Layer. Nairobi, Ozone Secretariat, United Nations Environment Programme. ISBN: 92-807-1888-6 (/ozone/pdfs/Montreal-Protocol2000.pdf).DefinitionsDefinitions of phytosanitary terms used in this standard can be found in ISPM 5 (Glossary of phytosanitary terms).Outline of RequirementsApproved phytosanitary measures that significantly reduce the risk of pest introduction and spread via wood packaging material consist of the use of debarked wood (with a specified tolerance for remaining bark) and the application of approved treatments (as prescribed in Annex 1). The application of the recognized mark (as prescribed in Annex 2) ensures that wood packaging material subjected to the approved treatments is readily identifiable. The approved treatments, the mark and its use are described.The national plant protection organizations (NPPOs) of exporting and importing countries have specific responsibilities. Treatment and application of the mark must always be under the authority of the NPPO. NPPOs that authorize the use of the mark should supervise (or, as a minimum, audit or review) the application of the treatments, use of the mark and its application, as appropriate, by producer/treatment providers and should establish inspection or monitoring and auditing procedures. Specific requirements apply to wood packaging material that is repaired or remanufactured. NPPOs of importing countries should accept the approved phytosanitary measures as the basis for authorizing entry of wood packaging material without further wood packaging material-related phytosanitary import requirements and may verify on import that the requirements of the standard have been met. Where wood packaging material does not comply with the requirements of this standard, NPPOs are also responsible for measures implemented and notification of non-compliance, as appropriate.REQUIREMENTS1. Basis for RegulationWood originating from living or dead trees may be infested by pests. Wood packaging material is frequently made of raw wood that may not have undergone sufficient processing or treatment to remove or kill pests and therefore remains a pathway for the introduction and spread of quarantine pests. Dunnage in particular has been shown to present a high risk of introduction and spread of quarantine pests. Furthermore, wood packaging material is very often reused, repaired or remanufactured (as described in section 4.3). The true origin of any piece of wood packaging material is difficult to determine, and thus its phytosanitary status cannot easily be ascertained. Therefore the normal process of undertaking pest risk analysis to determine if measures are necessary, and the strength of such measures, is frequently not possible for wood packaging material. For this reason, this standard describes internationally accepted measures that may be applied to wood packaging material by all countries to reduce significantly the risk of introduction and spread of most quarantine pests that may be associated with that material.2. Regulated Wood Packaging MaterialThese guidelines cover all forms of wood packaging material that may serve as a pathway for pests posing a pest risk mainly to living trees. They cover wood packaging material such as crates, boxes, packing cases, dunnage 12.1 Exemptions, pallets, cable drums and spools/reels, which can be present in almost any imported consignment, including consignments that would not normally be subject to phytosanitary inspection.The following articles are of sufficiently low risk to be exempted from the provisions of this standard 2- wood packaging material made entirely from thin wood (6 mm or less in thickness): - wood packaging made wholly of processed wood material, such as plywood, particle board,oriented strand board or veneer that has been created using glue, heat or pressure, or a combination thereof- barrels for wine and spirit that have been heated during manufacture- gift boxes for wine, cigars and other commodities made from wood that has been processedand/or manufactured in a way that renders it free of pests- sawdust, wood shavings and wood wool- wood components permanently attached to freight vehicles and containers.3. Phytosanitary Measures for Wood Packaging MaterialThis standard describes phytosanitary measures (including treatments) that have been approved for wood packaging material and provides for the approval of new or revised treatments.1Consignments of wood (i.e. timber/lumber) may be supported by dunnage that is constructed from wood of the same type and quality and that meets the same phytosanitary requirements as the wood in the consignment. In such cases, the dunnage may be considered as part of the consignment and may not be considered as wood packaging material in the context of this standard.2 Not all types of gift boxes or barrels are constructed in a manner that renders them pest free, and therefore certain types may be considered to be within the scope of this standard. Where appropriate, specific arrangements related to these types of commodities may be established between importing and exporting NPPOs.3.1 Approved phytosanitary measuresThe approved phytosanitary measures described in this standard consist of phytosanitary procedures including treatments and marking of the wood packaging material. The application of the mark renders the use of a phytosanitary certificate unnecessary as it indicates that the internationally accepted phytosanitary measures have been applied. These phytosanitary measures should be accepted by all NPPOs as the basis for authorizing the entry of wood packaging material without further specific requirements. Required phytosanitary measures beyond an approved measure as described in this standard require technical justification.The treatments described in Annex 1 are considered to be significantly effective against most pests of living trees associated with wood packaging material used in international trade. These treatments are combined with the use of debarked wood for construction of wood packaging, which also acts to reduce the likelihood of reinfestation by pests of living trees. These measures have been adopted based on consideration of:-the range of pests that may be affected-the efficacy of the treatment-the technical and/or commercial feasibility.There are three main activities involved in the production of approved wood packaging material (including dunnage): treating, manufacturing and marking. These activities can be done by separate entities, or one entity can do several or all of these activities. For ease of reference, this standard refers to producers (those that manufacture the wood packaging material and may apply the mark to appropriately treated wood packaging material) and treatment providers (those that apply the approved treatments and may apply the mark to appropriately treated wood packaging material).Wood packaging material subjected to the approved measures shall be identified by application of an official mark in accordance with Annex 2. This mark consists of a dedicated symbol used in conjunction with codes identifying the specific country, the responsible producer or treatment provider, and the treatment applied. Hereafter, all components of such a mark are referred to collectively as “the mark”. The internationally recognized, non-language-specific mark facilitates identification of treated wood packaging material during inspection prior to export, at the point of entry, or elsewhere. NPPOs should accept the mark as referred to in Annex 2 as the basis for authorizing the entry of wood packaging material without further specific requirements.Debarked wood must be used for the construction of wood packaging material, in addition to application of one of the adopted treatments specified in Annex 1. A tolerance for remaining bark is specified in Annex 1.3.2 Approval of new or revised treatmentsAs new technical information becomes available, existing treatments may be reviewed and modified, and new alternative treatments and/or treatment schedule(s) for wood packaging material may be adopted by the CPM. ISPM 28:2007 provides guidance on the IPPC’s process for approval of treatments. If a new treatment or a revised treatment schedule is adopted for wood packaging material and incorporated into this ISPM, material already treated under the previous treatment and/or schedule does not need to be re-treated or re-marked.3.3 Alternative bilateral arrangementsNPPOs may accept measures other than those listed in Annex 1 by bilateral arrangement with their trading partners. In such cases, the mark shown in Annex 2 must not be used unless all requirements of this standard have been met.4. Responsibilities of NPPOsTo meet the objective of preventing the introduction and spread of pests, exporting and importing contracting parties and their NPPOs have responsibilities (as outlined in Articles I, IV and VII of the IPPC). In relation to this standard, specific responsibilities are outlined below.4.1 Regulatory considerationsTreatment and application of the mark (and/or related systems) must always be under the authority of the NPPO. NPPOs that authorize use of the mark have the responsibility for ensuring that all systems authorized and approved for implementation of this standard meet all necessary requirements described within the standard, and that wood packaging material (or wood that is to be made into wood packaging material) bearing the mark has been treated and/or manufactured in accordance with this standard. Responsibilities include:-authorization, registration and accreditation, as appropriate-monitoring treatment and marking systems implemented in order to verify compliance (further information on related responsibilities is provided in ISPM 7:1997)-inspection, establishing verification procedures and auditing where appropriate (further information is provided in ISPM 23:2005).The NPPO should supervise (or, as a minimum, audit or review) the application of the treatments, and authorize use of the mark and its application as appropriate. To prevent untreated or insufficiently/incorrectly treated wood packaging material bearing the mark, treatment should be carried out prior to application of the mark.4.2 Application and use of the markThe specified marks applied to wood packaging material treated in accordance with this standard must conform to the requirements described in Annex 2.4.3 Treatment and marking requirements for wood packaging material that is reused,repaired or remanufacturedNPPOs of countries where wood packaging material that bears the mark described in Annex 2 is repaired or remanufactured have responsibility for ensuring and verifying that systems related to export of such wood packaging material comply fully with this standard.4.3.1 Reuse of wood packaging materialA unit of wood packaging material that has been treated and marked in accordance with this standard and that has not been repaired, remanufactured or otherwise altered does not require re-treatment or re-application of the mark throughout the service life of the unit.4.3.2 Repaired wood packaging materialRepaired wood packaging material is wood packaging material that has had up to approximately one third of its components removed and replaced. NPPOs must ensure that when marked wood packaging material is repaired, only wood treated in accordance with this standard is used for the repair, or wood constructed or fabricated from processed wood material (as described in section 2.1). Where treated wood is used for the repair, each added component must be individually marked in accordance with this standard.Wood packaging material bearing multiple marks may create problems in determining the origin of the wood packaging material if pests are found associated with it. It is recommended that NPPOs of countries where wood packaging material is repaired limit the number of different marks that may appear on a single unit of wood packaging material. Therefore NPPOs of countries where woodpackaging material is repaired may require the repaired wood packaging material to have previous marks obliterated, the unit to be re-treated in accordance with Annex 1, and the mark then applied in accordance with Annex 2. If methyl bromide is used for the re-treatment, the information in the IPPC Recommendation on the Replacement or reduction of the use of methyl bromide as a phytosanitary measure (CPM, 2008) should be taken into account.In circumstances where there is any doubt that all components of a unit of repaired wood packaging material have been treated in accordance with this standard, or the origin of the unit of wood packaging material or its components is difficult to ascertain, the NPPOs of countries where wood packaging material is repaired should require the repaired wood packaging material to be re-treated, destroyed, or otherwise prevented from moving in international trade as wood packaging material compliant with this standard. In the case of re-treatment, any previous applications of the mark must be permanently obliterated (e.g. by covering with paint or grinding). After re-treatment, the mark must be applied anew in accordance with this standard.4.3.3 Remanufactured wood packaging materialIf a unit of wood packaging material has had more than approximately one third of its components replaced, the unit is considered to be remanufactured. In this process, various components (with additional reworking if necessary) may be combined and then reassembled into further wood packaging material. Remanufactured wood packaging material may therefore incorporate both new and previously used components.Remanufactured wood packaging material must have any previous applications of the mark permanently obliterated (e.g. by covering with paint or grinding). Remanufactured wood packaging material must be re-treated and the mark must then be applied anew in accordance with this standard.4.4 TransitWhere consignments moving in transit have wood packaging material that does not meet the requirements of this standard, NPPOs of countries of transit may require measures to ensure that wood packaging material does not present an unacceptable risk. Further guidance on transit arrangements is provided in ISPM 25:2006.4.5 Procedures upon importSince wood packaging materials are associated with most shipments, including those not considered to be the target of phytosanitary inspections in their own right, cooperation by NPPOs with organizations not usually involved with verification of whether the phytosanitary import requirements have been met is important. For example, cooperation with Customs organizations and other stakeholders will help NPPOs in receiving information on the presence of wood packaging material. This is important to ensure effectiveness in detecting potential non-compliance of wood packaging material.4.6 Phytosanitary measures for non-compliance at point of entryRelevant information on non-compliance and emergency action is provided in sections 5.1.6.1 to 5.1.6.3 of ISPM 20:2004, and in ISPM 13:2001. Taking into account the frequent re-use of wood packaging material, NPPOs should consider that the non-compliance identified may have arisen in the country of production, repair or remanufacture, rather than in the country of export or transit.Where wood packaging material does not carry the required mark, or the detection of pests provides evidence that the treatment may not have been effective, the NPPO should respond accordingly and, if necessary, an emergency action may be taken. This action may take the form of detention while the situation is being addressed then, as appropriate, removal of non-compliant material, treatment3, 3 This need not necessarily be a treatment approved in this standard.destruction (or other secure disposal) or reshipment. Further examples of appropriate options for actions are provided in Appendix 1. The principle of minimal impact should be pursued in relation to any emergency action taken, distinguishing between the consignment traded and the accompanying wood packaging material. In addition, if emergency action is necessary and methyl bromide is used by the NPPO, relevant aspects of the IPPC Recommendation on Replacement or reduction of the use of methyl bromide as a phytosanitary measure (CPM, 2008) should be followed.The NPPO of the importing country should notify the exporting country, or the manufacturing country where applicable, in cases where live pests are found. In such cases, where a unit of wood packaging material bears more than one mark NPPOs should attempt to determine the origin of the non-compliant component(s) prior to sending a notice of non-compliance. NPPOs are also encouraged to notify cases of missing marks and other cases of non-compliance. Taking into account the provisions of section 4.3.2, it should be noted that the presence of multiple marks on a single unit of wood packaging does not constitute non-compliance.This annex is a prescriptive part of the standard.ANNEX 1: Approved treatments associated with wood packaging materialUse of debarked woodIrrespective of the type of treatment applied, wood packaging material must be made of debarked wood. For this standard, any number of visually separate and clearly distinct small pieces of bark may remain if they are:- less than 3 cm in width (regardless of the length) or- greater than 3 cm in width, with the total surface area of an individual piece of bark less than 50square cm.For methyl bromide treatment the removal of bark must be carried out before treatment because the presence of bark on the wood affects the efficacy of the methyl bromide treatment. For heat treatment, the removal of bark can be carried out before or after treatment.Heat treatment (treatment code for the mark: HT)Wood packaging material must be heated in accordance with a specific time–temperature schedule that achieves a minimum temperature of 56 °C for a minimum duration of 30 continuous minutes throughout the entire profile of the wood (including at its core). Various energy sources or processes may be suitable to achieve these parameters. For example, kiln-drying, heat-enabled chemical pressure impregnation, microwave or other treatments may all be considered heat treatments provided that they meet the heat treatment parameters specified in this standard.Methyl bromide treatment (treatment code for the mark: MB)Use of methyl bromide should be undertaken taking into account the IPPC Recommendation Replacement or reduction of the use of methyl bromide as a phytosanitary measure (CPM, 2008). NPPOs are encouraged to promote the use of alternative treatments approved in this standard.4The wood packaging material must be fumigated with methyl bromide in accordance with a schedule that achieves the minimum concentration-time product5Table 1: Minimum CT over 24 hours for wood packaging material fumigated with methyl bromide(CT) over 24 hours at the temperature and final residual concentration specified in Table 1. This CT must be achieved throughout the wood, including at its core, although the concentrations would be measured in the ambient atmosphere. The minimum temperature of the wood and its surrounding atmosphere must be not less than 10 °C and the minimum exposure time must be not less than 24 hours. Monitoring of gas concentrations must be carried out at a minimum at 2, 4 and 24 hours (in the case of longer exposure times and weaker concentrations, additional measurement should be recorded at the end of fumigation).One example of a schedule that may be used for achieving the specified requirements is shown in Table 2.4 In addition, contracting parties to the IPPC may also have obligations under the Montreal Protocol on Substances that deplete the Ozone Layer (UNEP, 2000).5 The CT product utilized for methyl bromide treatment in this standard is the sum of the product of the concentration (g/m 3) and time (h) over the duration of the treatment.。
APIspec11D1 第3版2015版中文
封隔器和桥塞ANSI/API SPEC 11D1第3版,2015年4月2015年10月9日实施ISO14310:2008(修订),石油天然气工业-井下工具-封隔器和桥塞特别说明API出版物只能针对一些共性问题。
有关特殊问题,宜查阅地方、州和联邦的法律法规。
API或API的任何雇员、分包商、顾问、委员会或其他受托人,均不担保也不承诺(无论明指还是暗示)本标准中所包含的信息的准确性、完整性和适用性,对于本标准中所披露的任何信息的使用及其后果,也不承担任何义务和责任。
API 或API的任何雇员、分包商、顾问或其他受托人,也不承诺本标准的使用不会侵犯其他人的专有权利。
任何愿意使用API出版物的人都可以任意使用。
API 已经尽了一切努力来保证这些出版物中所含数据的准确性与可靠性;然而,关于本标准API不做任何承诺、担保或保证,在此明确声明,由于使用本标准而造成的任何损失,或者因本标准与当地法规有冲突而造成违法,API将不承担任何义务和责任。
出版API标准是为了使公众能够更方便地获取已经证实的、良好的工程与操作惯例。
但至于何时何地应当使用这些出版物,仍需要用户根据自身的实践经验而做出明智的判断。
API标准的制定和出版,无意以任何方式限制任何人使用任何其他操作惯例。
任何按照API标准的会标使用要求标志其设备和材料的制造商,对于其产品符合相关API标准,负有全部责任。
API不承诺、担保或保证这些产品实际上确实符合该项API标准。
版权所有,违者必究。
未经出版商的书面批准,任何人都不允许在检索系统中复制和保存本文件中的任何内容,或者采用电子、机械、复印、录像或者其他方式传播本文件中的任何内容。
请联系出版商美国石油学会出版业务部,地址:1220L Street,N.W. Washington,D.C.20005。
Copyright © 2015 American Petroleum Institute版权©2015美国石油学会API 前言API出版物中的任何内容,都不能解释为(以暗示或其他方式)赋予任何人制造、销售或使用专利权所涵盖的任何方法、仪器或产品的权力;也不能解释为担保任何人侵犯专利权而不承担责任。
BS EN ISO 15197:2015 体外诊断检验系统-糖尿病管理中自测用血糖监测系统的要求(英文版)
BS EN ISO 15197:2015In vitro diagnostic test systems — Requirements for blood-glucose monitoring systemsfor self-testing in managing diabetes mellitusBS EN ISO 15197:2015BRITISH STANDARDNational forewordThis British Standard is the UK implementation ofEN ISO15197:2015.It is identical to ISO 15197:2013. Itsupersedes BS EN ISO 15197:2013which is withdrawn.The UK participation in its preparation was entrusted to TechnicalCommittee CH/212, IVDs.A list of organizations represented on this committee can beobtained on request to its secretary.This publication does not purport to include all the necessaryprovisions of a contract. Users are responsible for its correctapplication.© The British Standards Institution 2015.Published by BSI Standards Limited 2015ISBN 978 0 580 90800 2ICS 11.040.55; 11.100.10Compliance with a British Standard cannot confer immunity fromlegal obligations.This British Standard was published under the authority of theStandards Policy and Strategy Committee on 30 June 2015.Amendments/corrigenda issued since publicationDate Text affectedEUROPEAN STANDARD NORME EUROPÉENNE EUROPÄISCHE NORMEN ISO 15197 June2015ICS 11.100.10Supersedes EN ISO 15197:2013English VersionIn vitro diagnostic test systems - Requirements for blood-glucosemonitoring systems for self-testing in managing diabetes mellitus(ISO 15197:2013)Systèmes d'essais de diagnostic in vitro - Exigences relatives aux systèmes d'autosurveillance de la glycémie destinés à la prise en charge du diabète sucré (ISO15197:2013) Testsysteme für die In-vitro-Diagnostik - Anforderungen an Blutzuckermesssysteme zur Eigenanwendung bei Diabetesmellitus (ISO 15197:2013)This European Standard was approved by CEN on 3 June 2015.CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration. Up-to-date lists and bibliographical references concerning such national standards may be obtained on application to the CEN-CENELEC Management Centre or to any CEN member.This European Standard exists in three official versions (English, French, German). A version in any other language made by translation under the responsibility of a CEN member into its own language and notified to the CEN-CENELEC Management Centre has the same status as the official versions.CEN members are the national standards bodies of Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and United Kingdom.EUROPEAN COMMITTEE FOR STANDARDIZATIONC O M I TÉ E U R OPÉE NDE N O R M A LI S A T I O NEUR O PÄIS C HES KOM I TE E FÜR NOR M UNGCEN-CENELEC Management Centre: Avenue Marnix 17, B-1000 Brussels© 2015 CEN All rights of exploitation in any form and by any means reservedworldwide for CEN national Members.Ref. No. EN ISO 15197:2015 EBS EN ISO 15197:2015EN ISO 15197:2015 (E)ForewordThe text of ISO 15197:2013 has been prepared by Technical Committee ISO/TC 212 “Clinical laboratory testing and in vitro diagnostic test systems” of the International Organization for Standardization (ISO) and has been taken over as EN ISO 15197:2015 by Technical Committee CEN/TC 140 “In vitro diagnostic medical devices” the secretariat of which is held by DIN.This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by December 2015, and conflicting national standards shall be withdrawn at the latest by June 2018.Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. CEN [and/or CENELEC] shall not be held responsible for identifying any or all such patent rights.This document supersedes EN ISO 15197:2013.This document has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association, and supports essential requirements of EU Directive(s).For relationship with EU Directive, see informative Annex ZA, which is an integral part of this document.The following referenced documents are indispensable for the application of this document. For undated references, the edition of the referenced document (including any amendments) listed below applies. For dated references, only the edition cited applies. However, for any use of this standard ‘within the meaning of Annex ZA’, the user should always check that any referenced document has not been superseded and that its relevant contents can still be considered the generally acknowledged state-of-art.When an IEC or ISO standard is referred to in the ISO standard text, this shall be understood as a normative reference to the corresponding EN standard, if available, and otherwise to the dated version of the ISO or IEC standard, as listed below.NOTE The way in which these referenced documents are cited in normative requirements determines the extent (in whole or in part) to which they apply.BS EN ISO 15197:2015 EN ISO 15197:2015 (E)Table — Correlation between undated normative references and dated EN and ISO standardsNormative references as listedin Clause 2Equivalent dated standardEN ISOISO 13485 EN ISO 13485:2012 + AC:2012 ISO 13485:2003 + Cor. 1:2009ISO 14971 EN ISO 14971:2012 ISO 14971:2007, Corrected version2007-10-01ISO 17511 EN ISO 17511:2003 ISO 17511:2003ISO 18113-1 EN ISO 18113-1:2011 ISO 18113-1:2009ISO 18113-4 EN ISO 18113-4:2011 ISO 18113-4:2009ISO 18113-5 EN ISO 18113-5:2011 ISO 18113-5:2009ISO 23640 EN ISO 23640:2014 ISO 23640:2011IEC 60068-2-64 EN 60068-2-64:2008 IEC 60068-2-64:2008IEC 61010-1 EN 61010-1:2010 IEC 61010-1:2010 + Cor. :2011IEC 61010-2-101 EN 61010-2-101:2002 IEC 61010-2-101:2002IEC 61326-1 EN 61326-1:2013 IEC 61326-1:2012IEC 61326-2-6 EN 61326-2-6:2013 IEC 61326-2-6:2012IEC 62366 EN 62366:2008 IEC 62366:2007EN 13612 EN 13612:2002According to the CEN-CENELEC Internal Regulations, the national standards organizations of the following countries are bound to implement this European Standard: Austria, Belgium, Bulgaria, Croatia, Cyprus, Czech Republic, Denmark, Estonia, Finland, Former Yugoslav Republic of Macedonia, France, Germany, Greece, Hungary, Iceland, Ireland, Italy, Latvia, Lithuania, Luxembourg, Malta, Netherlands, Norway, Poland, Portugal, Romania, Slovakia, Slovenia, Spain, Sweden, Switzerland, Turkey and the United Kingdom.Endorsement noticeThe text of ISO 15197:2013 has been approved by CEN as EN ISO 15197:2015 without any modification.BS EN ISO 15197:2015EN ISO 15197:2015 (E)Annex ZA(informative)Relationship between this European Standard and the EssentialRequirements of EU Directive 98/79/ECThis European Standard has been prepared under a mandate given to CEN by the European Commission and the European Free Trade Association to provide a means of conforming to Essential Requirements of Directive 98/79/EC in vitro diagnostic medical devices.Once this standard is cited in the Official Journal of the European Union under that Directive and has been implemented as a national standard in at least one Member State, compliance with the normative clauses of this standard given in Table ZA.1 confers, within the limits of the scope of this standard, a presumption of conformity with the corresponding Essential Requirements of that Directive and associated EFTA Regulations.NOTE 1 Where a reference from a clause of this standard to the risk management process is made, the risk management process needs to be in compliance with Directive 98/79/EC. This means that risks have to be reduced ‘as far as possible’, ‘to a minimum’, ‘to the lowest possible level’, ‘minimized’ or ‘removed’, according to the wording of the corresponding essential requirement.NOTE 2 The manufacturer’s policy for determining acceptable risk must be in compliance with essential requirements Part A: 1, 2 and 5; Part B: 1.2, 2, 3, 5, 6 and 7 of the Directive.NOTE 3 This Annex ZA is based on normative references according to the table of references in the European foreword, replacing the references in the core text.NOTE 4 When an Essential Requirement does not appear in Table ZA.1, it means that it is not addressed by this European Standard.Table ZA.1 — Correspondence between this European Standard and Directive 98/79/ECClause(s)/sub-clause(s) of this EN Essential Requirements(ERs) ofDirective 98/79/ECQualifying remarks/notes4.3 A.2 Referenced clause covers only the firstbullet point of the ER.Risk management of blood glucosemonitoring instrument is not covered bythe referenced clause.Directive 98/79/EC requiresmanufacturers to eliminate or reduce risksas far as possible.For managing risks associated with invitro diagnostic medical devices ENISO 14971:2012 should be applied.5.11, 5.12 B.3.3 Referenced clauses cover only thetemperature (5.11) and humidity (5.12)aspects of the ER (in second bullet)4.4 B.3.66, 7.2 B.4.1 This ER is covered when accuracy limitsare stated by the manufacturer in the IFU.4.5 B.7.2WARNING — Other requirements and other EU Directives may be applicable to the product(s) falling within the scope of this standard.BS EN ISO 15197:2015ISO 15197:2013(E) Contents PageForeword (iv)Introduction (v)1 Scope (1)2 Normative references (1)3 Terms and definitions (2)4 Design and development (8)4.1 General requirements (8)4.2 Metrological traceability (8)4.3 Safety and risk management (9)4.4 Ergonomics and human factors (10)4.5 User verification requirements (10)5 Safety and reliability testing (10)5.1 General requirements (10)5.2 Protection against electric shock (11)5.3 Protection against mechanical hazards (11)5.4 Electromagnetic compatibility (11)5.5 Resistance to heat (11)5.6 Resistance to moisture and liquids (11)5.7 Protection against liberated gases, explosion and implosion (12)5.8 Meter components (12)5.9 Performance test (12)5.10 Mechanical resistance to vibration and shock (12)5.11 Equipment temperature exposure limits for storage (13)5.12 Equipment humidity exposure limits for storage (13)6 Analytical performance evaluation (14)6.1 General requirements (14)6.2 Measurement precision (16)6.3 System accuracy (19)6.4 Influence quantities (25)6.5 Stability of reagents and materials (30)7 Information supplied by the manufacturer (30)7.1 General requirements (30)7.2 Performance characteristics (31)7.3 Options for supplying instructions for use (31)8 User performance evaluation (31)8.1 General requirements (31)8.2 Acceptance criteria and evaluation of results (32)8.3 Selection and preparation of subjects (32)8.4 Execution of study protocol (32)8.5 Glucose reference values (33)8.6 Human factors (33)8.7 Data analysis and presentation of results (33)8.8 Evaluation of instructions for use (34)Annex A (informative) Possible interfering substances (35)Annex B (informative) Traceability chain (36)Annex C (informative) Rationale for the analytical performance requirements (38)Bibliography (45)BS EN ISO 15197:2015ISO 15197:2013(E)ForewordISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization.International Standards are drafted in accordance with the rules given in the ISO/IEC Directives, Part 2. The main task of technical committees is to prepare International Standards. Draft International Standards adopted by the technical committees are circulated to the member bodies for voting. Publication as an International Standard requires approval by at least 75 % of the member bodies casting a vote.Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights. ISO 15197 was prepared by Technical Committee ISO/TC 212, Clinical laboratory testing and in vitro diagnostic test systems.This second edition cancels and replaces the first edition (ISO 15197:2003), the clauses, subclauses and annexes of which have been technically revised.BS EN ISO 15197:2015ISO 15197:2013(E) IntroductionBlood-glucose monitoring systems are in vitro diagnostic medical devices used predominantly by individuals affected by diabetes mellitus. Diabetes mellitus is caused by a deficiency in insulin secretion or by insulin resistance leading to abnormally high concentrations of glucose in the blood, which may result in acute and chronic health complications. When used properly, a glucose monitoring system allows the user to monitor and take action to control the concentration of glucose present in the blood. This International Standard is intended for blood-glucose monitoring systems used by lay persons. The primary objectives are to establish requirements that result in acceptable performance and to specify procedures for demonstrating conformance to this International Standard. Minimum performance criteria for blood-glucose monitoring systems were established from the analytical requirements (precision and trueness) for individual glucose measurement results. “System accuracy” is the term used in this International Standard to communicate the analytical capability of a blood-glucose monitoring system to the intended users (i.e. lay persons), who would not be familiar with metrological terms commonly used in laboratory medicine. System accuracy describes the ability of a glucose monitoring system to produce measurement results that agree with true glucose values when the system is used as intended. The concept of “system accuracy” includes measurement bias and measurement precision.The requirements for system accuracy are based on three considerations:— the effectiveness of current technology for monitoring patients with diabetes mellitus;— recommendations of diabetes researchers as well as existing product standards and regulatory guidelines; and— the state-of-the-art of blood-glucose monitoring technology.In arriving at the performance requirements specified in the second edition of this International Standard, desirable goals had to be weighed against the capabilities of existing blood-glucose monitoring technology. The revised performance criteria in this edition are the result of improvements in technology since publication of the first edition. The considerations that formed the basis for the minimum acceptable analytical performance of a blood-glucose measuring device intended for self-monitoring are described in Annex C.Requirements that are unique to self-monitoring devices for blood-glucose are addressed in this International Standard. Requirements that apply in general to all in vitro diagnostic medical devices are incorporated by reference to other standards where appropriate.Although this International Standard does not apply to glucose monitoring systems that provide measured values on an ordinal scale (e.g. visual, semiquantitative measurement procedures) or medical devices that measure blood-glucose continuously for self-monitoring, it may be useful as a guide for developing procedures to evaluate the performance of such systems.BS EN ISO 15197:2015BS EN ISO 15197:2015 In vitro diagnostic test systems — Requirements for blood-glucose monitoring systems for self-testing in managing diabetes mellitus1 ScopeThis International Standard specifies requirements for in vitro glucose monitoring systems that measure glucose concentrations in capillary blood samples, for specific design verification procedures and for the validation of performance by the intended users. These systems are intended for self-measurement by lay persons for management of diabetes mellitus.This International Standard is applicable to manufacturers of such systems and those other organizations (e.g. regulatory authorities and conformity assessment bodies) having the responsibility for assessing the performance of these systems.This International Standard does not:— provide a comprehensive evaluation of all possible factors that could affect the performance of these systems,— pertain to glucose concentration measurement for the purpose of diagnosing diabetes mellitus,— address the medical aspects of diabetes mellitus management,— apply to measurement procedures with measured values on an ordinal scale (e.g. visual, semiquantitative measurement procedures), or to continuous glucose monitoring systems,— apply to glucose meters intended for use in medical applications other than self-testing for the management of diabetes mellitus2 Normative references The following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies.ISO 13485, Medical devices — Quality management systems — Requirements for regulatory purposes ISO 14971, Medical devices — Application of risk management to medical devices ISO 17511, In vitro diagnostic medical devices — Measurement of quantities in biological samples — Metrological traceability of values assigned to calibrators and control materialsISO 18113-1, In vitro diagnostic medical devices — Information supplied by the manufacturer (labelling) — Part 1: Terms, definitions and general requirementsISO 18113-4, In vitro diagnostic medical devices — Information supplied by the manufacturer (labelling) — Part 4: In vitro diagnostic reagents for self-testingISO 18113-5, In vitro diagnostic medical devices — Information supplied by the manufacturer (labelling) — Part 5: In vitro diagnostic instruments for self-testingISO 23640, In vitro diagnostic medical devices — Evaluation of stability of in vitro diagnostic reagents IEC 60068-2-64, Environmental testing — Part 2-64: Tests — Test Fh: Vibration, broadband random and guidanceINTERNATIONAL STANDARD ISO 15197:2013(E)© ISO 2013 – All rights reserved 1British Standards InstitutionProvided by IHS under license with BSI - Uncontrolled CopyLicensee=Chongqing Institute of quality and Standardization 5990390Not for Resale, 2015/8/27 08:52:05 No reproduction or networking permitted without license from IHSBS EN ISO 15197:2015 ISO 15197:2013(E)IEC 61010-1, Safety requirements for electrical equipment for measurement, control, and laboratory use — Part 1: General requirementsIEC 61010-2-101, Safety requirements for electrical equipment for measurement, control and laboratory use — Part 2-101: Particular requirements for in vitro diagnostic (IVD) medical equipmentIEC 61326-1, Electrical equipment for measurement, control and laboratory use — EMC requirements — Part 1: General requirementsIEC 61326-2-6, Electrical equipment for measurement, control and laboratory use — EMC requirements — Part 2-6: Particular requirements — In vitro diagnostic (IVD) medical equipmentIEC 62366, Medical devices — Application of usability engineering to medical devices EN 13612, Performance evaluation of in vitro diagnostic medical devices 3 Terms and definitionsFor the purposes of this document, the terms and definitions given in ISO 18113-1 and the following apply.3.1blood-glucose monitoring system measuring system consisting of a portable instrument and reagents used for the in vitro monitoring of glucose concentrations in blood Note 1 to entry: Blood-glucose monitoring systems measure glucose in capillary blood samples, but can express measured values as either the glucose concentration in capillary blood or the equivalent glucose concentration in capillary plasma. Concentrations in this International Standard refer to the type of measured values reported by the system.3.2blood-glucose meter component of a blood-glucose monitoring system that converts the product of a chemical reaction into the glucose concentration of the sample 3.3capillary blood-sample blood sample collected by skin puncture Note 1 to entry: A finger punctured by a lancet is commonly called a “fingerstick”.3.4commutability of a reference material property of a reference material, demonstrated by the closeness of agreement between the relation among the measurement results for a stated quantity in this material, obtained according to two given measurement procedures, and the relation obtained among the measurement results for other specified materials Note 1 to entry: The reference material in question is usually a calibrator and the other specified materials are usually routine samples.Note 2 to entry: The measurement procedures referred to in the definition are the one preceding and the one following the reference material (calibrator) in question in a calibration hierarchy. See ISO 17511 for further information.Note 3 to entry: The stability of commutable reference materials is monitored regularly.[ISO/IEC Guide 99:2007, definition 5.15]Note 4 to entry: Although blood would be the ideal matrix for reference materials for blood-glucose monitoring devices, such materials are not available at this time.2 © ISO 2013 – All rights reservedBritish Standards InstitutionProvided by IHS under license with BSI - Uncontrolled CopyLicensee=Chongqing Institute of quality and Standardization 5990390Not for Resale, 2015/8/27 08:52:05 No reproduction or networking permitted without license from IHSBS EN ISO 15197:2015 ISO 15197:2013(E)3.5consecutive selection method sampling method for a research study in which all subjects that meet the enrolment criteria are accepted in the order they volunteer for the study Note 1 to entry: This method will provide unbiased samples as long as no confounding variables are introduced during the trial period. For example, if a study lasts one morning, study subjects might not be representative of the target population, since subjects who visit the clinic in the morning might not be representative of all subjects who visit the clinic.Note 2 to entry: Adapted from Reference.[5]3.6disinfection process of destroying pathogenic organisms or rendering them inert Note 1 to entry: Adapted from Reference.[6]3.7influence quantity quantity that, in a direct measurement, does not affect the quantity that is actually measured, but affects the relation between the measurement indication and the measurement result EXAMPLE 1 Frequency in the direct measurement with an ammeter of the constant amplitude of an alternating current.EXAMPLE 2 Amount-of-substance concentration of bilirubin in a direct measurement of haemoglobin amount-of-substance concentration in human blood plasma.EXAMPLE 3 Temperature of a micrometer used for measuring the length of a rod, but not the temperature of the rod itself which can enter into the definition of the measurand.EXAMPLE 4 Background pressure in the ion source of a mass spectrometer during a measurement of amount-of-substance fraction.Note 1 to entry: An indirect measurement involves a combination of direct measurements, each of which may be affected by influence quantities.Note 2 to entry: Adapted from ISO/IEC Guide 99:2007, definition 2.52.3.8intermediate measurement precision intermediate precision measurement precision under a set of conditions of measurement that includes the same measurement procedure, same location and replicate measurements on the same or similar objects over an extended period of time, and can include other conditions involving changes Note 1 to entry: Interpretation of intermediate measurement precision requires that the changed and unchanged conditions be specified, particularly variables such as calibrations, reagent lots, measuring systems, operators and environmental conditions.Note 2 to entry: In evaluating IVD medical devices, the intermediate precision conditions are generally selected to represent the actual use conditions of the IVD medical device over an extended period of time.Note 3 to entry: Relevant statistical concepts are given in ISO 5725-3.Note 4 to entry: Intermediate precision can be expressed quantitatively in terms of the dispersion characteristics of the measured values, such as standard deviation, variance, and coefficient of variation.Note 5 to entry: Adapted from ISO/IEC Guide 99:2007, definitions 2.22 and 2.23.© ISO 2013 – All rights reserved 3British Standards InstitutionProvided by IHS under license with BSI - Uncontrolled CopyLicensee=Chongqing Institute of quality and Standardization 5990390Not for Resale, 2015/8/27 08:52:05 No reproduction or networking permitted without license from IHSBS EN ISO 15197:2015 ISO 15197:2013(E)3.9lay person individual without formal training in a relevant field or disciplineNote 1 to entry: For the purposes of this International Standard, a lay person is a user of a blood-glucose monitoring device who does not have specific medical, scientific or technical knowledge related to blood-glucose monitoring.Note 2 to entry: Adapted from ISO 18113-1, definition 3.34.3.10manufacturer’s selected measurement procedure measurement procedure that is calibrated by one or more primary or secondary calibrators and validated for its intended use Note 1 to entry: ISO 17511:2003, Figure 1 shows the manufacturer’s selected measurement procedure in thetraceability chain.Note 2 to entry: See ISO 17511:2003, 4.2.2 f).3.11manufacturer’s standing measurement procedure measurement procedure that is calibrated by one or more of the manufacturer’s working calibrators or higher types of calibrator and validated for its intended use Note 1 to entry: ISO 17511:2003, Figure 1 shows the manufacturer’s standing measurement procedure in the traceability chain.Note 2 to entry: See ISO 17511:2003, 4.2.2 h).3.12measurement accuracy accuracy closeness of agreement between a measured quantity value and a true quantity value of the measurand Note 1 to entry: The concept “measurement accuracy” is not a quantity and is not given a numerical quantity value. A measurement is said to be more accurate when it offers a smaller measurement error.Note 2 to entry: The term “measurement accuracy” is not used for measurement trueness and the term “measurement precision” is not used for measurement accuracy, which, however, is related to both these concepts.Note 3 to entry: “Measurement accuracy” is sometimes understood as closeness of agreement between measured quantity values that are being attributed to a measurand.[ISO/IEC Guide 99:2007, definition 2.13]3.13measurement bias bias estimate of a systematic measurement error Note 1 to entry: Bias is inversely related to trueness.Note 2 to entry: An estimation of bias is the average value of a series of measurements minus a reference quantity value.Note 3 to entry: Adapted from ISO/IEC Guide 99:2007, definition 2.18.4 © ISO 2013 – All rights reserved British Standards Institution Provided by IHS under license with BSI - Uncontrolled Copy Licensee=Chongqing Institute of quality and Standardization 5990390Not for Resale, 2015/8/27 08:52:05 No reproduction or networking permitted without license from IHS。
Presentation_SGPPL_2015 EN 6.0
• •
•
We sell solutions and not just products
One of the world’s
most innovative companies*
*Source: Thomson Reuters
3
350 years of history
Saint-Gobain diversifies into new markets and new products Refocus on materials with a high technology content and entry into building distribution and plasterboard Saint-Gobain celebrates its 350th anniversary
We are able to manufacture 10’s to 1,000,000,000’s of custom engineered – differentiated components Quality, product approvals, and product certifications are critical in our applications so we have a very strong application engineering and testing capability, as well as, the manufacturing infrastructure to support these certifications.
ISPM15包装标准(中文说明)[指南]
![ISPM15包装标准(中文说明)[指南]](https://img.taocdn.com/s3/m/847e2cfc18e8b8f67c1cfad6195f312b3069eb41.png)
ISPM 15 包装标准(中文解释)本文由lqkun518贡献doc文档可能在WAP端浏览体验不佳。
建议您优先选择TXT,或下载源文件到本机查看。
ISPM 15 系针对未经加工原木制作的木质包装材料之检疫安全制定规范,本文简介 ISPM 15 的重要内容及各国制定木质包装材料之检疫措施,并讨论对我国之影响及因应策略。
关键词:木质包装材料、国际植物检疫标准、ISPM。
壹、前言 1996年美国农业部首度证实光肩星天牛(Asian longhorned beetle, Anoplophora glabripennis)入侵纽约州,该年为了压制此虫的蔓延危害,就花费了400余万美元;1998年伊利诺伊州的芝加哥也发现此虫入侵,其后陆续在各地有发现的报导。
目前的数据显示,光肩星天牛已在纽约二处及芝加哥三处地区的森林危害,并在全美15个州27个放置进口货品的仓库中的木材包装箱中找到,其中绝大多数为自中国进口。
美国农业部估计此虫若扩散全美国,对木材、槭糖浆、苗圃、果树及观光旅游等产业会造成超过6,500亿美元的损失,因此在纽约及芝加哥积极展开扑灭计划,将受害林木砍除销毁,迄今联邦政府和州政府已支用超过8,000万美元的扑灭经费(APHIS, 2002)。
由于光肩星天牛是经由中国输美货物的实木包装材料(solid wood packing materials,简称 SWPM)入侵美国的,因此自1998年12月起,美国要求中国及香港输美的所有 SWPM 都必须在入境前按照规定的程序予以熏蒸处理或热处理,否则便不准放行(赵,2000)或必须使用其它包装材料。
此后,许多国家对 SWPM 相继采取严格的检疫措施,此案对中国与美国的贸易,甚至全世界的贸易造成极为深远的影响。
为促进农产品贸易自由化,世界贸易组织(WTO)之食品安全检验与动植物防疫检疫措施协议(Agreement on the Application of Sanitary and Phytosanitary Measures, 简称 SPS 协议)托付国际植物保护公约(International Plant Protection Convention, IPPC)组织制定各项国际植物检疫标准(International Standards for Phytosanitary Measures, ISPMs),以规范植物及其产品之国际贸易及提供各国制定其植物防疫检疫措施之参考,迄2003年4月已批准公告19 项的 ISPMs。
IMDS_简介及使用实例
其他在生产车 Other existing Vehicles 2010.7.15 n/a
世界主要汽车回收法律
• 美国。《二手车法规》是美国针对二手车管理的一部最重要的 法律,它强制规定二手车经销商增加透明度,以解决买卖双方 信息不对称的问题,保护消费者。从上世纪80年代开始,美国 又推出二手车质量认证制度,由汽车生产商或大型经销商对二 手车进行全方位的质量认证。虽然通过认证的二手车售价要高 过未经认证的二手车,但由于其质量有保证,激发了消费者购 买二手车的热情。 • 此外,美国有独立的专业汽车评估公司,为每辆车建立档 案,撰写“汽车历史报告”,内容包括所有权变更、里程数以 及事故等重要信息。消费者支付少量费用就能全面了解所要购 买车辆的历史,从而避免了因信息不全买错车。 • 日本《汽车回收再利用法》
Preferred Declaration/优 先选用的MDS MDS 材料
MDS材料 MDS材料 MDS材料 MDS 组件 MDS 半成品 MDS组件 MDS材料 假如ALV 不再做加工则 MDS 组件 MDS 半成品 MDS 半成品 MDS 组件
Acceptable Declaration/可接受的MDS MDS semi-component if a blend of several material,假如 是混合物,则semi-component 形式可接受
13.点击登录,会弹出以下对话框
要求输入帐号及密码
17.进入主页面
18。点击”创建”,进入创建画面
IMDS 零件定义
• 零部件 零部件可以是装配件(收音机)或 装配件内的次级零部件(收音机 外壳) • 半成部件 用来描述需要通过进一步加工变成 零部件的项目(织带,线等)
IMDS 零件定义
EVS_EN_16454_2015_en_preview
© 2015 CEN All rights of exploitation in any form and by any means reserved worldwide for CEN national Members.
Ref. No. EN 16454:2015 E
EENVS1-6E4N5146:240541:520(1E5)
This document is a preview generated by EVS
EUROPEAN STANDARD NORME EUROPÉEN240.60
EN 16454
September 2015
Supersedes CEN/TS 16454:2013
Euroopa standardi EN 16454:2015 ingliskeelset consists of the English text of the European
teksti.
standard EN 16454:2015.
Standard on jõustunud sellekohase teate This standard has been endorsed with a
EUROPEAN COMMITTEE FOR STANDARDIZATION COMITÉ EUROPÉEN DE NORMALISATION EUROPÄISCHES KOMITEE FÜR NORMUNG
CEN-CENELEC Management Centre: Avenue Marnix 17, B-1000 Brussels
This document is a preview generated by EVS
Contents
Page
ISO 9000-2015基础与术语(E,20150915)

© ISO 2015Quality management systems — Fundamentals and vocabularySystèmes de management de la qualité — Principes essentiels et vocabulaireINTERNATIONAL STANDARDISO 9000Fourth edition 2015-09-15Reference number ISO 9000:2015(E)ISO 9000:2015(E)ii© ISO 2015 – All rights reservedCOPYRIGHT PROTECTED DOCUMENT© ISO 2015, Published in SwitzerlandAll rights reserved. Unless otherwise specified, no part of this publication may be reproduced or utilized otherwise in any form or by any means, electronic or mechanical, including photocopying, or posting on the internet or an intranet, without prior written permission. Permission can be requested from either ISO at the address below or ISO’s member body in the country of the requester.ISO copyright officeCh. de Blandonnet 8 • CP 401CH-1214 Vernier, Geneva, Switzerland Tel. +41 22 749 01 11Fax +41 22 749 09 47copyright@ --`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,`,,`---ISO 9000:2015(E)Contents Page Foreword (iv)Introduction (v)1 Scope (1)2 Fundamental concepts and quality management principles (1)2.1 General (1)2.2 Fundamental concepts (2)2.2.1 Quality (2)2.2.2 Quality management system (2)2.2.3 Context of an organization (2)2.2.4 Interested parties (2)2.2.5 Support (2)2.3 Quality management principles (3)2.3.1 Customer focus (3)2.3.2 Leadership (4)2.3.3 Engagement of people (5)2.3.4 Process approach (6)2.3.5 Improvement (6)2.3.6 Evidence-based decision making (7)2.3.7 Relationship management (8)2.4 Developing the QMS using fundamental concepts and principles (9)2.4.1 QMS model (9)2.4.2 Development of a QMS (9)2.4.3 QMS standards, other management systems and excellence models (10)3 Terms and definitions (10)3.1 Terms related to person or people (10)3.2 Terms related to organization (11)3.3 Terms related to activity (13)3.4 Terms related to process (15)3.5 Terms related to system (16)3.6 Terms related to requirement (18)3.7 Terms related to result (20)3.8 Terms related to data, information and document (23)3.9 Terms related to customer (25)3.10 Terms related to characteristic (26)3.11 Terms related to determination (27)3.12 Terms related to action (29)3.13 Terms related to audit (30)Annex A (informative) Concept relationships and their graphical representation (33)Bibliography (47)Alphabetical index of terms (49)© ISO 2015 – All rights reserved iiiISO 9000:2015(E)ForewordISO (the International Organization for Standardization) is a worldwide federation of national standards bodies (ISO member bodies). The work of preparing International Standards is normally carried out through ISO technical committees. Each member body interested in a subject for which a technical committee has been established has the right to be represented on that committee. International organizations, governmental and non-governmental, in liaison with ISO, also take part in the work. ISO collaborates closely with the International Electrotechnical Commission (IEC) on all matters of electrotechnical standardization.The procedures used to develop this document and those intended for its further maintenance are described in the ISO/IEC Directives, Part 1. In particular the different approval criteria needed for the different types of ISO documents should be noted. This document was drafted in accordance with the editorial rules of the ISO/IEC Directives, Part 2 (see /directives). Attention is drawn to the possibility that some of the elements of this document may be the subject of patent rights. ISO shall not be held responsible for identifying any or all such patent rights. Details of any patent rights identified during the development of the document will be in the Introduction and/or on the ISO list of patent declarations received (see /patents).Any trade name used in this document is information given for the convenience of users and does not constitute an endorsement.For an explanation on the meaning of ISO specific terms and expressions related to conformity assessment, as well as information about ISO’s adherence to World Trade Organization (WTO) principles in the Technical Barriers to Trade (TBT) see the following URL: /iso/foreword.html. The committee responsible for this document is Technical Committee ISO/TC 176, Quality management and quality assurance, Subcommittee SC 1, Concepts and terminology.This fourth edition cancels and replaces the third edition (ISO 9000:2005), which has been technically revised.iv© ISO 2015 – All rights reservedISO 9000:2015(E)IntroductionThis International Standard provides the fundamental concepts, principles and vocabulary for quality management systems (QMS) and provides the foundation for other QMS standards. This International Standard is intended to help the user to understand the fundamental concepts, principles and vocabulary of quality management, in order to be able to effectively and efficiently implement a QMS and realize value from other QMS standards.This International Standard proposes a well-defined QMS, based on a framework that integrates established fundamental concepts, principles, processes and resources related to quality, in order to help organizations realize their objectives. It is applicable to all organizations, regardless of size, complexity or business model. Its aim is to increase an organization’s awareness of its duties and commitment in fulfilling the needs and expectations of its customers and interested parties, and in achieving satisfaction with its products and services.This International Standard contains seven quality management principles supporting the fundamental concepts described in 2.2. In 2.3, for each quality management principle, there is a “statement” describing each principle, a “rationale” explaining why the organization would address the principle, “key benefits” that are attributed to the principles, and “possible actions” that an organization can take in applying the principle.This International Standard contains the terms and definitions that apply to all quality management and QMS standards developed by ISO/TC 176, and other sector-specific QMS standards based on those standards, at the time of publication. The terms and definitions are arranged in conceptual order, with an alphabetical index provided at the end of the document. Annex A includes a set of diagrams of the concept systems that form the concept ordering.NOTE Guidance on some additional frequently-used words in the QMS standards developed by ISO/TC 176, and which have an identified dictionary meaning, is provided in a glossary available at: http://www.iso. org/iso/03_terminology_used_in_iso_9000_family.pdf--`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,`,,`---© ISO 2015 – All rights reserved v--`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,`,,`---Quality management systems — Fundamentals and vocabulary1 ScopeThis International Standard describes the fundamental concepts and principles of quality management which are universally applicable to the following:— organizations seeking sustained success through the implementation of a quality management system;— customers seeking confidence in an organization’s ability to consistently provide products andservices conforming to their requirements;— organizations seeking confidence in their supply chain that product and service requirements willbe met;— organizations and interested parties seeking to improve communication through a commonunderstanding of the vocabulary used in quality management;— organizations performing conformity assessments against the requirements of ISO 9001;— providers of training, assessment or advice in quality management;— developers of related standards.This International Standard specifies the terms and definitions that apply to all quality management and quality management system standards developed by ISO/TC 176.2 Fundamental concepts and quality management principles2.1 GeneralThe quality management concepts and principles described in this International Standard give the organization the capacity to meet challenges presented by an environment that is profoundly different from recent decades. The context in which an organization works today is characterized by accelerated change, globalization of markets and the emergence of knowledge as a principal resource. The impact of quality extends beyond customer satisfaction: it can also have a direct impact on the organization’s reputation.Society has become better educated and more demanding, making interested parties increasingly more influential. By providing fundamental concepts and principles to be used in the development of a quality management system (QMS), this International Standard provides a way of thinking about the organization more broadly.All concepts, principles and their interrelationships should be seen as a whole and not in isolation of each other. No individual concept or principle is more important than another. At any one time, finding the right balance in application is critical.INTERNATIONAL STANDARD ISO 9000:2015(E)© ISO 2015 – All rights reserved1N o r e p r o d u c t i o n o r n e t w o r k i n g p e r m i t t e d w i t h o u t l i c e n s e f r o m I H SISO 9000:2015(E)2.2 Fundamental concepts2.2.1 QualityAn organization focused on quality promotes a culture that results in the behaviour, attitudes, activities and processes that deliver value through fulfilling the needs and expectations of customers and other relevant interested parties.The quality of an organization’s products and services is determined by the ability to satisfy customers and the intended and unintended impact on relevant interested parties.The quality of products and services includes not only their intended function and performance, but also their perceived value and benefit to the customer.2.2.2 Quality management systemA QMS comprises activities by which the organization identifies its objectives and determines the processes and resources required to achieve desired results.The QMS manages the interacting processes and resources required to provide value and realize results for relevant interested parties.The QMS enables top management to optimize the use of resources considering the long and short term consequences of their decision.A QMS provides the means to identify actions to address intended and unintended consequences in providing products and services.2.2.3 Context of an organizationUnderstanding the context of the organization is a process. This process determines factors which influence the organization’s purpose, objectives and sustainability. It considers internal factors such as values, culture, knowledge and performance of the organization. It also considers external factors such as legal, technological, competitive, market, cultural, social and economic environments. Examples of the ways in which an organization’s purpose can be expressed include its vision, mission, policies and objectives.2.2.4 Interested partiesThe concept of interested parties extends beyond a focus solely on the customer. It is important to consider all relevant interested parties.Part of the process for understanding the context of the organization is to identify its interested parties. The relevant interested parties are those that provide significant risk to organizational sustainability if their needs and expectations are not met. Organizations define what results are necessary to deliver to those relevant interested parties to reduce that risk. Organizations attract, capture and retain the support of the relevant interested parties they depend upon for their success.2.2.5 Support2.2.5.1 GeneralTop management support of the QMS and engagement of people enables:— provision of adequate human and other resources;— monitoring processes and results;2 © ISO 2015 – All rights reservedISO 9000:2015(E)— determining and evaluating of risks and opportunities;— implementing appropriate actions.Responsible acquisition, deployment, maintenance, enhancement and disposal of resources support the organization in achieving its objectives.2.2.5.2 PeoplePeople are essential resources within the organization. The performance of the organization is dependent upon how people behave within the system in which they work.--`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,`,,`---Within an organization, people become engaged and aligned through a common understanding of the quality policy and the organization’s desired results.2.2.5.3 CompetenceA QMS is most effective when all employees understand and apply the skills, training, education and experience needed to perform their roles and responsibilities. It is the responsibility of top management to provide opportunities for people to develop these necessary competencies.2.2.5.4 AwarenessAwareness is attained when people understand their responsibilities and how their actions contribute to the achievement of the organization’s objectives.2.2.5.5 CommunicationPlanned and effective internal (i.e. throughout the organization) and external (i.e. with relevant interested parties) communication enhances people’s engagement and increased understanding of:— the context of the organization;— the needs and expectations of customers and other relevant interested parties;— the QMS.2.3 Quality management principles2.3.1 Customer focus2.3.1.1 StatementThe primary focus of quality management is to meet customer requirements and to strive to exceed customer expectations.2.3.1.2 RationaleSustained success is achieved when an organization attracts and retains the confidence of customers and other relevant interested parties. Every aspect of customer interaction provides an opportunity to create more value for the customer. Understanding current and future needs of customers and other interested parties contributes to the sustained success of the organization.2.3.1.3 Key benefitsSome potential key benefits are:— increased customer value;© ISO 2015 – All rights reserved 3ISO 9000:2015(E)— increased customer satisfaction;— improved customer loyalty;— enhanced repeat business;— enhanced reputation of the organization;— expanded customer base;— increased revenue and market share.2.3.1.4 Possible actionsPossible actions include:— recognize direct and indirect customers as those who receive value from the organization;— understand customers’ current and future needs and expectations;— link the organization’s objectives to customer needs and expectations;— communicate customer needs and expectations throughout the organization;— plan, design, develop, produce, deliver and support products and services to meet customer needs and expectations;— measure and monitor customer satisfaction and take appropriate actions;— determine and take action on relevant interested parties’ needs and appropriate expectations that can affect customer satisfaction;— actively manage relationships with customers to achieve sustained success.2.3.2 Leadership2.3.2.1 StatementLeaders at all levels establish unity of purpose and direction and create conditions in which people are engaged in achieving the organization’s quality objectives.2.3.2.2 RationaleCreation of unity of purpose and the direction and engagement of people enable an organization to align its strategies, policies, processes and resources to achieve its objectives.2.3.2.3 Key benefitsSome potential key benefits are:— increased effectiveness and efficiency in meeting the organization’s quality objectives;— better coordination of the organization’s processes;— improved communication between levels and functions of the organization;— development and improvement of the capability of the organization and its people to deliver desired results.--`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,4 © ISO 2015 – All rights reserved2.3.2.4 Possible actionsPossible actions include:— communicate the organization’s mission, vision, strategy, policies and processes throughout the organization;— create and sustain shared values, fairness and ethical models for behaviour at all levels of the organization;— establish a culture of trust and integrity;— encourage an organization-wide commitment to quality;— ensure that leaders at all levels are positive examples to people in the organization;— provide people with the required resources, training and authority to act with accountability;— inspire, encourage and recognize the contribution of people.2.3.3 Engagement of people2.3.3.1 StatementCompetent, empowered and engaged people at all levels throughout the organization are essential to enhance the organization’s capability to create and deliver value.2.3.3.2 RationaleIn order to manage an organization effectively and efficiently, it is important to respect and involve all people at all levels. Recognition, empowerment and enhancement of competence facilitate the engagement of people in achieving the organization’s quality objectives.2.3.3.3 Key benefitsSome potential key benefits are:— improved understanding of the organization’s quality objectives by people in the organization and increased motivation to achieve them;— enhanced involvement of people in improvement activities;— enhanced personal development, initiatives and creativity;— enhanced people satisfaction;— enhanced trust and collaboration throughout the organization;— increased attention to shared values and culture throughout the organization.2.3.3.4 Possible actionsPossible actions include:— communicate with people to promote understanding of the importance of their individual contribution;— promote collaboration throughout the organization;— facilitate open discussion and sharing of knowledge and experience;— empower people to determine constraints to performance and to take initiatives without fear;© ISO 2015 – All rights reserved 5— recognize and acknowledge people’s contribution, learning and improvement;— enable self-evaluation of performance against personal objectives;— conduct surveys to assess people’s satisfaction, communicate the results and take appropriate actions.2.3.4 Process approach2.3.4.1 StatementConsistent and predictable results are achieved more effectively and efficiently when activities are understood and managed as interrelated processes that function as a coherent system.2.3.4.2 RationaleThe QMS consists of interrelated processes. Understanding how results are produced by this system enables an organization to optimize the system and its performance.2.3.4.3 Key benefitsSome potential key benefits are:— enhanced ability to focus effort on key processes and opportunities for improvement;— consistent and predictable outcomes through a system of aligned processes;— optimized performance through effective process management, efficient use of resources and reduced cross-functional barriers;— enabling the organization to provide confidence to interested parties related to its consistency, effectiveness and efficiency.2.3.4.4 Possible actionsPossible actions include:— define objectives of the system and processes necessary to achieve them;— establish authority, responsibility and accountability for managing processes;— understand the organization’s capabilities and determine resource constraints prior to action;— determine process interdependencies and analyse the effect of modifications to individual processes on the system as a whole;— manage processes and their interrelations as a system to achieve the organization’s quality objectives effectively and efficiently;— ensure the necessary information is available to operate and improve the processes and to monitor, analyse and evaluate the performance of the overall system;— manage risks which can affect outputs of the processes and overall outcomes of the QMS.2.3.5 Improvement2.3.5.1 StatementSuccessful organizations have an ongoing focus on improvement.6 © ISO 2015 – All rights reserved N o r e p r o d u c t i o n o r n e t w o r k i n g p e r m i t t e d w i t h o u t l i c e n s e f r o m I H S2.3.5.2 RationaleImprovement is essential for an organization to maintain current levels of performance, to react to changes in its internal and external conditions and to create new opportunities.2.3.5.3 Key benefitsSome potential key benefits are:— improved process performance, organizational capability and customer satisfaction;— enhanced focus on root cause investigation and determination, followed by prevention and corrective actions;— enhanced ability to anticipate and react to internal and external risks and opportunities;— enhanced consideration of both incremental and breakthrough improvement;— improved use of learning for improvement;— enhanced drive for innovation.2.3.5.4 Possible actionsPossible actions include:— promote establishment of improvement objectives at all levels of the organization;— educate and train people at all levels on how to apply basic tools and methodologies to achieve improvement objectives;— ensure people are competent to successfully promote and complete improvement projects; --`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,`,,`---— develop and deploy processes to implement improvement projects throughout the organization;— track, review and audit the planning, implementation, completion and results of improvement projects;— integrate improvement consideration into development of new or modified products and services and processes;— recognize and acknowledge improvement.2.3.6 Evidence-based decision making2.3.6.1 StatementDecisions based on the analysis and evaluation of data and information are more likely to produce desired results.2.3.6.2 RationaleDecision-making can be a complex process and it always involves some uncertainty. It often involves multiple types and sources of inputs, as well as their interpretation, which can be subjective. It is important to understand cause and effect relationships and potential unintended consequences. Facts, evidence and data analysis lead to greater objectivity and confidence in decision making.2.3.6.3 Key benefitsSome potential key benefits are:— improved decision making processes;© ISO 2015 – All rights reserved 7— improved assessment of process performance and ability to achieve objectives;— improved operational effectiveness and efficiency;— increased ability to review, challenge and change opinions and decisions;— increased ability to demonstrate the effectiveness of past decisions.2.3.6.4 Possible actionsPossible actions include:— determine, measure and monitor key indicators to demonstrate the organization’s performance;— make all data needed available to the relevant people;— ensure that data and information are sufficiently accurate, reliable and secure;— analyse and evaluate data and information using suitable methods;— ensure people are competent to analyse and evaluate data as needed;— make decisions and take actions based on evidence, balanced with experience and intuition.2.3.7 Relationship management2.3.7.1 StatementFor sustained success, organizations manage their relationships with relevant interested parties, such as providers.2.3.7.2 RationaleRelevant interested parties influence the performance of an organization. Sustained success is more likely to be achieved when the organization manages relationships with all of its interested parties to optimize their impact on its performance. Relationship management with its provider and partner networks is of particular importance.2.3.7.3 Key benefitsSome potential key benefits are:— enhanced performance of the organization and its relevant interested parties through responding to the opportunities and constraints related to each interested party;— common understanding of objectives and values among interested parties;— increased capability to create value for interested parties by sharing resources and competence and managing quality related risks;--`,,,``,`````,,``,,,``,`,,,-`-`,,`,,`,`,,`---— a well-managed supply chain that provides a stable flow of products and services.2.3.7.4 Possible actionsPossible actions include:— determine relevant interested parties (such as providers, partners, customers, investors, employees or society as a whole) and their relationship with the organization;— determine and prioritize interested party relationships that need to be managed;8 © ISO 2015 – All rights reserved— establish relationships that balance short-term gains with long-term considerations;— gather and share information, expertise and resources with relevant interested parties;— measure performance and provide performance feedback to interested parties, as appropriate, to enhance improvement initiatives;— establish collaborative development and improvement activities with providers, partners and other interested parties;— encourage and recognize improvements and achievements by providers and partners.2.4 Developing the QMS using fundamental concepts and principles2.4.1 QMS model2.4.1.1 GeneralOrganizations share many characteristics with humans as a living and learning social organism. Both are adaptive and comprise interacting systems, processes and activities. In order to adapt to their varying context, each needs the ability to change. Organizations often innovate to achieve breakthrough improvements. An organization’s QMS model recognizes that not all systems, processes and activities can be predetermined; therefore it needs to be flexible and adaptable within the complexities of the organizational context.2.4.1.2 SystemOrganizations seek to understand the internal and external context to identify the needs and expectations of relevant interested parties. This information is used in the development of the QMS to achieve organizational sustainability. The outputs from one process can be the inputs into other processes and are interlinked into the overall network. Although often appearing to be comprised of similar processes, each organization and its QMS is unique.2.4.1.3 ProcessesThe organization has processes that can be defined, measured and improved. These processes interact to deliver results consistent with the organization’s objectives and cross functional boundaries. Some processes can be critical while others are not. Processes have interrelated activities with inputs to deliver outputs.2.4.1.4 ActivityPeople collaborate within a process to carry out their daily activities. Some activities are prescribed and depend on an understanding of the objectives of the organization, while others are not and react to external stimuli to determine their nature and execution.2.4.2 Development of a QMSA QMS is a dynamic system that evolves over time through periods of improvement. Every organization has quality management activities, whether they have been formally planned or not. This International Standard provides guidance on how to develop a formal system to manage these activities. It is necessary to determine activities which already exist in the organization and their suitability regarding the context of the organization. This International Standard, along with ISO 9004 and ISO 9001, can then be used to assist the organization to develop a cohesive QMS.A formal QMS provides a framework for planning, executing, monitoring and improving the performance of quality management activities. The QMS does not need to be complicated; rather it needs to accurately© ISO 2015 – All rights reserved 9。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
123456 Drawing Revision and date A / 23 Oct 2014
Customer Preh IMDS customer code / location 853 / Print / GD&T (as available) Kick off Sheet (as available)
Select the contact person drop down box and select the appropriate contact person
At this time only my name (James LeMere) is available, additional contact person(s) may be added at a later date. Also, only Certus Automotive is available in the Organization Unit drop down, which is automatically loaded.
Once all materials (and components) have been entered and the Measured weight per item is within 5% The Parts Marking drop down box should be selected, the 3 choices shown will appear and the appropriate selection should be made (Certus products should fall under Yes or Not applicable, if the part is too small)
Per the IMDS Submission sheet, fill in the Part Number, Part Name, Total Weight and Tolerance
Part Number Part Name Resin Weight Finish type
Bright Chrome Drawing Number
Once all materials (and components) have been entered and the Measured weight per item is within 5% And appropriate Parts Marking (Polymeric part(s) marked) has been selected, you are done with the Ingredients tab
This would be rejected because the calculated weight is greater than 5%, which is due to the total material weights being entered as 28g While the original Measured weight per item is entered at 10g
IMDS
This IMDS help presentation assumes that the user has some basic working knowledge of the IMDS system and is able to log on.
Select the MDS pull down tab Then select New Then select Datasheet Then select Component
Or select the two green circles with the plus sign Materials should be entered as they are used in the normal process (ex: molding material, resist (if used) copper plating, nickel plating, chrome plating, and then any added parts, materials or components. All materials used on the final part must be listed
Comments
(additional resins / components or any materials or information required to submit or understand the process required to produce the part / assembly)
The Supplier MDSs, Own MDSs/Modules will appear as is, In this format only the library that Certus built will appear. At this time you will only be able to select from those choices
This will allow any Material recognized in the IMDS system to be browsed and used as needed
As previously instructed Either double click on the material choice or highlight it by clicking once on it and then push the ‘apply’ tab in the lower right of the screen This process will be followed until all materials (and components) have been entered
Once again, this screen will appear after each material is added, all of the information shown will be automatically loaded, Except for the ‘Weight’ As previously stated this will represent the weight of this material only. Each material will require a separate weight and all of the individual material weights will be added together and must be within 5% of the total weight of the finished part.
The Supplier Recipient Data tab should then be selected Tpear (as is) And you will be in the Recipient Data tab
The Add Recipient tab should be selected, (house symbol with blue plus sign) which will bring up the screen shown
This screen will then appear (as is) you will be in the Ingredients tab All information in the boxes will need to be input (and is covered on the IMDS submission sheet ) The Development Sample report box should remain unchecked (if it is checked, this is considered a sample report and will not be accepted by the customer for IMDS submission) The Tolerance +/- : should be 5% unless otherwise dictated by the customer
This screen will appear. Once again there is more than one way to proceed
To insert a material, you must select the Search button Either double click on the material choice or highlight it by clicking once on it and then push the ‘apply’ tab in the lower right of the screen
IMDS SUBMISSION SHEET
Requested by: Date requested: Date required: James 17-Feb-15 1-Mar-15
Program and docket number
CAI-10XXXX 123456789 IMDS Sample ABS Sabic MG37EPX 10g
This screen will than appear, all of the information shown will be automatically loaded, Except for the ‘Weight’ Keep in mind that this will represent the weight of this material only, each material will require a separate weight and all of the individual material weights will be added together as shown in slide 4 (shown below) and must be within 5% of that total weight