数控机床常用英文缩写
数控试题库及答案

数控试题库及答案数控技术是现代制造业中不可或缺的一部分,它涉及到编程、操作、维护等多个方面。
为了帮助学生和从业人员更好地掌握数控技术,下面是一个数控试题库及答案的示例,供学习和参考。
# 数控试题库及答案一、选择题1. 数控机床的英文缩写是:- A. NC- B. CNC- C. CAD- D. CAM答案:B2. 数控机床的伺服系统主要作用是:- A. 提供电源- B. 驱动机床运动- C. 控制机床温度- D. 监测机床状态答案:B3. 下列哪个不是数控编程中的常见指令?- A. G00- B. M03- C. T01- D. F500答案:D(F指令通常用于指定进给速度)4. 在数控编程中,绝对编程和增量编程的区别是:- A. 绝对编程使用机床坐标系,增量编程使用工件坐标系- B. 绝对编程使用工件坐标系,增量编程使用机床坐标系- C. 两者没有区别- D. 两者的区别在于编程语言答案:A5. 数控机床的刀库主要用于:- A. 存储刀具- B. 快速换刀- C. 调整刀具角度- D. 所有上述选项答案:B二、判断题1. 数控机床的精度只取决于机床本身的制造精度。
(错误)2. 数控编程中的G代码和M代码都是模态代码。
(正确)3. 数控机床的伺服电机可以独立控制每个轴的移动。
(正确)4. 数控机床的数控系统只能用于金属切削加工。
(错误)5. 数控机床的维护不需要定期进行。
(错误)三、简答题1. 简述数控机床的组成。
答案:数控机床主要由数控系统、伺服系统、机床本体、主轴系统、刀库和换刀装置、辅助装置等组成。
2. 解释数控编程中的G代码和M代码的区别。
答案:G代码是运动控制代码,用于控制机床的运动轨迹和速度等;M代码是辅助功能代码,用于控制机床的辅助设备和操作,如换刀、冷却液的开关等。
3. 数控机床的维护包括哪些方面?答案:数控机床的维护包括日常清洁、定期检查、润滑系统维护、电气系统检查、机械部件的检查和调整等。
cnc是什么意思
cnc是什么意思
CNC是一种装有程序控制系统的自动化机床。
该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。
英文简称CNC,是英文Computerized Numerical Control的缩写,又称数控机床、数控车床,香港和广东珠三角一带称为电脑锣。
主要用于大规模的加工零件,其加工方式包括车外圆,镗孔,车平面等等。
可以编写程序,适用于批量生产,生产过程的自动化程度较高。
自从1952年美国麻省理工学院研制出世界上第一台数控机床以来,数控机床在制造工业,特别是在汽车、航空航天、以及军事工业中被广泛地应用,数控技术无论在硬件和软件方面,都有飞速发展。
扩展资料:
CNC的优缺点:
1、大量减少工装数量,加工形状复杂的零件不需要复杂的工装。
如要改变零件的形状和尺寸,只需要修改零件加工程序,适用于新产品研制和改型。
2、加工质量稳定,加工精度高,重复精度高,适应飞行器的加工要求。
3、多品种、小批量生产情况下生产效率较高,能减少生产准备、机床调整和工序检验的时间,而且由于使用最佳切削量而减少了切削时间。
4、可加工常规方法难于加工的复杂型面,甚至能加工一些无法观测的加工部位。
数控机床中英文对照表

数控机床中英文对照表ABS和REL——在法那克系统中,按这两个键分别来切换当前机床的相对坐标和绝对坐标ALL——全选,程序编辑时用PRGRM——程序(program)的缩写,用于查看程序NEXT——查看程序和查看参数时,下一页OPRT——在法那克系统中,选择编辑程序时,也就是按下PRGRM后,再按这个键,才能输入程序号HOST,CONECT——这两个是在系统与外界通信时用的,我没试过,不知道什么作用HELP——查看帮助信息SHIFT——换档键,有些键有两个字符,按下这个键,用来输入顶部那个字符ALTER——程序修改键,编辑程序时用INSERT——程序插入键,编辑程序时用EOB——程序结束符,在编辑程序时,没段程序结束时,要加这个符号CAN——取消键,用来取消输入INPUT——输入键,用来输入程序或参数POS——按此键显示当前机床位置画面PROS——按此键显示当前程序画面OFFSET——按此键显示刀具偏置画面SETTING——按此键显示刀具偏置设定画面SYSTEM——按此键显示系统信息及系统状态画面GRAPH——按此键显示加工时刀具轨迹的图形画面CUSTOM——按此键显示用户宏程序画面手动数据输入(MDI)直接数字控制方法(DNC)控制器单元或机控制器单元(MCU)法拉克:ALTER 修改程序及代码INSRT 插入程序DELET 删除程序EOB 完成一句(END OF BLOCK)CAN 取消(EDIT 或MDI MODE 情况下使用)INPUT 输入程序及代码OUTPUT START 输出程序及指令OFFSET 储存刀具长度、半径补当值AUX GRAPH 显示图形PRGRM 显示程序内容ALARM 显示发生警报内容或代码POS 显示坐标DGONS PARAM 显示自我诊断及参数功能RESET 返回停止CURSOR 光标上下移动PAGE 上下翻页常见机床报警信息中英文对照T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTRAVL(X轴超限)Y AXIS OVERTRAVL (Y轴超限)Z AXIS OVERTRAVL (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTRAVER LIMIT ERRORDOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误)SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCKTRY TO RUN SPINDLE WHILE TAIL NOT LOCKSPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS HAVE GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭) SPINDLE ORIENTATION INCOMPLETE(主轴定位不完全)M FUNCTION NOT COMPLETE(M 功能无法完成)SPINDLE NOT IN GEAR POSITION(齿轮不在主轴位置)SPINDLE NOT CHANGED TO LOW GEAR(主轴没有变为低档)SPINDLE NOT CHANGED TO HIGH GRAR(主轴没有变为高档)MAG NOT BACKWARDSPINDLE TOOL NOT CLAMPSPINDLE TOOL NOT UNCLAMPMAG NOT IN POSITIONMAG DOES NOT ROTATEMAG DOES NOT STOP RUNNINGA AXIS HAVE NOT CLAMPEDA AXIS HAVE NOT UNCLAMPEDSET D499=1,"MAG.JOG" SWITCH ONHYDRAULIC MOTOR QF7 OFF(液压马达QF7关闭)HYDRAULIC TEMPRETURE HIGH(液压使用温度高)HYDRAULIC FILTER BLOCKED(液压过滤器阻止)HYDRAULIC OIL LEVEL LOW(液压油位低)HYDRAULIC FAN QF8 OFF(液压风扇QF8关闭)HELIX CONYER QF9 OR QF10 OFFCHAIN CONYER QF11 OFFCOOLANT MOTOR QF12 OFF(冷却液电机QF12关闭)COOLNT LEVEL LOW,CYCLE STOP AFTER 20 MINUTESINNER COOLANT BLOCK(内冷却堵塞)SPINDLE COOLANT MOTOR QF14 OFF(主轴冷却液电机QF14关闭)INNER COOLANT QF13 OFF(内冷却液QF13关闭)MAG MOTOR QF15 OFFCABINET COOLANT EQUIP QF20 OFFOIL GATHER QF24 OFFAIR PRESSURE LOW(低气压)SPINDLE COOLANT MOTOR FAULT(主轴冷却液电机故障)LUB.OIL IS LOW(润滑油低)DOOR OPEN(门打开)FRONT DOOR(R) OPEN(前门打开)LEFT DOOR OPEN(左门打开)LUBRICATION OIL QF23 OFF(润滑油QF23关闭)LUBRICATION PRESS LOW(润滑油位低)IN ADJUST,MAG CAN'T EXCHANGE T(在调整,刀库不能交换T)NOT ALL DOOR CLOSED(门没有全部关闭)IN M06,MAG NOT READY(在M06,刀库未准备好)MAGAZINE NOT READY(刀库未准备好)POCKET NOT HORIZANTALIN M06,Z NOT BACK TO 2ND REFIN M06,Z AXIS NOT IN PSW1ATC NOT IN ZERO POSITIONSPINDLE ORIENTATION UNCOMPLETEPOCKET NOT HOR./MAG NOT BCKWRDPOCKET NOT VER./MAG NOT FORWRDUNCLAMP TOOL HAS NOT COMPLETEDCLAMP TOOL HAS NOT COMPLETEDAIM TOOL NO. IS WRONGMAG NOT BACKWARDAFTER RETRACT,SET R.T.BACK OFFZ NOT IN PSW2,FORBID ATC RUNNINGD499 EQUAL 1MAG.JOG SOFT SWITCH IS ONZ NOT IN PSW2,FORBID MAG FORWARDCHEKE SPINDLE MODULE ALARMOIL WATER SEPARATOR QF24 OFFSET THE SOFT SWITCH MAG.JOG OFFSET D499 TO 0 设定D499为0K PARAM ABOUT MAG SET IS WRONG 关于MAG的K参数设定错误MECHANICAL BRAKE NOT RELEASED机床抱闸没有松开MECHANICAL BRAKE IS WRONG 机床抱闸错误PLEASE ADD LUB.OIL 请加润滑油PROBE BATTERY VOLTAGE IS LOW 探头电池电压低PROBE IS ERR 探头错误PARAMETER WRITE ENABLE(参数写使能)PMC EDIT ENABLE(PMC编辑使能)CHECK LUB ROUTINSPINDLE GEAR SIGNAL MISS 主轴档位信号消失T_CLAMPED_SIGNAL MISS T夹紧信号消失SP OVERRIDE SWITCH DISCONNECTION 主轴倍率开关断路FEED OVERRIDE SWITCH DISCONNECTION 进给倍率开关断路THE TOTAL NUMBER OF POCKETS SET ERRCHANGE T STOPED BECAUSE NO AIR 因为缺少压空交换停止THE COOLANT WATER TOO LOW,ADD COOLANT WATER AT ONCE 冷却水少立即加水COOLANT LEVEL LOW,ADD COOLANT WATER 冷却水液位低PLEASE REPLACE CNC BATTERY QUICKLY 请立即更换CNC电池SIEMENS常用缩略语A Output 输出ASCII American Standard Code for Information Interchange 美国信息交换标准代码AV Preparation for work 运行准备BA Operating mode 运行方式BAG Operating mode groups 运行方式组BB Ready for operation 准备好运行BCD Binary Coded Decimals 二-十进制BHG Hand-held terminal 手提终端BOF User interface 用户接口CNC Computerized Numerical Control 计算机化数字控制CP Communication Processor 通迅处理器CPU Central Processing Unit 计算机中央处理装置CR Carriage Return 托架折回CSB Central Service Board(PLC module) 中央维护板,PLC 模块CTS Clear To Send 发送使能DAU Digital-Analog Converter 数模转换器DB Data Block 数据块DIN German Industrial Standards 德国工业标准DIO Data Input/Output 数据输入/输出DRF Differential Resolver Function 差分功能DRY Dry Run 空运行DSB Decoding Single Block 译码单段DSR Data Send Ready 备用输入DW Data Word 数据字E Input 输入EIA-Code Special tape code,number of holes per characters alwaysodd 特殊纸带码,每个字符的孔数为奇数EPROM Programm memory with fixed program 有固定程序的程序存储器E/R Controlled Supply and Energy Recovery Module 可控电源和能量恢复模块ETC ETC key:Extension of the softkey bar in the same menuETC 键:同级菜单扩展键FDB Product designation database 产品指定数据库FIFO First in First Out 先进先出FRA Frame module 帧频模块FRAME Coordinate conversion with the components zerooffset,rotation,scaling,mirror-imaging 坐标换算,具有零点偏置,坐标旋转,标度功能和镜向功能FRK Cutter radius compensation 铣刀半径补偿FST Feed Stop 停止进给GUD Global User Data 全体用户数据HMS High-Resolution Measuring System 高分辨率测量系统HSA Main Spindle Drive 主轴驱动HW Hardware 硬件IM Interface Module 接口模块IM-S/R Interface Module(S=send/R=receive) 接口模块,S=发送/R=接收INC Increment 步进增量ISO-Code Special tape code,number of holes per character always even特殊纸带码,每个字符的孔数为偶数K1...k4 Channel 1 to Channel 4 通道1 到通道4KOP Ladder Diagram 梯形图KV Loop-Gain Factor 增益系数KUE Transformation Ratio 传动比LCD Liquid Crystal Display 液晶显示LED Light Emitting Diode 发光二极管显示LUD Local User Data 局部用户数据MB Megabyte 兆字节MD Machine Data 机床数据MK Measuring Circuit 测量回路MDA Manual Data Automatic 手动输入,自动执行MLFB Machine-readable product designation 机器可识别的产品代号MMC Man Machine Communication:User interface of the numerical controlsystem for operation,programming and simulation 人机通讯:系统操作界面,用操作,编程和模拟MPF Main Program File:NC part program(main program)NC 零件程序,主程序MPI Multi Point Interface 多点通讯接口MSTT Machine control panel 机床控制面板NC Numerical Control 数字控制NCK Numerical Control Kernel(numerical krnel with block preparation, traversing range etc.) 数字控制核心:具有程序段预处理,运行范围等等NCU Numerical Control Unit 数控单元NURBS Non Uniform Rational B Spline 非均值有理B样条NV Zero Offset 零点偏置OEM Original Equipment Manufacturer 原设备制造商OP Operator Panel 操作面板OPI Operator Panel Interface 操作面板接口PC Personal Comprter 个人计算机PCMCIA Personal Computer Menory Card International Association接口协议PG Programming Device 编程器PLC Programmable Logic Control 可编程逻辑控制器PRT Program Test 程序测试RAM Random Access Memory 随机存取存储器RISC Reduced Instruction Set Computer 处理器,具有指令组小、通过能力强ROV Rapid Override 快速修调RPA R Parameters Active(NCK memoty area for R parameter numbers) R 参数有效,NCK 中用于R 参数号的存储器区RTS Request To Send(control signal from serial data interfaces)发送请求:来自串行接口的控制信号SBL Single Block 单段SBL2 Single Block Decoding 译码单段SEA Setting Data Active(memory area for setting data in NCK)设定数据有效:用于NCK 中设定数据的存储区SD Setting Data 设定数据SKP Skip Block 程序段跳跃SM Signal Module 信号模块SPF Sub Program File 子程序文件SPS Programmable Logic Controller 可编程逻辑控制器SRK Cutter Radius Compensation 刀尖半径补偿SSFK Leadscrew Error Compensation 丝杠螺距误差补偿SSI Serial Synchronous Interface 串行同步接口SW Software 软件TEA Testing Data Active(with reference to the machine data) 测试数据有效:与机床数据有关TO Tool Offset 刀具补偿TOA Tool Offset Active(memory area for tool offset) 刀具补偿有效,用于刀补的存储区TRANSMIT Transform Milling into Turning(coordinate conversion on turning machines for milling)铣床转换为车床:车床坐标换算用于铣削加工VSA Feed drive(spindle) 主轴进给驱动V Bit type PLC variable PLC变量类型:位VB Byte type PLC variablePLC变量类型:字节WKZ Tool 刀具WZ Tool 刀具WZK Tool offset 刀具补偿ZOA Zero Offset Active(memory area for zero offsets) 零点偏置有效:零点偏置存储区。
自动化常用英文缩写

自动化常用英文缩写自动化技术在现代工业生产和日常生活中起着重要的作用。
为了方便交流和理解,人们经常使用缩写来代替一些常用的术语和概念。
下面是一些自动化领域常用的英文缩写及其解释:1. PLC:可编程逻辑控制器(Programmable Logic Controller)PLC是一种专门用于工业自动化控制的计算机控制系统。
它可以通过编程来实现各种逻辑运算和控制功能,广泛应用于工厂生产线、机械设备和自动化系统中。
2. SCADA:监控与数据采集系统(Supervisory Control and Data Acquisition)SCADA系统用于监控和控制分布式设备和系统。
它可以实时采集、传输和显示来自各个传感器和执行器的数据,并通过人机界面提供操作和管理功能。
3. HMI:人机界面(Human-Machine Interface)HMI是用户与自动化系统进行交互的界面。
它通常包括触摸屏、键盘、指示灯等设备,用于显示和输入信息,使操作员能够监视和控制自动化系统。
4. DCS:分散控制系统(Distributed Control System)DCS是一种用于工业过程控制的系统。
它由多个分布式控制器组成,各个控制器之间通过通信网络连接,共同协调和控制整个系统的运行。
5. MES:制造执行系统(Manufacturing Execution System)MES是用于管理和控制制造过程的系统。
它可以实时监测生产线上的各个环节,包括物料流动、工艺参数、质量控制等,以提高生产效率和产品质量。
6. RFID:射频识别(Radio Frequency Identification)RFID是一种无线通信技术,用于自动识别和跟踪物体。
它通过将射频标签附加到物体上,利用无线电信号进行数据传输和识别,广泛应用于物流、库存管理和资产追踪等领域。
7. CNC:数控机床(Computer Numerical Control)CNC是一种由计算机控制的机床。
数控机床英语
显示器
data date datum damage DC deceleration decimal piont decrease deep define deg degree DEL delete delay delete/deletion des cription detect/detection device DGN/DGNOS diagnose DI DIAG diagnosis diameter
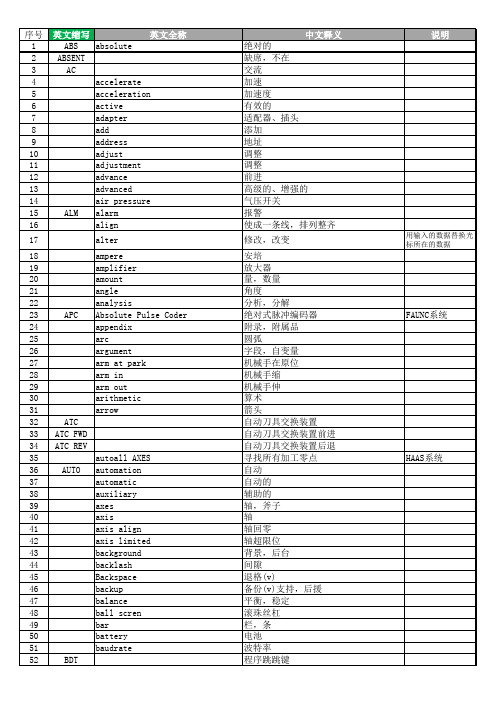
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 solute ABSENT AC accelerate acceleration active adapter add address adjust adjustment advance advanced air pressure ALM alarm align alter ampere amplifier amount angle analysis Absolute Pulse Coder appendix arc argument arm at park arm in arm out arithmetic arrow
DIR
disk
DISP
diamond digital dimension directory direction disconnect/disconnection diskette dispense display dispose/disposal distance divide
DMR DNC DO dog switch DOS DRAM drawing dress/dresser drift drill drive/driver drop droop dry dry run DTE drum drum to park drum to spindle duplicat/duplication dwell edbug edit electrical electronic emergency empty enable encoder end enter entry end of block equal equipment erase error escape emergency stop exact
机床英文缩写
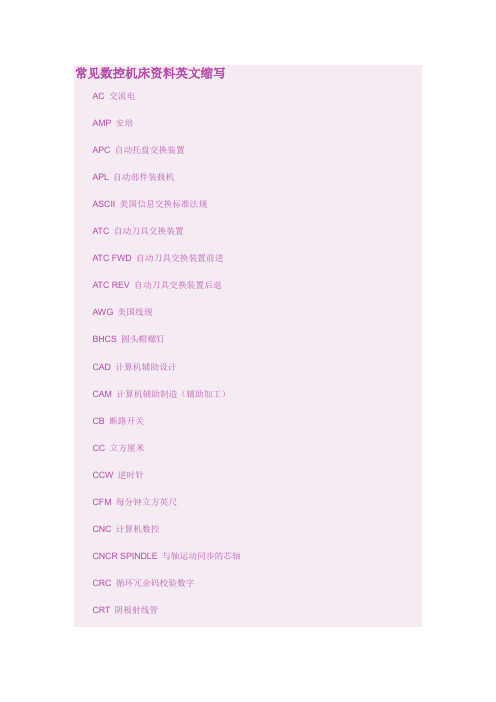
常见数控机床资料英文缩写AC 交流电AMP 安培APC 自动托盘交换装置APL 自动部件装载机ASCII 美国信息交换标准法规ATC 自动刀具交换装置ATC FWD 自动刀具交换装置前进ATC REV 自动刀具交换装置后退AWG 美国线规BHCS 圆头帽螺钉CAD 计算机辅助设计CAM 计算机辅助制造(辅助加工)CB 断路开关CC 立方厘米CCW 逆时针CFM 每分钟立方英尺CNC 计算机数控CNCR SPINDLE 与轴运动同步的芯轴CRC 循环冗余码校验数字CRT 阴极射线管CTS 清除发送CW 顺时针DB 牵引杆DC 直流电DGNOS 诊断DHCP 动态主机配置协议DIR 目录DNC 直接数字控制DOS 磁盘操作系统DTE 数据终端设备ENA CNVR 启动输送机EOB 块结束EOF 文件结束EPROM 可擦可编程只读存储器E-STOP 紧急停机FADAL 其他人FHCS 平头帽螺钉FT 英尺FU 保险丝FWD 前进GA 量规HAAS 正确的刀具HHB 六角头螺钉HP 马力HS 卧式系列加工中心ID 内径IGBT 隔离栅双极晶体管IN 英寸IOPCB 输入输出印刷电路板LAN 局域网LB 磅LED 发光二极管LO CLNT 冷却剂低压LOW AIR PR 低气压LVPS 低电压电源MB 兆字节(1百万)MCD RLY BRD M-代码继电器盘MDI 手动数据输入MEM 存储器M-FIN M-代码完成MM 毫米MOCON 电动机控制器MOTIF 电动机接口MSG 信息MSHCP 公制插座帽螺钉NC 数字控制NC 常闭合NO 常开OD 外径OPER 操作员P 袋PARAM 参数PCB 印制电路板PGM 程序POR 通电复位POSIT 位置PROG 程序PSI 每平方英寸磅PWM 脉冲宽度调制RAM 随机存取存储器REPT RIG TAP 围盘轧制刚性螺丝攻RET 返回,回车REV CNVR 回动输送机RJH 遥控摇柄RPDBDN 旋转式托盘拉杆放下RPDBUP 旋转式托盘拉杆提起RPM 每分钟转数RIS 请求输送RXD 接收数据S 芯轴转速SDIST 伺服机构分配印制电路板SFM 每分钟平方英尺SHCS 套筒扳手头帽螺钉SIO 串行输入/输出SKBIF 串行键盘接口印制电路板SMTC 侧挂式刀具交换装置SP 芯轴T 刀具编号TC 刀具交换装置TIR 总指示偏转TNC 刀尖偏差TRP 刀具释放活塞IS 尾架ISC 通过芯轴的冷却剂TXD 发送数据VDI 德国工程师协会VF 立式铣床(第一台)VF-E 立式铣床-扩展型VMC 立式加工中心WAN 广域网。
加工中心中英对照

数控机床中英文对照表ABS和REL——在法那克系统中,按这两个键分别来切换当前机床的相对坐标和绝对坐标AL L——全选,程序编辑时用PR GRM——程序(pr ogram)的缩写,用于查看程序NEX T——查看程序和查看参数时,下一页OP RT——在法那克系统中,选择编辑程序时,也就是按下PRGRM后,再按这个键,才能输入程序号HOST,CONE CT——这两个是在系统与外界通信时用的,我没试过,不知道什么作用HE LP——查看帮助信息SHIF T——换档键,有些键有两个字符,按下这个键,用来输入顶部那个字符AL TER——程序修改键,编辑程序时用IN SERT——程序插入键,编辑程序时用E OB——程序结束符,在编辑程序时,没段程序结束时,要加这个符号CAN——取消键,用来取消输入IN PUT——输入键,用来输入程序或参数P OS——按此键显示当前机床位置画面PR OS——按此键显示当前程序画面OFFS ET——按此键显示刀具偏置画面SETT ING——按此键显示刀具偏置设定画面S YSTEM——按此键显示系统信息及系统状态画面G RAPH——按此键显示加工时刀具轨迹的图形画面C USTOM——按此键显示用户宏程序画面手动数据输入 (MD I)直接数字控制方法 (DN C)控制器单元或机控制器单元(MCU)法拉克:ALT ER 修改程序及代码INSR T 插入程序DEL ET 删除程序EO B 完成一句 (EN D OFBLOCK)CAN取消(E DIT 或 MDIMODE情况下使用)INP UT 输入程序及代码OUTP UT ST ART 输出程序及指令OFF SET 储存刀具长度、半径补当值AUX GRAP H 显示图形PRG RM 显示程序内容ALARM显示发生警报内容或代码PO S 显示坐标DGO NS PA RAM 显示自我诊断及参数功能RESE T 返回停止CUR SOR 光标上下移动PAGE上下翻页常见机床报警信息中英文对照T W ORD E RROR(T 码错误)LO W OIL LEVE L (油位低)SP INPLE FAUL T (主轴故障)S PINDL E ALA RM (主轴报警)EXTER NAL E MG ST OP (急停按钮被按下)AC NOTREADY(交流盘未准备好)SPIN PLE L UBE F AULT(主轴润滑故障)T CODE ERRO R (T代码出错,非法T代码)M CO DE ER ROR (M代码出错,非法M代码)SE RVO N OT RE ADY (伺服未准备好)NC NOTREADY(NC没准备好)T URRET FAUL T (转塔故障)T URRET LIMI T (转塔限位)D C 24V OPEN(直流24断开)+24VNOT R EADY(+24V没准备好)GRARDRIFT(档位漂移)PL EASEAXISRETUR N HOM E(轴未回零)PL EASEDRUMRETUR N HOM E(刀库未回零)A IRPRE SSFAI LURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRES SUREDROP(压缩空气压力过低)CLAM P TOO L FAL L(夹刀失败)DR UM NO T PAR KED(刀库未在原值)X Z ERO P OINTNOT R EACHE D (X轴未回零)Y ZE RO PO INT N OT RE ACHED(Y 轴未回零)Z ZER O POI NT NO T REA CHED(Z 轴未回零)4TH ZE RO PO INT N OT RE ACHED(第4轴未回零)X AXI S OVE RTRAV L(X轴超限)YAXISOVERT RAVL(Y轴超限)Z A XIS O VERTR AVL (Z轴超限)COUN TER S WITCH REEO R (计数开关故障)MAST ERT R ANSFE R OVE R TEM P (主变压器过热)Z AX IS NO T ATFIRST REFPOSIT ION (Z轴未在第一参考点)SPIN DLE O RIENT ATION FALL URE (主轴定向失败)TO OL DE SENTOR TO OL DA TA RE EOR (刀具数据错误)PL EASEUNLOA D THE TOOL ON S PRINE LK (请卸下主轴上的刀)P LEASE LOAD TOOL ON A PINDL E (请装上主轴上的刀)AAXISUNCLA MP FA IL (A轴松开失败)AAXISCLAMP FAIL(A 轴夹紧失败)DRUM OUTTO AP RONDL EIS F ALL (刀库摆向换刀位失败)MG S WINGOVERL OAD(刀库摆动过载)DRU M BAC K PAR K ISFALL(刀库摆回原始位失败)TUR RENTMOTOR1 OVE RLOAD(刀库移动电机过载)COO LANTMOTOR OVER LOAD(冷却泵过载)DR UM AT C FAU LT (自动换刀失败)TOO LS UN LOCKE D (刀具未锁紧)BATTE RY AL ARM (电池报警)DRUM POSI TIONSWITC H ERR OR (刀库位置检测开关故障)DRUM NOWNOT A T PAR K (刀库未在原始位置)IT DANG OU TO MOVE DRUM(刀库禁动)PO T UOFAILO R POT NOTAT UP POSI TION(刀套未在水平位)POT D OWN F AIL (刀套翻下动作失败)IT IS DANG OUR T O MOV E ARM(机械手禁动)T HE SP INDLE STAT U ISERROR(主轴状态错误)ARM M OTOROR AR M SWI TCH F ALL (机械手或机械手开关故障)CE NTRELUBRI CATIO N FAL L (中心润滑故障)THEWORKNOT C LAMPE D (工件未夹紧)AUTOTOOLCHANG E FAU LT (自动换刀失败)TOO L DAT A OUT OF R ANGE(指令刀具号超出范围)THE ORDE R TOO L NOW IN S PINDL E (目标刀具在主轴上)TH E THR EE SP INDLE SWIT CH FA ULT (主轴上的接近开关)THE C ENTRE COOL ANT I S LOW ER (刀具内冷泵液位过低)DRUMRETUR N 1#POSIT ION F AULT(刀库自动回零失败)SPIN DLE O VERLO AD (主轴过载)TURRE NT MO TOR O VERLO AD (刀盘转动电机过载)C HIP C ONVEY ER OV ERLOA D (拉屑器过载)HARDLIMIT OR S ERVOALARM(硬限位或伺服报警)NOLUB O IL (无润滑油)INDEX HEAD UNLO CKED(分度头未锁紧)M T NOT READ Y(机床没准备好)MG OV ERLOA D (刀库过载)LUB E MPTY(润滑无油)AIRPRESS URE(气压不足)COOLA NT NO T REA DY(冷却没准备好)LUBE EMPT Y(油雾油位低,润滑油位低)LUB P RESSU RE LO W(润滑压力低)C ONVEY VER LOAD(排屑过载)LUBOVERL OAD(润滑过载)LUBEPRESS URE L OW(油雾压力低)SERI AL SP INDLE ALAR M (串行主轴报警)NC B ATTER Y LOW ALAR M(NC电池低报警)MAGA ZINEMOVELIMIT SWIT CH ER RORS PINDL E TOO L UNL AMP P OSITI ON LI MIT S WITCH ERRO R MAG AZINE NOTIN PO SITIO N ORSENSO R ERR ORAI R PRE SSURE LOWALARM(气压低报警)MO TOR O VERLO AD(电机过载)T CODE > MA GAZIN E TOO LSTCODE< 1 E RROR5TH A XIS H ARDWA RE OV ERTRA VER L IMITERRORDOOR IS O PENED(开门)LUB P RESSU RE SW ITCHERROR(油压开关错误)S PINDL E OIL COOL ANT U NIT E RRORSPIND LE LO AD AB NORMA L(主轴负荷异常)TRANS DUCER ALAR M(传感器报警)B ED-HE AD LU BRICA TE OF F(床头润滑关闭)EMG O FFHY DRAUL IC CH UCK P RESSLOW(液压夹头压力低)HY DRAUL IC TA IL PR ESS L OW(液压尾座压力低)LUB 0ILLOW(油压低)T URRET CODE ERRO R(转塔码错误)T URRET RUNOVERT IME(转塔运行超时)MAN UAL H ANDLE INTE RRUPTTRYTO RU N SPI NDLEWHILE CHUC K NOT LOCKTRYTO RU N SPI NDLEWHILE TAIL NOTLOCKSPIND LE NE UTRAL GEARMAGA ZINEADJUS THYD RAULI C NOT RUNSAFET Y DOO R BEOPENE DSAF ETY D OOR N OT CL OSEN OT AL L AXI S HAV E GON E BAC K REFIN A DJUST,IGNO RE GO ING B ACK R EFAF TER E XCHAN GE TO OL,CY CLE S TARTATC M OTORQF16OFFX AXIS IS L OCKED(X 轴被锁定)Y AXIS IS L OCKED(Y 轴被锁定)Z AXIS IS L OCKED(Z 轴被锁定)A AXIS IS L OCKED(A 轴被锁定)S PINDL E MOT OR FA N QF26 OFF(主轴电机风扇QF26关闭)SPIND LE OR IENTA TIONINCOM PLETE(主轴定位不完全)M FUN CTION NOTCOMPL ETE(M功能无法完成)S PINDL E NOT IN G EAR P OSITI ON(齿轮不在主轴位置)SP INDLE NOTCHANG ED TO LOWGEAR(主轴没有变为低档)SPIND LE NO T CHA NGEDTO HI GH GR AR(主轴没有变为高档)MA G NOT BACK WARDSPIND LE TO OL NO T CLA MPSP INDLE TOOL NOTUNCLA MPMA G NOT IN P OSITI ONMA G DOE S NOT ROTA TEMA G DOE S NOT STOP RUNN INGA AXIS HAVE NOTCLAMP EDAAXISHAVENOT U NCLAM PEDS ET D499=1,"MAG.JOG"SWITC H ONHYDRA ULICMOTOR QF7OFF(液压马达Q F7关闭)HYD RAULI C TEM PRETU RE HI GH(液压使用温度高)H YDRAU LIC F ILTER BLOC KED(液压过滤器阻止)HY DRAUL IC OI L LEV EL LO W(液压油位低)HYDR AULIC FANQF8 O FF(液压风扇QF8关闭)H ELIXCONYE R QF9 OR Q F10 O FFCH AIN C ONYER QF11 OFFCOOLA NT MO TOR Q F12 O FF(冷却液电机QF12关闭)COOL NT LE VEL L OW,CY CLE S TOP A FTER20 MI NUTESINNE R COO LANTBLOCK(内冷却堵塞)SP INDLE COOL ANT M OTORQF14OFF(主轴冷却液电机QF14关闭)I NNERCOOLA NT QF13 OF F(内冷却液QF13关闭)M AG MO TOR Q F15 O FFCA BINET COOL ANT E QUIPQF20OFFO IL GA THERQF24OFFA IR PR ESSUR E LOW(低气压)SPIN DLE C OOLAN T MOT OR FA ULT(主轴冷却液电机故障)LUB.O IL IS LOW(润滑油低)DOOR OPEN(门打开)FRON T DOO R(R)OPEN(前门打开)LEFT DOOR OPEN(左门打开)LUB RICAT ION O IL QF23 OF F(润滑油QF23关闭)LU BRICA TIONPRESS LOW(润滑油位低)INADJUS T,MAG CAN'T EXC HANGE T(在调整,刀库不能交换T)NOTALL D OOR C LOSED(门没有全部关闭)IN M06,MAG NOTREADY(在M06,刀库未准备好)M AGAZI NE NO T REA DY(刀库未准备好)POCK ET NO T HOR IZANT ALIN M06,Z NOT BACK TO 2ND RE FINM06,Z AXIS NOTIN PS W1AT C NOT IN Z ERO P OSITI ONSP INDLE ORIE NTATI ON UN COMPL ETEP OCKET NOTHOR./MAG N OT BC KWRDPOCKE T NOT VER./MAGNOT F ORWRDUNCL AMP T OOL H AS NO T COM PLETE DCLA MP TO OL HA S NOT COMP LETEDAIMTOOLNO. I S WRO NGMA G NOT BACK WARDAFTER RETR ACT,S ET R.T.BAC K OFFZ NO T INPSW2,FORBI D ATC RUNN INGD499 E QUAL1MAG.JOGSOFTSWITC H ISONZNOT I N PSW2,FOR BID M AG FO RWARDCHEK E SPI NDLEMODUL E ALA RMOI L WAT ER SE PARAT OR QF24 OF FSET THESOFTSWITC H MAG.JOGOFFS ET D499 TO 0 设定D499为0KPARAM ABOU T MAG SETIS WR ONG 关于MAG的K参数设定错误M ECHAN ICALBRAKE NOTRELEA SED机床抱闸没有松开MEC HANIC AL BR AKE I S WRO NG 机床抱闸错误PLEA SE AD D LUB.OIL请加润滑油PRO BE BA TTERY VOLT AGE I S LOW探头电池电压低PROBE IS E RR 探头错误P ARAME TER W RITEENABL E(参数写使能)P MC ED IT EN ABLE(PMC编辑使能)C HECKLUB R OUTINS PINDL E GEA R SIG NAL M ISS 主轴档位信号消失T_CLAM PED_S IGNAL MISST夹紧信号消失SPOVERR IDE S WITCH DISC ONNEC TION主轴倍率开关断路FEED OVER RIDESWITC H DIS CONNE CTION进给倍率开关断路THETOTAL NUMB ER OF POCK ETS S ET ER RCH ANGET STO PED B ECAUS E NOAIR 因为缺少压空交换停止THE C OOLAN T WAT ER TO O LOW,ADDCOOLA NT WA TER A T ONC E 冷却水少立即加水COOL ANT L EVELLOW,A DD CO OLANT WATE R 冷却水液位低PLEAS E REP LACECNC B ATTER Y QUI CKLY请立即更换CNC电池SIE MENS常用缩略语A Out put 输出ASCI I Ame rican Stan dardCodefor I nform ation Inte rchan ge 美国信息交换标准代码AV Pr epara tionfor w ork 运行准备BA Op erati ng mo de 运行方式B AG Op erati ng mo de gr oups运行方式组BBReady foropera tion准备好运行BCD Bina ry Co ded D ecima ls 二-十进制BHG H and-h eld t ermin al 手提终端B OF Us er in terfa ce 用户接口C NC Co mpute rized Nume rical Cont rol 计算机化数字控制C P Com munic ation Proc essor通迅处理器CP U Cen tralProce ssing Unit计算机中央处理装置CRCarri age R eturn托架折回CSB Cent ral S ervic e Boa rd(PL C mod ule)中央维护板,PLC模块C TS Cl ear T o Sen d 发送使能DA U Dig ital-Analo g Con verte r 数模转换器D B Dat a Blo ck 数据块DI N Ger man I ndust rialStand ards德国工业标准DI O Dat a Inp ut/Ou tput数据输入/输出D RF Di ffere ntial Reso lverFunct ion 差分功能DRY D ry Ru n 空运行DSB Deco dingSingl e Blo ck 译码单段D SR Da ta Se nd Re ady 备用输入DW Da ta Wo rd 数据字EInput输入EIA-C ode S pecia l tap e cod e,num ber o f hol es pe r cha racte rs al waysodd 特殊纸带码,每个字符的孔数为奇数EPR OM Pr ogram m mem ory w ith f ixedprogr am 有固定程序的程序存储器E/RContr olled Supp ly an d Ene rgy R ecove ry Mo dule可控电源和能量恢复模块ET C ETC key:Exten sionof th e sof tkeybar i n the same menuETC键:同级菜单扩展键FDB Prod uct d esign ation data base产品指定数据库F IFO F irstin Fi rst O ut 先进先出F RA Fr ame m odule帧频模块FRA ME Co ordin ate c onver sionwiththe c ompon entszerooffs et,ro tatio n,sca ling,mir ror-i magin g 坐标换算,具有零点偏置,坐标旋转,标度功能和镜向功能FRK C utter radi us co mpens ation铣刀半径补偿F ST Fe ed St op 停止进给G UD Gl obalUserData全体用户数据HM S Hig h-Res oluti on Me asuri ng Sy stem高分辨率测量系统HSA M ain S pindl e Dri ve 主轴驱动H W Har dware硬件IM In terfa ce Mo dule接口模块IM-S/R In terfa ce Mo dule(S=sen d/R=r eceiv e) 接口模块,S=发送/R=接收I NC In creme nt 步进增量I SO-Co de Sp ecial tape code,numb er of hole s per char acter alwa ys ev en特殊纸带码,每个字符的孔数为偶数K1...k4Chann el 1to Ch annel 4 通道1 到通道4KO P Lad der D iagra m 梯形图KVLoop-GainFacto r 增益系数KU E Tra nsfor matio n Rat io 传动比LC D Liq uid C rysta l Dis play液晶显示LEDLight Emit tingDiode发光二极管显示LUD L ocalUserData局部用户数据MB Mega byte兆字节MD Ma chine Data机床数据MKMeasu ringCircu it 测量回路M DA Ma nualDataAutom atic手动输入,自动执行MLFB Mach ine-r eadab le pr oduct desi gnati on 机器可识别的产品代号MMC M an Ma chine Comm unica tion:Userinter faceof th e num erica l con trolsyst em fo r ope ratio n,pro gramm ing a nd si mulat ion 人机通讯:系统操作界面,用操作,编程和模拟MPF Main Prog ram F ile:N C par t pro gram(mainprogr am) NC 零件程序,主程序MP I Mul ti Po int I nterf ace 多点通讯接口MST T Mac hinecontr ol pa nel 机床控制面板NCNumer icalContr ol 数字控制N CK Nu meric al Co ntrol Kern el(nu meric al kr nel w ith b lockprepa ratio n,t raver singrange etc.) 数字控制核心:具有程序段预处理,运行范围等等NCUNumer icalContr ol Un it 数控单元N URBSNon U nifor m Rat ional B Sp line非均值有理B样条NV Ze ro Of fset零点偏置OEMOrigi nal E quipm ent M anufa cture r 原设备制造商OP Op erato r Pan el 操作面板O PI Op erato r Pan el In terfa ce 操作面板接口PC P erson al Co mprte r 个人计算机P CMCIA Pers onalCompu ter M enory Card Inte rnati onalAssoc iatio n 接口协议PG Prog rammi ng De vice编程器PLC P rogra mmabl e Log ic Co ntrol可编程逻辑控制器PRTProgr am Te st 程序测试R AM Ra ndomAcces s Mem ory 随机存取存储器RI SC Re duced Inst ructi on Se t Com puter处理器,具有指令组小、通过能力强R OV Ra pid O verri de 快速修调R PA RParam eters Acti ve(NC K mem oty a rea f or Rparam eternumbe rs) R 参数有效,NCK中用于R参数号的存储器区RTSReque st To Send(cont rol s ignal from seri al da ta in terfa ces)发送请求:来自串行接口的控制信号S BL Si ngleBlock单段SBL2Singl e Blo ck De codin g 译码单段SE A Set tingDataActiv e(mem ory a rea f or se tting data in N CK) 设定数据有效:用于N CK 中设定数据的存储区S D Set tingData设定数据SKPSkipBlock程序段跳跃SM Sign al Mo dule信号模块SPFSub P rogra m Fil e 子程序文件S PS Pr ogram mable Logi c Con troll er 可编程逻辑控制器SR K Cut ter R adius Comp ensat ion 刀尖半径补偿SSF K Lea dscre w Err or Co mpens ation丝杠螺距误差补偿SSISeria l Syn chron ous I nterf ace 串行同步接口SWSoftw are 软件TE A Tes tingDataActiv e(wit h ref erenc e tothe m achin e dat a) 测试数据有效:与机床数据有关T O Too l Off set 刀具补偿TOA T ool O ffset Acti ve(me moryareafor t ool o ffset) 刀具补偿有效,用于刀补的存储区T RANSM IT Tr ansfo rm Mi lling into Turn ing(c oordi nateconve rsion on turni ng ma chine s for mill ing)铣床转换为车床:车床坐标换算用于铣削加工VS A Fee d dri ve(sp indle) 主轴进给驱动V Bit type PLCvaria ble P LC变量类型:位VB By te ty pe PL C var iablePLC变量类型:字节W KZ To ol 刀具WZTool刀具W ZK To ol of fset刀具补偿ZOAZeroOffse t Act ive(m emory area forzerooffse ts) 零点偏置有效:零点偏置存储区。
常见数控车床英语
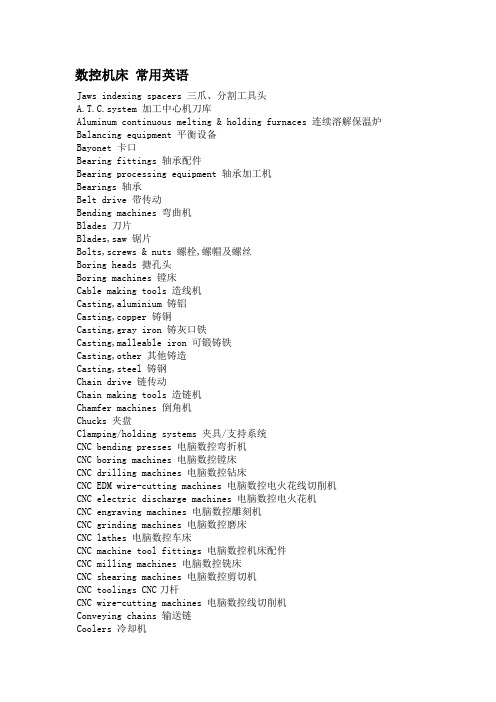
数控机床常用英语Jaws indexing spacers 三爪、分割工具头A.T.C.system 加工中心机刀库Aluminum continuous melting & holding furnaces 连续溶解保温炉Balancing equipment 平衡设备Bayonet 卡口Bearing fittings 轴承配件Bearing processing equipment 轴承加工机Bearings 轴承Belt drive 带传动Bending machines 弯曲机Blades 刀片Blades,saw 锯片Bolts,screws & nuts 螺栓,螺帽及螺丝Boring heads 搪孔头Boring machines 镗床Cable making tools 造线机Casting,aluminium 铸铝Casting,copper 铸铜Casting,gray iron 铸灰口铁Casting,malleable iron 可锻铸铁Casting,other 其他铸造Casting,steel 铸钢Chain drive 链传动Chain making tools 造链机Chamfer machines 倒角机Chucks 夹盘Clamping/holding systems 夹具/支持系统CNC bending presses 电脑数控弯折机CNC boring machines 电脑数控镗床CNC drilling machines 电脑数控钻床CNC EDM wire-cutting machines 电脑数控电火花线切削机CNC electric discharge machines 电脑数控电火花机CNC engraving machines 电脑数控雕刻机CNC grinding machines 电脑数控磨床CNC lathes 电脑数控车床CNC machine tool fittings 电脑数控机床配件CNC milling machines 电脑数控铣床CNC shearing machines 电脑数控剪切机CNC toolings CNC刀杆CNC wire-cutting machines 电脑数控线切削机Conveying chains 输送链Coolers 冷却机Coupling 联轴器Crimping tools 卷边工具Cutters 刀具Cutting-off machines 切断机Diamond cutters 钻石刀具Dicing saws 晶圆切割机Die casting dies 压铸冲模Die casting machines 压铸机Dies-progressive 连续冲模Disposable toolholder bits 舍弃式刀头Drawing machines 拔丝机Drilling machines 钻床Drilling machines bench 钻床工作台Drilling machines,high-speed 高速钻床Drilling machines,multi-spindle 多轴钻床Drilling machines,radial 摇臂钻床Drilling machines,vertical 立式钻床drills 钻头Electric discharge machines(EDM) 电火花机Electric power tools 电动刀具Engraving machines 雕刻机Engraving machines,laser 激光雕刻机Etching machines 蚀刻机Finishing machines 修整机Fixture 夹具Forging dies 锻模Forging,aluminium 锻铝Forging,cold 冷锻Forging,copper 铜锻Forging,other 其他锻造Forging,steel 钢锻Foundry equipment 铸造设备Gear cutting machines 齿轮切削机Gears 齿轮Gravity casting machines 重力铸造机Grinder bench 磨床工作台Grinders,thread 螺纹磨床Grinders,tools & cutters 工具磨床Grinders,ultrasonic 超声波打磨机Grinding machines 磨床Grinding machines,centerless 无心磨床Grinding machines,cylindrical 外圆磨床Grinding machines,universal 万能磨床Grinding tools 磨削工具Grinding wheels 磨轮Hand tools 手工具Hard/soft and free expansion sheet making plant 硬(软)板(片)材及自由发泡板机组Heat preserving furnaces 保温炉Heating treatment funaces 熔热处理炉Honing machines 搪磨机Hydraulic components 液压元件Hydraulic power tools 液压工具Hydraulic power units 液压动力元件Hydraulic rotary cylinders 液压回转缸Jigs 钻模Lapping machines 精研机Lapping machines,centerless 无心精研机Laser cutting 激光切割Laser cutting for SMT stensil 激光钢板切割机Lathe bench 车床工作台Lathes,automatic 自动车床Lathes,heavy-duty 重型车床Lathes,high-speed 高速车床Lathes,turret 六角车床Lathes,vertical 立式车床Lubricants 润滑液Lubrication Systems 润滑系统Lubricators 注油机Machining centers,general 通用加工中心Machining centers,horizontal 卧式加工中心Machining centers,horizontal & vertical 卧式及立式加工中心Machining centers,vertical 立式加工中心Machining centers,vertical double-column type 立式双柱加工中心Magnetic tools 磁性工具Manifolds 集合管Milling heads 铣头Milling machines 铣床Milling machines,bed type 床身式铣床Milling machines,duplicating 仿形铣床Milling machines,horizontal 卧式铣床Milling machines,turret vertical 六角立式铣床Milling machines,universal 万能铣床Milling machines,vertical 立式铣床Milling machines,vertical & horizontal 立式及卧式铣床Mold & die components 模具单元Mold changing systems 换模系统Mold core 模芯Mold heaters/chillers 模具加热器/冷却器Mold polishing/texturing 模具打磨/磨纹Mold repair 模具维修Molds 模具Nail making machines 造钉机Oil coolers 油冷却器Overflow cutting machines for aluminium wheels 铝轮冒口切断机P type PVC waterproof rolled sheet making plant P型PVC高分子防水PCB fine piecing systems 印刷电器板油压冲孔脱料系统Pipe & tube making machines 管筒制造机Planing machines 刨床Planing machines vertical 立式刨床Pneumatic hydraulic clamps 气油压虎钳Pneumatic power tools 气动工具Powder metallurgic forming machines 粉末冶金成型机Presses,cold forging 冷锻冲压机presses,crank 曲柄压力机Presses,eccentric 离心压力机Presses,forging 锻压机Presses,hydraulic 液压冲床Presses,knuckle joint 肘杆式压力机Presses,pneumatic 气动冲床Presses,servo 伺服冲床Presses,transfer 自动压力机Pressing dies 压模Punch formers 冲子研磨器Quick die change systems 速换模系统Quick mold change systems 快速换模系统Reverberatory furnaces 反射炉Rollers 滚筒Rolling machines 辗压机Rotary tables 转台Sawing machines 锯床Sawing machines,band 带锯床Saws,band 带锯Saws,hack 弓锯Saws,horizontal band 卧式带锯Saws,vertical band 立式带锯shafts 轴Shapers 牛头刨床Shearing machines 剪切机Sheet metal forming machines 金属板成型机Sheet metal working machines 金属板加工机Slotting machines 插床spindles 主轴Stamping parts 冲压机Straightening machines 矫直机Switches & buttons 开关及按钮Tapping machines 攻螺丝机Transmitted chains 传动链Tube bending machines 弯管机Vertical hydraulic broaching machine 立式油压拉床Vises 虎钳Vises,tool-maker 精密平口钳Wheel dressers 砂轮修整器Woven-Cutting machines 织麦激光切割机Wrenches 扳手(2):按中文拼音字母排序铝轮冒口切断机 Overflow cutting machines for aluminium wheels 离心压力机 Presses,eccentric六角立式铣床 Milling machines,turret vertical六角车床 Lathes,turret螺栓,螺帽及螺丝 Bolts,screws & nuts螺纹磨床 Grinders,thread冷却机 Coolers冷锻 Forging,cold冷锻冲压机 Presses,cold forging立式双柱加工中心 Machining centers,vertical double-column type 立式铣床 Milling machines,vertical立式油压拉床 Vertical hydraulic broaching machine立式刨床 Planing machines vertical立式车床 Lathes,vertical立式带锯 Saws,vertical band立式加工中心 Machining centers,vertical立式及卧式铣床 Milling machines,vertical & horizontal立式钻床 Drilling machines,vertical联轴器 Coupling连续溶解保温炉 Aluminum continuous melting & holding furnaces 连续冲模 Dies-progressive链传动 Chain drive切断机 Cutting-off machinesCNC刀杆 CNC toolings曲柄压力机 presses,crank修整机 Finishing machines舍弃式刀头 Disposable toolholder bits润滑系统 Lubrication Systems润滑液 Lubricants熔热处理炉 Heating treatment funaces三爪、分割工具头 3-Jaws indexing spacers伺服冲床 Presses,servo输送链 Conveying chains手工具 Hand tools砂轮修整器 Wheel dressers蚀刻机 Etching machines外圆磨床 Grinding machines,cylindrical搪磨机 Honing machines搪孔头 Boring heads卧式铣床 Milling machines,horizontal卧式带锯 Saws,horizontal band卧式加工中心 Machining centers,horizontal卧式及立式加工中心 Machining centers,horizontal & vertical万能铣床 Milling machines,universal万能磨床 Grinding machines,universal镗床 Boring machines弯曲机 Bending machines弯管机 Tube bending machines通用加工中心 Machining centers,general铜锻 Forging,copper铣头 Milling heads铣床 Milling machines无心磨床 Grinding machines,centerless无心精研机 Lapping machines,centerless压模 Pressing dies压铸冲模 Die casting dies压铸机 Die casting machines油冷却器 Oil coolers造链机 Chain making tools造线机 Cable making tools造钉机 Nail making machines印刷电器板油压冲孔脱料系统 PCB fine piecing systems摇臂钻床 Drilling machines,radial硬(软)板(片)材及自由发泡板机组 Hard/soft and free expansion sheet making plant辗压机 Rolling machines液压元件 Hydraulic components液压冲床 Presses,hydraulic液压动力元件 Hydraulic power units液压工具 Hydraulic power tools液压回转缸 Hydraulic rotary cylindersP型PVC高分子防水 P type PVC waterproof rolled sheet making plant刨床 Planing machines牛头刨床 Shapers其他铸造 Casting,other其他锻造 Forging,other模芯 Mold core模具 Molds模具维修 Mold repair模具打磨/磨纹 Mold polishing/texturing 模具单元 Mold & die components模具加热器/冷却器 Mold heaters/chillers 磨轮 Grinding wheels磨削工具 Grinding tools磨床 Grinding machines磨床工作台 Grinder bench平衡设备 Balancing equipment气油压虎钳 Pneumatic hydraulic clamps 气动冲床 Presses,pneumatic气动工具 Pneumatic power tools轴 shafts轴承 Bearings轴承配件 Bearing fittings轴承加工机 Bearing processing equipment 肘杆式压力机 Presses,knuckle joint铸铝 Casting,aluminium铸铜 Casting,copper铸造设备 Foundry equipment铸钢 Casting,steel铸灰口铁 Casting,gray iron织麦激光切割机 Woven-Cutting machines 重力铸造机 Gravity casting machines重型车床 Lathes,heavy-duty主轴 spindles扳手 Wrenches拔丝机 Drawing machines保温炉 Heat preserving furnaces插床 Slotting machines齿轮 Gears齿轮切削机 Gear cutting machines冲压机 Stamping parts冲子研磨器 Punch formers超声波打磨机 Grinders,ultrasonic车床工作台 Lathe bench磁性工具 Magnetic tools传动链 Transmitted chains床身式铣床 Milling machines,bed type带传动 Belt drive带锯 Saws,band带锯床 Sawing machines,band电脑数控镗床 CNC boring machines电脑数控弯折机 CNC bending presses电脑数控铣床 CNC milling machines电脑数控线切削机 CNC wire-cutting machines电脑数控磨床 CNC grinding machines电脑数控车床 CNC lathes电脑数控电火花线切削机 CNC EDM wire-cutting machines 电脑数控电火花机 CNC electric discharge machines电脑数控雕刻机 CNC engraving machines电脑数控机床配件 CNC machine tool fittings电脑数控剪切机 CNC shearing machines电脑数控钻床 CNC drilling machines电动刀具 Electric power tools电火花机 Electric discharge machines(EDM)雕刻机 Engraving machines刀片 Blades刀具 Cutters倒角机 Chamfer machines多轴钻床 Drilling machines,multi-spindle锻铝 Forging,aluminium锻压机 Presses,forging锻模 Forging dies仿形铣床 Milling machines,duplicating粉末冶金成型机 Powder metallurgic forming machines 反射炉 Reverberatory furnaces钢锻 Forging,steel高速车床 Lathes,high-speed高速钻床 Drilling machines,high-speed管筒制造机 Pipe & tube making machines滚筒 Rollers工具磨床 Grinders,tools & cutters攻螺丝机 Tapping machines弓锯 Saws,hack虎钳 Vises换模系统 Mold changing systems夹盘 Chucks夹具 Fixture夹具/支持系统 Clamping/holding systems剪切机 Shearing machines加工中心机刀库 A.T.C.system激光切割 Laser cutting激光雕刻机 Engraving machines,laser激光钢板切割机 Laser cutting for SMT stensil集合管 Manifolds矫直机 Straightening machines金属板成型机 Sheet metal forming machines金属板加工机 Sheet metal working machines锯片 Blades,saw锯床 Sawing machines卷边工具 Crimping tools晶圆切割机 Dicing saws精密平口钳 Vises,tool-maker精研机 Lapping machines可锻铸铁 Casting,malleable iron快速换模系统 Quick mold change systems卡口 Bayonet开关及按钮 Switches & buttons钻石刀具 Diamond cutters钻头 drills钻模 Jigs钻床 Drilling machines钻床工作台 Drilling machines bench自动压力机 Presses,transfer自动车床 Lathes,automatic注油机 Lubricators转台 Rotary tables3-Jaws indexing spacers 三爪、分割工具头A.T.C.system 加工中心机刀库 Aluminum continuous melting & holding furnaces 连续溶解保温炉Balancing equipment 平衡设备 Bayonet 卡口Bearing fittings 轴承配件 Bearing processing equipment 轴承加工机Bearings 轴承 Belt drive 带传动Bending machines 弯曲机 Blades 刀片Blades,saw 锯片 Bolts,screws & nuts 螺栓,螺帽及螺丝Boring heads 搪孔头 Boring machines 镗床Cable making tools 造线机 Casting,aluminium 铸铝Casting,copper 铸铜 Casting,gray iron 铸灰口铁Casting,malleable iron 可锻铸铁 Casting,other 其他铸造Casting,steel 铸钢 Chain drive 链传动Chain making tools 造链机 Chamfer machines 倒角机Chucks 夹盘 Clamping/holding systems 夹具/支持系统CNC bending presses 电脑数控弯折机 CNC boring machines 电脑数控镗床CNC drilling machines 电脑数控钻床 CNC EDM wire-cutting machines 电脑数控电火花线切削机CNC electric discharge machines 电脑数控电火花机 CNC engraving machines 电脑数控雕刻机CNC grinding machines 电脑数控磨床 CNC lathes 电脑数控车床CNC machine tool fittings 电脑数控机床配件 CNC milling machines 电脑数控铣床CNC shearing machines 电脑数控剪切机 CNC toolings CNC刀杆CNC wire-cutting machines 电脑数控线切削机 Conveying chains 输送链Coolers 冷却机 Coupling 联轴器Crimping tools 卷边工具 Cutters 刀具Cutting-off machines 切断机 Diamond cutters 钻石刀具Dicing saws 晶圆切割机 Die casting dies 压铸冲模Die casting machines 压铸机 Dies-progressive 连续冲模Disposable toolholder bits 舍弃式刀头 Drawing machines 拔丝机Drilling machines 钻床 Drilling machines bench 钻床工作台Drilling machines,high-speed 高速钻床 Drilling machines,multi-spindle 多轴钻床Drilling machines,radial 摇臂钻床 Drilling machines,vertical 立式钻床drills 钻头 Electric discharge machines(EDM) 电火花机Electric power tools 电动刀具 Engraving machines 雕刻机Engraving machines,laser 激光雕刻机 Etching machines 蚀刻机Finishing machines 修整机 Fixture 夹具Forging dies 锻模 Forging,aluminium 锻铝Forging,cold 冷锻 Forging,copper 铜锻Forging,other 其他锻造 Forging,steel 钢锻Foundry equipment 铸造设备 Gear cutting machines 齿轮切削机Gears 齿轮 Gravity casting machines 重力铸造机Grinder bench 磨床工作台 Grinders,thread 螺纹磨床Grinders,tools & cutters 工具磨床 Grinders,ultrasonic 超声波打磨机Grinding machines 磨床 Grinding machines,centerless 无心磨床Grinding machines,cylindrical 外圆磨床 Grinding machines,universal 万能磨床Grinding tools 磨削工具 Grinding wheels 磨轮Hand tools 手工具 Hard/soft and free expansion sheet making plant 硬(软)板(片)材及自由发泡板机组Heat preserving furnaces 保温炉 Heating treatment funaces 熔热处理炉Honing machines 搪磨机 Hydraulic components 液压元件Hydraulic power tools 液压工具 Hydraulic power units 液压动力元件Hydraulic rotary cylinders 液压回转缸 Jigs 钻模Lapping machines 精研机 Lapping machines,centerless 无心精研机Laser cutting 激光切割 Laser cutting for SMT stensil 激光钢板切割机Lathe bench 车床工作台 Lathes,automatic 自动车床Lathes,heavy-duty 重型车床 Lathes,high-speed 高速车床Lathes,turret 六角车床 Lathes,vertical 立式车床Lubricants 润滑液 Lubrication Systems 润滑系统Lubricators 注油机 Machining centers,general 通用加工中心Machining centers,horizontal 卧式加工中心 Machiningcenters,horizontal & vertical 卧式及立式加工中心Machining centers,vertical 立式加工中心 Machining centers,vertical double-column type 立式双柱加工中心Magnetic tools 磁性工具 Manifolds 集合管Milling heads 铣头 Milling machines 铣床Milling machines,bed type 床身式铣床 Milling machines,duplicating 仿形铣床Milling machines,horizontal 卧式铣床 Milling machines,turret vertical 六角立式铣床Milling machines,universal 万能铣床 Milling machines,vertical 立式铣床Milling machines,vertical & horizontal 立式及卧式铣床 Mold & die components 模具单元Mold changing systems 换模系统 Mold core 模芯Mold heaters/chillers 模具加热器/冷却器 Mold polishing/texturing 模具打磨/磨纹Mold repair 模具维修 Molds 模具Nail making machines 造钉机 Oil coolers 油冷却器Overflow cutting machines for aluminium wheels 铝轮冒口切断机 P type PVC waterproof rolled sheet making plant P型PVC高分子防水PCB fine piecing systems 印刷电器板油压冲孔脱料系统 Pipe & tube making machines 管筒制造机Planing machines 刨床 Planing machines vertical 立式刨床Pneumatic hydraulic clamps 气油压虎钳 Pneumatic power tools 气动工具Powder metallurgic forming machines 粉末冶金成型机 Presses,cold forging 冷锻冲压机presses,crank 曲柄压力机 Presses,eccentric 离心压力机Presses,forging 锻压机 Presses,hydraulic 液压冲床Presses,knuckle joint 肘杆式压力机 Presses,pneumatic 气动冲床Presses,servo 伺服冲床 Presses,transfer 自动压力机Pressing dies 压模 Punch formers 冲子研磨器Quick die change systems 速换模系统 Quick mold change systems 快速换模系统Reverberatory furnaces 反射炉 Rollers 滚筒Rolling machines 辗压机 Rotary tables 转台Sawing machines 锯床 Sawing machines,band 带锯床Saws,band 带锯 Saws,hack 弓锯Saws,horizontal band 卧式带锯 Saws,vertical band 立式带锯shafts 轴 Shapers 牛头刨床Shearing machines 剪切机 Sheet metal forming machines 金属板成型机Sheet metal working machines 金属板加工机 Slotting machines 插床spindles 主轴 Stamping parts 冲压机Straightening machines 矫直机 Switches & buttons 开关及按钮Tapping machines 攻螺丝机 Transmitted chains 传动链Tube bending machines 弯管机 Vertical hydraulic broaching machine 立式油压拉床Vises 虎钳 Vises,tool-maker 精密平口钳Wheel dressers 砂轮修整器 Woven-Cutting machines 织麦激光切割机Wrenches 扳手(2):按中文拼音字母排序铝轮冒口切断机 Overflow cutting machines for aluminium wheels 离心压力机 Presses,eccentric六角立式铣床 Milling machines,turret vertical 六角车床 Lathes,turret 螺栓,螺帽及螺丝 Bolts,screws & nuts 螺纹磨床 Grinders,thread冷却机 Coolers 冷锻 Forging,cold冷锻冲压机 Presses,cold forging 立式双柱加工中心 Machiningcenters,vertical double-column type立式铣床 Milling machines,vertical 立式油压拉床 Vertical hydraulic broaching machine立式刨床 Planing machines vertical 立式车床 Lathes,vertical立式带锯 Saws,vertical band 立式加工中心 Machining centers,vertical 立式及卧式铣床 Milling machines,vertical & horizontal 立式钻床Drilling machines,vertical联轴器 Coupling 连续溶解保温炉 Aluminum continuous melting & holding furnaces连续冲模 Dies-progressive 链传动 Chain drive切断机 Cutting-off machines CNC刀杆 CNC toolings曲柄压力机 presses,crank 修整机 Finishing machines舍弃式刀头 Disposable toolholder bits 润滑系统 Lubrication Systems 润滑液 Lubricants 熔热处理炉 Heating treatment funaces三爪、分割工具头 3-Jaws indexing spacers 伺服冲床 Presses,servo输送链 Conveying chains 手工具 Hand tools砂轮修整器 Wheel dressers 蚀刻机 Etching machines外圆磨床 Grinding machines,cylindrical 搪磨机 Honing machines搪孔头 Boring heads 卧式铣床 Milling machines,horizontal卧式带锯 Saws,horizontal band 卧式加工中心 Machiningcenters,horizontal卧式及立式加工中心 Machining centers,horizontal & vertical 万能铣床Milling machines,universal万能磨床 Grinding machines,universal 镗床 Boring machines弯曲机 Bending machines 弯管机 Tube bending machines通用加工中心 Machining centers,general 铜锻 Forging,copper铣头 Milling heads 铣床 Milling machines无心磨床 Grinding machines,centerless 无心精研机 Lappingmachines,centerless压模 Pressing dies 压铸冲模 Die casting dies压铸机 Die casting machines 油冷却器 Oil coolers造链机 Chain making tools 造线机 Cable making tools造钉机 Nail making machines 印刷电器板油压冲孔脱料系统 PCB fine piecing systems摇臂钻床 Drilling machines,radial 硬(软)板(片)材及自由发泡板机组Hard/soft and free expansion sheet making plant辗压机 Rolling machines 液压元件 Hydraulic components液压冲床 Presses,hydraulic 液压动力元件 Hydraulic power units液压工具 Hydraulic power tools 液压回转缸 Hydraulic rotary cylinders P型PVC高分子防水 P type PVC waterproof rolled sheet making plant 刨床 Planing machines牛头刨床 Shapers 其他铸造 Casting,other其他锻造 Forging,other 模芯 Mold core模具 Molds 模具维修 Mold repair模具打磨/磨纹 Mold polishing/texturing 模具单元 Mold & die components 模具加热器/冷却器 Mold heaters/chillers 磨轮 Grinding wheels磨削工具 Grinding tools 磨床 Grinding machines磨床工作台 Grinder bench 平衡设备 Balancing equipment气油压虎钳 Pneumatic hydraulic clamps 气动冲床 Presses,pneumatic气动工具 Pneumatic power tools 轴 shafts轴承 Bearings 轴承配件 Bearing fittings轴承加工机 Bearing processing equipment 肘杆式压力机 Presses,knuckle joint铸铝 Casting,aluminium 铸铜 Casting,copper铸造设备 Foundry equipment 铸钢 Casting,steel铸灰口铁 Casting,gray iron 织麦激光切割机 Woven-Cutting machines重力铸造机 Gravity casting machines 重型车床 Lathes,heavy-duty主轴 spindles 扳手 Wrenches拔丝机 Drawing machines 保温炉 Heat preserving furnaces插床 Slotting machines 齿轮 Gears齿轮切削机 Gear cutting machines 冲压机 Stamping parts冲子研磨器 Punch formers 超声波打磨机 Grinders,ultrasonic车床工作台 Lathe bench 磁性工具 Magnetic tools传动链 Transmitted chains 床身式铣床 Milling machines,bed type带传动 Belt drive 带锯 Saws,band带锯床 Sawing machines,band 电脑数控镗床 CNC boring machines电脑数控弯折机 CNC bending presses 电脑数控铣床 CNC milling machines 电脑数控线切削机 CNC wire-cutting machines 电脑数控磨床 CNC grinding machines电脑数控车床 CNC lathes 电脑数控电火花线切削机 CNC EDM wire-cutting machines电脑数控电火花机 CNC electric discharge machines 电脑数控雕刻机 CNC engraving machines电脑数控机床配件 CNC machine tool fittings 电脑数控剪切机 CNC shearing machines电脑数控钻床 CNC drilling machines 电动刀具 Electric power tools电火花机 Electric discharge machines(EDM) 雕刻机 Engraving machines 刀片 Blades 刀具 Cutters倒角机 Chamfer machines 多轴钻床 Drilling machines,multi-spindle锻铝 Forging,aluminium 锻压机 Presses,forging锻模 Forging dies 仿形铣床 Milling machines,duplicating粉末冶金成型机 Powder metallurgic forming machines 反射炉Reverberatory furnaces钢锻 Forging,steel 高速车床 Lathes,high-speed高速钻床 Drilling machines,high-speed 管筒制造机 Pipe & tube making machines滚筒 Rollers 工具磨床 Grinders,tools & cutters攻螺丝机 Tapping machines 弓锯 Saws,hack虎钳 Vises 换模系统 Mold changing systems夹盘 Chucks 夹具 Fixture夹具/支持系统 Clamping/holding systems 剪切机 Shearing machines加工中心机刀库 A.T.C.system 激光切割 Laser cutting激光雕刻机 Engraving machines,laser 激光钢板切割机 Laser cutting for SMT stensil集合管 Manifolds 矫直机 Straightening machines金属板成型机 Sheet metal forming machines 金属板加工机 Sheet metal working machines锯片 Blades,saw 锯床 Sawing machines卷边工具 Crimping tools 晶圆切割机 Dicing saws精密平口钳 Vises,tool-maker 精研机 Lapping machines可锻铸铁 Casting,malleable iron 快速换模系统 Quick mold change systems 卡口 Bayonet 开关及按钮 Switches & buttons钻石刀具 Diamond cutters 钻头 drills钻模 Jigs 钻床 Drilling machines钻床工作台 Drilling machines bench 自动压力机 Presses,transfer自动车床 Lathes,automatic 注油机 Lubricators转台 Rotary tables常见数控机床中的英资料文缩写AC 交流电AMP 安培APC 自动托盘交换装置APL 自动部件装载机ASCII 美国信息交换标准法规ATC 自动刀具交换装置ATC FWD 自动刀具交换装置前进ATC REV 自动刀具交换装置后退AWG 美国线规BHCS 圆头帽螺钉CAD 计算机辅助设计CAM 计算机辅助制造(辅助加工)CB 断路开关CC 立方厘米CCW 逆时针CFM 每分钟立方英尺CNC 计算机数控CNCR SPINDLE 与轴运动同步的芯轴CRC 循环冗余码校验数字CRT 阴极射线管CTS 清除发送CW 顺时针DB 牵引杆DC 直流电DGNOS 诊断DHCP 动态主机配置协议DIR 目录DNC 直接数字控制DOS 磁盘操作系统DTE 数据终端设备ENA CNVR 启动输送机EOB 块结束EOF 文件结束EPROM 可擦可编程只读存储器E-STOP 紧急停机FADAL 其他人FHCS 平头帽螺钉FT 英尺FU 保险丝FWD 前进GA 量规HAAS 正确的刀具HHB 六角头螺钉HP 马力HS 卧式系列加工中心ID 内径IGBT 隔离栅双极晶体管IN 英寸IOPCB 输入输出印刷电路板LAN 局域网LB 磅LED 发光二极管LO CLNT 冷却剂低压LOW AIR PR 低气压LVPS 低电压电源MB 兆字节(1百万)MCD RLY BRD M-代码继电器盘MDI 手动数据输入MEM 存储器M-FIN M-代码完成MM 毫米MOCON 电动机控制器MOTIF 电动机接口MSG 信息MSHCP 公制插座帽螺钉NC 数字控制NC 常闭合NO 常开OD 外径OPER 操作员P 袋PARAM 参数PCB 印制电路板PGM 程序POR 通电复位POSIT 位置PROG 程序PSI 每平方英寸磅PWM 脉冲宽度调制RAM 随机存取存储器REPT RIG TAP 围盘轧制刚性螺丝攻RET 返回,回车REV CNVR 回动输送机RJH 遥控摇柄RPDBDN 旋转式托盘拉杆放下RPDBUP 旋转式托盘拉杆提起RPM 每分钟转数RIS 请求输送RXD 接收数据S 芯轴转速SDIST 伺服机构分配印制电路板SFM 每分钟平方英尺SHCS 套筒扳手头帽螺钉SIO 串行输入/输出SKBIF 串行键盘接口印制电路板SMTC 侧挂式刀具交换装置SP 芯轴T 刀具编号TC 刀具交换装置TIR 总指示偏转TNC 刀尖偏差TRP 刀具释放活塞IS 尾架ISC 通过芯轴的冷却剂TXD 发送数据VDI 德国工程师协会VF 立式铣床(第一台)VF-E 立式铣床-扩展型VMC 立式加工中心WAN 广域网。
数控机床常用英文缩写
CFM
每分钟立方英尺
CNC
计算机数控
CNCR SPINDLE
与轴运动同步的芯轴
CRC
循环冗余码校验数字
CRT
阴极射线管
CTS
清除发送
CW
顺时针
DB
牵引杆
DGNOS
诊断
DHCP
动态主机配置协议
DIR
DNC
直接数字控制
DOS
磁盘操作系统
DTE
数据终端设备
ENA CNVR
启动输送机
EOB
块结束
EOF
冷却剂低压
LOW AIR PR
低气压
LVPS
低电压电源
MB
兆字节(1百万)
MCD RLY BRD
M-代码继电器盘
MDI
手动数据输入
MEM
存储器
M-FIN
M-代码完成
MM
毫米
MOCON
电动机控制器
MOTIF
电动机接口
MSG
信息
MSHCP
公制插座帽螺钉
NC
数字控制
NC
常闭合
NO
常开
OD
外径
OPER
操作员
TXD
发送数据
VDI
德国工程师协会
VF
立式铣床(第一台)
VF-E
立式铣床(扩展型)
VMC
立式加工中心
WAN
广域网
文件结束
EPROM
可擦可编程只读存储器
E-STOP
紧急停机
FADAL
其他人
FHCS
平头帽螺钉
FT
英尺
FU
保险丝
FWD
数控机床的组成及工作原理
2.2 数控机床的组成
程序 输入 数控 载体 装置 装置
伺服驱动 装置
主轴驱动 装置
辅助控制 装置
机床(进给运动、 主运动、
辅助操作)
检测 装置
数控系统组成及工作过程
1 程序及程序载体
根据加工工艺编制程序单,并存放在程序载体上,以便 输入到数控装置上。程序载体通常有穿孔纸带,磁盘(软 盘),U盘等。
(三) 数据处理 数据处理程序包括刀具补偿、速度计算以及辅助功能的
处理等。 (四) 插补
插补有直线插补、圆弧插补和抛物线插补等几种。插补 是对一条已知曲线在起点和终点之间的数据进行细化的过 程,即将一条曲线分解成许多条直线或圆弧所组成。CNC 数控系统是边插补边加工的。
(五) 伺服控制 将位置进给脉冲或进给速度指令,经变换放大后转化
2 直线控制系统 控制刀具或工作台按平行
于坐标轴的方向或按与两坐标 轴成45°夹角的方向作直线运 动,并对工件进行切削。 如:简易数控车床,数控铣床
等。
3 轮廓控制系统(连续切削控制系统) 对刀具与工件相对移动的轨迹进行连续控制,其核心
装置就是插补器, 能走任意斜线或圆弧,可以加工曲 面、凸轮、锥度等复杂形状的零件。
机床坐标轴的命名
确定机床坐标轴时,通常先确定Z轴,再确定X轴和Y轴 。 Z坐标
方位 标准规定:Z坐标平行主轴轴线。 若没有主轴(牛头刨床)或者有多个主轴,则选择 垂直于工件装夹面的方向为Z坐标。 若主轴能摆动: 在摆动的范围内只与标准坐标系中的某一坐 标平行时,则这个坐标便是Z坐标;
若在摆动的范围内与多个坐标平行,则取垂 直于工件装夹面的方向为Z坐标。
具可在空间的任意方向上运动,作三维立体加工。
③ 四坐标联动系统:能同时控制四个坐标的运动,在X 、Y、Z三个坐标之外再加一个旋转坐标。
数控机床操作与编程技巧考核试卷

3.数控机床坐标系是确定刀具和工件相对位置的一套系统。工件坐标系是建立在工件上的,与机床坐标系的关系通过坐标系转换指令来确定。
4.影响加工精度的因素包括机床精度、刀具磨损、编程误差等。改进措施包括提高机床精度、使用高精度刀具、优化编程策略和定期维护机床。
7.数控编程中,G28指令用于返回机床参考点。()
8.数控机床的所有坐标轴都必须是直线轴。()
9.数控加工中,所有的加工操作都可以通过手动方式完成。()
10.数控机床在加工过程中,任何时候都可以安全地打开机床防护罩。()
五、主观题(本题共4小题,每题5分,共20分)
1.请简述数控机床的基本组成及其各自的功能。
11. A 12. C 13. C 14. C 15. D 16. A 17. C 18. B 19. B 20. A
二、多选题
1. ABCD 2. A 3. ABC 4. ABCD 5. ABC 6. ABC 7. BCD 8. ABCD
9. ABC 10. ABCD 11. ABC 12. AB 13. ABC 14. ABC 15. ABC
2.下列哪种类型的数控机床是按照数控系统对机床坐标轴的控制方式进行分类的?()
A.数控车床B.数控铣床C.开环数控机床D.闭环数控机床
3.数控编程中,G代码主要用于表示?()
A.工件坐标B.刀具补偿C.辅助功能D.运动路径
4.下列哪种数控机床适合进行孔加工?()
A.数控车床B.数控铣床C.数控钻床D.数控磨床
A.刀具材料B.刀具角度C.进给速度D.工件材料
19.数控编程中,以下哪些指令用于控制主轴的运动?()
常见数控机床中的英文缩写(doc 7页)
常见数控机床中的英文缩写(doc 7页)常见数控机床中的英资料文缩写常见机床资料缩写AC 交流电AMP 安培APC 自动托盘交换装置APL 自动部件装载机ASCII 美国信息交换标准法规ATC 自动刀具交换装置ATC FWD 自动刀具交换装置前进ATC REV 自动刀具交换装置后退AWG 美国线规BHCS 圆头帽螺钉CAD 计算机辅助设计CAM 计算机辅助制造(辅助加工)CB 断路开关CC 立方厘米CCW 逆时针CFM 每分钟立方英尺CNC 计算机数控CNCR SPINDLE 与轴运动同步的芯轴CRC 循环冗余码校验数字CRT 阴极射线管CTS 清除发送CW 顺时针DB 牵引杆DC 直流电DGNOS 诊断DHCP 动态主机配置协议DIR 目录DNC 直接数字控制DOS 磁盘操作系统DTE 数据终端设备ENA CNVR 启动输送机EOB 块结束EOF 文件结束EPROM 可擦可编程只读存储器E-STOP 紧急停机FADAL 其他人FHCS 平头帽螺钉FT 英尺FU 保险丝FWD 前进GA 量规HAAS 正确的刀具HHB 六角头螺钉HP 马力HS 卧式系列加工中心ID 内径IGBT 隔离栅双极晶体管IN 英寸IOPCB 输入输出印刷电路板LAN 局域网LB 磅LED 发光二极管LO CLNT 冷却剂低压LOW AIR PR 低气压LVPS 低电压电源MB 兆字节(1百万)MCD RLY BRD M-代码继电器盘MDI 手动数据输入MEM 存储器M-FIN M-代码完成MM 毫米MOCON 电动机控制器MOTIF 电动机接口MSG 信息MSHCP 公制插座帽螺钉NC 数字控制NC 常闭合NO 常开OD 外径P 袋PARAM 参数PCB 印制电路板PGM 程序POR 通电复位POSIT 位置PROG 程序PSI 每平方英寸磅PWM 脉冲宽度调制RAM 随机存取存储器REPT RIG TAP 围盘轧制刚性螺丝攻RET 返回,回车REV CNVR 回动输送机RJH 遥控摇柄RPDBDN 旋转式托盘拉杆放下RPDBUP 旋转式托盘拉杆提起RPM 每分钟转数RXD 接收数据S 芯轴转速SDIST 伺服机构分配印制电路板SFM 每分钟平方英尺SHCS 套筒扳手头帽螺钉SIO 串行输入/输出SKBIF 串行键盘接口印制电路板SMTC 侧挂式刀具交换装置SP 芯轴T 刀具编号TC 刀具交换装置TIR 总指示偏转TNC 刀尖偏差TRP 刀具释放活塞IS 尾架ISC 通过芯轴的冷却剂TXD 发送数据VDI 德国工程师协会VF 立式铣床(第一台)VF-E 立式铣床-扩展型VMC 立式加工中心WAN 广域网。
数控行业必备知识点
一、CNC的基本含义CNC是英文ComputerNumberica1Contro1的缩写,意思是"计算机数据控制〃,简单地说就是"数控加工〃,在珠江三角洲地区,人们称为“电脑锣〃。
数控加工是当今机械制造中的先进加工技术,是一种具有高效率、高精度与高柔性特点的自动化加工方法。
它是将要加工工件的数控程序输入给机床,机床在这些数据的控制下自动加工出符合人们意愿的工件,以制造出美妙的产品,这样就可以把艺术家的想象变为现实的商品。
数控加工技术可有效解决像模具这样复杂、精密、小批多变的加工问题,充分适应了加V芯:UG5209领数控资料现代化生产的需要。
大力发展数控加工技术已成为我国加速发展经济、提高自主创新能力的重要途径。
目前我国数控机床使用越来越普遍,能熟练掌握数控机床编程,是充分发挥其功能的重要途径。
社会上急需一大批这样的人才。
因此学好这门技术大有用武之地。
二、CNC机床的工作原理一般来说,数控机床由机床本体、数控系统(CNC系统是数控机床的核心,是台专用计算机)、驱动装置及辅助装置等部分组成。
而数控系统的基本功能有输入功能、插补功能及伺服控制等。
它的工作过程是:通过输入功能接收到数控程序后结合操作员已经在面板上设定的对刀参数、控制参数和补偿参数等数据进行译码,并进行逻辑运算,转化为一系列逻辑电信号,从而发出相应的指令脉冲来控制机床的驱动装置,使机床各轴运动,操作机床实现预期的加工功能。
模具设计师根据客户产品图,设计出3D模具(也叫分模)后,就需要对模具图档进行数控编程。
确定加工刀具大小、切削走刀方式后,用UG即可编出数控程序。
这个数控程序是个文本文件,里面是机床能识别的代码。
机床操作员收到程序单及数控程序后,就要按要求在数控机床工作台上装夹工件,在主轴上装上刀具,按要求对刀,在机床面板中设定对刀参数,根据机床的具体情况修改个别指令后就通过网络DNC把数控程序传给机床。
机床上的刀具在这些数控指令的控制下进行切削运动,其他冷却系统同步工作,这样一条接着一条的程序都执行完,模具就加工出来了。
数控机床常用英文缩写.docx

数控机床常用英文缩写AC交流电DC直流电APC自动托盘交换装置APL自动部件装载机ASCII美国信息交换标准法规AMP安培ATC FWD自动刀具交换装置前进ATC REV自动刀具交换装置后退AWG美国线规BHCS圆头帽螺钉CAD计算机辅助设计CAM计算机辅助制造(辅助加工)CB断路开关CC立方厘米CCW逆时针CFM每分钟立方英尺CNC计算机数控CNCR SPINDLE 与轴运动同步的芯轴CRC循环冗余码校验数字CRT阴极射线管CTS清除发送CW顺时针DB牵引杆DGNOS诊断DHCP动态主机配置协议DIR目录DNC直接数字控制DOS磁盘操作系统DTE数据终端设备ENA CNVR启动输送机EOB块结束EOF文件结束EPROM可擦可编程只读存储器E-STOP紧急停机FADAL其他人FHCS平头帽螺钉FT英尺FU保险丝FWD前进GA量规HAAS正确的刀具HHB六角头螺钉HP马力HS卧式系列加工中心ID内径IGBT隔离栅双极晶体管IN英寸IOPCB输入输出印刷电路板LAN局域网LB磅LED发光二极管LO CLNT冷却剂低压LOW AIR PR低气压LVPS低电压电源MB兆字节 (1 百万 ) MCD RLY BRD M-代码继电器盘MDI手动数据输入MEM存储器M-FIN M-代码完成MM毫米MOCON电动机控制器MOTIF电动机接口MSG信息MSHCP公制插座帽螺钉NC数字控制NC常闭合NO常开OD外径OPER操作员P袋PARAM参数PCB印制电路板PGM程序POR通电复位POSIT位置PROG程序PSI每平方英寸磅PWM脉冲宽度调制RAM随机存取存储器REPT RIG TAP围盘轧制刚性螺丝攻RET返回,回车REV CNVR回动输送机RJH遥控摇柄RPDBDN旋转式托盘拉杆放下RPDBUP旋转式托盘拉杆提起RPM每分钟转数RIS请求输送RXD接收数据S芯轴转速SDIST伺服机构分配印制电路板SFM每分钟平方英尺SHCS套筒扳手头帽螺钉SIO串行输入/输出SKBIF串行键盘接口印制电路板SMTC侧挂式刀具交换装置SP芯轴T刀具编号TC刀具交换装置TIR总指示偏转TNC刀尖偏差TRP刀具释放活塞IS尾架ISC通过芯轴的冷却剂TXD发送数据VDI德国工程师协会VF立式铣床(第一台)VF-E立式铣床(扩展型)VMC立式加工中心WAN广域网。
数控理论题库及答案详解

数控理论题库及答案详解一、单选题1. 数控机床的英文缩写是:A. CNCB. CADC. CAMD. CAE答案:A2. 数控编程中G代码是用来:A. 表示机床坐标B. 控制机床运动C. 表示刀具补偿D. 表示程序结束答案:B3. 在数控机床中,M代码用于:A. 表示机床坐标B. 控制机床运动C. 控制机床辅助功能D. 控制程序流程答案:C二、多选题4. 下列哪些是数控机床的特点:A. 高精度B. 高效率C. 操作复杂D. 自动化程度高答案:A, B, D5. 数控机床的分类包括:A. 车床B. 铣床C. 钻床D. 磨床答案:A, B, C, D三、判断题6. 数控机床的编程语言是统一的。
答案:错误7. 数控机床可以实现多轴联动加工。
答案:正确8. 数控机床的精度只与机床本身有关,与操作人员无关。
答案:错误四、填空题9. 数控机床的编程通常使用______语言。
答案:数控10. 数控机床的控制系统通常由______、______和______组成。
答案:输入设备、控制单元、输出设备五、简答题11. 简述数控机床的工作原理。
答案:数控机床的工作原理是通过数控系统接收编程指令,然后控制机床各部件进行精确的移动和加工,以实现对工件的加工。
12. 列举数控编程中常见的G代码和M代码各三个。
答案:G代码:G00(快速定位)、G01(直线插补)、G02(圆弧插补)M代码:M03(主轴正转)、M05(主轴停止)、M30(程序结束)六、计算题13. 已知数控机床的切削速度为120m/min,求当主轴转速为1500转/分钟时,刀具的切削深度。
答案:切削深度 = 切削速度 / 主轴转速 = 120 / 1500 =0.08mm七、案例分析题14. 某数控机床在加工过程中出现加工精度不稳定的情况,请分析可能的原因并给出解决方案。
答案:可能的原因包括:刀具磨损、机床导轨间隙、程序错误等。
解决方案:检查并更换刀具,调整机床导轨间隙,检查并修正程序。
cnc和电脑锣有什么区别【一文搞懂】
CNC是带有微型计算机的数控装置机床,它的范围很广,比如;CNC车,CNC铣,CNC 雕刻机,CNC磨等;电脑锣可以叫锣床,南方叫CNC铣叫电脑锣。
电脑锣其实正常的叫法是自动化机床,也就是数控机床,在珠三角这块很多人都会直接叫电脑锣,这是一种通俗的叫法,也就是一种高效工作的机器,可以加工生产出大家需要很多零配件,简单的说就是数控机床的通俗叫法电脑锣。
CNC又叫做电脑锣、CNCCH或数控机床其实是香港那边的一种叫法,后来传入大陆珠三角,其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”,说到这,电脑锣和NCN之间的关系明了了,它们的关系是同一的。
一般CNC加工通常是指精密机械加工、CNC加工车床、CNC加工铣床、CNC加工镗铣床等。
由此可见,电脑锣与CNC之间关系非常密切,电脑锣和CNC其实是同一种东西,都称数控机床,只不过是不同地方的人们对它的不同的叫法而已。
数控机床即使采用了数控技术的机床,或者说装备了数控系统的机床。
从应用来说,数控机床就是将加工过程所需的各种操作(如主轴变速、松加工件、进刀与退刀、开车与停车、选择刀具、供给切削液等)和步骤,以及刀具与工件之间的相对位移量都用数字化的代码来表示,通过控制介质将数字信息送入专用的或通用的计算机,计算机对输入的信息进行处理与运算,发出各种指令来控制机床的伺服系统或其他执行元件,是机床自动加工出所需要的零件。
CNC是英文Computer Numberical Control的缩写,意思是“计算机数据控制”,简单地说就是“数控加工”,在珠江三角洲地区,人们称为“电脑锣”。
数控加工是当今机械制造中的先进加工技术,是一种具有高效率、高精度与高柔性特点的自动化加工方法。
它是将要加工工件的数控程序输入给机床,机床在这些数据的控制下自动加工出符合人们意愿的工件,以制造出美妙的产品,这样就可以把艺术家的想象变为现实的商品。
数控加工技术可有效解决像模具这样复杂、精密、小批多变的加工问题,充分适应了现代化生产的需要。
数控专业英文缩写

常见机床资料缩写APC(absolute pulse coder)报警时绝对脉冲编码器AC交流电AMP安培APC (Auto Pallet Changer)自动托盘交换装置APL自动部件装载机ASCII美国信息交换标准法规A TC (Automatic Tool Changer)自动刀具交换装置A TC FWD (Forward)自动刀具交换装置前进A TC REV 自动刀具交换装置后退A WG美国线规BHCS圆头帽螺钉CAD计算机辅助设计CAM计算机辅助制造(辅助加工)CB断路开关CC立方厘米CW(clockwise)正转CCW逆时针CFM每分钟立方英尺CNC计算机数控CNCR SPINDLE与轴运动同步的芯轴CRC循环冗余码校验数字CRT阴极射线管CTS清除发送CW顺时针DB牵引杆DC直流电DGNOS诊断DHCP动态主机配置协议DIR目录DNC直接数字控制DOS磁盘操作系统DTE数据终端设备ENA CNVR启动输送机EOB块结束EOF文件结束EPROM可擦可编程只读存储器E-STOP紧急停机FADAL其他人FHCS平头帽螺钉FT英尺FU保险丝FWD前进GA量规HAAS正确的刀具HHB六角头螺钉HP马力HS卧式系列加工中心ID内径IGBT隔离栅双极晶体管IN英寸IOPCB输入输出印刷电路板LAN局域网LB磅LED发光二极管LO CLNT冷却剂低压LOW AIR PR低气压LVPS低电压电源MB兆字节(1百万)MCD RLY BRD M-代码继电器盘MDI手动数据输入MEM存储器M-FIN M-代码完成MM毫米MOCON电动机控制器MOTIF电动机接口MSG信息MSHCP公制插座帽螺钉NC数字控制NC常闭合NO常开OD外径OPER操作员P袋PARAM参数PCB印制电路板PGM程序POR通电复位POSIT位置PROG程序PSI每平方英寸磅PWM脉冲宽度调制RAM随机存取存储器REPT RIG TAP围盘轧制刚性螺丝攻RET返回,回车REV CNVR回动输送机RJH遥控摇柄RPDBDN旋转式托盘拉杆放下RPDBUP旋转式托盘拉杆提起RPM每分钟转数RIS请求输送RXD接收数据S芯轴转速SDIST伺服机构分配印制电路板SFM每分钟平方英尺SHCS套筒扳手头帽螺钉SIO串行输入/输出SKBIF串行键盘接口印制电路板SMTC侧挂式刀具交换装置SP芯轴T刀具编号TC刀具交换装置TIR总指示偏转TNC刀尖偏差TRP刀具释放活塞IS尾架ISC通过芯轴的冷却剂TXD发送数据VDI德国工程师协会VF立式铣床(第一台)VF-E立式铣床-扩展型VMC立式加工中心WAN广域网。
常见数控机床中的英文资料缩写

LB 磅
LED 发光二极管
LO CLNT 冷却剂低压
LOW AIR PR 低气压
LVPS 低电压电源
MB 兆字节(1百万)
MCD RLY BRD M-代码继电器盘
MDI 手动数据输入
MEM 存储器
M-FIN M-代码完成
MM 毫米
MOCON 电动机控制器
PWM 脉冲宽度调制
RAM 随机存取存储器
REPT RIG TAP 围盘轧制刚性螺丝攻
RET 返回,回车
REV CNVR 回动输送机
RJH 遥控摇柄
RPDBDN 旋转式托盘拉杆放下
RPDBUP 旋转式托盘拉杆提起
RPM 每分钟转数
RIS 请求输送
RXD 接收数据
FADAL 其他人
FHCS 平头帽螺钉
FT 英尺
FU 保险丝
FWD 前进
GA 量规
HAAS 正确的刀具
HHB 六角头螺钉
HP 马力
HS 卧式系列加工中心
ID 内径
IGBT 隔离栅双极晶体管
IN 英寸
IOPCB 输入输出印刷电路板
LAN 局域网
MOTIF 电动机接口
MSG 信息
MSHCP 公制插座帽螺钉
NC 数字控制
NC 常闭合
NO 常开
OD 外径
OPER 操作员
P 袋
PARAM 参数
PCB 印制电路板
PGM 程序
POR 通电复位
POSIT 位置
PROG 程序
PSI 每平方英寸磅
S 芯轴转速
自动化常用英文缩写

自动化常用英文缩写自动化是指通过使用计算机技术和控制系统,实现对各种生产过程和设备的自动控制和管理。
在自动化领域中,人们时常使用一些特定的英文缩写来描述各种概念、设备和技术。
以下是一些自动化常用的英文缩写及其解释:1. PLC:可编程逻辑控制器(Programmable Logic Controller)PLC是一种专门用于工业自动化控制的计算机控制系统。
它可以根据预先设定的程序和逻辑规则,对生产过程进行控制和监控。
2. SCADA:监控与数据采集系统(Supervisory Control And Data Acquisition)SCADA系统用于监控和控制大型工业过程。
它通过传感器和执行器采集实时数据,并将数据传送给上层监控系统,以实现对生产过程的远程监控和操作。
3. DCS:分散控制系统(Distributed Control System)DCS是一种分布式的控制系统,用于对大型工业过程进行自动化控制。
它包括多个分散的控制单元,可以实现对各个子系统的独立控制和集中管理。
4. HMI:人机界面(Human Machine Interface)HMI是一种用于人机交互的设备或者软件界面,用于操作和监控自动化系统。
它提供了直观的图形界面,使操作人员可以方便地与自动化设备进行交互。
5. MES:创造执行系统(Manufacturing Execution System)MES是一种用于管理和控制创造过程的软件系统。
它能够实时监控生产过程,采集和分析生产数据,并将数据反馈给上层的企业资源计划系统(ERP)。
6. CNC:数控机床(Computer Numerical Control)CNC是一种通过计算机控制的机床系统,用于自动加工各种零件。
它可以根据预先编写的程序,自动控制机床的运动和加工过程。
7. RFID:射频识别(Radio Frequency Identification)RFID是一种无线通信技术,用于识别和跟踪物体。
数控车中级理论试题及答案
数控车中级理论试题及答案一、单项选择题(每题2分,共20分)1. 数控车床的英文缩写为()。
A. NCB. CNCC. MTCD. DNC答案:B2. 在数控车床编程中,G00表示()。
A. 直线插补B. 快速定位C. 顺时针圆弧插补D. 逆时针圆弧插补答案:B3. 数控车床加工中,刀具半径补偿的作用是()。
A. 提高切削速度B. 减少加工时间C. 修正刀具磨损D. 保证加工精度答案:D4. 以下哪个指令用于数控车床的程序暂停?()A. M00B. M01C. M02D. M03答案:A5. 数控车床加工螺纹时,若使用G92指令,则()。
A. 必须指定螺距B. 必须指定导程C. 可以不指定螺距或导程D. 必须指定螺纹直径答案:C6. 在数控车床编程中,M30表示()。
A. 程序暂停B. 程序结束C. 主轴停止D. 主轴正转答案:B7. 数控车床加工中,刀具的进给速度是指()。
A. 刀具与工件接触点的线速度B. 刀具移动的线速度C. 刀具移动的速度D. 工件旋转的速度答案:C8. 数控车床的伺服系统主要功能是()。
A. 提供动力B. 控制刀具移动C. 控制主轴转速D. 进行位置控制答案:D9. 在数控车床编程中,G96指令用于()。
A. 主轴恒速切削B. 主轴变速切削C. 刀具补偿D. 程序结束答案:B10. 数控车床加工中,若要加工一个直径为50mm的孔,应选用的刀具有()。
A. 外圆车刀B. 内孔车刀C. 切断刀D. 螺纹车刀答案:B二、多项选择题(每题3分,共15分)11. 数控车床加工中,以下哪些因素会影响加工精度?()A. 刀具磨损B. 工件材料C. 机床精度D. 编程错误答案:A、B、C12. 数控车床的编程语言中,可以包含以下哪些信息?()A. 刀具信息B. 加工路径C. 工件材质D. 加工参数答案:A、B、D13. 在数控车床加工中,以下哪些操作需要使用手动操作?()A. 换刀B. 主轴启动C. 程序调试D. 工件装夹答案:A、C、D14. 数控车床加工中,以下哪些因素可能导致加工表面粗糙度不合格?()A. 刀具不锋利B. 切削速度过快C. 进给速度过慢D. 机床刚性不足答案:A、B、D15. 数控车床加工中,以下哪些指令用于控制主轴转速?()A. G94B. G95C. G96D. M03答案:C、D三、判断题(每题1分,共10分)16. 数控车床在加工过程中,可以随意更改程序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床常用英文缩写
AC 交流电
DC 直流电
APC 自动托盘交换装置
APL 自动部件装载机
ASCII 美国信息交换标准法规
AMP 安培
ATC FWD 自动刀具交换装置前进
ATC REV 自动刀具交换装置后退
AWG 美国线规
BHCS 圆头帽螺钉
CAD 计算机辅助设计
CAM 计算机辅助制造(辅助加工)CB 断路开关
CC 立方厘米
CCW 逆时针
CFM 每分钟立方英尺
CNC 计算机数控
CNCR SPINDLE 与轴运动同步的芯轴
CRC 循环冗余码校验数字
CRT 阴极射线管
CTS 清除发送
CW 顺时针
DB 牵引杆
DGNOS 诊断
DHCP 动态主机配置协议DIR 目录
DNC 直接数字控制
DOS 磁盘操作系统
DTE 数据终端设备
ENA CNVR 启动输送机
EOB 块结束
EOF 文件结束
EPROM 可擦可编程只读存储器E-STOP 紧急停机
FADAL 其他人
FHCS 平头帽螺钉
FT 英尺
FU 保险丝
FWD 前进
GA 量规
HAAS 正确的刀具
HHB 六角头螺钉
HP 马力
HS 卧式系列加工中心
ID 内径
IGBT 隔离栅双极晶体管IN 英寸
IOPCB 输入输出印刷电路板LAN 局域网
LB 磅
LED 发光二极管
LO CLNT 冷却剂低压
LOW AIR PR 低气压
LVPS 低电压电源
MB 兆字节(1百万) MCD RLY BRD M-代码继电器盘MDI 手动数据输入
MEM 存储器
M-FIN M-代码完成
MM 毫米
MOCON 电动机控制器MOTIF 电动机接口
MSG 信息
MSHCP 公制插座帽螺钉
NC 数字控制
NC 常闭合
NO 常开
OD 外径
OPER 操作员
P 袋
PARAM 参数
PCB 印制电路板
PGM 程序
POR 通电复位
POSIT 位置
PROG 程序
PSI 每平方英寸磅
PWM 脉冲宽度调制
RAM 随机存取存储器REPT RIG TAP 围盘轧制刚性螺丝攻RET 返回,回车
REV CNVR 回动输送机
RJH 遥控摇柄
RPDBDN 旋转式托盘拉杆放下RPDBUP 旋转式托盘拉杆提起RPM 每分钟转数
RIS 请求输送
RXD 接收数据
S 芯轴转速
SDIST 伺服机构分配印制电路板SFM 每分钟平方英尺
SHCS 套筒扳手头帽螺钉
SIO 串行输入/输出
SKBIF 串行键盘接口印制电路板SMTC 侧挂式刀具交换装置
SP 芯轴
T 刀具编号
TC 刀具交换装置
TIR 总指示偏转
TNC 刀尖偏差
TRP 刀具释放活塞
IS 尾架
ISC 通过芯轴的冷却剂
TXD 发送数据
VDI 德国工程师协会
VF 立式铣床(第一台)
VF-E 立式铣床(扩展型)VMC 立式加工中心
WAN 广域网。