产品一致性检查记录
电容柜例行确认检验记录
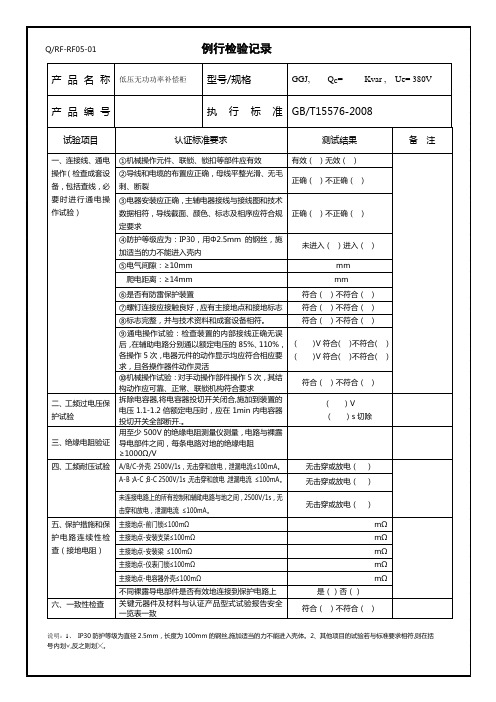
认证标准要求
①机械操作元件、联锁、锁扣等部件应有效 ②导线和电缆的布臵应正确,母线平整光滑、无毛 刺、断裂 ③电器安装应正确,主辅电器接线与接线图和技术 数据相符,导线截面、颜色、标志及相序应符合规 定要求 ④防护等级应为:IP30,用Φ2.5mm 的钢丝,施加 适当的力不能进入壳内 ⑤电气间隙:≥10mm 爬电距离:≥14mm ⑥是否有防雷保护装臵 ⑦螺钉连接应接触良好,应有主接地点和接地标志 ⑧标志完整,并与技术资料和成套设备相符。 ⑨通电操作试验:检查装臵的内部接线正确无误 后,在辅助电路分别通以额定电压的 85%、110%, 各操作 5 次, 电器元件的动作显示均应符合相应要 求,且各操作器件动作灵活 ⑩机械操作试验:对手动操作部件操作 5 次,其结 构动作应可靠、正常、联锁机构符合要求 拆除电容器,将电容器投切开关闭合,施加到装臵 的电压 1.1-1.2 倍额定电压时,应在 1min 内电容 器投切开关全部断开.。 用至少 500V 的绝缘电阻测量仪测量,电路与裸露 导电部件之间,每条电路对地的绝缘电阻 ≥1000Ω/V A/B/C-外壳 2500V/1s,无击穿和放电,泄漏电流≤100mA。 A-B;A-C;B-C 2500V/1s,无击穿和放电,泄漏电流 ≤100mA。 未连接电路上的所有控制和辅助电路与地之间,2500V/1s,无 击穿和放电,泄漏电流 ≤100mA。 ( (
Q/RF-RF05-02
确认检验记录
低压无功功率补偿柜
产 品 名 称 产 品 编 号 试验项目 一、连接线、通 电操作 (检查成 套设备, 包括查 线, 必要时进行 通电操作试验)
型号/规格 执
认证标准要求
GGJ,
QC=
Kvar ,
Ue=380V
行
CQC认证工厂检查记录表
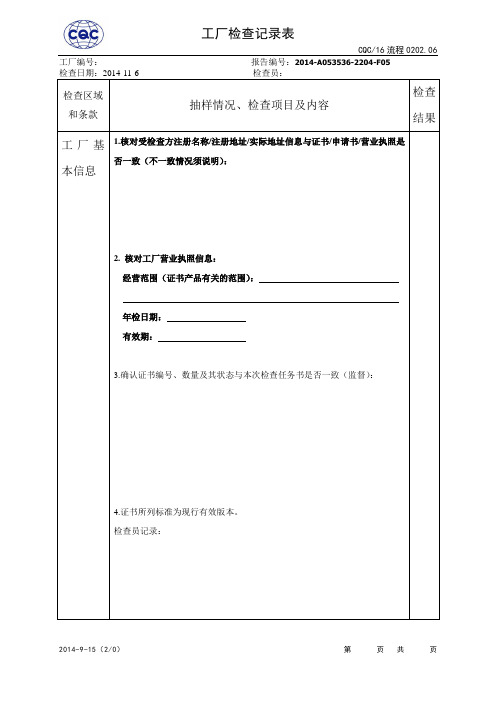
检查区域和条款抽样情况、检查项目及内容检查结果工厂基本信息1.核对受检查方注册名称/注册地址/实际地址信息与证书/申请书/营业执照是否一致(不一致情况须说明):2. 核对工厂营业执照信息:经营范围(证书产品有关的范围):年检日期:有效期:3.确认证书编号、数量及其状态与本次检查任务书是否一致(监督):4.证书所列标准为现行有效版本。
检查员记录:检查区域和条款抽样情况、检查项目及内容检查结果3.1人员职责和资源1.质量负责人:职务:。
有无任命书。
2.质量负责人及其各类人员职责:3.资源(人员、检验人员人数、生产设备、检验设备、厂房等)4.认证标志的保管和使用程序文件编号/名称:5.对于购买标志,检查标志使用记录(根据购买标志发票和标志使用量检查其领料数量)6.对于标志备案情况,检查模压批准书,是否按时备案并覆盖所有证书。
7暂停、撤销证书的产品未使用标志。
8.没有超出证书产品范围使用标志的情况(包括对不同制造商)。
检查员记录:检查区域和条款抽样情况、检查项目及内容检查结果3.4生产过程控制和过程检验1. 负责人:职务:能力确认:(是否了解生产过程中保证产品一致性的关键环节要求)2.玩具产品开发依据的标准(应是现行有效,结合2.1条款):验证、确认的证据:3.关键工序的识别:4.现场生产的产品:5.关键工序文件名称/编号:(如果该工序没有文件规定就不能保证产品质量时,则应制定相应的工艺文件,使生产过程受控。
)6. 检查人力资源配备是否充分、检查关键工序人员操作情况等7.工作环境是否可满足要求:8.对适宜的过程参数和产品特性进行监控的情况检查区域和条款抽样情况、检查项目及内容检查结果3.4生产过程控制和过程检验9.建立并保持对生产设备进行维护保养的制度的情况10.确保产品及零部件与认证样品一致性的过程检验1)文件名称/编号:(自检、互检、巡检等要求的识别和规定)。
2)抽查相关记录。
3)检查人力资源配备是否充分、检查人员操作情况等检查区域和条款抽样情况、检查项目及内容检查结果3.5例行检验和确认检验1.建立例行检验文件名称/编号:(检验项目、技术要求、频次、放行准则)检查例行检验的操作和记录。
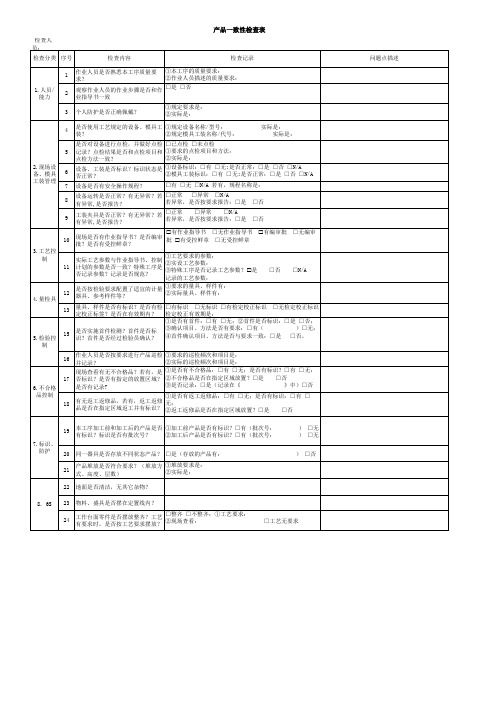
产品一致性检查表
5.检验控
15
是否实施首件检测?首件是否标 识?首件是否经过检验员确认?
③确认项目、方法是否有要求:□有( ④首件确认项目、方法是否与要求一致:□是
)□无; □否。
制
16
作业人员是否按要求进行产品巡检 ①要求的巡检频次和项目是:
并记录?
②实际的巡检频次和项目是:
现场查看有无不合格品?若有,是 ①是否有不合格品:□有 □无;是否有标识?□有 □无;
□否
19
本工序加工前和加工后的产品是否 ①加工前产品是否有标识?□有(批次号: 有标识?标识是否有批次号? ②加工后产品是否有标识?□有(批次号:
7.标识、 防护 20 同一器具是否存放不同状态产品? □是(存放的产品有:
21
产品堆放是否符合要求?(堆放方 ①堆放要求是:
式、高度、层数)
②实际是:
22 地面是否清洁,无其它杂物?
装?
②规定模具工装名称/代号:
实际是: 实际是:
是否对设备进行点检,并做好点检 □已点检 □未点检
5 记录?点检结果是否和点检项目和 ①要求的点检项目和方法:
点检方法一致?
②实际是:
2.现场设 备、模具
6
设备、工装是否标识?标识状态是 ①设备标识:□有 □无;是否正常:□是 □否 □N/A
否正常?
②模具工装标识:□有 □无;是否正常:□是 □否 □N/A
17 否标识?是否有指定的放置区域? ②不合格品是否在指定区域放置?□是 □否
6.不合格
是否有记录?
③是否记录:□是(记录在《
》中)□否
品控制
①是否有返工返修品:□有 □无;是否有标识:□有 □
18
有无返工返修品,若有,返工返修 无; 品是否在指定区域返工并有标识? ②返工返修品是否在指定区域放置?□是
电容柜例行检验
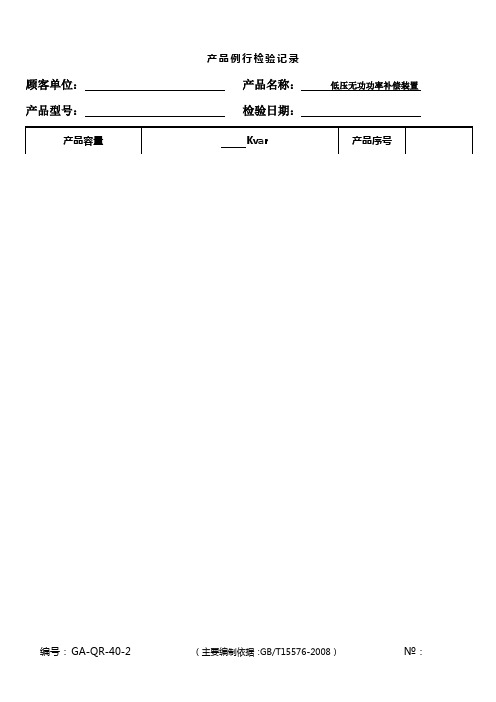
产品例行检验记录顾客单位: 产品名称: 低压无功功率补偿装置 产品型号: 检验日期:编号: GA-QR-40-2 (主要编制依据:GB/T15576-2008) №:检验员: 检验日期: 2011.10.19产品容量Kvar 产品序号序号检查项目技术标准要求检查记录结 论1 一般检查 装置等结构,电器元件的布置,安装是否正确;检查母线和导线的布线、指示灯、按钮和导线的颜色是否符合规定; √ 合格2 机械操作 手动操作5次√ 合格 3 通电操作试验 额定电压的85%和110%的条件下,操作5次,动作可靠 √ 合格 4绝缘电阻的验证主回路相间的绝缘电阻应≥1K Ω/V√ 合格 主回路对地的绝缘电阻应≥1K Ω/V√ 合格 5 介电强度试验主回路相对相工频耐压 2500V/1s ,应无击穿或闪络;√ 合格 主回路相对地工频耐压2500V/1s ,应无击穿或闪络; √ 合格 辅助回路工频耐压2500V/1s ,应无击穿或闪络。
√合格6保护电路有效性 验证断路器安装支架≤100m Ω,测试电流≥10A 3.6m Ω 合格 接线端子安装支架≤100m Ω,测试电流≥10A6.5m Ω 合格 熔断器安装支架≤100m Ω,测试电流≥10A4.5m Ω 合格 复合开关安装支架≤100m Ω,测试电流≥10A / / 电容器安装支架≤100m Ω,测试电流≥10A 3.9m Ω 合格 前门≤100m Ω,测试电流≥10A 4.8m Ω 合格 后门≤100m Ω,测试电流≥10A5.3m Ω合格 7a)电气间隙≥10mm√ 合格 b)爬电距离≥14mm√ 合格 8 工频过电压保护试验将电容器拆除,并将电容器投切开关闭合,调整电源电压到1.1~1.2倍的额定电压时,应在1min 内将电容器切除;√ 合格 9 防护等级验证 IP30√ 合格 10 产品一致性检查符合认证规则和标准要求√ 合格 11检测设备运行检查 见《检测设备运行检查规程》√合格检查结论 合格备注检查记录:合格的打“√”;不合格的要写明具体情况。
家电产品CCC工厂检查时如何进行一致性检查

家电产品CCC工厂检查时如何进行一致性检查I. 引言- 家电产品CCC认证的重要性- 一致性检查的背景和目的II. CCC工厂检查概述- CCC检查的流程和步骤- CCC工厂审核的验收标准III. 一致性检查的项目和标准- CCC标准的基本要求- 一致性检查的相关项目和要求- CCC产品的一致性检查流程IV. 一致性检查的关键环节和注意事项- CCC工厂检查的关键点和考虑因素- 检查中的技术要点和注意事项- 检查中的各种问题和解决方法V. 结论- 一致性检查对于验证CCC标准的重要性- CCC工厂检查应该保证产品质量和安全性- 一致性检查的未来发展趋势和展望注:CCC指“中国强制性产品认证”(China Compulsory Certification)是中华人民共和国法定的安全认证制度,是在中国境内销售、进口的54个类别、152个子类强制性产品认证,它是根据《中华人民共和国强制性产品认证条例》实施的质量强制认证制度。
第一章节:引言随着世界经济的全球化和技术的不断发展,家电产品的市场需求也日益增长,但是随着电子产品的大量涌入到市场中,市场竞争日趋激烈,给消费者选购家电产品带来了很大的挑战。
因此,对于消费者而言,如何选购一件质量优良、安全可靠的家电产品是一个必须要重视的问题。
随着消费市场的壮大和国内家电企业的崛起,为了保证家电产品的品质和安全性,中国政府制定并实施了强制性认证制度(China Compulsory Certification)(简称CCC认证),目的在于保障消费者利益,减少社会风险。
通过实施CCC认证制度,消费者可以依据相应的强制性认证标准来选购质量优良、安全可靠的家电产品,同时使得家电企业在质量控制上能够更加严格和有效的确保产品质量。
在CCC认证制度下,一致性检查也是非常重要的环节。
一致性检查是指对于已经取得CCC证书的产品进行再次筛查和质量检查,确保产品的质量和安全。
这个检查是在CCC认证周期内,发生在制造商的工厂中,以确认制造商的生产和质量系统是否和认证过程中现场审查和测试所获得的结果一致。
机动车工厂检查记录表生产一致性审查要求
CQC/16流程0202.06(07.3)工厂编号:A078073 报告编号:2013-A078073-1101-F02 检查日期:2013.4.19-20 检查员:余八一检查区域和条款抽样情况、检查项目及内容检查结果生产一致性审查要求中2.1/附件7(2-文件和记录)2.1制造商为有效控制批量生产的认证产品的结构及技术参数和型式试验样品的一致性所制定的文件化的规定。
注:可与工厂质量保证能力要求第2.1条合并检查。
检查员记录:序号项目名称项目号标准号备注1 汽车标记 01-01-01 GB 7258-20122 VIN 01-01-02 GB 16735-20043 外廓尺寸、轴荷和质量 01-02-01 GB 1589-20044 后悬、核载01-02-02 01-02-03GB 7258-20125 侧倾稳定角 01-03 GB 7258-20126 驾驶员前方视野 01-04 GB 11562-19947 后视镜安装 01-05-02 GB 15084-2006 CNCA-02C-059:2005 部件认证8 风窗玻璃除霜、除雾装置 01-06、07 GB 11555-20099 风窗玻璃刮水器、洗涤器01-0801-09GB 15085-199410 车速表 01-10 GB 15082-200811 喇叭性能及安装 01-11-02GB 15742-2001CNCA-02C-055:2005部件认证12 操纵件、指示器和信号装置的图形标志 01-12 GB 4094-199913 号牌板 01-13 GB 15741-199514 燃油系统及排气管 01-14 GB 7258-201215 汽车罩盖锁 01-15 GB 11568-201116 防盗装置 01-16 GB 15740-200617 车门锁、车门保持件02-0102-02GB 15086-2006CNCA-02C-061:2005部件认证18座椅、防止行李移动伤害乘客的隔离装置02-0302-04GB 15083-2006CNCA-02C-063:2005部件认证19 安全带 02-05GB 14166-2003CNCA-02C-026:2005部件认证20 安全带固定点 02-06 GB 14167-200621 外部凸出物 02-07 GB 11566-199522 轿车内部凸出物 02-08 GB 11552-200923 护轮板 02-10 GB 7063-201124 玻璃 02-12GB 9656-2003CNCA-04C-028:2009部件认证25 前后端防护装置 02-13 GB 17354-199826 转向机构对驾驶员伤害 02-14 GB 11557-201127 正面碰撞乘员保护 02-15 GB 11551-200328 侧面碰撞乘员保护 02-16 GB 20071-200629 后碰撞燃油系统安全 02-17 GB 20072-200630 内饰件 02-18GB 8410-2006CNCA-02C-060:2005部件认证符合CQC/16流程0202.06(07.3)工厂编号:A078073 报告编号:2013-A078073-1101-F02 检查日期:2013.4.19-20 检查员:余八一,尤林华检查区域和条款抽样情况、检查项目及内容检查结果31 汽车燃油箱 02-19GB 18296-2001CNCA-02C-062:2005部件认证32轻型汽车污染物排放限值及测量方法(中国Ⅲ、Ⅳ阶段)03-01 GB 18352.3-200533 汽车用发动机净功率 03-02 GB/T 17692-199934 无线电骚扰特性 03-06 GB 14023-201135 燃料消耗量 03-07 GB/T 19233-200836 照明及信号装置安装 04-01 GB 4785-200737 前照灯光束照射位置及发光强度 04-02-01 GB 7258-201238 灯丝、灯泡前照灯 04-02-02GB 4599-2007CNCA-02C-058:2005部件认证39 转向信号灯 04-03GB 17509-2008CNCA-02C-058:2005部件认证40 位置灯、示廓灯、制动灯 04-04GB 5920-2008CNCA-02C-058:2005部件认证41 倒车灯 04-05GB 15235-2007CNCA-02C-058:2005部件认证42 前雾灯 04-06GB 4660-2007CNCA-02C-058:2005部件认证43 后雾灯 04-07GB 11554-2008CNCA-02C-058:2005部件认证44 后牌照灯 04-09GB 18408-2001CNCA-02C-058:2005部件认证45 回复反射器 04-11GB 11564-2008CNCA-02C-056:2005部件认证46 汽车加速行驶车外噪声 05-01 GB 1495-200247 汽车定置噪声 05-02 GB/T 14365-199348 转向装置 06-01 GB 17675-199949 制动装置结构和性能 06-02-01 GB 21670-200850 制动软管 06-03GB 16897-2010CNCA-02C-057:2005部件认证51 轮胎 06-04GB 9743-2007CNCA-03C-027:2001部件认证52 轻型汽车燃料消耗量标识 03-10 GB 22757-200853 汽车用LED前照灯 04-02-02GB 25991-2010CNCA-02C-058:2005部件认证54 乘用车顶部抗压强度—— GB 26134-201055 汽车静倾翻稳定性台架试验方法—— GB/T 14172-200956 头枕——GB 11550-2009CNCA-02C-063:2005部件认证检查区域和条款抽样情况、检查项目及内容检查结果CQC/16流程0202.06(07.3)工厂编号:A078073 报告编号:2013-A078073-1101-F02检查日期:2013.4.19-20 检查员:余八一,尤林华检查区域和条款抽样情况、检查项目及内容检查结果生产一致性审查要求中2.2 2.2.1制造商按照车型系列并对应实施规则中各项标准制定的产品必要的试验或相关检查的内容、方法、频次、偏差范围、结果分析、记录及保存的文件化的规定。
玩具制造公司产品管理表格汇总(模板)
不合格品处理单TJ-JL-1原辅材料入库检验单惯性/电动玩具成品入库检验表原辅材料入库检验单原辅材料入库检验单原辅材料入库检验单原辅材料入库检验单产品一致性检查记录不合格品返修记录表TJ-JL-5填表人:质量负责人:日期:日期:装配车间工序检验记录单1.尺寸位置2. 螺丝3. 零件错装4. 零件漏装5. 粘纸翘角错位质量记录清单编制:批准:原辅材料入库检验单检验项目:1.外观2. 贴纸刀口3. 粘度4. 材料5. 印刷原辅材料入库检验单受控文件一览表TJ-JL-8文件收发记录表TJ-JL-9编制:批准:15文件更改申请单TJ-JL-10 N0:外来文件一览表17文件销毁记录表TJ-JL-12原辅材料入库检验单设备申购单设备台帐TJ-JL-13-2 N0:21设备验收单设备年度保养计划TJ-JL-13-4编制:批准:日期:23设备维护保养记录表TJ- JL-13-5年度培训计划表TJ-JL-14编制人/日期:批准人/日期:培训记录表TJ-JL-14-1记录人:内审日程安排计划编制人:批准人:日期:内审实施计划TJ-JL-16一、审核目的:为检查本公司的质量体系是否符合强制性产品认证工厂质量保证能力的规定要求且有效运行;检查公司产品是否符合有关国家标准要求和产品的关键零部件及结构是否符合型式试验送试样机的要求;检查客户对本公司产品质量及服务的反馈。
特进行本次内部质量审核。
二、审核范围:工厂质量保证能力要求及公司程序文件涉及的有关职能部门及产品一致性。
三、审核依据:1.强制性产品认证及工厂质量保证能力。
2.程序文件及其他有关文件。
四、审核组成员审核组长:审核员:五、审核时间六、审核报告发布日期及范围:审核报告将于年月发布。
发放范围:公司经理、各部门负责人及审核组成员。
七、审核日程安排八、编制不合格报告九、编制内部质量审核报告。
不合格报告内审报告(可另附纸叙述)内审检查表拉力测试记录检测设备台帐TJ-JL-21检测设备周期检定计划表审批: 日期: 编制:日期:原辅材料入库检验单关键工序检验记录单1. 不触及边缘尖端2. 可卸元件不可卸元件3. 产品外观整洁度4. 机械动作合格供应商名录编制:批准:日期:日期供应商业绩评定表供应商业绩评定表注塑车间工序检验记录单首件产品鉴定记录单工贸有限公司注塑工艺卡模具领用记录单质量记录清单编制:批准:原辅材料入库检验单批次管理统计表制表人:日期:客户档案顾客意见反馈处理表。
3C认证产品一致性控制程序
3C认证产品一致性控制程序1.目的保证通过3C(CQC)认证的电池产品在批量生产时与型式试验合格样品(送CQC测试的样品,含制作样品的关键元件材料)的一致性,以使认证产品持续符合规定的要求。
2.范围本程序规定了为了保证通过3C(CQC)认证的电池产品的一致性,所需要控制的内容和控制办法。
3.职责3.1工程部:3.1.1在产品开发时,编制“关键元件材料清单”,上面注明供应商名称、型号、CQC证书要求。
3.1.2制作送CQC样品时,注意核对认证产品的铭牌、标记、结构与型式实验报告、申请内容一致。
3.1.3如有变更的,再次核对认证产品的铭牌、标记、结构。
3.1.4编制作业过程文件时,也要注意BOM、关键元件材料清单、生产工艺文件、品质检验文件的前后内容一致性。
3.2采购:3.2.1依照“关键元件材料清单”规定的供应商进行采购作业。
3.2.2定期核实“关键元件材料清单”上的供应商的资历(是否有CQC证书等)。
3.3品质部:3.3.1进料阶段:负责核实交货供应商的“关键元件材料清单”资历;核对原材料型号规格、标志、铭牌以及包装标志等。
3.3.2制程阶段:在首件、制程中核实产品的铭牌、标记、结构等,依照BOM表核实关键元件。
3.3.3成品例行确认阶段:负责确定认证产品的铭牌、标记、结构等,确保符合认证规定的要求。
3.4生产部:3.5.1依照BOM要求领取物料,物料员和IPQC在上线时核对。
3.5.2依照SOP排线,按确定的产品结构组织批量生产4.一致性的含义4.1产品的名称、型号、规格的一致性:对照产品型式检验(试验)报告、或首件产品鉴定单、产品描述、产品图样和设计文件等逐一核对、检查产品的铭牌、标记、外包装印刷、说明书等所描述的产品名称、型号、规格等内容是否一致。
4.2产品的特性的一致性:核查产品结构,初步判定与产品型式检验(试验)报告、产品标准、产品图样和设计文件等描述的型式检验合格样品特性的一致性。
对抽查的样品进行指定试验。
生产一致性自查报告
生产一致性自查情况汇报材料XXXXXX2011年07月为认真贯彻落实《工业和信息化部、公安部关于进一步加强道路机动车辆生产企业及产品公告管理和注册登记工作的通知》、《国家发改委、公安部关于进一步加强机动车整车出厂合格证管理的通知》、《国家发改委关于贯彻落实“五整顿”“三加强”工作措施意见,进一步加强车辆生产企业及产品公告管理的通知》等文件精神,进一步加强我公司产品生产一致性及整车出厂合格证管理工作,根据省工业和信息化厅《关于对全省汽车生产(改装)企业生产一致性检查的通知》中的自查要求内容逐项进行了检查,现将自查情况汇报如下:一、基本情况:1、XXXXXX拥有轻型车事业部和专用车事业部两个厂区,轻型车事业部占地面积100余亩,建筑面积70000平方米,在册职工120余名。
拥有各类生产检测设备260余套,其中汽车链式平台装配线一条,涂装线一条,焊装线一条,现代化检测线一条,全厂实行ERP系统管理。
2、专用车事业部占地面积400余亩,建筑面积40000平方米,在册职工420余名,其中具有中、高级职称的工程技术人员和管理人80余名。
主要从事重型专用汽车生产改装,生产自卸车、混凝土搅拌运输车等系列产品。
年生产能力5000台。
公司拥有先进的数控坐标式切割机、剪板折弯设备和焊接设备,导轨专用车床、数控卷板机、罐体焊接中心、封头切割机,纵剪分条横切机组、双机联动数控折弯机、液压闸式剪板机,总装流水线一条、喷砂——喷漆——烤漆线一条、开卷校平流水线一条以及相匹配的辅助设备和先进的检测设备达400台(套)。
3、我公司建立了完善的质量管理体系,通过ISO9001质量体系认证,以《质量手册》为指导文件,质量体系过程清晰、结构合理,程序文件充分适宜。
4、随着国家相关部门对机动车产品质量和生产一致性管理的加强,为切实保障汽车产品强制性认证的有效实施,我公司依据工业和信息化部制定的《车辆生产企业及产品生产一致性监督管理办法》(工产业〔2010〕第109号),和国家认证认可监督管理委员会制定的《机动车辆类(汽车产品)强制性认证实施规则》(CNCA-02C-023-2008),统一编制了《生产一致性控制计划》(TMAC-JBYZX001、TMAC-QKYZX001、TMAC-QHYZX001),并上报中国质量认证中心审核、批准。
CQC认证-内审检查表(附记录)
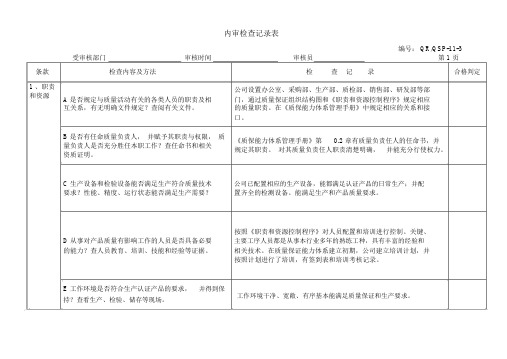
内审检查记录表编号: QR/QSP-11-3受审核部门审核时间审核员第 1 页条款检查内容及方法检查记录合格判定1 、职责公司设置办公室、采购部、生产部、质检部、销售部、研发部等部和资源A 是否规定与质量活动有关的各类人员的职责及相门,通过质量保证组织结构图和《职责和资源控制程序》规定相应互关系,有无明确文件规定?查阅有关文件。
的质量职责。
在《质保能力体系管理手册》中规定相应的关系和接口。
B 是否有任命质量负责人,并赋予其职责与权限,质《质保能力体系管理手册》第0.2章有质量负责任人的任命书,并量负责人是否充分胜任本职工作?查任命书和相关规定其职责。
对其质量负责任人职责清楚明确,并能充分行使权力。
资质证明。
C 生产设备和检验设备能否满足生产符合质量技术公司已配置相应的生产设备,能都满足认证产品的日常生产;并配要求?性能、精度、运行状态能否满足生产需要?置齐全的检测设备。
能满足生产和产品质量要求。
按照《职责和资源控制程序》对人员配置和培训进行控制。
关键、D 从事对产品质量有影响工作的人员是否具备必要主要工序人员都是从事本行业多年的熟练工种,具有丰富的经验和的能力?查人员教育、培训、技能和经验等证据。
相关技术。
在质量保证能力体系建立初期,公司建立培训计划,并按照计划进行了培训,有签到表和培训考核记录。
E 工作环境是否符合生产认证产品的要求,并得到保工作环境干净、宽敞、有序基本能满足质量保证和生产要求。
持?查看生产、检验、储存等现场。
序号内审检查记录表编号: QR/QSP-11-3受审核部门审核时间审核员第2页检查内容及方法检查记录合格判定2、文件和记录A工厂是否建立、保持文件化的认证产品的质量计划或类似文件?B质量计划或类似文件是否包括了产品设计标准或规范?是否包括了认证产品生产、检验、包装、搬运等全过程控制?C查是否建立认证标志控制文件,对认证标志使用进行控制?查文件和认证标志使用台帐。
D文件发布前和更改后是否已经授权人批准?E文件状态是否得到识别?识别方法;在使用处是否可以获得相应文件的有效版本?F是否建立记录控制程序?查阅文件和查看记录的标识、贮存、保护、检索、保存期限和处置是否得到控制?公司按照《工厂质量保证能力要求》建立《质保能力体系管理手册》规定认证产品质量保证各项要求。
《生产一致性自查报告》

《生产一致性自查报告》报材料xx年07月1/7汇为认真贯彻落实《工业和信息化部、公安部关于进一步加强道路机动车辆生产企业及产品公告管理和注册登记工作的通知》、《国家发改委、公安部关于进一步加强机动车整车出厂合格证管理的通知》、《国家发改委关于贯彻落实“五整顿”“三加强”工作措施意见,进一步加强车辆生产企业及产品公告管理的通知》等文件精神,进一步加强我公司产品生产一致性及整车出厂合格证管理工作,根据省工业和信息化厅《关于对全省汽车生产(改装)企业生产一致性检查的通知》中的自查要求内容逐项进行了检查,现将自查情况汇报如下:一、基本情况1、xx拥有轻型车事业部和专用车事业部两个厂区,轻型车事业部占地面积100余亩,建筑面积70000平方米,在册职工120余名。
拥有各类生产检测设备260余套,其中汽车链式平台装配线一条,涂装线一条,焊装线一条,现代化检测线一条,全厂实行erp系统管理。
2、专用车事业部占地面积400余亩,建筑面积40000平方米,在册职工420余名,其中具有中、高级职称的工程技术人员和管理人80余名。
主要从事重型专用汽车生产改装,生产自卸车、混凝土搅拌运输车等系列产品。
年生产能力5000台。
公司拥有先进的数控坐标式切割机、剪板折弯设备和焊接设备,导轨专用车床、数控卷板机、罐体焊接中心、封头切割机,纵剪分条横切机组、双机联动数控折弯机、液压闸式剪板机,总装流水线一条、喷砂——喷漆——烤漆线一条、开卷校平流水线一条以及相匹配的辅助设备和先进的检测设备达400台(套)。
3、我公司建立了完善的质量管理体系,通过iso9001质量体系认证,以《质量手册》为指导文件,质量体系过程清晰、结构合理,程序文件充分适宜。
4、随着国家相关部门对机动车产品质量和生产一致性管理的加强,为切实保障汽车产品强制性认证的有效实施,我公司依据工业和信息化部制定的《车辆生产企业及产品生产一致性监督管理办法》(工产业〔xx〕第109号),和国家认证认可监督管理委员会制定的《机动车辆类(汽车产品)强制性认证实施规则》(cnca-02c-023-xx),统一编制了《生产一致性控制计划》(tmac-jbyzx001、tmac-qkyzx001、tmac-qhyzx001),并上报中国质量认证中心审核、批准。
产品认证一致性管理规定
认证产品特性的一致性。
检查产品的结构,初步判定与产品型式试验报告,认证产品标准,产品图样和设计文件等描述的型式试验合格样品特性的一致性。对抽查的样品进行试验,以判定产品一致性的效果
备注:每批产品在批量生产前,检查确认产品与型式试验产品是否一致。(即首件检查)
检查人: 确认:编号:DC-00-23 A/0
核 准
确 认
作 成
部 门
ISO小组
料包装上贴上《不合格标签》,退货时由仓管员通知采购与供应商沟通,仓管开出退货单进行退货。
5.4.4.25.4.4.2采购人员应重新采购或立即联络供方进行相应对策,与认证不一致元器件作退货处理。
5.5过程检验:
J!Z(?9L*5.5.1首检检验
5.5.2.2操作员收到上道工序转来的合格品,按工艺文件要求进行确认,合格后转入本道工序生产,不合格则退回上道工序人员分选或返工返修。
5.5.3巡检:
5.55.5.3.1IPQC应不断巡检装配作业现场,对照认证产品一致性要求,对作业现场关键元器件,产品结构、
功能的符合性,各工位装配准确性等进行检查验证,并将相应的检测结果记录于《巡检记录表》。
7.1《认证产品规格清单》
C xa
I4||m-质量-SPC ,six sigma,TS16949,MSA,FMEA7.2《认证产品零部件材料清单》
7.3《检测标识管制程序》
'Lq@h4Pv|^ 7.4《量规仪器校正与管理程序》
7.5《不合格品控制程序》
3~X9|"\)}uo8[+wV9\]-质量-SPC ,six sigma,TS16949,MSA,FMEA7.6《纠正、预防与持续改进管理程序》
东莞唯佳电子有限公司
3C产品一致性检查记录表
成 产品的特性的一致性:核查产品结构,初步判定
品 与产品型式检验(试验)报告、产品标准、产品
结 图样和设计文件等描述的型式检验合格样品特性
构 的一致性。对抽查的样品进行指定试验。以判定
检 查
认证产品一致性控制的效果。指定试验的项目由 内审人员指定,一般是法律法规中规定的确认检 验项目。
其他项目的检查:年龄标识、使用说明、包装要 求、警告语。(工厂文件更改是否会导致认证产 品不符合认证标准的要求。这些信息应予关注, 作进一步检查。)
NO:
不符合原因 检查地点
关键件名称名称 关 键 元 件 材 料 检 查
型号
供应商 名称
CQC证书情况核实
有
无
与型式报告对比 检查地点
一致 不一致
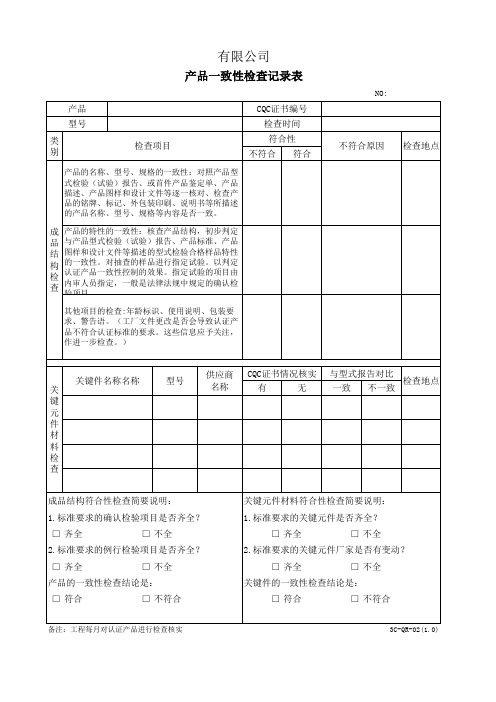
成品结构符合性检查简要说明:
1.标准要求的确认检验项目是否齐全?Fra bibliotek□ 齐全
□ 不全
2.标准要求的例行检验项目是否齐全?
□ 齐全
□ 不全
产品的一致性检查结论是:
□ 符合
□ 不符合
关键元件材料符合性检查简要说明:
1.标准要求的关键元件是否齐全?
□ 齐全
□ 不全
2.标准要求的关键元件厂家是否有变动?
□ 齐全
□ 不全
关键件的一致性检查结论是:
□ 符合
□ 不符合
备注:工程每月对认证产品进行检查核实
3C-QR-02(1.0)
有限公司
产品一致性检查记录表
产品 型号
类 别
检查项目
CQC证书编号 检查时间 符合性
不符合 符合
产品的名称、型号、规格的一致性:对照产品型 式检验(试验)报告、或首件产品鉴定单、产品 描述、产品图样和设计文件等逐一核对、检查产 品的铭牌、标记、外包装印刷、说明书等所描述 的产品名称、型号、规格等内容是否一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a)
绝缘支撑件的间距
a)
电气间隙和爬电距离
不小于型式试验报告描述
a)
防护等级
与型式试验样品(或CCC证书)一致
11
关键件/材料
a)
电器元件
生产厂、型号应与产品描述一致
a)
绝缘导线
1)生产厂、型号/规格、布置应与产品描述一致
2)规格尺寸应不小于产品描述
a)
母排
a)
母线框
生产厂、型号/规格、应与试验报告一致
产品一致性检查记录
L122-01
产品型号
产品名称
出厂编号:
序号
项目
项号
检查内
一致性要求
结果判定
1ቤተ መጻሕፍቲ ባይዱ
产品标识
a)
产品铭牌
产品名称、型号、规格、执行标准等,应与型式试验报告/认证证书相符
a)
产品说明书
a)
产品包装箱
a)
产品警示警告标识
5
安全结构
a)
外形尺寸
应与型式试验报告描述一致
a)
功能单元的连接方式
a)
a)
母线夹板
a)
主电路用接插件
a)
绝缘子、
检查纪要:
检查结论:检查员:年月日