冲压件公差及选用
日本jis标准冲压件普通公差-改
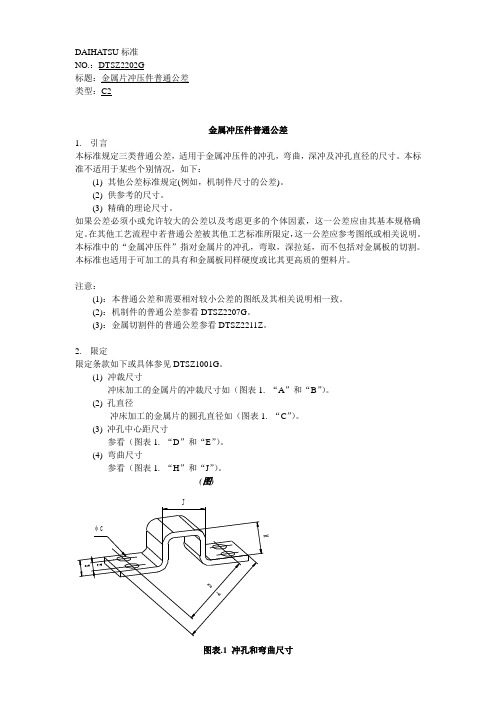
DAIHATSU标准NO.:DTSZ2202G标题:金属片冲压件普通公差类型:C2金属冲压件普通公差1.引言本标准规定三类普通公差,适用于金属冲压件的冲孔,弯曲,深冲及冲孔直径的尺寸。
本标准不适用于某些个别情况,如下:(1)其他公差标准规定(例如,机制件尺寸的公差)。
(2)供参考的尺寸。
(3)精确的理论尺寸。
如果公差必须小或允许较大的公差以及考虑更多的个体因素,这一公差应由其基本规格确定。
在其他工艺流程中若普通公差被其他工艺标准所限定,这一公差应参考图纸或相关说明。
本标准中的“金属冲压件”指对金属片的冲孔,弯取,深拉延,而不包括对金属板的切割。
本标准也适用于可加工的具有和金属板同样硬度或比其更高质的塑料片。
注意:(1):本普通公差和需要相对较小公差的图纸及其相关说明相一致。
(2):机制件的普通公差参看DTSZ2207G。
(3):金属切割件的普通公差参看DTSZ2211Z。
2.限定(5)深拉延尺寸由冲床将金属片加工和拉伸成杯形。
3.冲孔普通公差除去圆孔的直径(1),冲裁的普通公差(包括中心距)应根据表格1 的允许偏差尺寸分为PTA,PTB,PTC三类。
注(1):冲孔直径的普通公差有表格3给出。
注(2):基本规格小于或等于0.5毫米,普通公差针对具体部件而定。
4.弯曲和深拉延尺寸的普通公差弯曲和深拉延尺寸的普通公差应根据表格2 的允许偏差尺寸分为PTA,PTB,PTC三类。
表格2弯曲和深拉延在允许偏差范围内的普通公差(单位:毫米)5.圆孔直径的普通公差圆孔直径的普通公差应根据表格3 的允许偏差尺寸分为PTA,PTB,PTC三类。
际情况确定。
6.图纸的指导金属冲压件的普通公差应按照本标准的图纸及其具体相关说明的标准数据,用本标准的符号表示。
在图纸上只能用本标准的符号。
一旦对冲孔,深拉延,弯曲的普通公差分类,就要清楚的标示出来。
标示示例:冲孔的普通公差:DTSZ2202G-PTB弯曲和深拉延的普通公差:DTSZ2202G-PTC引用标准DTSZ1001G 拉伸术语词汇DTSZ2207G 机制件的普通公差DTSZ2211G 金属切割件的普通公差附录1 冲压件普通公差1.引言本标准包括按旧标准绘制的图纸所展示的普通公差,由于工程技术的改变引起的已有部件的图纸的修正应按照本标准,以便使之适用于本标准。
冲压件尺寸公差标准
冲压件尺寸公差标准冲压件尺寸公差标准是指在冲压加工过程中,对于冲压件的尺寸公差进行规定和控制的标准。
冲压件尺寸公差的准确控制对于产品的质量和性能具有重要影响,因此在实际生产中,必须严格按照相关标准进行操作和管理。
首先,冲压件尺寸公差的标准化对于产品质量的稳定性和可靠性具有重要意义。
通过制定统一的尺寸公差标准,可以有效地规范冲压件的生产过程,确保产品尺寸的稳定性和一致性。
这对于提高产品的质量和可靠性具有重要作用,同时也有利于降低生产成本,提高生产效率。
其次,冲压件尺寸公差的标准化可以提高产品的互换性和通用性。
在现代工业生产中,很多产品都是由多个零部件组装而成的,而这些零部件往往需要具有一定的互换性和通用性。
通过严格控制冲压件尺寸公差,可以确保不同厂家生产的零部件可以互相替换使用,从而提高了产品的通用性和适用范围。
另外,冲压件尺寸公差的标准化也有利于提高产品的外观质量和装配精度。
在产品装配过程中,如果冲压件的尺寸公差控制不当,很容易导致产品的装配困难,甚至影响产品的外观质量。
通过严格控制冲压件尺寸公差,可以有效地提高产品的装配精度,保证产品的外观质量和装配质量。
此外,冲压件尺寸公差标准化还有利于提高企业的竞争力和市场地位。
在市场竞争日益激烈的情况下,产品的质量和性能往往成为企业竞争的关键因素。
通过严格控制冲压件尺寸公差,可以提高产品的质量和性能,从而赢得市场的认可和信赖,提升企业的竞争力和市场地位。
综上所述,冲压件尺寸公差标准化对于产品质量、互换性、外观质量、装配精度以及企业竞争力都具有重要意义。
因此,在实际生产中,必须严格按照相关标准进行操作和管理,确保冲压件尺寸公差得到准确控制,从而提高产品的质量和性能,赢得市场的认可和信赖。
冷冲压件尺寸公差
Q/XDZ 海南新大洲摩托车股份有限公司企业标准Q/XDZ JZ.14-1998金属冷冲压件尺寸公差1998-08-30发布 1998-09-30实施海南新大洲摩托车股份有限公司发布Q/XDZ JZ.14-1998前言在修订Q/XDZ JT.5-1998《摩托车零(部)件通用技术条件》时,根据GB/T 15055-94《冲压件未注公差尺寸极限偏差》对冲压件未注公差尺寸的极限偏差选择等级做了规定,所以本标准取消了对未注公尺寸的公差等级的规定。
本标准从实施之日起,同时代替XB-J8015-94。
本标准的附录A是提示的附录。
本标准由海南新大洲摩托车研究所提出并归口。
本标准主要起草人:孙玉荣、李春阳海南新大洲摩托车股份有限公司企业标准金属冷冲压尺寸公差 Q/XDZ JZ.14-1998代替XB-J8015-941 范围本标准规定了海南新大洲摩托车股份有限公司生产的金属冷冲压件尺寸公差等级、符号、代号、数值、极限偏差和公差等级选用。
本标准适用于海南新大洲摩托车股份有限公司生产的金属材料冷冲压成形的零件。
非金属材料冲压件可参照执行。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 13914-92 冲压件尺寸公差3 定义本标准采取用下列定义。
3.1 平冲压件经平面冲裁工序加工而成的冲压件。
3.2 成形冲压件经弯曲、拉深及其他成形方法加工而成的冲压件。
4 公差等级、符号、代号及数值4.1 平冲压件尺寸公差分10个等级,即:ST1~ST10。
其中ST表示平冲压件尺寸公差、海南新大洲摩托车研究所1998-07-30批准 1998-08-30实施1公差等级代号用阿位伯数字表示,从ST1~ST10等级依次降低。
平冲压件尺寸公差适用于平冲压件,也适用于成形冲压件上经冲裁工序加工而成的尺寸。
QJD J01008-2012冲压件尺寸公差
浙江星星家电股份有限公司企业标准冲压件尺寸公差Q/JD J01008-2012续表1 平冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 ST6 ST7 ST8-- 0.5 0.14 0.200.5 1 0.20 0.2810 251 3 0.28 0.403 6 0.36 0.506 0.44 0.60-- 0.5 0.20 0.280.5 1 0.28 0.4025 631 3 .040 0.563 6 0.50 0.706 0.60 0.86-- 0.5 0.26 0.360.5 1 0.36 0.5063 1601 3 0.50 0.703 6 0.64 0.906 0.78 1.10— 0.5 0.4 0.5 0.70.5 1 0.5 0.7 1.0160 4001 3 0.7 1.0 1.43 6 0.9 1.3 1.86 1.1 1.5 2.10.5 0.5 0.7 1.00.5 1 0.7 0.9 1.3400 10001 3 0.9 1.3 1.83 6 1.2 1.6 2.46 1.4 2.0 2.8— 0.5 0.7 1.0 1.40.5 1 1.0 1.4 2.010001 3 1.4 2.0 2.83 6 1.6 2.2 3.26 1.9 2.6 3.64.2 成形冲压件公差数值成形压件公差数值见表2(参照GB/T 13914中成形冲压件公差数值修约而成)。
表2 成形冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 FT6 FT7-- 0.5 0.10-- 10.5 1 0.141 1.5 0.20-- 0.5 0.180.5 1 0.241 31 3 0.343 4 0.44续表2 成形冲压件公差数值基本尺寸 材料厚度 公差等级大于 至 大于 至 FT6 FT7-- 0.5 0.240.5 1 0.343 101 3 0.483 6 0.606 0.70-- 0.5 0.320.5 1 0.4610 251 3 0.643 6 0.806 1.00-- 0.5 0.400.5 1 0.5825 631 3 0.803 6 1.006 1.20-- 0.5 0.560.5 1 0.7863 1601 3 1.103 6 1.406 1.60-- 0.5 0.8 1.10.5 1 1.0 1.6160 4001 3 1.4 2.23 6 1.8 2.86 2.2 3.4-- 0.5 1.0 1.60.5 1 1.4 2.2400 10001 3 1.8 2.83 6 2.2 3.46 2.6 4.0注:1、材料厚度≤0.5mm成形冲压件尺寸公差等级推荐FT6;2、基本尺寸≤160mm时用游标卡尺测量;3、基本尺寸大于160mm时用卷尺测量。
冲压件尺寸精度质量要求
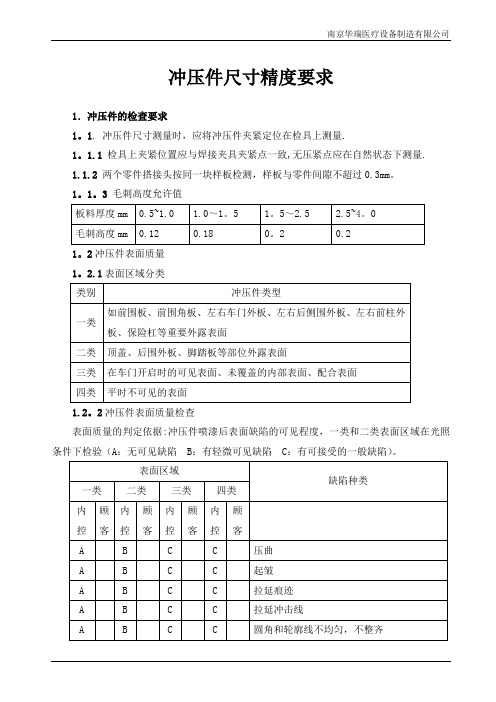
冲压件尺寸精度要求1.冲压件的检查要求1。
1. 冲压件尺寸测量时,应将冲压件夹紧定位在检具上测量.1。
1.1 检具上夹紧位置应与焊接夹具夹紧点一致,无压紧点应在自然状态下测量.1.1.2两个零件搭接头按同一块样板检测,样板与零件间隙不超过0.3mm。
1。
1。
3毛刺高度允许值1。
2冲压件表面质量1。
2.1表面区域分类1.2。
2冲压件表面质量检查表面质量的判定依据:冲压件喷漆后表面缺陷的可见程度,一类和二类表面区域在光照条件下检验(A:无可见缺陷 B:有轻微可见缺陷 C:有可接受的一般缺陷)。
1。
3.冲压件尺寸公差要求2. 冲压件未注公差尺寸的极限偏差2.1平冲压件长度L,直径D、d未注公差尺寸的极限偏差按表1规定.表1注:上表中如果是孔类其公差取正值;如果是轴类则取负值;若是非孔轴类则取正负值,此时其偏差数值取表中值之半。
2.2未注公差成形尺寸的极限偏差2.2。
1弯曲长度尺寸及拉延深度未注公差尺寸的极限偏差按表2规定。
表22。
2。
2加强筋、加强窝高度h未注公差尺寸的极限偏差按表3规定。
表32。
3未注公差圆角半径极限偏差2。
3.1冲裁圆弧半径R的极限偏差按表4规定。
表42.3.2两冲裁面构成的内部和外部尖角如图样上未注明要求时,按小于或等于料厚t取值。
2。
3。
3 未注公差成形圆角半径的极限偏差按表5规定表52.4。
未注公差的极限偏差2.4.1冲裁角度未注明公差尺寸的极限偏差按表6规定.表62.4。
2 弯曲角度未注明公差尺寸的极限偏差按表7规定表72。
5。
成形拉延件允许有局部材料变薄或增厚,变薄后的最小厚度为: t min =75%tt min —材料的的最小厚度,mm t —材料的公称厚度,mm2.6。
冲压件的孔心距、孔边距及孔组距未注公差尺寸的极限偏差。
2.6.1 带料、扁条料等材料冲孔对边缘距离未注公差尺寸的极限偏差按表8规定。
表82。
6.2 孔距公差及组孔间距未注公差尺寸的极限偏差按表9规定。
DIN6930_2钢材质冲压件一般公差
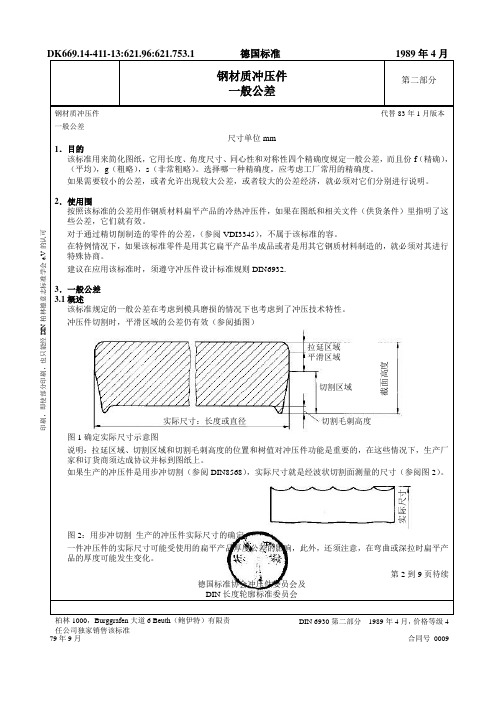
DK669.14-411-13:621.96:621.753.1 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会任公司独家销售该标准DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号 0009截面高度实际尺寸3.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
冲压件角度公差

3。
20
l
4“
1O30, 2-
i0
0'10'
0'30'
厂-
「
工'30'
工二 00i0
r 2‘ )‘ U 3自‘
3.2 冲压件弯曲角度公差分5个等级,即BT1,BT2至BT5}B T表示冲压件弯曲角度公差,公差等级
用阿拉伯数字表示。从 BT1 至 BT5等级依次降低 冲压件弯曲角度公差数值按表 2规定
中华 人民共和 国 国家标 准
冲压件角度公差
Toleranceo fa nglesf ors tampings
G13.PT 13915 -9 2
主题内容与适用范围
本标准规定 r金属冲压件角度的公差等级符号、代号、公差数值及极限偏差0 本标雕适用干金属材料冲压成形的零件 作金属材料冲压件可参照执行
2 术语
0040' 10
0030' 0040
0020'
0030
0012' 0020'
006了 0012'
004' 0'6‘
{
{
1川 1
AT3 八丁 a
102以
2。
1'
1020'
OU飞0, 」。
0030'
0'a0
0'20' o030,来自n0比‘ o'2ci u 0h,
一
一
{
AT5 AT6
2门 冲压件冲裁角度 在平 冲 压 件或成形冲压件的平面部分 ,经冲裁下序加工而成的角度
z-2 冲压件弯曲角度 经弯 曲 工 序加工而成冲压件的角度
3 公差等级、符号、代号及数值
3门 冲压件冲裁角度公差分 6个等级.即 AT1,AT2至 AT6}A T表ifi冲压件冲裁角度公堆,公差等 级用阿拉伯数字表示。从 ATl至 AT6等级依次降低。
汽车冲压件型面公差和型位公差

汽车冲压件型面公差和型位公差
汽车冲压件是汽车制造中的重要零部件,它的型面公差和型位公差对制造质量至关重要。
汽车冲压件的型面公差指的是汽车冲压件形状表面各测量点之间的公差要求,即当在同一测量点处连续测量了两次时测量值之间的偏差,应不大于预定的数值和公差,以确保汽车冲压件表面精度。
汽车冲压件型位公差,是指汽车冲压件形位综合公差,是一种数量计算公式。
它是由型腔检查公差,型缝检查公差,型棱和型面检查公差的综合结果。
它的公差值取决于汽车冲压件的形状、尺寸及型位要求,它用于衡量汽车冲压件尺寸和型位的精度。
型面公差和型位公差的检验也是汽车冲压件的质量检验项目之一,主要分为视觉检验、物理检查和测试三个部分。
视觉检查是快速检验,主要依据专业人员正确准确无误地用肉眼观察汽车冲压件的外观情况,通常采用类似照相机的百兆光源仪照射冲压件,可观察到是否存在外观的异常分布,如裂纹、气孔、变形、刺洞等。
物理检查则是根据测量仪器来检验汽车冲压件的型位和型腔,是冲压件必不可少的检验项目,来保证冲压件精度。
测试则是通过可靠的测试设备,定期测试汽车冲压件的耐久性和可靠性,以保证汽车制造质量。
总之,汽车冲压件型面公差和型位公差对汽车制造质量至关重要,是保证汽车制造质量的前提条件,因此,在汽车冲压件的检验过程中,应科学合理的选择型面公差和型位公差,严格控制这些标准,以保证汽车制造质量。
冲压件尺寸公差

FJC 选用 M级
公差等级
m ±1.00 ±2.00 ±1.20 ±2.40 ±2.00 ±3.00 >30 +5.00 -2.00 c ±1.20 ±2.40 ±1.50 ±3.00 ±2.40 ±3.50 v
基本尺寸
大于 0.5 3 6 至 3 6 30
材料厚度
大于 1 4 4 至 1 4 4 4 -
FJC冲压件图纸设计指导参考值
料厚/公差/尺寸
1-12 12-25 26-63 63-160 0.1 0.2 0.3 0.4 0.2 0.3 0.4 0.5 0.3 0.4 0.5 0.7 0.4 0.5 0.7 0.9
160-400 0.5 0.7 0.9 1.1
400-1000 0.7 0.9 1.2 1.4
冲压概述
2. 公司冲压件举例
冲压工艺
冲压工序
分离工序
•落料 •冲孔 •修边 •分离
成形工序
复合工序
•拉延/拉深 •翻边 •整形 •翻孔 •弯曲
冲压工艺 1.分离工序 板料在外力作用下沿一定的轮廓线分离而获得一定形状、尺寸和切断面的 成品和半成品。 分离条件:变形材料内部的应力超过强度极限σ b。 1.1落料:用冲模沿封闭曲线冲切,冲下部分是零件。用于制造各种形状的平件。
b。
2.1拉延:把板料毛坯成形制成各种开口空心零件。 2.2翻边:把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘。 2.3整形:为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法。 2.4翻孔:在预先冲孔的板料或半成品上或未经冲孔的板料制成竖立的边缘。 2.5弯曲:把板料沿直线弯成各种形状,可以加工形状极为复杂的零件。
图纸
技术要求: 1.包括公差在内的零件要求以图纸为准,未 注尺寸参考三维数据。 2.未注尺寸公差执行GB/T 15055-2007m级。 3.毛刺高度按JB/T 4129-1999m级。 4.托架零件,材料为08钢,料厚3mm,中批 量生产,要求表面无划痕,孔不允许严重 变形。
DIN6930-2钢材质冲压件一般公差

·Word 资料印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会责任公司独家销售该标准 DIN 6930第二部分 1989年4月,价格等级4截面高度实际尺寸第2页DIN 6930第二部分79年9月合同号00093.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
冲压件基础公差
Ø2.0 M Ø3.0 M
M
M
M
M
冲压件基础公差(按功能需求分)
面 定位面 公差 备注 零件在检具、夹具上的定位面
0.5 1.0 0.5 1.0 0.5 1.5 A A
M M
零件贴合面
A
M
M
零件与零件的贴合面
1.0 0.75
外观功能面
间隙面差相关的面
M
M 总装零件的定位面
装配定位面
0.5
密封相关贴 合面
M M M M M M M M M M
Ø1.0 M Ø1.0 M Ø1.0 M Ø2.0 M 1.0
M
总装零件的主定位孔 装配时的螺钉过孔,定位销过孔
焊接螺母(螺 柱)孔 长圆孔(长 度方向) 铆钉孔 一般孔
有功能要求 无功能要求 +0.2 -0.2 卡扣 卡夹等 减重孔 装配工具通过孔 1.0 0.4
1.0 0.5
A
M
M 车门内板密封面
一般面
2.0
A
M
M
冲压件基础公差(按功能需求分)
切边 定位切边 公差 备注 零件在检具、夹具上的定位切边
0.5 1.5 0.5 2.0 A A
M M
有功能要求 切边
密封条装配切边,有间隙要求切边
一般切边
M
M
冲压件基础公差(按冲压能力分)
冲压件基础公差(按冲压能力分)
冲压件基础公差
冲压件基础公差(按功能需求分)
孔 定位孔 装配定位孔 安装过孔 尺寸公差 +0.05 -0.15 +0.05 -0.15 +0.3 -0.2 +0.2 -0.15 +0.3 -0.2 +0.1 -0.15 +2.0 -1.0 位置公差 备注 零件在检具、夹具上的主定位孔
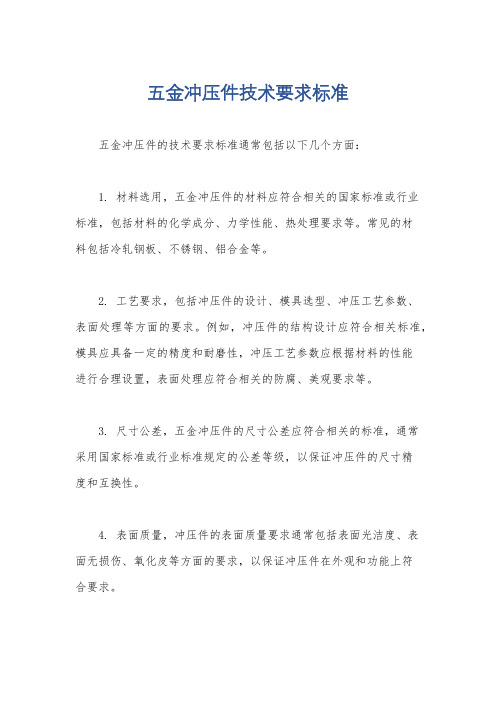
五金冲压件技术要求标准
五金冲压件技术要求标准
五金冲压件的技术要求标准通常包括以下几个方面:
1. 材料选用,五金冲压件的材料应符合相关的国家标准或行业
标准,包括材料的化学成分、力学性能、热处理要求等。
常见的材
料包括冷轧钢板、不锈钢、铝合金等。
2. 工艺要求,包括冲压件的设计、模具选型、冲压工艺参数、
表面处理等方面的要求。
例如,冲压件的结构设计应符合相关标准,模具应具备一定的精度和耐磨性,冲压工艺参数应根据材料的性能
进行合理设置,表面处理应符合相关的防腐、美观要求等。
3. 尺寸公差,五金冲压件的尺寸公差应符合相关的标准,通常
采用国家标准或行业标准规定的公差等级,以保证冲压件的尺寸精
度和互换性。
4. 表面质量,冲压件的表面质量要求通常包括表面光洁度、表
面无损伤、氧化皮等方面的要求,以保证冲压件在外观和功能上符
合要求。
5. 检测要求,冲压件的检测通常包括外观检查、尺寸检测、材料性能检测等,要求符合相关的检测标准,以保证冲压件的质量。
总的来说,五金冲压件的技术要求标准是为了保证冲压件的质量、性能和可靠性,同时也是为了满足客户的需求和相关的法律法规要求。
具体的要求会根据不同的产品、行业和国家而有所不同。
冲压件公差及选用

冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914—1992〕
1
二成型冲压件尺寸公差〔GB/T 13914-1992〕
2
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3。
平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸.
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±"作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
3
四角度公差〔GB/T 13915—1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度.
2。
冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3。
冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差. 五角度公差等级的选用
4
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理
5。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压件公差及选用
一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺
寸的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四 角度公差〔GB/T 13915-1992〕 压
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。