检定万能角度尺示值简便方法
游标卡尺及万能角度尺的使用说明(有图示)
一、游标卡尺的使用说明利用游标原理对两测量面相对移动分隔的距离进行读数的测量器具。
游标卡尺(简称卡尺)。
游标卡尺可以测量产品的内、外尺寸(长度、宽度、厚度、内径和外径),孔距,高度和深度等。
游标卡尺根据其结构可分单面卡尺、双面卡尺、三用卡尺等。
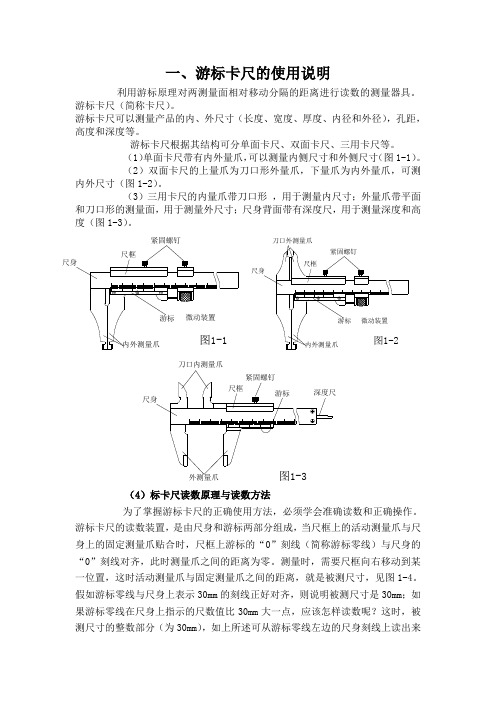
(1)单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1)。
(2)双面卡尺的上量爪为刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2)。
(3)三用卡尺的内量爪带刀口形 ,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度(图1-3)。
(4)标卡尺读数原理与读数方法为了掌握游标卡尺的正确使用方法,必须学会准确读数和正确操作。
游标卡尺的读数装置,是由尺身和游标两部分组成,当尺框上的活动测量爪与尺身上的固定测量爪贴合时,尺框上游标的“0”刻线(简称游标零线)与尺身的“0”刻线对齐,此时测量爪之间的距离为零。
测量时,需要尺框向右移动到某一位置,这时活动测量爪与固定测量爪之间的距离,就是被测尺寸,见图1-4。
假如游标零线与尺身上表示30mm 的刻线正好对齐,则说明被测尺寸是30mm ;如果游标零线在尺身上指示的尺数值比30mm 大一点,应该怎样读数呢?这时,被测尺寸的整数部分(为30mm ),如上所述可从游标零线左边的尺身刻线上读出来刀口内测量爪尺身尺框紧固螺钉游标深度尺外测量爪图1-3紧固螺钉尺框游标刀口外测量爪尺身内外测量爪图1-2微动装置紧固螺钉尺框游标尺身内外测量爪图1-1微动装置(图中箭头所指刻线),而比1mm小的小数部分则是借助游标读出来的(图中●所指刻线,为0.7mm),二者之和被测尺寸是30.7mm,这是游标测量器具的共同特点。
由此可见,游标卡尺的读数,关键在于小数部分的读数。
图1-4:游标卡尺测量尺寸游标的小数部分读数方法是首先看游标的哪一条线与尺身刻线对齐;然后把游标这条线的顺序数乘以游标读数值,就得出游标的读数,即游标的读数=游标读数值X游标对齐刻线的顺序数游标卡尺读数时可分三步:A、先读整数——看游标零线的左边,尺身上最靠近的一条刻线的数值,读出被测尺寸的整数部分;B、再读小数——看游标零线的右边,数出游标第几条刻线与尺身的数值刻线对齐,读出被测尺寸的小数部分(即游标读数值乘其对齐刻线的顺序数);C、得出被测尺寸——把上面两次读数的整数部分和小数部分相加,就是卡尺的所测尺寸。
实训四、游标万能角度尺测量角度

游标万能角度尺的测量
一、实验目的
掌握游标万能角度尺的使用方法及角度检测方法。
二、实验设备
游标万能角度尺,待测角度
三、实验内容
1.了解游标万能角度尺的结构
2.掌握游标万能角度尺的不同组合功能;
3.用游标万能角度尺测0°—320°的角。
四、游标万能角度尺
1.量仪的说明和测量原理
万能角度尺是一种结构简单的通用角度量具,其读数原理为游标读数原理。
结构如实训图6_1所示,由主尺1、游标尺2、基尺3、压板4、角尺5、和直尺6组成。
利用基尺、角尺和直尺的不同组合,可进行0°—320°角度的测量。
2.测量步骤
a.使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。
b.测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。
然后拧紧制动器上的螺帽加以固定,即可进行读数。
c.测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内
五、实验报告单。
万能角度尺精度与读数方法

。等尺度角能万 、器角量标游如 �种几下以有它 �具量度角的线划度角行进或度角外内件零密精量测来用是尺度角能万
尺度角能万
站网训培选首人理经万 0003 国中
尺度 角 能 万 1-6 图
03 03 � � �1 �2 � �1 �92 是差数度的线 刻格每者两�此因�º92 为度角总的占所�格 03 有刻 上标游于由。º1 格每线度刻的上座尺尺度角能万 。构机数读标游的似相尺卡标游和了成形 � �5 器动制有�动移转回上座尺在可板形扇。成组 3 标 游的上 6 板形扇在定固和�1 座尺的线刻度角本基有 刻由是。示所 1-6 图如�构机数读的尺度角能万
用 应 的 尺 角量 能 万 2-6 图
。示所 2-6 图如�度角何任的º023�º0 量测以可尺度角能万使�换 拆和动移以可 8 尺直和 2 尺角于由。上板形扇在定固 8 尺直把可也�下拆 2 尺角把若。上尺角在定固块 卡用是 8 尺动移可�上板形扇在定固 7 块卡用是 2 尺角�的上座尺在定固是 4 尺基�上度角能万在 。值数度角的件零测被是就加相者两�值数的”分“ 度角出读上标游从再�度几是度角的前线零标游出读先�同相尺卡标游和�法方数读的尺度角能万 。′2 为度精的尺度角能万即
区社习学好好
moc.pot55.www//:ptth�进请载下料资费免多更
。差误量测生产免以�好良触接上长全的 面量测个两的尺角量与应件零且�致一向方线母的度角件零与尺基使应�时度角件零量测尺度角能万用 。数读尺角量+º072=度角测被º023�º072>�数读尺角量+º081=度角测被�º072 �º081>�数读尺角量+º09=度角测被�º081�º09>�为度角件零�时数读在则�º09 于大度角件零的量测果如,º09�0 有只线刻的度角本基�上座尺的尺角量能万 。)度角内的º031�º04 量测可即(度 角的º023�º032 量测可�时下拆全尺直和尺角把�度角的’032�º041 量测可�时尺角上装仅�度角的º 041�º05 量测可�时尺直上装仅� 度角外的 05�º0 量测可�时上装全尺直和尺角�见可 2-6 图由
万能角度尺的使用方法及读数

万能角度尺的使用方法及读数万能角度尺是一种普遍用于测量角度的工具,可以用于测量各种表面和形状的角度,方便快捷,使用灵活。
本文将介绍万能角度尺的使用方法和读数,以帮助大家更好地使用这一工具。
一、如何使用万能角度尺?1、准备工作在使用万能角度尺之前,需要先了解它的结构和组成部分。
万能角度尺通常由两个可移动的臂和一个固定的底座组成,臂上通常有一些刻度,用于测量各种角度。
在进行测量之前,需要调整好角度尺的臂,以使其与要测量的角度相匹配。
2、测量角度在进行测量时,需要将角度尺放置在要测量的表面上,并通过移动臂来调节角度,直到其与要测量的角度相等。
在调节时,应注意尽可能使臂的端点和表面接触,以获得准确的测量结果。
完成调整后,可以通过角度尺上的刻度来读取测量结果。
3、清洁保养万能角度尺在使用后应及时清洗和保养,以防止其受到损坏。
在清洁时,应注意不要使用过于激烈的化学剂和清洁剂,以免造成不必要的损伤。
同时,在角度尺的使用过程中,应注意保持其平稳和稳定,以获得最准确的测量结果。
二、如何读取万能角度尺的测量结果?1、读取数字式角度尺的测量结果数字式角度尺是一种内置显示器的角度尺,通过在显示器上显示数字来表示测量结果。
这种角度尺通常有一个“on/off”按钮和一个“mode”按钮,用于控制其开关和功能模式。
在进行测量时,可以通过调节臂的位置来获得测量结果,然后通过读取显示器上的数字来确定角度。
2、读取传统角度尺的测量结果传统的万能角度尺通常具有一些刻度,用于测量角度,并通过这些刻度来读取测量结果。
在进行测量时,需要将角度尺放置在要测量的表面上,并通过臂的移动来调整角度,以尽可能贴近要测量的角度。
完成调整后,可以通过角度尺上的刻度来读取测量结果。
这通常需要一定的技巧和经验,以确保读取到准确的角度。
总结万能角度尺是一种方便快捷的测量工具,可以用于各种角度的测量。
使用角度尺之前,需要了解其结构和组成部分,并进行正确的调整和操作。
万能角度尺使用方法及注意事项
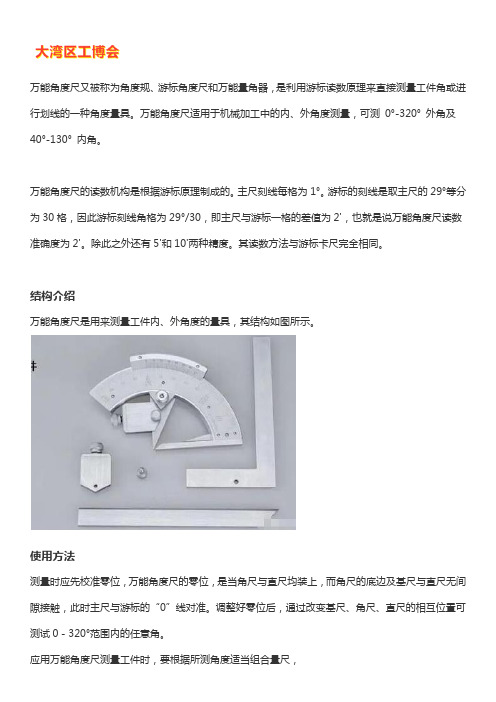
万能角度尺又被称为角度规、游标角度尺和万能量角器,是利用游标读数原理来直接测量工件角或进行划线的一种角度量具。
万能角度尺适用于机械加工中的内、外角度测量,可测0°-320° 外角及40°-130° 内角。
万能角度尺的读数机构是根据游标原理制成的。
主尺刻线每格为1°。
游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为2',也就是说万能角度尺读数准确度为2'。
除此之外还有5'和10'两种精度。
其读数方法与游标卡尺完全相同。
结构介绍万能角度尺是用来测量工件内、外角度的量具,其结构如图所示。
使用方法测量时应先校准零位,万能角度尺的零位,是当角尺与直尺均装上,而角尺的底边及基尺与直尺无间隙接触,此时主尺与游标的“0”线对准。
调整好零位后,通过改变基尺、角尺、直尺的相互位置可测试0-320°范围内的任意角。
应用万能角度尺测量工件时,要根据所测角度适当组合量尺,万能角度尺的结构:它由尺身、90°角尺、游标、制动器、基尺、直尺、卡块等组成。
万能角度尺的测量范围游标万能角度尺有Ⅰ型Ⅱ型两种,其测量范围分别为0°~320°和0°~360°。
操作步骤测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。
这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。
然后拧紧制动器上的螺母,把角度尺取下来进行读数。
1、测量0°-50°之间角度角尺和直尺全都装上,产品的被测部位放在基尺和直尺的测量面之间进行测量。
2、测量50°-140°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
万能角度尺计量校准资料

万能角度尺计量校准资料、计量标准的工作原理及其组成工作原理:万能角度尺是利用两测量面相对移动所分隔的角度进行读数的通用角度测量器具,其主要结构型分为1、2 型游标万能角度尺和带表万能角度尺。
其组成部分为:直角尺、游标、主尺、制动头、扇形板、基尺、直尺、卡块、测量面等。
、选用的计量标准器及主要配套设备、计量标准的主要技术指标校准万能角度尺主要技术指标如下:测量范围:0〜320°测量总不确定度:U< 2四、环境条件五、计量标准的量值溯源和传递框图 XX 市计量技术研究所万能角度尺 测量范围:0〜320 测量精度:2'、5'2级角度块、0级平板测量范围:0〜320° 最大允许误差:2'上一级计量器具本单位计量器具六、计量标准的测量重复性考核选一把万能角度尺,对一块角度块在相同条件下,在15° 10'这一点反复检定10次,计算重复性。
X =15° 1010__________________ 2标准偏差i4(Xi-X) = 0.82 '根据测试不确定度此计量标准的测量重复性符合要求。
七、计量标准的稳定性考核根据测试不确定度得出,此万能角度尺的实际测试值的稳定性都符合该标准的要求。
八、测量不确定度评定一、概述:1 •测量方法:依据JJG33-2002《万能角度尺检定规程》。
2.环境条件:温度(20 ± 10) C,相对湿度w 80%3.测量标准:2级角度块,最大允许示值误差为土2'。
4.被测对象:万能角度尺。
5.测量过程:测量时把2级角度块放在已调整好的0级平板上,用相应角度值的2级角度块与游标万能角度尺两测量面均匀接触,在制动器松开与紧固时各校准一次,各点的示值误差均符合其校准的要求。
二、数学模型a = a 1 — a 0式中:a——角度块的角值偏差;a 0――2级角度块的读数值;a 1――被测万能角度尺的读数值。
游标万能角度尺的校准方法

游标万能角度尺的校准方法
游标万能角度尺的校准方法如下:
1. 清洁测量表面:使用清洁剂或软布擦拭游标尺的测量表面,确保其清洁干净且没有任何杂质。
2. 夹紧游标尺:将游标尺放在平整的工作台上,并使用夹具夹紧游标尺的底部,确保游标尺在校准过程中不会移动。
3. 选择校准点:游标尺通常有一个或多个标准角度点,称为校准点。
选择一个校准点作为校准的基准。
4. 使用校准块:使用一个已知精度的校准块,将其固定在游标尺上校准点的位置。
确保校准块与游标尺之间有良好的接触。
5. 调整游标尺:使用游标尺上的调节螺钉或其他校准机构,调整游标尺,使其指示正确的度数。
比较游标尺和校准块的角度,进行微调直到两者一致。
6. 校准其他点:重复上述步骤,校准游标尺的其他角度点。
使用不同的校准块,校准各个角度,以确保游标尺在不同位置都能准确测量。
7. 验证测量准确性:校准完成后,使用标准的角度测量设备进行验证,检查游
标尺的测量结果和实际角度是否一致。
如有偏差,则需要重新校准。
8. 定期校准:为保持测量准确性,定期对游标尺进行校准。
根据使用频率和精度要求,可选择每个月、每季度或每年进行校准。
游标万能角度尺使用说明书

--游标万能角度尺-使用说明书————————————————————————————————作者:————————————————————————————————日期:ﻩ游标角度尺(0-320°2′)使用说明书在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A )所示。
图A一、读数方法①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。
② 读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。
③ 相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。
二、结构与用途游标万能角度尺的结构如(图A )所示。
角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。
当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。
游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。
三、使用和注意事项主尺直角尺游标基尺制动头扇形板卡块直尺1、零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。
同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。
2、测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。
3、测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。
万能角度尺的读数举例

29*X=30*Y
Y=29*X/30
主尺每小格角度为1°(60′),当量爪合并时,游标 上的30格刚好等于主尺上的29 格 ,则游标每格角度 =(29* 60′ )÷30=58 ′ ,主尺每格间距与游标每格间距相 差=60 ′ -58′=2′, 2′即为此种游标卡尺的最小读数值。
Slide 7
万能角度尺的读数
角度尺读数
度
+
分
度:看游标零线左边 分:从游标尺上读出“分”的数值 对应主尺上最靠近一条 -----看游标上哪条刻线与主尺相应刻 刻线的数值,读出被测 线对齐,可以从游标上直接读出被测 角“度”的整数部分。 角“度”的小数部分,即“分”的数值。
Slide 8
万能角度尺的读数
举例:
请读出此角度尺上的示数 答案
Thank you!
Slide 11
到140°
由50°
Slide 3
万能角度尺的使用方法
(3)测量140°-230°之间角度
把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与 长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺 短边的测量面之间进行测量。
到230°
由140°
Slide 4
万能角度尺的使用方法
(4)测量230°-320°之间角度
Slide 9
万能角度尺的读数
答案:游标尺上零刻度线在主尺9°后,故 “度”的数值为:9;且游标尺第8个刻度与 主尺刻度线对齐,故分的读数为:8x2′=16′ ; 所以,最终读数为9° +16′= 9° 16′
Slide 10
Authenticators with fullห้องสมุดไป่ตู้Obligations to Verification!
万能角度尺计量校准资料
万能角度尺计量校准资料、计量标准的工作原理及其组成工作原理:万能角度尺是利用两测量面相对移动所分隔的角度进行读数的通用角度测量器具,其主要结构型分为1、2 型游标万能角度尺和带表万能角度尺。
其组成部分为:直角尺、游标、主尺、制动头、扇形板、基尺、直尺、卡块、测量面等。
、选用的计量标准器及主要配套设备、计量标准的主要技术指标校准万能角度尺主要技术指标如下:测量范围:0〜320°测量总不确定度:U< 2四、环境条件五、计量标准的量值溯源和传递框图 XX 市计量技术研究所万能角度尺 测量范围:0〜320 测量精度:2'、5'2级角度块、0级平板测量范围:0〜320° 最大允许误差:2'上一级计量器具本单位计量器具六、计量标准的测量重复性考核选一把万能角度尺,对一块角度块在相同条件下,在15° 10'这一点反复检定10次,计算重复性。
X =15° 1010__________________ 2标准偏差i4(Xi-X) = 0.82 '根据测试不确定度此计量标准的测量重复性符合要求。
七、计量标准的稳定性考核根据测试不确定度得出,此万能角度尺的实际测试值的稳定性都符合该标准的要求。
八、测量不确定度评定一、概述:1 •测量方法:依据JJG33-2002《万能角度尺检定规程》。
2.环境条件:温度(20 ± 10) C,相对湿度w 80%3.测量标准:2级角度块,最大允许示值误差为土2'。
4.被测对象:万能角度尺。
5.测量过程:测量时把2级角度块放在已调整好的0级平板上,用相应角度值的2级角度块与游标万能角度尺两测量面均匀接触,在制动器松开与紧固时各校准一次,各点的示值误差均符合其校准的要求。
二、数学模型a = a 1 — a 0式中:a——角度块的角值偏差;a 0――2级角度块的读数值;a 1――被测万能角度尺的读数值。
角度尺校验规范

投影仪(M302)精度: (4+r/25)*0.001度范围: 0-360度
5.3准备事项:
5.3.1准备工业酒精及无尘擦拭纸.
5.3.2用无尘擦拭纸沾工业酒精将角度尺擦拭干凈,置于MDC至少1小时.
5.3.3熟读整个校验程序与使用说明书.
5.4校验:
5.4.1外观检查:
无锈蚀,划伤,碰伤,刻线清晰.
1.0目的:
为使本公司角度尺校验规范化,保证角度尺校验的准确性,可靠性,制定此规范.
2.0范围:
本公司所有角度尺均适合.
3.0定义:
无
4.0权责:
由仪校人员负责制定和执行此规Байду номын сангаас.
5.0作业流程:
5.1误差允收标准(根据仪器本身容许误差及产品精度要求而制定)
角度尺型号精度角度误差允收标准
万能角度尺5' 0-360 10'
角度尺误差.
5.4.5校验结果记录于<<检测仪器内部校验报告>>
6.0参考数据
角度尺使用说明书,检测设备校验/管理作业办法.
从投影机上读出且记录.
5.4.3.4将角度尺测试角调于180度,固定后用投影仪测试角度尺两测试臂之间夹角.
从投影机上读出且记录.
5.4.3.5将角度尺测试角调于225度,固定后用投影仪测试角度尺两测试臂之间夹角.
从投影机上读出且记录.
5.4.3.6将角度尺测试角调于270度,固定后用投影仪测试角度尺两测试臂之间夹角.
从投影机上读出且记录.
5.4.3.7将角度尺测试角调于315度,固定后用投影仪测试角度尺两测试臂之间夹角.
从投影机上读出且记录.
5.4.3.8将角度尺测试角调于360度,固定后用投影仪测试角度尺两测试臂之间夹角.
1型万能角度尺使用方法
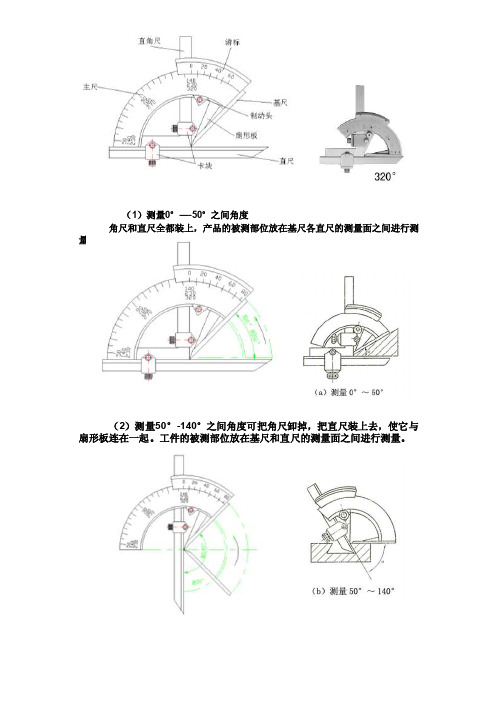
(1)测量0°—-50°之间角度角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。
(2)测量50°-140°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
工件的被测部位放在基尺和直尺的测量面之间进行测量。
教你如何用WORD 文档 (2012-06-27 192246)转载▼标签: 杂谈(3)测量140°-230°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
工件的被测部位放在基尺和直尺的测量面之间进行测量。
(4)测量230°-320°之间角度,把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。
把产品的被测部位放在基尺和扇形板测量面之间进行测量。
万能角度尺的读数方法可分三步;1、先读“度”的数值-----看游标零线左边,主尺上最靠近一条刻线的数值,读出被测角“度”的整数部分,图示被测角“度”的整数部分为16。
2、再从游标尺上读出“分”的数值-----看游标上哪条刻线与主尺相应刻线对齐,可以从游标上直接读出被测角“度”的小数部分,即“分”的数值。
图示游标的30刻线与主尺刻线对齐,故小数部分为30。
3、被测角度等于上述两次读数之和,即16′+30′=16 °30′4、主尺上基本角度的刻线只有90个分度,如果被测角度大于90°,在读数时,应加上一基数(90,180,270),即当被测角度>90°----180°时,被测角度=90°+角度尺读数。
>180°----270°时,被测角度=180°+角度尺读数。
>270°----320°时,被测角度=270°+角度尺读数。
答:分节,每节可以设置不同的页眉。
文件――页面设置――版式――页眉和页脚――首页不同。
检定万能角度尺示值简便方法
检定万能角度尺示值简便方法
安阳钢铁公司计控处张焕梅
国家质量技术监督局发布的万能角度尺检定规程对示值的检定没有具体给出方法,所以目前在同行业中,对角度尺示值检定方法很多且不一致。
现在我们采用的检定方法与同行业相比较,较靠前位,方法使用简便,用这种方法检定出的示值误差准确度较高。
避免了用以往的方法对好所检示值,然后抽、插角度块来检定示值误差判定不准的现象,而且这样反复动作对角度块的测量面的磨损严重。
具体操作方法:首先对角度尺进行零位调整,调整好后;按照规程要求对各受检点进行示值检定。
具体手法:左手持万能角度尺,用左手的食指和拇指捏住微动装置,其中指、无名指、小指呈扇行状态钳住角度尺的正面(此时,角度尺受手给其的三点力作用,在左手上很稳定),角度尺的背面正对人;用右手持相应角度值的2级角度块。
用左手的食指和拇指旋转微动装置旋扭,使其旋转的角度稍大于所测角度,此时,右手持角度块使其下测量面与角度尺的直尺测量面均匀接触。
然后,旋转角度尺的微动装置的旋扭使其基尺测量面与角度块的上测量面接触,用光隙法调整两接触面至无缝隙状态,锁紧止动装置,取下角度块,这时所测的角度值已显于游标分度上,在主标尺上读取“度”,在游标上读取“分”。
其示值误差=实测值-角度块的标称值。
机械制图与检验技术教程-3.7万能角度尺的使用-工程
机械制图与检验技术教程-3.7万能角度尺的使用-工程第七节、万能角度尺的使用1、结构Ⅰ型万能角度尺的结构Ⅱ型万能角度尺的结构2、万能角度尺的读数及使用方法测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角,。
这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置作细调整,直到两个测量面与被测表面密切贴合为止。
然后拧紧制动器上的螺母,把角度尺取下来进行读数。
(1)测量0°-50°之间角度角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。
(2)测量50°-140°之间角度可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。
工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止,工程《机械制图与检验技术教程-3.7万能角度尺的使用》(https://www.)。
把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
(3)测量140°-230°之间角度把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。
把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
(4)测量230°-320°之间角度把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。
把产品的被测部位放在基尺和扇形板测量面之间进行测量。
万能角度尺读数方法万能角度尺的读数装置,是由主尺和游标组成的,也是利用游标原理进行读数。
如图万能角度尺主尺上均匀地刻有120条刻线,每两条刻之间的夹角是1度,这是主尺的刻度值。
游标上也有一些均匀刻线,共有12个格,与主尺上的23个格正好相符,因此游标上每一格刻线之间的夹角是:23° / 12=(60′X23)/12=115′主尺两格刻线夹角与游标一格刻线夹角的差值为;2° - 115′=120′-115′=5′这就是游标的读数值(分度值)。
万能角度尺精度与读数方法

万能角度尺万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具,它有以下几种,如游标量角器、万能角度尺等。
万能角度尺的读数机构,如图6-1所示。
是由刻有基本角度刻线的尺座1,和固定在扇形板6上的游标3组成。
扇形板可在尺座上回转移动(有制动器5),形成了和游标卡尺相似的游标读数机构。
万能角度尺尺座上的刻度线每格1º。
由于游标上刻有30格,所占的总角度为29º,因此,两者每格刻线的度数差是图6-1 万能角度尺即万能角度尺的精度为2′。
万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。
在万能角度上,基尺4是固定在尺座上的,角尺2是用卡块7固定在扇形板上,可移动尺8是用卡块固定在角尺上。
若把角尺2拆下,也可把直尺8固定在扇形板上。
由于角尺2和直尺8可以移动和拆换,使万能角度尺可以测量0º~320º的任何角度,如图6-2所示。
图6-2 万能量角尺的应用由图6-2可见,角尺和直尺全装上时,可测量0º~50的外角度 ,仅装上直尺时,可测量50º~140º的角度,仅装上角尺时,可测量140º~230’的角度,把角尺和直尺全拆下时,可测量230º~320º的角度(即可测量40º~130º的内角度)。
万能量角尺的尺座上,基本角度的刻线只有0~90º,如果测量的零件角度大于90º,则在读数时,应加上一个基数(90º;180º;270º;)。
当零件角度为:>90º~180º,被测角度=90º+量角尺读数,>180º~270º,被测角度=180º+量角尺读数,>270º~320º被测角度=270º+量角尺读数。
万能角度尺精度与读数方法
万能角度尺万能角度尺是用来测量精密零件内外角度或进行角度划线的角度量具,它有以下几种,如游标量角器、万能角度尺等。
万能角度尺的读数机构,如图6-1所示。
是由刻有基本角度刻线的尺座1,和固定在扇形板6上的游标3组成。
扇形板可在尺座上回转移动(有制动器5),形成了和游标卡尺相似的游标读数机构。
万能角度尺尺座上的刻度线每格1º。
由于游标上刻有30格,所占的总角度为29º,因此,两者每格刻线的度数差是图6-1 万能角度尺即万能角度尺的精度为2′。
万能角度尺的读数方法,和游标卡尺相同,先读出游标零线前的角度是几度,再从游标上读出角度“分”的数值,两者相加就是被测零件的角度数值。
在万能角度上,基尺4是固定在尺座上的,角尺2是用卡块7固定在扇形板上,可移动尺8是用卡块固定在角尺上。
若把角尺2拆下,也可把直尺8固定在扇形板上。
由于角尺2和直尺8可以移动和拆换,使万能角度尺可以测量0º~320º的任何角度,如图6-2所示。
图6-2 万能量角尺的应用由图6-2可见,角尺和直尺全装上时,可测量0º~50的外角度 ,仅装上直尺时,可测量50º~140º的角度,仅装上角尺时,可测量140º~230’的角度,把角尺和直尺全拆下时,可测量230º~320º的角度(即可测量40º~130º的内角度)。
万能量角尺的尺座上,基本角度的刻线只有0~90º,如果测量的零件角度大于90º,则在读数时,应加上一个基数(90º;180º;270º;)。
当零件角度为:>90º~180º,被测角度=90º+量角尺读数,>180º~270º,被测角度=180º+量角尺读数,>270º~320º被测角度=270º+量角尺读数。
万能角度尺的校验及精度管理办法

1、将校验好的角度尺做好适当的防锈工作;
2、将校验好的角度尺贴适当的标签,使用单位领回;
3、做好校验报告。
七、精度要求:
分度值为2’万能角度尺示值误差应不超过±2’
分度值为5’万能角度尺示值误差应不超过±5’
八、参考资料:《万能角度尺检定规程》JJG33-2002
核准
审核Biblioteka 制定2、零位检查:转动背面的旋钮,使基尺测量面与组装直尺测量接触良好!检查游尺零线和主尺的零线是否重合;如未重合,且偏差超过标准的规定,应调整游标尺的位置使之对齐;
3、精度校验:将标准的万能角度尺调出任一角度并固定,记下此时读数A1,然后用被校的角度尺,测量此尺的角度得一读数A2,则A1、A2之差即为误差值。
有限公司
万能角度尺的校验及精度管理办法
编 号
02-00-109-1
制定单位
品保
发行日期
2004-1-9
一、目的:使万能角度尺的校验工作有所依循。
二、范围:凡JK的各游标量角设备均适之。
三、校验仪器:高精度的万能角度尺。
四、准备工具:油精、脱脂棉、防锈油。
五、校验步骤:
1、外观:目视尺和游标上的各刻度清晰、均匀;基尺、游尺及组装尺的外观无破伤、锈蚀、明显的划痕等各缺陷。
万能角尺-使用方法

万能角尺-使用方法万能角尺- 对一件近乎完美的工具的最佳称谓2012-2-3 09:44:51 上传下载附件 (30.88 KB)万能角尺万能角尺是最通用的测量工具之一,非常有用,我让我刚学木工的徒弟们使用它来替代所有其它测量工具。
通过这件工具,初学者可以了解设计和测量中精确这一概念。
用它画线并看看方不方、直不直,如果不方不直那就是你的原因了,毕竟它不是自动角尺。
作为初学者,使用这样一个简单工具有助于学会精确并保持头脑清晰。
然而,它并远远不止是初学者的学习用具,万能角尺对于所有木工来说,都是一件不可替代的小工具。
用它测量深度2012-2-3 10:00:12 上传下载附件 (15.9 KB)万能角尺可以用于测量深度和厚度,效果很好。
用电刨的时候,我用它量厚度,把一块木板平放到工作台上,松开尺上的紧固旋钮,测量一下工作台面至板面的距离。
量榫眼深度时,把尺放到木料上,尺身探入榫眼并读出深度值。
也可以用它测量台锯的锯片高度,角尺设定好长度后竖放到锯片旁并开始上调锯片,当锯齿碰到角尺横梁时即可。
2012-2-3 10:06:08 上传下载附件 (7.05 KB)作为划线器使用把木板用夹具固定在工作台上,在角尺上设定所需尺寸然后旋紧紧固旋钮,角尺横梁靠紧木板侧边,用划线刀或铅笔抵住尺头,平行滑动尺身即可划线,这虽需联系,却能很快掌握。
同样的技巧可用于划榫头榫眼线、划燕尾榫的板端线等。
2012-2-3 10:12:14 上传下载附件 (11.84 KB)用于设定角度或校准台锯当用于设定角度时,既能设内角也能设外角,用手锯锯割木料时,我就常用它划90度角横锯,或者划45 度角斜锯。
校准台锯时,将锯片最大限度升出工作台面,角尺横梁滑到尺端锁定后,垂直贴紧锯片,把锯片与台面的角度校准为90度,但要注意锯齿不要贴到尺身。
或者,卸下尺身后,仅用横梁部分把锯片校准为45度角。
2012-2-3 10:29:24 上传下载附件 (15.76 KB)校验锯片的平行度也可以用它校验锯片的平行度,将锯片最大限度升出工作台面,用粉笔标识出一个锯齿,角尺横梁滑到尺端锁定后,平放到锯台台面上,横梁对齐台面上的滑动靠山槽,用手转动锯片,把做标识的锯齿转到锯片顶端并接触尺身,把锯片转到另一侧,检查该侧的一个锯齿是否也恰好接触到锯片,如果不是,说明你需要调整一下电锯了。
0-320_游标万能角度尺_使用说明书

游标角度尺(0-320°2′)使用说明书在机械制造过程中及计量仪器校准中,有许多带角度的工件需要测量,而测量角度的方法与量具有多种多样的选择,使用游标万能角度尺来测量工件角度是比较方便的,如(图A)所示。
图A一、读数方法①先读度数:被游标尺零刻线所指的主尺上刻线是表示被测工件测量角的度数。
②读分数:与主尺上刻线重合的游标尺上刻线是被测工件测量角的分数。
③相加求得测量值:将被测工件测量角的度数与分数相加起来,即为被测角度值。
二、结构与用途游标万能角度尺的结构如(图A)所示。
角尺和直尺在卡块的作用下分别固定于扇形板部件和角尺上,当转动卡块上的螺帽时,即可紧固或放松角尺或直尺,在扇形板部件的后面有一与齿轮杆相连接的手把,而该齿轮杆又与固定在主尺上的弧形齿板相啮合这个就是微动装置。
当转动微动装置就能使主尺和游标尺作细微的相对移动,以精确地调整测量值,但当把制动头上的螺帽拧紧后,则扇形板部件与主尺被紧固在一起,而不能有任何相对移动。
游标万能角度尺主要用于测量各种形状工件与样板的内、外角度以及角度划线。
三、使用和注意事项1、零值检查:使用前将游标万能角度尺擦拭干净,检查各部分相互作用是否灵活可靠,然后移动直尺使其与基尺的测量面相互接触,直到无光隙可见为止。
同时观察主尺零刻线与游标零刻线是否对准;游标尺的尾刻线与主尺相应刻线是否对准,如对准便可使用,不对准则需要调整。
2、测量0°~50°之间的角度时,被测工件放在基尺和直尺的测量面之间,如图(B-4)所示。
3、测量50°~140°之间的角度时,把角尺取下,将直尺换在角尺位置上,把被测工件放在基尺和直尺的测量面之间,如图(B-1),(B-2)所示。
4、测量140°~230°之间的角度时,把直尺取下换上角尺,但要把角尺推进去,直到角尺上短边的90°角尖和基尺的尖端对齐为止,然后把角尺和基尺的测量面靠在被测工件的表面上进行测量,如图(B-3),(B-5)所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检定万能角度尺示值简便方法
安阳钢铁公司计控处张焕梅
国家质量技术监督局发布的万能角度尺检定规程对示值的检定没有具体给出方法,所以目前在同行业中,对角度尺示值检定方法很多且不一致。
现在我们采用的检定方法与同行业相比较,较靠前位,方法使用简便,用这种方法检定出的示值误差准确度较高。
避免了用以往的方法对好所检示值,然后抽、插角度块来检定示值误差判定不准的现象,而且这样反复动作对角度块的测量面的磨损严重。
具体操作方法:首先对角度尺进行零位调整,调整好后;按照规程要求对各受检点进行示值检定。
具体手法:左手持万能角度尺,用左手的食指和拇指捏住微动装置,其中指、无名指、小指呈扇行状态钳住角度尺的正面(此时,角度尺受手给其的三点力作用,在左手上很稳定),角度尺的背面正对人;用右手持相应角度值的2级角度块。
用左手的食指和拇指旋转微动装置旋扭,使其旋转的角度稍大于所测角度,此时,右手持角度块使其下测量面与角度尺的直尺测量面均匀接触。
然后,旋转角度尺的微动装置的旋扭使其基尺测量面与角度块的上测量面接触,用光隙法调整两接触面至无缝隙状态,锁紧止动装置,取下角度块,这时所测的角度值已显于游标分度上,在主标尺上读取“度”,在游标上读取“分”。
其示值误差=实测值-角度块的标称值。