涂装工艺模板
工程涂装流程设计方案模板
工程涂装流程设计方案模板一、引言工程涂装是指在工程施工过程中,对工程设施和构件进行表面涂装,以保护其表面,延长使用寿命,美化外观等目的。
工程涂装涉及表面处理、底漆涂装、中涂装、面漆涂装等多个环节,因此需要一个完善的涂装流程设计方案来确保工程涂装工作的质量、效率和安全。
本文将对工程涂装流程设计方案进行详细的介绍和讨论。
二、工程涂装流程设计方案1. 涂装前准备阶段在进行工程涂装之前,需要进行一系列的准备工作,包括制定涂装计划、确定涂装材料和设备、组织施工人员、准备涂装工地等。
在这一阶段,需要做好以下工作:1.1 制定涂装计划:根据工程的具体情况,制定详细的涂装计划,包括涂装的时间安排、涂装的工艺流程、涂装材料和设备的准备等。
1.2 确定涂装材料和设备:根据工程的具体要求,选定合适的涂装材料和设备,包括底漆、中涂、面漆等涂装材料,以及喷涂机、刷涂工具等涂装设备。
1.3 组织施工人员:根据涂装计划,组织合适的施工人员,安排工作任务,确保施工人员具备专业的涂装技能和安全意识。
1.4 准备涂装工地:清理和预处理涂装工地,确保涂装工地干净整洁,避免杂物和灰尘对涂装工作的影响。
2. 表面处理阶段表面处理是工程涂装的第一环节,其质量直接影响到后续涂装工作的成效。
在表面处理阶段,需要进行以下工作:2.1 清理表面:清除表面上的尘埃、杂物和油污等,确保表面干净整洁。
2.2 打磨表面:对表面进行打磨处理,去除表面的氧化层、锈蚀和老漆等,为后续的涂装工作做好准备。
2.3 涂装底漆:在表面处理完成后,进行底漆的涂装,以增强表面的附着力和防腐性能。
3. 中涂装阶段中涂是工程涂装的第二环节,其主要作用是增强底漆和面漆之间的附着力,提高涂装膜的均匀度和密度。
在中涂装阶段,需要进行以下工作:3.1 涂装中涂:根据涂装计划,进行中涂的涂装工作,确保中涂的均匀涂布和覆盖。
3.2 检测中涂质量:对中涂后的涂装膜进行质量检测,包括表面平整度、附着力、密度等。
涂装喷漆通用工艺规程样本

文献修改记录目录1 合用范畴....................................................................................................... 错误!未定义书签。
2 参照原则和漆涂设备、工具及材料........................................................... 错误!未定义书签。
3 涂装工艺规定............................................................................................... 错误!未定义书签。
4 确认产品表面涂装方案............................................................................... 错误!未定义书签。
4.1产品涂装方案: (4)4.3涂装材料确认、使用和贮藏 (8)4.4环境条件阐明(注: 供设计选用使用环境时参照) (8)5 产品涂装规定和检查................................................................................... 错误!未定义书签。
5.1 外观规定............................................................................................ 错误!未定义书签。
5.2 外观检查............................................................................................ 错误!未定义书签。
(精编)生产工艺涂装工艺卡片模板
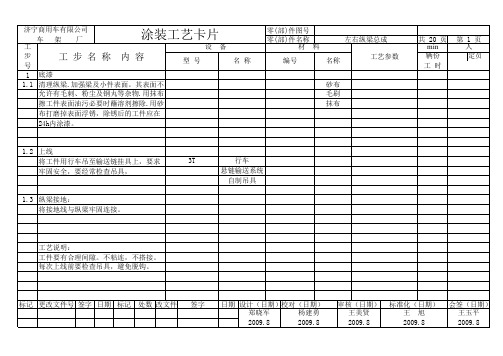
零(部)件名称工步定员号11.11.21.3标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.8自制吊具悬链输送系统布打磨掉表面浮锈,除锈后的工件应在牢固安全,要经常检查吊具,将接地线与纵梁牢固连接。
擦工件表面油污必要时蘸溶剂擦除.用砂工艺参数min 工 步 名 称 内 容 车 架 厂共 20 页第 1 页左右纵梁总成辆份工 时设 备材 料允许有毛刺、粉尘及钢丸等杂物.用抹布底漆人型 号名 称编号名称清理纵梁.加强梁及小件表面。
其表面不砂布毛刷抹布将工件用行车吊至输送链挂具上,要求3T行车工艺说明:工件要有合理间隙。
不粘连,不搭接。
每次上线前要检查吊具,避免脱钩。
24h内涂漆。
上线纵梁接地:设计(日期)校对(日期)审核(日期)更改文件号郑晓军杨建勇王美贤会签(日期)标准化(日期)2009.8零(部)件名称标记更改文件号签字日期标记处数签字日期王 旭王玉平2009.82009.82009.82009.82009.8王美贤 车 架 厂左右纵梁总成共 20 页第 2 页审核(日期)标准化(日期)会签(日期)郑晓军杨建勇更改文件号设计(日期)校对(日期)上线工件接地自制吊具零(部)件图号零(部)件名称工步定员号1.41.4.1标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平网将调好的油漆过滤一遍。
下限温度低时取上限)。
用75μm的过滤烧碱测〕,施工温度10℃-35℃,温度高时取粘度计DEPAINT[A。
B]漆雾凝聚剂释至施工粘度。
(20~26 s用涂-4粘度计MZS01-02-DT 专用稀释剂湿碰湿间隔:3分钟合,搅拌均匀,并用专用配套稀释剂稀涂-4L30专用固化剂施工温度:10-35℃按B:A=3:1(重量比)的比例将底漆混调漆间MZS01-02-D 专用底漆施工粘度:20-26S用搅拌棒将A、B两组分别充分搅拌均后,调漆电动搅拌器min 人辆份工 时喷漆左右纵梁总成工 步 名 称 内 容设 备材 料工艺参数型 号名 称编号名称济宁商用车有限公司涂装工艺卡片车 架 厂共 20 页第 3 页零(部)件名称标记更改文件号签字日期标记处数签字日期杨建勇王美贤王 旭王玉平2009.82009.82009.82009.8更改文件号设计(日期)郑晓军2009.8会签(日期)校对(日期)审核(日期)标准化(日期)车 架 厂共 20 页第 4 页左右纵梁总成调漆添加固化剂添加稀料零(部)件名称工步定员号1.4.2标记更改文件号签字日期标记处数签字日期2009.82009.82009.82009.82009.8郑晓军杨建勇王美贤王 旭标准化(日期)会签(日期)更改文件号设计(日期)校对(日期)审核(日期)王玉平报废。
涂装工艺卡片终稿(客车)

5、转入下道工序
序号
名称
规格
备注
1
砂纸
80#
定额
2
砂纸
120#
定额
3
气动打磨机
4
碎棉布
定额
序号
质量控制内容
检验频次(%)
重要度
管理手段
备注
控制特性
技术要求
自检
首检
1、重要度:a、关键/G;b、重要/Z;c、一般(可不填)
2、管理手段:a、记录表;b、控制图
5.3调配后剩余的原子灰不能放回原桶中,只能倒入指定的容器中,不允许随地乱扔。
序号
名称
规格
备注
1
原子灰
定额
2
刮板
3
砂纸
干磨,80#
定额
4
砂布
1#
定额
序号
质量控制内容
检验频次(%)
重要度
管理手段
备注
控制特性
技术要求
自检
首检
1、重要度:a、关键/G;b、重要/Z;c、一般(可不填)
2、管理手段:a、记录表;b、控制图
产品型号
部件名称
白车身
工序
90
共3页
第3页
作业内容
简图
工装、工具、设备
3施工方法
3.1检查遮蔽情况,并对破损的遮蔽位置重新进行遮蔽;穿戴好防护用品。
3.2检查压缩空气是否清洁、干燥,并试用喷涂工具,确认其使用正常,状态完好。
3.3以“湿碰湿”喷涂方式喷涂二道,每道间隔5-10分钟;第一道1/2压枪,第二道2/3压枪。
1
外观质量
钢结构防火涂料涂装模板
钢结构防火涂料涂装第1章范围本工艺标准适用于钢结构厚涂型防火涂料喷涂工艺施工。
第2章施工准备第1节原料及主要机具:1防火涂料:需使用经主管部门鉴定,并经当地消防部门批准的产品。
如XX大厦使用的STl-A型防火涂料,经公安部四川消防研究所鉴定,并经北京市消防局批准,使用前检讨批准文件,并以100l为一批检讨出厂合格证。
技术性能应满足有关标准的规定;1.1耐火实验由消防局每100(H现场抽样一次,送国家耐火构件质量监督中心检验,其耐火极限应符合设计要求。
1.2粘结强度及抗压强度每5001抽样一次,送国家化工建材检测中心检验,其粘结强度及抗压强度应大于技术指标的规定。
现场堆放地点应干燥、通风、防潮,发现结块变质时不得使用。
2高强胶粘剂及钢防胶由厂家配套供应,按说明书使用。
3钢丝网、钢筛卡、塑料布等。
1.1机具:混合机、灰浆泵、钢丝网剪刀、铁锹、手推车、计量容器、带刻度钢针、钢尺等。
第2节作业条件:1应由经批准的施工单位负责施工,检讨资质批准文件。
2基层处置:彻底清除钢构件表面的灰尘、浮锈、油污。
3对钢构件碰损或漏刷部位应补刷防锈漆两遍,经检讨验收方准许喷涂。
4喷涂前将操作场地清理洁净,靠近门窗、隔断墙等部位,用塑料布加以保护。
5固定钢丝网:按构件形状剪好钢丝网,用66钢筋卡固定在钢构件上,钢丝网与钢构件间留有5〜IOnmI间隙。
第3章操作工艺1工艺流程:作业准备f防火涂料配料、搅拌f喷涂f检讨验收2防火涂料配料、搅拌:粉状涂料应随用随配。
以STI-A型配合比如下(表5-27):表5-27搅拌时先将涂料倒入混合机加水拌合2min后,再加胶粘剂及钢防胶充分搅拌5~5min,使稠度到达可喷程度。
3喷涂:1.2一般设计要求厚度为经耐火实验到达耐火极限厚度的1.2倍,以耐火极限为梁2h,柱3h,其设计厚度为梁30Innb柱35m。
第一层厚ICnI左右,晾干七〜八成再喷第二层,第二层厚1-1.2cm左右为宜,晾干七〜八成后再喷第三层,第三层到达所需厚度为止。
涂装操作规程模板(3篇)

第1篇一、前言为确保涂装作业过程中的安全、环保和生产效率,特制定本涂装操作规程。
本规程适用于所有从事涂装作业的员工和相关部门,所有参与涂装作业的人员必须严格遵守。
二、适用范围本规程适用于以下涂装作业:1. 钢铁、木材、塑料、金属等材质的表面涂装;2. 涂料、油漆、粉末涂料等涂装材料的使用;3. 涂装设备、工具和辅助材料的使用;4. 涂装作业现场的环境保护。
三、涂装作业前的准备1. 涂装材料:根据产品要求选择合适的涂料、油漆或粉末涂料,并确保材料质量合格。
2. 涂装设备:检查涂装设备是否完好,包括喷枪、搅拌器、输送带等,确保设备运行正常。
3. 涂装工具:准备必要的涂装工具,如刷子、滚筒、刮刀等,并确保工具清洁、完好。
4. 作业环境:确保涂装作业现场通风良好,无火源、无易燃易爆物品,地面清洁干燥。
四、涂装作业操作步骤1. 前处理:对涂装基材进行表面处理,如打磨、清洗、除锈等,确保基材表面平整、无油污、无氧化层。
2. 涂装:根据产品要求和涂装材料特性,选择合适的涂装方法(如喷涂、刷涂、浸涂等)进行涂装。
3. 干燥:涂装完成后,将工件放置在干燥区域内,确保涂层干燥、固化。
4. 检查:检查涂层外观,如色泽、厚度、平整度等,确保涂层质量符合要求。
五、涂装作业安全操作1. 佩戴个人防护用品:如安全帽、工作服、防护眼镜、手套、口罩等。
2. 操作人员应熟悉涂装设备、工具的使用方法和注意事项。
3. 严禁在涂装作业现场吸烟、使用明火。
4. 严禁在涂装作业现场使用非涂装作业设备。
5. 严禁在涂装作业现场进行切割、焊接等易产生火花、高温的操作。
六、涂装作业环保要求1. 涂装材料、溶剂等应选择环保型产品,降低有害物质排放。
2. 涂装过程中产生的废气和废水应进行处理,达到排放标准。
3. 涂装作业现场应设置废气处理设施,如活性炭吸附、光催化氧化等。
七、涂装作业记录1. 记录涂装材料、设备、工具、作业时间、环境条件等信息。
2. 记录涂装过程中发现的问题及处理措施。
油漆涂装工艺卡片
5.3脱脂:溶剂擦洗脱脂,压缩空气吹干。
5.4保护:用塑料布胶带包扎、粘贴不涂漆的机电设备。涂装施工单位应用胶带纸对修补范围进行分隔,修补部位与周围的涂层搭接宽度应在50mm左右。
5.5涂漆:按照产品原有油漆系统进行油漆补涂,补涂部位的颜色、涂层厚度与周围涂层一致。
2质量节点
表面处理等级。
油漆涂层干膜膜厚。
环境气候。
3修补:在装运过程中,由于摩擦受损坏的地方应按以下进行修补。修补应遵循后处理-拉毛-脱脂-保护-涂漆的顺序进行。
5.1后处理:PSt3级。处理特征,动力工具打磨锈蚀及油漆涂层破损部位,露出金属光泽或完好涂层。钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
DFT
(μm)
油漆/稀释剂
理论涂布率
m2/L
颜色
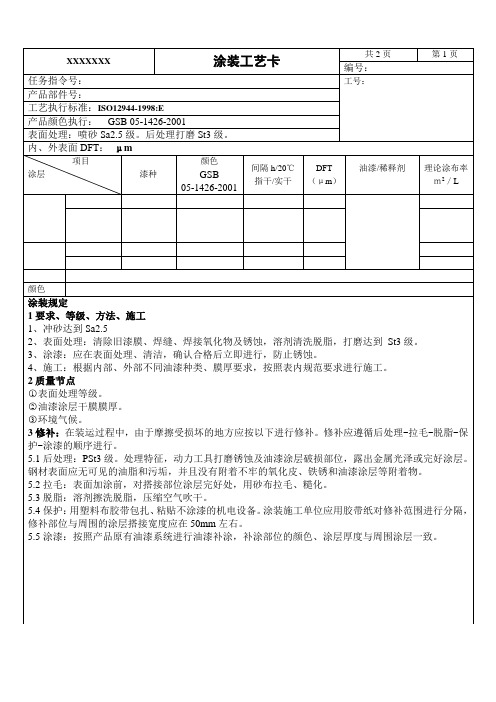
涂装规定
1要求、等级、方法、施工
1、冲砂达到Sa2.5
2、表面处理:清除旧漆膜、焊缝、焊接氧化物及锈蚀,溶剂清洗脱脂,打磨达到St3级。
3、涂漆:应在表面处理、清洁,确认合格后立即进行,防止锈蚀。
4、施工:根据内部、外部不同油漆种类、膜厚要求,按照表内规范要求进行施工。
XXXXXXX
涂装工艺卡
共2页
第1页
编号:
任务指令号:
工号:
产品部件号:
工艺执行标准:ISO12944-1998:E
产品颜色执行:GSB 05-1426-2001
表面处理:喷砂Sa2.5级。后处理打磨St3级。
内、外表面DFT:μm
ቤተ መጻሕፍቲ ባይዱ项目
涂层
漆种
颜色
GSB 05-1426-2001
建筑涂料涂装方案模板

建筑涂料涂装方案模板建筑涂料涂装方案模板一、项目背景和目的项目背景:(对项目的背景做简要描述,包括项目的所在地、用途、规模等)项目目的:(阐述涂装方案的目的,包括改善建筑外观、提高建筑耐久性等)二、涂装方案设计1. 外墙涂装设计:(1)涂料选择:根据建筑材料和环境要求,选择具有抗紫外线、防腐、耐候性好的外墙涂料。
(2)颜色设计:根据建筑风格和环境特点,选择适合的颜色方案,使建筑外观美观大方。
(3)涂装工艺:按照涂料生产厂商的要求,进行涂装工艺的选择和施工流程的安排。
2. 室内涂装设计:(1)涂料选择:根据室内空气污染物的要求,选择低VOC和环保型涂料,确保室内空气质量。
(2)色彩搭配:根据室内功能和使用需求,选择适合的色彩搭配,营造舒适和谐的室内环境。
(3)涂装工艺:按照涂料生产厂商的要求,进行涂装工艺的选择和施工流程的安排。
三、施工计划和安排(1)施工时间:根据项目的规模和涂装工艺的要求,确定施工时间,并制定施工计划。
(2)人力资源:确定涂装施工所需的人力资源,包括涂装工人和施工管理人员。
(3)材料准备:根据涂装方案的设计和要求,准备所需的涂料、施工工具和辅助材料等。
(4)施工流程:根据涂装工艺的要求,制定施工流程,并进行详细的工序安排。
四、质量控制和安全保障(1)质量检测:在施工过程中,定期进行质量检测,确保涂装质量符合设计要求。
(2)施工安全:对施工现场进行安全管理,确保施工人员的人身安全和工程安全。
(3)材料采购:选择正规渠道的供应商,确保涂料和施工材料的质量和安全性。
五、预算和监督(1)成本预算:根据涂装方案的设计和施工计划,编制施工成本预算,合理安排资金。
(2)施工监督:聘请专业的监理人员对施工过程进行监督和验收,确保施工质量符合要求。
(3)工程结算:在施工完成后,进行工程结算,并对施工质量的评估进行验收。
六、项目效益和总结(1)项目效益:根据涂装方案的实施,实现项目预期效益的评估和总结。
涂装工艺模板

涂装工艺模板第六章钢结构涂装宁波外滩大桥所处的腐蚀环境: 宁波属北亚湿润季风气候。
气候温和湿润, 四季分明, 雨量充沛, 冬夏季风交替明显。
宁波的四季是冬夏长( 各约4个月) 、春秋短( 个月2个月左右) 。
多年平均气温16.3℃, 7月最热, 1月最冷, 极端最高气温39℃, 高温天气是北部多南部少、内陆多沿海少; 极端最低气温-11℃。
多年平均降水量1400毫米左右, 山地丘陵一般要比平原多三成左右; 主要雨季出现在3~6月( 即春雨连绵梅雨, 月雨日普遍超过半月) 和8~9月( 即台风雨和秋雨, 月雨日也近半月) 。
暴雨( 日雨量50毫米) 年均2~5天, 主要出现在6~7月上旬的梅雨和8~9月的台风暴雨, 以9月居多; 年均日照1900多小时。
从以上数据能够看出, 钢结构在此环境中极易被腐蚀。
6.1钢结构涂装配套方案钢材进厂经辊平后, 其表面采用喷砂(或抛丸)除锈, 将表面油污、氧化皮和锈蚀以及其它杂物清除干净。
再用干净的压缩空气或毛刷将灰尘清理洁净。
除锈等级达到Sa2.5级, 并根据涂装方案涂装车间底漆, 车间底漆干膜厚度符合设计要求。
6.1.1 工作对象本桥钢结构涂装部位分为钢结构外表面、钢结构内表面、钢结构桥面以及附属设施。
6.1.2 钢结构涂装配套方案防腐涂装采用重防腐油漆涂装体系, 外表面底漆采用无机富锌漆, 面漆采用可覆涂氟碳面漆, 内表面底漆采用环氧富锌漆, 设计防腐寿命为30年以上, 具体配套体系如下:注:1) 、本涂装方案供参考, 但涂装厂家及施工单位应能满足防腐寿命30年以上的要求。
2) 、 U肋内表面防腐处理为喷砂Sa2.5, 无机硅酸锌车间底漆二道2×30㎛。
3) 、无机富锌漆为溶剂型无机富锌漆。
各涂层必须相容, 附着可靠。
桥面钢板要求喷砂除锈达到Sa2.5级, 粗糙度要求达到60~100㎛, 然后喷涂60~80㎛的环氧富锌漆。
4) 、封闭钢箱的内表面在涂装底漆前, 应对钢材表面进行处理。
轿车涂装工艺卡

一、工程项目:轿车车身涂装二、生产能力: 25万辆/年三、工件材质:镀锌板四、工艺说明:1、上件将检验无锈白件挂于专用悬链上。
a.主要设备与工具:推杆悬链,气动升降台,专用挂具。
b.工艺管理项目:表面平整度和锈蚀程度。
2、漆前处理设备:九室联合磷化机。
(1)、喷脱脂液使用材料:弱碱清洗剂。
a.工艺条件:pH9.6~10,50~52℃,68s 。
b.工艺管理项目:碱度、温度、清洗质量,槽液每周换2次。
(2)、浸脱脂液使用材料:弱碱清洗剂。
a.工艺条件:pH9.6~10,50~52℃,316 s 。
b.工艺管理项目:碱度、温度、清洗质量,槽液一年换1次(配油水分离器)。
(3)、喷洗自来水喷42s,每天更换。
(4)、表调(或浸洗)表调剂:pH7.2~7.5,153 s;或纯水。
a.工艺管理项目:水质和颗粒杂质,每周更换2次。
(5)、喷—浸磷化使用材料:锌盐磷化剂(配槽液和补加剂)、NaNO2。
a.工艺条件:TA27~29,FA1.4~1.8,52~54℃,421 s ,膜重约2g/m2,促进剂3.8~4.7点,含渣量≤300g/m3。
b.工艺管理项目:TA、FA促进剂等(2小时测1次),温度,沉渣,磷化膜质量,槽液连续使用不更换(配循环过滤装置,自动监测补偿装置)。
(6)、喷—浸水洗自来水,153s。
a.工艺管理项目:水质,每周更换2次。
(7)、喷—浸铬酸钝化钝化封闭剂,153s。
a.工艺管理项目:浓度,每周更换1次。
b.配套设备:铬废液专用处理装置。
(8)、去离子水浸—喷冲洗循环去离子水和纯净水,153s。
a.工艺管理项目:水电导值。
b.配套设备:制纯水装置,2周换1次。
(9)、干燥a.工艺条件:35℃—110℃—70℃,10min。
b.主要设备:热风循环对流低温烘道。
(10)、冷却强制冷却室。
3、电泳涂底漆(1)、阴极电泳使用材料:PPG和BASF阴极电泳漆。
a.工艺条件:固体分20%±1%,pH5.6~5.9,26℃±2℃,电导率1000~1300μs.cm-1,颜基比0.55/1,库仑效率<30mg/C ,干膜厚16~20μm ,电压340~400V,120~180 s。
涂装工艺流程表
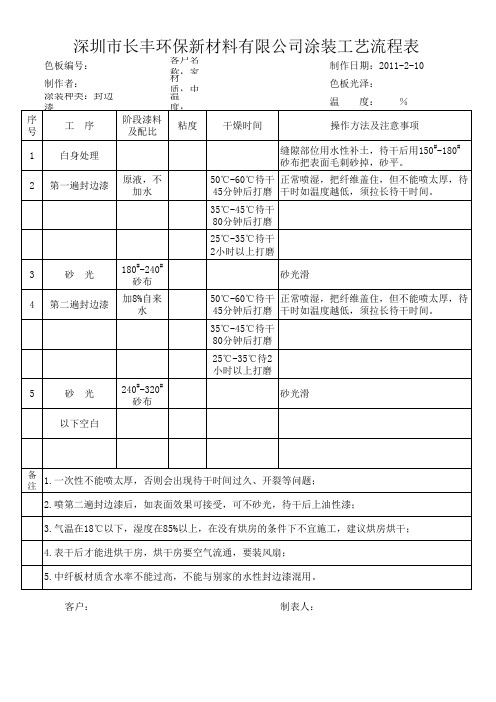
色板编号: 制作者: 涂装种类:封边漆 序号 1 2 工 序 白身处理 第一遍封边漆 原液,不 加水 阶段漆料 及配比 客户名称:家具厂 材 质:中纤板 温 度: 粘度 ℃ 制作日期:2011-2-10 色板光泽: 温 度: % 操作方法及注意事项 缝隙部位用水性补土,待干后用150 -180 砂布把表面毛刺砂掉,砂平-60℃待干 正常喷湿,把纤维盖住,但不能喷太厚,待 45分钟后打磨 干时如温度越低,须拉长待干时间。 35℃-45℃待干 80分钟后打磨 25℃-35℃待干 2小时以上打磨
3 4
砂 光 第二遍封边漆
180#-240# 砂布 加8%自来 水
砂光滑 50℃-60℃待干 正常喷湿,把纤维盖住,但不能喷太厚,待 45分钟后打磨 干时如温度越低,须拉长待干时间。 35℃-45℃待干 80分钟后打磨 25℃-35℃待2 小时以上打磨
5
砂 光 以下空白
240#-320# 砂布
砂光滑
备注 1.一次性不能喷太厚,否则会出现待干时间过久、开裂等问题;
2.喷第二遍封边漆后,如表面效果可接受,可不砂光,待干后上油性漆; 3.气温在18℃以下,湿度在85%以上,在没有烘房的条件下不宜施工,建议烘房烘干; 4.表干后才能进烘干房,烘干房要空气流通,要装风扇; 5.中纤板材质含水率不能过高,不能与别家的水性封边漆混用。 客户: 制表人:
焊接涂装工艺样本

②H型钢船型位置熔透焊缝自动埋弧焊焊接在焊接工艺上主要采取气保焊打底,埋弧自动焊填充及盖面,在船形位置施焊,过程中应着重注意以下几点:a.焊接顺序应为:大坡口面打底焊一道,打底厚度根据板厚为10~20mm;反面碳弧气刨清根后,打底焊一道,打底厚度根据板厚为15~30mm,然后,填充、盖面;翻身后进行焊缝的填充、盖面。
b.在具体的施焊过程中,根据实际焊缝的高度、构件的变形情况,加强构件翻身的次数,防止扭曲变形。
3.343二氧化碳气体保护焊焊接工艺1)焊接工艺及注意事项3)焊接常见缺陷及各种参数影响规律 a. CO焊进行T型接头焊时,防止缺陷措施:b.CQ焊焊接工艺影响规律焊接变形控制1)焊接变形控制a.采用合理的焊接顺序控制变形b.在节点形式、焊缝布置、焊接顺序确定的情况下,宜采用能量密度相对较高的焊接方法,并采用较小的热输入c.宜采用反变形法控制变形。
3.345焊缝检验的措施焊接完成后,应清理表面的熔渣及两侧的飞溅物,进行焊缝检验,检验方法按照DBJ08-216-95及JGJ81-进行1. 外观检查2、无损检查在完成焊接24小时之后,对焊缝进行探伤检验(如下表),其检验方法需按照JGJ81-《建筑钢结构焊接规程》和GB11345《钢焊缝手工超声波探伤方法和探伤结果分级》规定焊缝外观缺陷允许偏差符合以下规定全熔透焊缝焊脚尺寸允许偏差3.4 钢结构涂装3.4.1 钢结构表面处理表面处理的主要内容主要包括节点的喷砂;H型钢构件的抛丸和喷砂;钢板的抛丸或喷砂等3.4.2钢结构防腐为确保施工质量,所有构件材料,在切割下料前均应进行冲砂除锈,达到设计要求,喷砂除锈应达到Sa2.5级标准《涂装前钢材表面锈蚀等级和除锈等级》(GB8923—88),粗糙度达到35〜75um,喷砂后5小时内立即喷防锈底漆, 油漆种类及漆膜厚度要求根据设计文件确定;3.4.2 钢结构油漆涂装工艺涂装工程质量控制程序流程图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、GENARAL (总则)1.1 The specification is formulated in accordance with the painting system of 10 years lifetimesupplied by International Paint of shanghai Co. Ltd.(本说明书是依据上海国际油漆有限公司提供的10年寿命的油漆配套而制定的)1.2 Painting works including surface preparation and painting inspection shall be carried out inaccordance with the Builder’s practice and international standard and the paint manufacturer’s recommendation.(全部涂装工作包括钢材表面预处理和油漆检验,这些工作的实施必须依照船厂的惯例和国际标准以及油漆商的推荐)1.3 The primary standard used in this specification is ISO 8501-1; 1988(E), preparation of steelsubstrate before application of paints and related products-visual assessment of surface cleanliness. The comparable standard SSPC (Steel Structures Painting Council) has been quoted. (本说明书所使用的主要标准是ISO 8501-1; 1988(E), 即涂漆和相关产品之前的钢底材处理-表面清洁度的目视鉴定以及SSPC (美国保护涂层协会)的相关标准)1.4 Painting process (涂装程序)Raw material (原材料)Primer surface preparation——shot –blasting to SIS. Sa2.5 (钢材流水线预处理) (抛丸处理至Sa2.5)Primed with 18microns Taicang Lanyan Paint Factory’s inorganic zinc silicate shopprimer W53-02 (喷涂太仓兰燕的无机硅酸锌车间底漆膜厚约18μm)Cutting & prefabrication (Secondary surface preparation (二次表面处理)Inspection (检验)Application of subsequent coatings (后道涂层施工)Inspection (检验)2、Surface Preparation (表面处理)2.1 Primary surface preparation(钢材流水线预处理)1)The hull structure steel plates (6mm and above) are to be abrasive blasted to ISO 8501-1 Sa2.5, the bar sections are to be abrasive blasted to ISO 8501-1 Sa2, and primed with18microns Taicang Lanyan Paint Factory’s inorganic zinc silicate shopprimer W53-02.(船体结构用钢板(6㎜以上厚度)都要进行抛丸处理达到Sa2.5,型钢材抛丸除锈达到Sa2,处理后立刻用太仓兰燕的无机硅酸锌车间底漆喷涂,干膜厚约为18μm) 2)The steel plates less than 6mm and the pipes which are considered to be impractical for sand blasting shall be cleaned by pickling or power tool in accordance with the Builder’spractice.(6㎜以下钢板及不能进行打砂的管子按照船厂的惯例采用酸洗或动力工具处理) 3)The painting manufacturer shall confirm the compatibility between the painting system and shopprimer.(油漆商应确认车间底漆与后序涂层配套的兼容性)2.2 Application of Touch-up primer (跟踪补漆)1)In block fabrication stage, welded joints and parts where could be easily rusted by the weather exposure during assembly an could have damaged shopprimer shall bemechanically cleaned to Swedish Standard SIS St3, and immediately touched up less than20 microns Taicang Lanyan Paint Factory’s shopprimer.(在分段拼装阶段,烧焊部分和接头在外界空气中容易锈蚀,还有那些车间底漆被破坏的部分都要机械打磨至St3,之后立刻用太仓兰燕的车间底漆进行修补至20μ左右)2)Erection joints shall be touch-up with Taicang Lanyan Paint Factory’s shopprimer at pre-erection stage or dry dock stage prior to the air tests.(上层建筑的大焊缝接头在吊装和干船坞的空气试验前要用太仓兰燕的车间底漆进行修补)3)The surface of steel structure including all welding beads shall be painted as specified hereafter before leak test. However, fillet welding joints and erection seams/butts joints forming tank boundary may be touch-up less than 30 microns of D.F.T. with Taicang Lanyan Paint Factory’s shopprimer to prevent corrosion before leak test.(所有钢质构件表面包括之后要进行密性试验的焊缝都要进行涂装,然而那些构成舱室密性的焊缝在密性试验前要用太仓兰燕的车间底漆刷涂干膜厚度不能超过30μm) 2.3 Secondary surface preparation (二次表面处理)1)Secondary surface preparation shall be carried out as below table and A, B, C, D, E in the table show the surface preparation method as below:(二次表面处理方法见下表,其中A, B, C, D, E分别代表以下处理方式:)A: surface preparation in block stage for welded parts and burnt and damaged parts ofshop primer to be shot blasted to Sa2.5 and intact shop primer surface to be swept to theremainder shop primer to be no more than 30%.(分段阶段焊接及烧损部位喷砂至Sa2.5级,车间底漆完好部位扫砂至车间底漆残留面积不超过30%)B: surface preparation in block stage for welded parts and burnt and damaged parts ofshop primer to be power tool cleaning to St3.(分段阶段焊接及烧损部位打磨至St3级)C: surface preparation after the block assembly and erection for the welded parts andburnt and damaged parts to be power tool cleaning to St3.(分段总组合拢后焊接及烧损部位打磨至St3级)D: no treatment in block stage and to be blasted to Sa2.5 after erection.(分段阶段不处理,合拢后喷砂至Sa2.5级)E: no treatment in block stage and to be power tool cleaning to St3 after erection.(分段阶段不处理,合拢后打磨至St3级)2)Degrease and removal of dust, water shall be carried out before starting of the surface preparation. Steel defects, spatters, blowholes must be repaired and ground smooth.(表面处理前,应清除油污及其它杂物,对钢板缺陷,焊接飞溅等应进行修补) 3)Leakage test for welding seams at block should be finished before secondary surface preparation; The welding seams for which the leakage test have not been carried outshall be brushed with shop primer then covered with adhesive tape. When the stagepainting inspection work finished, shipyard should remove the adhesive tapeimmediately.(在二次表面处理前,在分段上的密性焊缝应完成密性试验;对于没有完成密性试验的密性焊缝,在喷砂交验后,应刷涂车间底漆,然后贴压敏胶带,当涂装检验工作结束时,应立即拆除密性焊缝上的压敏胶)4)The welding seams and burnt/damaged parts shall be treated by power tooling after the paint application of block assembly. For these areas’ touch up work, first grin ding thedamaged area, the roughen area should be incline form and the width is about50~100mm, then touch up the coating as painting scheme.(总组后,总组焊缝及烧损破坏处需打磨处理。