第六章 脉冲弧焊电源
弧焊电源

第一章:1.弧焊电源在焊接过程中的作用是什么?答:弧焊电源具有供给焊接电弧电能(提供电流和电压)以及适宜电弧焊工艺所需电气特性的作用。
性能良好、工作稳定的弧焊电源是保证电弧稳定燃烧和焊接过程顺利进行并得到良好焊接接头的必要条件之一。
2.脉冲弧焊电源的特点是什么?答:脉冲弧焊电源的特点是电源输出电流是周期性变化的,脉冲频率、脉冲电流等脉冲参数可调。
调节脉冲参数可以调节焊接工件的热输入量、焊丝的熔滴过渡形式等,有利于对热输入比较敏感的材料、薄板和全位置的焊接。
故大部分弧焊电源中都包含脉冲弧焊电源。
第二章:9.与直流电弧相比,交流电弧燃烧特点是什么?答:与直流电弧相比,交流电弧的特点:一、交流电弧的电流、空载电压存在极性变化,最常见的交流电弧是工频正弦波交流电弧。
该电弧一般是由50Hz按正弦规律变化的电源供电,每秒钟内电弧电流变换极性50次,100次经过电流的零点。
电流经过零点的瞬间,电弧熄灭,过零点后电弧重新引燃。
能否引燃主要取决于电源电压和再引燃电压之间的关系。
二、交流电弧的再引燃过程使交流电弧放电的物理条件和电、热物理过程也随之改变,这对电弧的稳定燃烧和弧焊电源的特性有很大的影响。
三、对于电阻型弧焊电源其焊接电流是不连续的,如要使得焊接电流连续,应串联一个足够大的电感。
13. 什么是弧焊电源的外特性?常用弧焊电源的外特性形状有哪些?答:弧焊电源的外特性是指,在规定范围内,弧焊电源稳态输出电压Uy与输出电流Iy之间的关系。
换言之,在电源内部参数一定的条件下,改变负载,稳态输出电压Uy与稳态输出电Iy值之间的关系,一般采用Uy=f(Iy)来表示。
常用弧焊电源的外特性形状有如下五种:a)平(缓)特性b)斜特性c)缓降特性d)恒流特性e)恒流带外拖特性15.“电源—电弧”系统稳定的含义是什么?系统稳定的条件是什么?答:(1)无干扰时,能在给定负载电压和焊接电流下,保证电弧的稳定燃烧,系统保持静态平衡状态。
弧焊电源复习讲义 - 副本
弧焊电源重点一1.弧焊电源分类:①交流弧焊电源 ②直流弧焊电源 ③脉冲弧焊电源 ④逆变式弧焊电源 二2.焊接电弧的静特性:一定长度的电弧在稳定状态下,电弧电压U f 与电弧电流I f 之间的关系。
动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系:u f =f (i f )。
电流变化速度愈小,静、动特性曲线就愈接近。
3.交流电弧的特点:电弧周期性地熄灭和引燃,电弧电压和电流波形发生畸变,热惯性作用较为明显。
4.钨极交流氩弧焊接铝时,需要在这半周期再引弧时叠加高电压。
`5.哪些因素影响交流电弧的稳定燃烧?采用何种措施稳弧?答:电弧连续燃烧条件方程式为:4212220π+≥fyh f U U U U ,因此影响交流电弧稳定燃烧的因素有:①空载电压U 0②引燃电压U yh ③电路参数④电弧电流 ⑤电源频率f ⑥电极的热物理性能和尺寸。
措施:提高弧焊电源频率;提高电源的空载电压;改善电弧电流波形;叠加高压电。
6.交流电弧的功率(有功功率)是指交流电弧在半个周期(π)内的平均功率。
交流电弧的功率因数ƛf 是交流电弧的有功功率P f 与电弧电压和电弧电流有效值乘积之比值,即: ƛf =P f /(U f *I f )意义:ƛf 表明电弧电压与电弧电流波形畸变所带来的影响。
8.电源的外特性(静特性)是指在电源参数一定的条件下,改变负载时,电源输出的电压稳定值 Uy 与输出的电流稳定值Iy 之间的关系 Uy=f(Iy)弧焊电源的动特性是指电弧负载状态发生突然变化时,弧焊电源输出电压与电流的响应过程,可以用弧焊电源的输出电流与电压对时间的关系表示:u f =f (t ),i f =f (t )。
9.弧焊工艺对弧焊电源的要求:保证引弧容易;保证电弧稳定;保证焊接规范稳定;具有足够宽的焊接规范调节范围。
10.电源——电弧系统的稳定条件:定性分析:电弧静特性曲线在工作点上的斜率必须大于弧焊电源外特性曲线在该工作点上的斜率。
绪论第一二三章 弧焊电源与数字化控制
射,重粒子碰撞发射和强电场作用下的自发射等。
27
第一章
焊接电弧及其电特性
1.1 焊接电弧的物理本质和引燃
• 焊接电弧的引燃
图1-1 引弧过程电压、电流变化曲线图
a) 接触引弧
b) 非接触引弧
28
U0- 空载电压 Uf- 电弧电压 if- 电弧电流
应用:它可作各种弧焊的电源
ZX7-160 375×155×24 0 8kg
ZX7-400 300×530×560 36kg
芬兰肯比逆变焊机
13
绪 论 - 弧 焊 电 源 的 分 类
(三)脉冲弧焊电源
原理:焊接电流以低频调制脉冲方式输出 优点:具有效率高,输入线能量较小,可在较宽范围内控制线
能量等优点 应用:它主要用作气体保护焊和等离子弧焊以及手工弧焊的电 源,适用于热敏感性大的高合金材料、薄板和全位置焊接等场合
一个数字:西方工业国家,钢产量的50~60%需要焊接
中国2001年,钢产量1.3亿吨,4000万吨需要焊接
焊 电 源
2.电弧焊是第一大类焊接方法,占70%-90%
熔化焊接、固相焊接和钎焊
3.弧焊电源是弧焊设备的主体
电源、控制箱、焊接小车、送丝机、焊枪、气路水路
5
焊接的基本原理
焊接的物理化学过程
采用施加外部能量的方法,促使分 离材料的原子接近、形成原子键结合, 同时去除一切阻碍原子键结合的一切表 面膜和吸附层,以形成一个优质的焊接 接头。
柴(汽)油机驱动直流弧焊发电机
AX1-500型直流弧焊发电机 11
绪 论 - 弧 焊 电 源 的 分 类
2.弧焊整流器(目前主流产品) 原理:交流电经整流装置获得直流电的弧焊电源。一般由初、
脉冲弧焊电源的特点及应用
值 之 间周期 性 地变 化 ,虽 然基 本 电流 时电弧 挺 度较 差 ,但 其 不 稳定 现 象可 在 脉 冲 电流 时得 到 恢 复 。 尤 其是 脉 冲 频 率 增 大 , 脉 冲 电 流 出现 的次 数 随 之 增 多 ,待 出现 热 惯性 滞 后于 电流 的变化 时脉冲 弧 焊 电源 焊 接 电弧 的挺 度 和稳 定 性将 保持 在 较 高的 水平 。 因此 ,脉 冲 焊 接 电弧 的稳 定 性要 好 于 同一 平均 电流 下 的普通 电弧 。 2 电弧 热输 入低 ) 焊 接 过程 中 , 由于基 本 电流值 较 小 , 电弧在基 本 电流过 程 中给 予母 材 的 热输 入较 少 , 因此在 整 个焊 接 过程 中母材 获 得 的热 输入 小 于平 均 电流 相 同的 普 通焊 接 电弧给 予母 材 的热输 入 。 [] 2 3 )电弧工 艺参 数可 调 节性 好 由于焊 接过 程 中 的电流 分 为基 本 电流和 脉 冲 电流 两部 分 ,且 电流 波 形频 率 、 两部 分之 间 的 比率均 可 调节 , 因此 ,脉 冲 弧 焊 电源 可调 节 的 工艺 参数 较 多 。 通过 参 数 的 合 理 调 节 , 可 以获 得 更 易 控 制 的 、 可 调 范 围更 广 的焊 接 电 弧 。从 而实现 更 高质量 的焊 接 。 4 )对熔 池有 较 强的搅 拌 作用 ,有利 于 焊接 质量 在焊 接过 程 中 ,由于 脉冲 电弧焊 存在 较 小 的基本 电流和 较 大 的脉冲 电流 之 问的变 化 , 电流 的变 化造 成 电弧压 力 的变 化 ,增 强 了 电弧对 熔 池 的搅 拌 作 用 ,使 焊缝 金属 细密 并有 利于 缺 陷的 消除 。 5 )裂纹倾 向小
【 术应 用 】 技
弧焊电源复习
复习
弧焊电源是提供焊接电流和电压的装臵。不同材料、不同板厚、不 同结构的焊接,需要选用不同的焊接电流、电压,因此弧焊电源必 须具备焊接电流或负载电压可调的性能,以适应各种焊接的需要。 要求弧焊电源能输出不同的负载电压、焊接电流的可调性能称为弧 焊电源的调节特性。如下图所示:
《焊接电源》
6.什么是弧焊电源的负载特性、约定负载特性?
《焊接电源》
复习
绪论
1.弧焊电源在焊接过程中的作用是什么?
2.比较机械调节性弧焊电源、电磁控制型弧焊电源、电子控制性弧焊
电源的特点,说明弧焊电源的发展。 3.脉冲弧焊电源的特点是什么?
《焊接电源》
1.弧焊电源在焊接过程中的作用是什么?
复习
弧焊电源具有供给焊接电弧电能(提供电流和电压)以及适宜电弧
焊工艺所需电气特性的作用。 性能良好、工作稳定的弧焊电源是保证电弧稳定燃烧和焊接过程顺
《焊接电源》
常用弧焊方法的约定负载特性为:
复习
(1)焊条电弧焊电源:U2=20+0.04I2(V),I2≤600A;U2=44(V), I2>600A; (2)TIG焊电源:U2=10+0.04I2(V),I2≤600A;U2=34(V), I2>600A; (3)MIG焊电源:U2=14+0.05I2(V),I2≤600A;U2=44(V), I2>600A; (4)埋弧焊:U2=20+0.04I2(V),I2≤600A;U2=44(V),I2>600A。
的焊接电弧则工作在电弧静特性的下降段; 熔化极气体保护焊(MIG焊或CO2焊等)和水下焊接等焊接电弧基 本上工作在电弧静特性的上升段。
《焊接电源》
3.什么是焊接电弧的动特性?它与电弧静特性的区别是什么?
弧焊电源3

2.接入LB如图5—19b所示,在时刻wt1。 ua 最高,VT1导通,电流通过LB的OM流至负载, 在OM上产生的感应电动势极性是右正左负。 由于O点是LB的中心抽头,故NO段上感应电 动势与OM段上的相等且极性一致。如此, uom与ua。极性相反,使VT1的阳极电位降低 了uom,而uon与u-b。极性相同,将VT6的阳 极电位提高了uon,从而使VT6能与VT1同时 导通,这时有:
第 六章 晶闸管弧焊整流器
掌握晶闸管弧焊整流器的组成.应用、了解 平衡电抗器 。 本章主要讲述晶闸管式弧焊整流器的单元 电路,并以ZX5系列为例介绍这类弧焊整流 器的电路及工作原理。
§6-1 概 述
随着大功率晶闸管的问世,在60年代初,出 现了以晶闸管为整流元件的弧焊电源—— 晶闸管式弧焊整流器。 由于其本身具有良 好的可 控性,因而,对外特性形状的控制、 焊接参数的调节,都可通过改变晶闸管的 导通角来实现,而无需用磁放大器。它的 性能更优于磁放大器式硅弧焊整流器,不 仅有用于手弧焊,还有用于TIG、MIG/ MAG/CO2焊的晶闸管式弧焊整流器,成 为替代弧焊发电机的主要电源
以上分析可知,带平衡电抗器双反星形整流器在电路中有足够 电感(例如接有输出电抗器L而不接续流管时)有以下特点: 1)它相当于两组三相半波整流电路并联。利用率较高 它的各相电流流通时间可延长至120°,而六相半波整流电路每 相电流流通时间只达60°,显然前者的整流变压器和整流元件 的利用率较高。带平衡电抗器的双反星形整流电路很适合于象 弧焊电源这样要求大电流低电压的场合。 2)有六个晶闸管, 触发电路比三相桥式半控整流电路的要复杂,但比三相桥式全 控整流电路的简单。 3)整流电压波形为每个周波六个波峰,其脉动程度比三相桥式半 控电路的小, 最低谐波为六次,要求输出电感的电感量及体积都较小。 4)需用平衡电抗器,且为保证电路能正常工作,其铁心不宜饱和。 为此,应避免该铁心被直流成分所磁化,从而要求其抽头两边 线圈的直流安匝相互抵消,即两组整流电路的参数(主要是变 压器的匝数和漏感)应对称,这就对变压器等的制造和元件的 挑选增添了麻烦。
弧焊电源ppt课件
24
例如1 z X 7 - 200
例如2:B X 6 - 300
额定焊接电流250A 逆变式系列 下降外特性 弧焊逆变器
额定焊接电流300A 抽头式系列
下降外特性
完整最新版课件 弧焊变压器
25
序 X1
号 代表 大类
字母 名称
X2
代表 小类 字母 名称
1 A 弧焊发 X
下降
电机
P
平
D
多
2Z
弧焊整 X
下降
流器
P
平
D
多
X3
代表 附注特征 字母
省略 D Q C T H 省略 M L
电动机驱动 单纯弧焊发电机 汽油机驱动 柴油机驱动 拖拉机驱动 汽车驱动
一般电源 脉冲电源 高空载电压
E
交直流两用电源
完整最新版课件
X4
数字 序号
省略 1
2
省略
1 2 3 4 5 6 7
系列产品
直流 交流发电机整 流
交流
磁放大器或饱 和电抗器式
焊间隙大的对接焊缝时,加垫板
加引弧板和引出弧
短弧焊接
调整焊条角度
改变接地线位置
完整最新版课件
1
尽量采用小电流
六、焊接时的极性及其应用
(一)、焊接时的极性 定义: 直流电弧焊或直流电弧切割时,焊件与电源输出 端正、负极的接法。 种类: 有正接和反接
焊件接电源的正极,电极接电源负极的接线法,称正接也叫正极性; 焊件接电源的负极,电极接电源正极的接线法,称反接也叫反极性;
一般要求稳态短路电流:完I整W最d新=版(课件1.25-2.0)Ih
12
四、对弧焊电源调节特性的要求
第六章弧焊逆变器
第六章 弧焊逆变器
24
6.2 晶闸管式弧焊逆变器
以快速晶闸管(SCR)为逆变主电路的大功率高压开关管,通过其触发角 来进行控制的弧焊逆变器,通常称为晶闸管式弧焊逆变器。它是以触发 角来控制的,也可称为触发角控制式弧焊逆变器。
1、弧焊逆变器的外特性 2、弧焊逆变器的调节性能 3、弧焊逆变器的动特性 4、外特性、调节特性和输出脉冲的控制方式
第六章 弧焊逆变器
9
1、 弧焊逆变器的外特性
弧焊逆变器是利用电子控制系统和电流、电压反馈对电子功率系统
(逆变器)进行闭环控制,来获得不同外特性曲线形状的。
m输U出f 和电n压If 经分别电经压过采比 较给样放定环大量节环((节常-U与用gu电电)弧位、电器电压 弧分电压流)得给定到量与(其-U成g正i ) 比比较的及反放馈大量,m各U自f输。出
第六章 弧焊逆变器
11
2 、 弧焊逆变器的调节性能
不同类型的弧焊逆变器,通常采用不同的调节体制来实现对外 特性控制和工艺参数的调节,以满足弧焊工艺的不同需求。
恒恒流压特特性性
给给定定电电压流Ug的u值电的压大值小U,gi决的定大 了小输决出定端了电输弧出电焊压接Uf电的流大I小f的。 如大U小gu。1<如UUgugi21<,U外gi特2,性外曲特线性 由曲1线上由移1到右曲移线至2,曲稳线定2,工作稳点定 由工A作1移点至相A应2点由。AI移至A2点。
稳较反信触号电压馈发,路电比控与提源较制给供和电定稳驱操路(压动标电作:准电源)电从电路。输路压:出进:用电行为于路比触产按较发生一和控晶定放制闸比大驱管例,动组取为电V出触H路电的发、弧触驱操电发动作压控电电、制路路电驱提和流动供给的脉控定负冲制-反反信信馈馈号号比。,
电弧焊自动控制基础知识概述
52
§6-3电弧焊的程序自动控制
2.无触点程控
利用分立元件,IC逻辑电路及晶体管、晶闸 管功率开关器件等构成的无触点程控取代上述 继电器系统 ,提高频度和使用寿命。—天焊厂 4万小时
3.可编程控制器程控
以单片机为中心构筑的PLC系统,依靠梯形图 编程器,软件编制实现上述程控功能,柔性好,适 应性强。—智能焊机 、弧焊机器人
电 压 负 反 馈 与 电 流 正 反 馈
2024/3/27
44
(二)、开关式晶体管驱动电路
2024/3/27
图1
45
§6-3 电弧焊的程序自动控制
一、控制对象和要求
(一)、对象
弧焊电源、送丝,引弧,小车,摆动机构,送气阀
Vw
2024/3/27
Vf
电 源
46
§6-3电弧焊的程序自动控制
一、控制对象和要求
v K (U i U )
M
2024/3/27
36
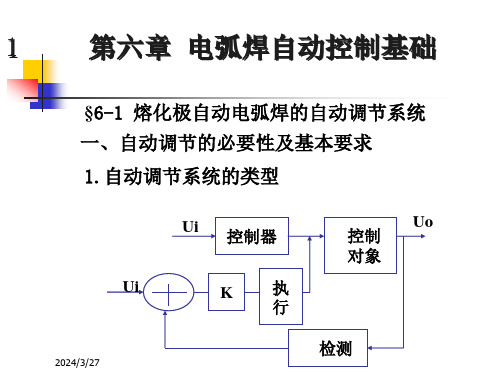
§6-2恒速调节系统
M
2024/3/27
37
§6-2恒速调节系统
1.电枢电压负反馈
间接迭加式
2024/3/27
38
§6-2恒速调节系统
二、晶闸管整流驱动电路 2.电枢电压负反馈和电枢电流正反馈
Uf
U if
U uf m
2024/3/27
39
调节原理:采样Ia,执行Vf→Ua稳定
2024/3/27
32
§6-2 恒速调节系统
一、应用场合及要求
1.利用场合
送丝控制
移动电弧—小车
变位器
2.要求
功率输出要求 30~200W(<2KW)--伺服电机
河南理工大学弧焊电源重点资料

河南理工大学弧焊电源及其数字化控制参考资料第一章焊接电弧及其电特性(填空)焊接电弧的特性:电压最低,电流最大,温度最高,发光最强三种电离:撞击电离,热电离,光电离四种电子发射:热发射,光电发射,重粒子撞击发射,强电场作用下的自发射1.弧焊电源可分为哪几类?按什么分类?答:(1)弧焊电源及其控制技术的分类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源、逆变式弧焊电源(2)弧焊电源的控制技术分类:机械式控制、电磁式控制、数字式控制、电子式控制。
2弧焊电源的压降如何分布?答:电弧沿其长度方向分为三个区:阳极区、阴极区、弧柱区,这三个区的电压降分别称为阳极压降Uy、阴极压降Ui、弧柱压降Uz。
它们组成了总的电弧电压Uf,且Uf=Uy+Ui+Uz。
阳极压降基本不变,而阴极压降在一定条件下基本上也是固定的数值,弧柱压降则在一定气体介质下与弧柱长度成正比。
则,弧长不同,电弧电压也不同。
3.弧焊电源的静特性、动特性是指什么?答:电弧静特性:电极材料、气体介质、弧长一定的电弧在稳定状态下,电弧电压Uf与电弧电流If之间的关系。
Uf=f(If)电弧动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系为:Uf=f(if)4.焊条电弧焊、埋弧焊、CO2气体保护焊得电弧静特性是怎样的?答:焊条电弧焊:多半工作在静特性的水平段。
埋弧焊:多半工作在静特性的水平段。
CO2气体保护焊:基本上工作在上升段。
(虚线的是二氧化碳的,实线的是Ar 弧焊的)5.交流电弧有什么特点?为保护交流电弧连续燃烧电路参数应当怎样配合?答:特点:a.电弧周期性的熄灭引燃b.电弧电压和电流波形发生畸变c.热惯性作用较为明显(2)a.交流电弧连续引燃的条件之一: 即当ωt=π时,使电弧电流if 正好过零点,if=0,从而得到: b.连续引燃条件之二:即在ωt=0时,弧焊电源电压Uy 应大于电弧引燃电压Uyh ,即: 综上分析:为保证交流电弧连续燃烧必须保证电路中各项参数:电源空载电压U0、电弧电压Uf 及引燃电压Uyh 之间必须保持一定的关系。
脉冲弧焊电源的特点及应用

脉冲弧焊电源的特点及应用作者:逯志亮来源:《硅谷》2010年第23期中图分类号:TG4文献标识码:A文章编号:1671-7597(201O)1210109-0l焊接生产中,对薄板、热敏感材料结构、小直径管等易变形结构进行焊接时,采用普通焊接方法及设备极易产生不可矫正的焊接变形。
如果在焊接的过程中采用脉冲电流进行焊接,由于焊接过存在基本和脉冲两种大小不同的电流,所以整个焊接过程平均电流值较低,产热总量少,不但能减小焊接热影响区,使焊接变形得到有效控制,而且能在较少的总产热量情况下增大峰值电流促进形成稳定的熔滴过渡同时缩小和冷却熔池,有利于易变形结构的焊接同时十分有利于全位置焊接。
1、脉冲弧焊电源的基本原理及特点脉冲弧焊电源与一般弧焊电源的主要区别在于其提供的焊接电流是以脉冲的形式周期性变化的,焊接电流一般包括基本电流和脉冲电流两部分。
基本电流主要作用是在脉冲电流休止期间,维持电弧稳定燃烧。
同时有预热作用,为熔池的形成和熔滴的过渡作准备。
脉冲电流是决定熔池形状及熔滴过渡的主要参数。
脉冲孤焊电流的基值电流和脉冲电流可分别由两个电源提供,也可由一个电源提供幅值大小交替变化的电流。
脉冲电流一般可采用电子开关的作用、阻抗变换、给定信号变换、电流截止反馈作用以及硅二极管整流作用几种方法获得。
相对于普通焊接电流,脉冲电源的焊接电流有以下几个特点:1)电弧稳定性好普通电弧焊在低电流时电弧挺度差、不稳定,而脉冲电流是在峰值、基值之间周期性地变化,虽然基本电流时电弧挺度较差,但其不稳定现象可在脉冲电流时得到恢复。
尤其是脉冲频率增大,脉冲电流出现的次数随之增多,待出现热惯性滞后于电流的变化时脉冲弧焊电源焊接电弧的挺度和稳定性将保持在较高的水平。
因此,脉冲焊接电弧的稳定性要好于同一平均电流下的普通电弧。
2)电弧热输入低焊接过程中,由于基本电流值较小,电弧在基本电流过程中给予母材的热输入较少,因此在整个焊接过程中母材获得的热输入小于平均电流相同的普通焊接电弧给予母材的热输入。
焊接电工项目6.pptx

项目六 脉冲弧焊电源和逆变式弧焊电源
五、常用脉冲弧焊电源的基本工作原理及其特点 1.单相整流式脉冲弧焊电源 单相整流式脉冲弧焊电源是采用单相整流电路获得脉冲电流。常见的
单相整流式脉冲弧焊电源主要有并联式单相整流脉冲弧焊电源、差接 式单相整流脉冲弧焊电源和阻抗不平衡式单相整流脉冲弧焊电源等。 (1)并联式单相整流脉冲弧焊电源 并联式单相整流脉冲弧焊电源是由一台普通直流弧焊电源提供基本电 流ij,将另一台带有中心抽头的单相整流器与并联,提供脉冲电流im 。
项目六 脉冲Leabharlann 焊电源和逆变式弧焊电源(2)脉冲励磁型磁饱和电抗器式脉冲弧焊电源 脉冲励磁型磁饱和电抗器式脉冲弧焊电源的主电路与普通磁饱和电抗
,即基本电流(维弧电流)和脉冲电流。 (2)可调参数多,如脉冲频率、脉冲幅值、宽度、电流上升速度或下
降速度以及脉冲电流波形等都可以作为可调参数,以满足不同的焊接 工艺要求。 (3焊)缝能在精高确温地停控C留制on的焊c时l接us间线io缩能n短量。,可使熔池的体积和热影响区域小,使 (4)可以较好地控制熔滴过渡,可用于低于喷射过渡临界电流的平均 电流来实现喷射过渡,对全位置焊接具有独特的优越性。 2.脉冲弧焊电源的应用 脉冲弧焊电源通常由普通弧焊电源与脉冲发生电路组成。目前脉冲弧焊 电源主要用于气体保护焊和等离子弧焊。
脉冲宽度比K,即K= t1/T。
项目六 脉冲弧焊电源和逆变式弧焊电源
项目六 脉冲弧焊电源和逆变式弧焊电源
三、脉冲电流的获得方法 1.利用硅二极管的整流作用获得脉冲电流 采用此方法制造的脉冲弧焊电源是采用硅二极管提供脉冲电流的,此
类脉冲弧焊电源可获得100Hz和500Hz两种频率的脉冲电流。 2.利用电子开关获得脉冲电流 采用此方法制造的脉冲弧焊电源是在普通直流弧焊电源的直流侧或交
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在晶体管式和逆变式弧焊电源 中的控制电路中, 中的控制电路中,把脉冲信号指令 送到给定值电路, 送到给定值电路,从而在主电路获 得脉冲电流。 得脉冲电流。或者借助于周期性变 化的电流截止反馈信号, 化的电流截止反馈信号,使晶体管 弧焊电源获得脉冲输出。 弧焊电源获得脉冲输出。
三、工艺参数的调节
式中: 式中:
矩形波交流电流与正弦波交流电流相比: 矩形波交流电流与正弦波交流电流相比: 电流过零点时上升与下降率高; ★ 电流过零点时上升与下降率高; 通过电子控制电路,使正、 ★ 通过电子控制电路,使正、负半波通电 时间比和电流比值均可以自由调节。 时间比和电流比值均可以自由调节。
在弧焊工艺上具有以下特点: 在弧焊工艺上具有以下特点:
• +(A) SCR1 电弧 SCR3 -(B) 获得正半波 ( ) ( ) • +(A) SCR2 电弧 SCR4 ( ) -(B) 获得负半波 ( ) 由于主电路中电容放电 电容放电, 每半波电流前沿带有尖峰, 由于主电路中电容放电,使每半波电流前沿带有尖峰, 这是有利于重复引弧 有利于重复引弧的 这是有利于重复引弧的。 通过控制两组晶闸管导通时间的长短和相对比例 控制两组晶闸管导通时间的长短和相对比例, 通过控制两组晶闸管导通时间的长短和相对比例,就可 以获得频率和正负半波通电时间比例不同的矩形波交流电流。 以获得频率和正负半波通电时间比例不同的矩形波交流电流。
通过简便的电路换接可实现交、直流两用焊机。 通过简便的电路换接可实现交、直流两用焊机。
复习题
1.脉冲弧焊电源的特点及应用。 1.脉冲弧焊电源的特点及应用。 脉冲弧焊电源的特点及应用 2.获得脉冲电流的基本方法有几种 获得脉冲电流的基本方法有几种? 2.获得脉冲电流的基本方法有几种? 3.脉冲弧焊电源的可调参数有哪些 脉冲弧焊电源的可调参数有哪些? 3.脉冲弧焊电源的可调参数有哪些? 4.矩形波交流电流与正弦波交流电 4.矩形波交流电流与正弦波交流电 流相比有哪些特点? 流相比有哪些特点? 5.矩形波交流弧焊电源主要用于哪 5.矩形波交流弧焊电源主要用于哪 些焊接方法? 些焊接方法?
二、脉冲弧焊电源的基本工作原理
脉冲弧焊电源一般有两种电流,即 脉冲弧焊电源一般有两种电流, 基值电流和脉冲电流。 基值电流和脉冲电流。可以分别由两个 电源提供, 电源提供,也可以由一个电源提供幅值 大小交替变化的电流。 大小交替变化的电流。 获得脉冲电流的方法有以下几种方式。 获得脉冲电流的方法有以下几种方式。 1.利用硅二极管的整流作用 1.利用硅二极管的整流作用 单相整流式脉冲弧焊电源, 单相整流式脉冲弧焊电源,就是利 用硅二极管整流作用而成的。 用硅二极管整流作用而成的。
外特性控制和规范调节
• 矩形波交流弧焊电源 =直流弧焊电源+矩形波交流发生器 直流弧焊电源+ (逆变器) • 外特性形状的控制和矩形波交流幅值 的调节是通过直流弧焊电源来实现。 的调节是通过直流弧焊电源来实现。
2. 晶闸管电抗器式 矩形波交流弧焊电源
组成: 组成: 变压器+晶闸管桥 晶闸管桥+直流电抗器 变压器 晶闸管桥 直流电抗器
2. 利用电子开关作用
由直流弧焊电源和断续器(开关)组成。 由直流弧焊电源和断续器(开关)组成。 1)交流断续器的脉冲弧焊电源 交流断续器的脉冲弧焊电源 ●在初级侧时
●在次级侧时
●在焊接回路中时
工作频率由触发信号来控制, 工作频率由触发信号来控制,脉 冲幅值由晶闸管的控制角来控制。
2)直流断续器的脉冲弧焊电源 ) ●双电源式
外特性控制和规范调节
• 外特性控制 采用电流负 反馈作用改变晶 闸管的控制角来 实现。 实现。
●
规范调节
改变给定电路的 给定电压值调节规范。 给定电压值调节规范。 实际上调节输出总电流。 实际上调节输出总电流。
总电流=正极性电流+ 总电流=正极性电流+反极性电流的平均值
正、负半波晶闸管的控制角不同,可获得 负半波晶闸管的控制角不同, 负半波不同的焊接电流。 正、负半波不同的焊接电流。这对阴极雾化 区宽度、熔深、 区宽度、熔深、熔宽和背面焊道形状等有着 重要影响。 重要影响。
●
单电源式
特点: 特点: 频率、脉冲宽度、幅值均无级调节。 频率、脉冲宽度、幅值均无级调节。 频率调节范围为0.2 10HZ HZ。 频率调节范围为0.2 – 10HZ。易于实现 一机多用。 直流弧焊、脉冲弧焊、 一机多用。如:直流弧焊、脉冲弧焊、 TIG焊等 焊等。 TIG焊等。
3.利用阻抗变换器的作用 3.利用阻抗变换器的作用
应用: 应用:
铝及其合金的钨极氩弧焊
矩形波交流弧焊电源可分为: 矩形波交流弧焊电源可分为:
• • •
逆变式矩形波交流弧焊电源 逆变式 晶闸管电抗器式矩形波交流弧焊电源 晶闸管电抗器式 数字开关式矩形波交流弧焊电源 数字开关式
1. 逆变式矩形波交流弧焊电源
晶闸管逆变式矩形波交流弧焊电源基本框图
工作原理
2)可调的焊接工艺参数多。 )
基值电流I 脉冲电流Im幅值、 Im幅值 如: 基值电流Ij、脉冲电流Im幅值、 脉冲频率、脉冲电流宽度比、电流上升率、 脉冲频率、脉冲电流宽度比、电流上升率、 电流下降率等。 电流下降率等。
2. 应用
1)适用于各种气体保护焊,等离子弧焊, )适用于各种气体保护焊,等离子弧焊, 手工电弧焊等。 手工电弧焊等。 2)适用于超薄板(厚度仅为几十微米)的 )适用于超薄板(厚度仅为几十微米) 焊接。 焊接。 3)适用于普通电弧焊难以胜任的对热输入 )适用于普通电弧焊难以胜任的对热输入 敏感性大的高合金钢或稀有金属的焊接。 敏感性大的高合金钢或稀有金属的焊接。 4)对于全位置自动焊具有独特的优越性。 全位置自动焊具有独特的优越性。 )对于全位置自动焊具有独特的优越性 5)对单面焊双面成形、封底焊等具有突出 ) 单面焊双面成形、封底焊等具有突出 的优点。 的优点。
工作原理
U2>Uf:Ldif/dt >0 U2 =Uf:Ldif/dt =0 U2 <Uf:Ldif/dt< 0
由于主电路中电感感应电动势的作用, 由于主电路中电感感应电动势的作用,在每个半波 前沿均出现幅值较大的尖峰电流。这对稳弧是有利的。 前沿均出现幅值较大的尖峰电流。这对稳弧是有利的。 流过DK的电流为直流。 的电流为直流。 ★ 流过 的电流为直流
四、脉冲弧焊电源的种类
1. 2. 3. 4. 5.
单相整流式脉冲弧焊电源 单相整流式脉冲弧焊电源 磁放大器式脉冲弧焊电源 磁放大器式脉冲弧焊电源 晶闸管式脉冲弧焊电源 晶闸管式脉冲弧焊电源 晶体管式脉冲弧焊电源 晶体管式脉冲弧焊电源 逆变器式脉冲弧焊电源 逆变器式脉冲弧焊电源
五、 矩形波交流弧焊电源 方波交流弧焊电源) (方波交流弧焊电源)
Im :脉冲电流峰值(幅值) 脉冲电流峰值( 脉冲电流峰值 幅值)
平均电流 Ip=Ij+(Im-Ij)·t1/T - / Ip=Ij+(Im -Ij)K K:脉冲宽度比 : 占空比) / ( 占空比) t1/T
:基值电流(维护电流) 基值电流(维护电流) 脉冲宽度(脉冲时间) :脉冲宽度(脉冲时间) :脉冲间隙时间 脉冲休止时间) (脉冲休止时间) T :脉冲周期 f :脉冲频率 K :脉冲宽度比(占空比) 脉冲宽度比(占空比) Ij t1 t2
第六章
脉冲焊接电源
本章主要从焊接工艺要求出发, 本章主要从焊接工艺要求出发,讲 授脉冲弧焊电源的特点、分类、 授脉冲弧焊电源的特点、分类、基本工 作原理和应用。 作原理和应用。 一、脉冲弧焊电源的特点及应用
1. 特点 1)提供周期性变化的脉冲焊接 )提供周期性变化的脉冲焊接 电流, 电流,便于对电弧功率和熔池的 大小进行控制。 大小进行控制。
三相磁放大器式、 三相磁放大器式、晶体管式弧焊电源等利用 这种原理。 这种原理。
可采用三种方法来调节 1)主变压器次级不平衡; )主变压器次级不平衡; 2)磁放大器交流阻抗不平衡; )磁放大器交流阻抗不平衡; 3)输入脉冲激磁电流Uk。 Uk。 )输入脉冲激磁电流Uk
4.利用给定信号变换或电流截止反馈作用
1)并联式 )
●当开关K开时,半波供电。工作频率为50Hz: 当开关K开时,半波供电。工作频率为50Hz: 当开关 50Hz ●当开关K合时,全波供电。工作频率为100Hz。 当开关K 100Hz 当开关 合时,全波供电。工作频率为100Hz。
2)可调并联式 可调并联式
工作频率为50 50Hz 当U1≠U2时,工作频率为50Hz : 工作频率为100 100Hz 当U1=U2时,工作频率为100Hz 。 这时把硅二极管改为晶闸管,脉冲电流的脉宽就可调节了。 这时把硅二极管改为晶闸管,脉冲电流的脉宽就可调节了。 优点:结构简单,制造容易,成本低,使用可靠。 优点:结构简单,制造容易,成本低,使用可靠。 缺点:可调节参数不多。 缺点:可调节参数不多。