外发产品控制流程
工厂外发验货管理制度

第一章总则第一条为加强我厂对外发产品的质量控制,确保产品质量符合国家相关标准和客户要求,特制定本制度。
第二条本制度适用于我厂所有外发产品的验货工作。
第三条本制度旨在规范外发验货流程,明确各部门职责,提高验货效率,降低不良品风险。
第二章组织机构与职责第四条成立外发验货管理小组,负责制定、实施、监督和改进外发验货管理制度。
第五条外发验货管理小组组成人员:1. 小组长:负责全面领导外发验货管理工作。
2. 成员:负责具体执行验货任务,协助组长进行管理工作。
第六条各部门职责:1. 生产部门:负责生产过程的监控,确保产品符合外发标准。
2. 质量管理部门:负责制定外发验货标准,监督验货过程,对验货结果进行评估。
3. 采购部门:负责与供应商沟通,确保供应商产品质量。
4. 物流部门:负责产品的运输,确保产品在运输过程中的安全。
第三章验货流程第七条外发验货流程:1. 生产部门在生产完毕后,将产品送至仓库。
2. 质量管理部门根据产品特性,制定验货标准。
3. 仓库对产品进行初步检查,确认产品符合外发标准。
4. 质量管理部门组织验货人员对产品进行详细检验。
5. 验货人员根据验货标准,对产品进行外观、尺寸、性能等方面的检验。
6. 验货人员将验货结果填写在验货记录表上,并将记录表交予质量管理部门。
7. 质量管理部门对验货结果进行审核,对不合格产品进行标识,并通知生产部门进行整改。
8. 整改完毕后,再次进行验货,直至产品合格。
9. 合格产品由物流部门负责运输。
第四章验货标准第八条验货标准应包括以下内容:1. 产品外观:无破损、变形、锈蚀等现象。
2. 产品尺寸:符合设计要求。
3. 产品性能:符合国家标准或客户要求。
4. 产品包装:完好无损,标识清晰。
第五章验货记录第九条验货记录应包括以下内容:1. 产品名称、规格、型号。
2. 验货日期、时间。
3. 验货人员姓名。
4. 验货结果(合格/不合格)。
5. 不合格产品处理意见。
第十条验货记录应妥善保存,以备查询。
产品的监视和测量控制流程
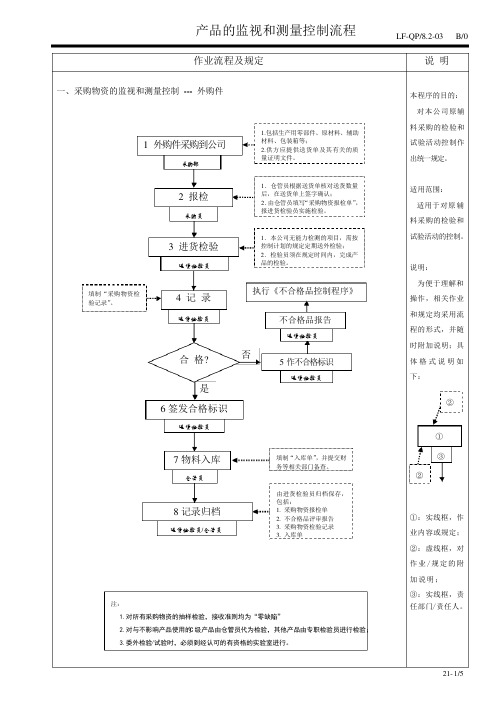
一、采购物资的监视和测量控制 --- 外购件本程序的目的: 对本公司原辅料采购的检验和试验活动控制作出统一规定。
适用范围: 适用于对原辅料采购的检验和试验活动的控制。
说明: 为便于理解和操作,相关作业和规定均采用流程的形式,并随时附加说明;具体格式说明如下:①:实线框,作业内容或规定; ②:虚线框,对作业/规定的附加说明; ③:实线框,责任部门/责任人。
是 进货检验员 进货检验员否 执行《不合格品控制程序》 合 格? 4 记 录 进货检验员 6签发合格标识仓管员7物料入库进货检验员5作不合格标识 采购部1 外购件采购到公司 1.包括生产用零部件、原材料、辅助材料、包装箱等; 2.供方应提供送货单及其有关的质量证明文件。
3 进货检验 注:1.对所有采购物资的抽样检验,接收准则均为“零缺陷”;2.对与不影响产品使用的C 级产品由仓管员代为检验,其他产品由专职检验员进行检验;3.委外检验/试验时,必须到经认可的有资格的实验室进行。
采购员2 报检 1.仓管员根据送货单核对送货数量后,在送货单上签字确认; 2.由仓管员填写“采购物资报检单”,报进货检验员实施检验。
进货检验员/仓管员8记录归档由进货检验员归档保存,包括:1. 采购物资报检单2. 不合格品评审报告3. 采购物资检验记录 3. 入库单1.本公司无能力检测的项目,需按控制计划的规定定期送外检验; 2.检验员须在规定时间内,完成产品的检验。
③ ① ②②填制“采购物资检验记录”。
进货检验员 不合格品报告填制“入库单”,并提交财务等相关部门备查。
一、采购物资的监视和测量控制 --- 外加工件(外包工序)本程序的目的:对本公司外加工产品的检验和试验活动作出统一的控制规定。
适用范围: 适用于外加工产品的检验和试验活动的控制。
说明:为便于理解和操作,相关作业和规定均采用流程的形式,并随时附加说明;具体格式说明如下:①:实线框,作业内容或规定; ②:虚线框,对作业/规定的附加说明; ③:实线框,责任部门/责任人。
外部提供过程、产品和服务控制程序(含表格)
外部提供过程、产品和服务控制程序(ISO9001-2015)1.0目的本程序旨在规范外部供方的选择和资格认可过程,并对外部供方的供应绩效进行有效管理。
旨在为公司运作和生产过程提供适时、适价、适质、适量的过程、产品和服务。
2.0范围本程序适用于选择、评估和管理外部供方;外部提供过程、产品和服务外部供方、协力厂商和分包商,以满足公司的产品质量要求和客户要求。
客户指定的供方同样适用本程序,并应评估报告客户。
适用于公司所有过程、产品和服务的提供过程的管理。
3.0职责3.1总经理负责审批《月份物料需求计划》、《物料采购申请单(P/R)》和请示书、审批《采购单(P/O)》(采购合同)和确认供方的物料报价单及外部供方的提供的过程、产品和服务的价格审议与签署。
3.2采购3.2.1负责获取、分析及市场有关的信息和调查潜在的外部供方有关的基本信息;3.2.2负责组织和协调相关部门对外部供方进行评估和选择的过程;3.2.3负责编制和更新《合格外部供方一览表》;3.2.4负责组织对外部供方的供应绩效进行定期的评估、分析、管理;3.2.5负责统计生产物料和流程物料月度生产耗用量和监控需求物料的库存数量;3.2.6负责根据上月耗用量、库存数量和安全库存量预评估下月生产用量,编制《月份物料需求计划》;3.2.7负责根据生产所需的及时物料和特殊规格物料的及时需求,提出采购申请(P/R);3.2.8负责跟进外部供方交付状况。
3.3品质部3.3.1负责协助外部供方的评估和选择,进行必要的监视与测量并反馈测试结果,3.3.2负责确定并组织对外部供方的质量管理系统和外部供方现场进行审核;3.3.3负责监控和管理外部供方的供应质量绩效。
3.4采购3.4.1负责获取、分析外部供方市场有关的信息和调查潜在外部供方有关的基本信息;3.4.2负责组织和协调相关部门对外部供方进行评估和选择的过程;3.4.3负责编制和更新《合格外部供方一览表》;3.4.4负责组织对外部供方的供应绩效进行定期的评估、分析、管理;3.4.5负责各部门需求采购和采购过程的管理,确保外部供方准时提供符合的产品、过程及服务。
HVQPB产品外发加工控制程序

当外包供应商加工的样品经工程部确认合格后,物控部按《供应商管理控制程序》进行 对加工供应商的考核。合格后纳入合格供应商后,方可对该供应商进行外发加工作 业。对加工供应商的管理,按供应商管理程序要求进行。
有害物质减免要求 工程部工程师在产品外发加工设计开发时应充分考虑我公司及客户 HSF 等的要求,并 在工程图纸、资料、要求中注明。 加工供应商接到我公司图纸、资料时首先应考虑给提供给我公司的加工服务附加物 料、加工过程控制能否满足 HSF 等要求,必要时送加工后产品的第三方检测合 格报告。以保证提供我公司的物料满足 HSF 等要求。 当外包加工供应商样品确认后需按要求提供《供应商符合性声明》并与我公司签订《不 含禁用物质保证书》等相关的 HSF 文件,来保证以后提供的物料符合 HSF 要求。
收料 仓管员核对外包供应商加工数量后在外包加工厂商的《送货单》上签收数量,通知质量 部检验。 质量部 IQC 检验员按《来料检验规范》和有害物质检测工作指引要求进行检验,合格入 库;当有不合格品时按《不合格品控制程序》执行。 检验合格后,仓管员办理入库同时可通知生产领料加工。
变更管理
产品图纸资料的收、发及变更管理 由工程部工艺工程师负责将产品相关的图纸和资料以电子邮件的形式发送给相关的 供应商,供应商收到电邮后确认后回复我公司工艺工程师,工艺工程师也应 以电话或电邮形式追问供应商是否收到。 工艺工程师在电脑中建立一个将产品图纸、资料发送给供应商《外发资料目录清单》, 以便查阅供应商所得到资料的最新情况。同时告之物控部采购并要求采购在 《外发资料目录清单》上签字。 当产品的图纸和资料有设计或工艺变更时,工艺工程师应及时将最新版本的图纸和资 料发送给相应供应商,以便供应商能提供最新更改的材料。同时工艺工程师对 目录清单进行更改。 当供应商收到最新版次的图纸、资料时,之前收到的图纸、资料自动作废。供应商也 应对我公司的图纸、资料做一个目录清单以便能更好管理。
外协加工控制程序

1.目的确保外发、来料加工的产品顺利进行,控制产品质量和成本及准时交货。
2.适用范围:适用于本公司的产品外发、来料加工的管理。
3.职责:3.1计划部负责外发加工产品的进度跟踪、相关信息的反馈和来料加工的接收、交付和组织相关部门与供方、顾客签订加工协议(含质量要求、交货期限、加工费用等)。
3.2品质部负责除钻孔外的外发、来料加工的产品检验和质量控制,及质量的统计。
3.3 钻孔工序负责对外发钻孔的产品检验和质量控制。
3.4工程部负责外发工程制作的产品资料的检查,并统计质量。
4.程序流程描述4.1外发加工4.1.1外发加工流程:合格4.1.2产品生产外发加工程序4.1.2.1外发加工由提出发外加工部门填写《外发加工申请表》经计划部调度审核,同时在该外发加工品制作记录中(《制造说明》等)注明外发加工,外发加工品和相关制作资料一起交计划部。
4.1.2.2计划部接到《外发加工申请表》、外发加工品和相关制作资料后须及时与已评估合格的供方取得联系,将预计完成加工时间反馈给外发加工部门,并在《外发加工记录表》上记录相关信息,填写《外发加工送货单》,将外发加工品及制作资料(《制造说明》不得外发)交于供方并要求其签收。
4.1.2.3外发加工品回厂后,计划部核对服务分供方的送货单数量和回厂加工品数量及本公司开出的《外发加工送货单》数量,如有差异则查明原因注明在《外发加工送货单》的财务联上,将产品送外发工序,外发工序进行必要的自检后,送下工序(不经品质部检验的产品)或交检验工序对加工品质量进行检验。
4.1.2.4检验按《产品监视和测量控制程序》、《外协加工抽样检测规范》进行检验并做好记录,产品交下工序生产。
4.1.2.5品质部每月按不同供方统计外发加工品的质量并交计划部。
计划部每月将外发加工品质量统计表、《外发加工申请表》、《外发加工送货单》、供方的送货单交财务部按合作协议核算费用。
4.1.3工程文件外发制作,由工程部负责联系加工方,并整理资料(外发资料中不得包含顾客信息),通过FTP传达加工方,加工方按照我司提供的加工要求完成文件制作,同样通过FTP返回,工程部QA组对其进行质量检查,并记录质量情况,交文员下线和质量统计。
pcb外发全流程管理办法

pcb外发全流程管理办法英文回答:PCB Outsourcing Full-Process Management Procedure.Introduction.Printed circuit boards (PCBs) are essential components of electronic devices, providing electrical connectivity and support for electronic components. Outsourcing PCB manufacturing can offer various benefits, including cost savings, access to specialized equipment, and improved production efficiency. However, effective management of the outsourcing process is crucial to ensure quality, timely delivery, and cost control. This procedure outlines the comprehensive steps involved in PCB outsourcing full-process management.Step 1: Request for Quotation (RFQ)。
Define PCB specifications, including materials, dimensions, layer count, and surface finish.Request quotations from multiple qualified PCB manufacturers.Evaluate quotes based on price, lead time, quality certifications, and track record.Step 2: Vendor Selection.Conduct due diligence on potential vendors, including site visits and reference checks.Verify vendor's capabilities, equipment, and quality control measures.Establish clear communication channels and project timelines.Step 3: Prototype Development.Collaborate with the selected vendor to develop a prototype PCB.Test the prototype for functionality, performance, and fit.Make necessary adjustments and revisions based on prototype evaluation.Step 4: Production Order.Place production order based on approved prototype and negotiated terms.Establish clear production schedules and delivery dates.Monitor production progress regularly through vendor communication.Step 5: Quality Control.Conduct rigorous incoming inspection of PCBs to ensure compliance with specifications.Implement statistical process control (SPC) to monitor and maintain quality standards.Establish clear acceptance criteria and reject criteria.Step 6: Delivery and Acceptance.Verify that PCB delivery meets specifications, quantity, and timelines.Inspect PCBs for any damage or defects upon receipt.Accept PCBs only after thorough inspection and confirmation of conformance.Step 7: Post-Delivery Support.Provide technical support to the PCB manufacturer ifany issues arise post-delivery.Track and manage warranty claims to ensure customer satisfaction.Evaluate vendor performance and identify areas for improvement.Step 8: Continuous Improvement.Regularly review the outsourcing process and identify opportunities for optimization.Seek feedback from vendors and customers to improve communication, efficiency, and quality.Implement process improvements to streamline operations and enhance overall effectiveness.Conclusion.Effective management of the PCB outsourcing full-process is essential to achieve cost savings, ensure quality, and optimize delivery timelines. By following the steps outlined in this procedure, organizations can effectively outsource PCB manufacturing while maintaining control over the process and meeting their production requirements.中文回答:PCB外发全流程管理办法。
IATF16949外包加工管理程序(含乌龟图)
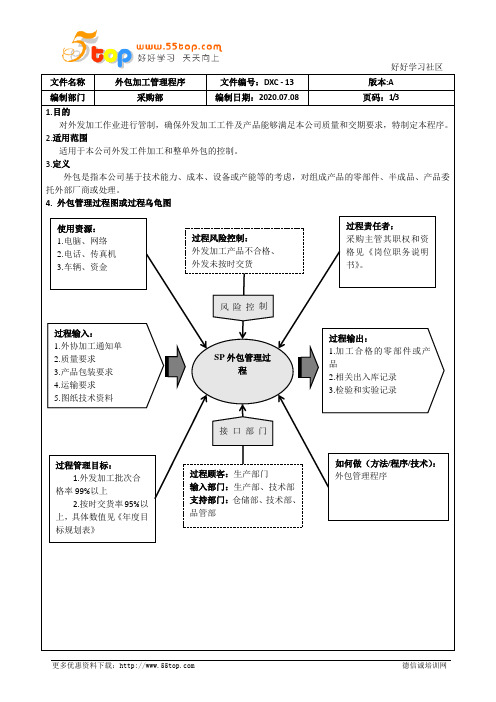
文件名称 外包加工管理程序文件编号:DXC - 13 版本:A 编制部门采购部编制日期:2020.07.08页码:1/31.目的对外发加工作业进行管制,确保外发加工工件及产品能够满足本公司质量和交期要求,特制定本程序。
2.适用范围适用于本公司外发工件加工和整单外包的控制。
3.定义外包是指本公司基于技术能力、成本、设备或产能等的考虑,对组成产品的零部件、半成品、产品委托外部厂商或处理。
4. 外包管理过程图或过程乌龟图如何做(方法/程序/技术): 外包管理程序过程责任者: 采购主管其职权和资格见《岗位职务说明书》。
使用资源:1.电脑、网络2.电话、传真机3.车辆、资金过程风险控制: 外发加工产品不合格、 外发未按时交货 过程输入:1.外协加工通知单2.质量要求3.产品包装要求4.运输要求5.图纸技术资料过程输出:1.加工合格的零部件或产品2.相关出入库记录3.检验和实验记录过程顾客:生产部门输入部门:生产部、技术部 支持部门:仓储部、技术部、品管部过程管理目标:1.外发加工批次合格率99%以上2.按时交货率95%以上,具体数值见《年度目标规划表》门部口接SP 外包管理过程制控险风文件名称外包加工管理程序文件编号:DXC - 13 版本:A 编制部门采购部编制日期:2020.07.08 页码:2/3序号外包管理作业流程权责部门/人作业要求参考文件/使用表单5.1 生产部技术部5.1.1生产工序外发由生产部依据《生产通知单》、工艺文件要求及生产能力提出工序外发加工要求,并填写《外发加工通知单》。
5.1.2整单外发由技术部提供《生产通知单》并注明是整单外发。
《生产通知单》《外发加工通知单》5.2PMC仓管员采购5.2.1PMC将外发产品及《外发加工通知单》交仓管点收签字确认。
5.2.2PMC将《外发加工通知单》及外发所需图纸交采购确认要求及交期。
《外发加工通知单》5.3 采购5.3.1采购接到《外发加工通知单》根据《合格供应商名录》选择相应的外发加工商。
5 外发加工流程动作控制卡

外发加工流程动作控制卡生效日期 2019-5-20页 次 第1页/共2页作业流程项 动作控制要点(外发烤漆拉弯)标准 1.定义:烤漆、拉弯的加工列为外发加工的管理范畴,批量交外加工商加工的产品需确认是否与加工商签定合作协议或合同,否则交采购部处理(未签协议或合同的外加工需经副总同意后再执行); 2.外协仓管:根据需拉弯产品作业单在下单后1个工作日内(从接到作业单开始算),转换成《拉弯跟踪表》;针对烤漆作业单,2小时内进行编号(如AMD18),根据需烤漆产品作业单在下单后1个工作日内(从接到作业单开始算),转换为电脑《烤漆表》(加急单在表上注明),和更新烤漆订单需求信息(含平方数)登记到《烤漆跟踪表》中; 3.生产车间:车间负责将已切料的拉弯型材按订单批次分好(用保护膜捆好分开),同时附上拉弯切料单,本动作需在切料组下线1个工作日内送齐到发外加工区域(型材仓库进门左手边)并在作业单交接数量并签名确认; 4.生产车间:各组加工时,烤漆单材料按订单进行全部划线、批次分好(订单颜色不一样的用保护膜捆好分开)并标识编号和数量,同时附上本组作业单,且在切料组下线3个工作日内送齐到发外加工区域(型材仓库进门左手边)并由车间文员在《烤漆表》交接数量并签名确认; 5.外协仓管:负责检查车间送来的待拉弯材料和烤漆料有无缺少,划线是否正确(对于划线异常的与车间文员沟通,车间文员4小时内处理完成)并在一个工作日内(200支料以内的一个工作日,其它推算)整理好材料准备安排车辆送出,超出规定时间厂内未处理好的向上级汇报处理,供应商提货或我厂送货时由仓管员打印《烤漆表》二份,供应商一份,仓管员保存一份回签存底;6.外协仓管:负责安排烤漆材料的外发工作;我公司派车送加工材料到供方处的,外协专员持单到供方处当场交接数量,供应商来我司拿走的由外协仓管点数上车;8.外协仓管:负责加工材料的产中和出货跟进工作,产中跟进为交货期到一半时的跟进、出货跟进为快到交货期前1-2天的跟进(交货期≤8天的,取1天;大于8天的,取2天);并将跟踪信息登记到《型材烤漆/拉弯进度跟踪表》中;9.外协仓管:到货后,对加工产品核对数量(烤漆的先以外包装标签标识数量相加,并进行第一次核对数量);到货后1小时内将到货单上信息输入到《烤漆/拉弯跟踪表》;10.外协仓管:在整理好外发产品后10分钟内通知品检员(报检);再将到货(含返工,补料等材料到货)信息输入到《烤漆/拉弯跟踪表》(有欠料的在对应的位置写上欠料信息),并截图到QQ 群,再由计划员和外协仓管一同将作业单附放到相应颜色材料上,(拉弯的在到货后4h 内完成交接,烤漆在贴完膜后4h 内完成交接,仓管员负责拆包时核对外标签与内的实数是否正确,即第二次核对数量,并对整批烤漆质量的全检、贴膜),如有在标准上的疑问,仓管员在5分钟内通知品质部;品质部在接到通知后10分钟内到现场确认,并回复处理方式);11.品检员:接到报检通知后15分钟内到现场(有特殊情形特殊处理,但是当天下午16:30前通知的,当天必须到场),负责对烤漆型材进行色板核对,对整批烤漆材料进行抽检;12.外协仓管和生产车间的交接:外协仓管将确认合格的外加工产品与生产车间文员进行现场交接数量(特殊情形存在少数量的,外协仓管必须在单上注明),并签名确认;13.对于来料不良时,外协仓管在交接单上注明返工原因及数量,由外协专员在30分钟内通知外发加工商无偿返修并通报采购经理; 车间加工品质异常处理 外发加工品接收与厂内交接 外加工合作协议的签定加工需求提出外加工进度跟踪 外加工产品回厂与检验 外加工费月结报账厂内交接/外发外发加工流程动作控制卡生效日期2019-5-20页次第1页/共2页14.车间发现烤漆材料木纹不良或烤漆不良返工,补料等情况由生产车间与PMC部进行在型材仓的办公桌右上角处挂的“烤漆返工交接表”中进行签字交接,交接时需双方人员在场,PMC部交接完后将返工信息在20分钟内发布到公司QQ群里面;15.外协专员每月6号前做好上个月的《月结交货明细对帐单》,10号前汇总好交货资料交到财务核对。
QP-PC-002 外发加工控制程序
5.8.3加工商生产的不良品、废品、边料、废料等,属于公司财产,外发员应在外发产品时,交代加工商保管好并随同货物一起收回,加工商在《送货单》备注上需注明所退不良品、废品、边料、废料的名称及数量,仓库按送货单数据核实收货。
5.8.4外发时发出的资料袋、菲林、刀模、工艺版、样办等,在该批产品加工完成后,外发员需要求加工商备好同货物一起拉回公司保管,如果有丢失,由外发员承担相应责任。
5.9.通知品管部派驻IPQC:具体内容如下:
5.9.1.外发加工操作前,PMC部负责备齐《生产工程单》、样办及《外发加工单》交品管部,品管部根据《外发加工单》信息提前做好人员外派准备,当接到PMC外发主管通知后,15分钟内着手安排IPQC并确定派驻加工商生产现场时间。
部门
生产总监
工程部
营销部
客服部
财务部
品管部
P
M
C
部
生产一部
生产二部
设计部
采购部
人力资源部
备用
备用
发放
部门
√
√
√
√
√
√
√
√
审核状态
受控状态
(每页盖红色受控章有效)
拟定
会审
复审
终审
品管部经理
ISO专员
管理者代表
总经理
年月日
年月日
年月日
年月日
1、目的:为了规范外发加工作业、提高外发加工品质、缩短外发加工交期,特制定本程序。
文件类别
■ISO9001:2000体系文件□ISO14001:2004体系文件
全程外协
科易美/思方ERP 全程外协/外发 流程
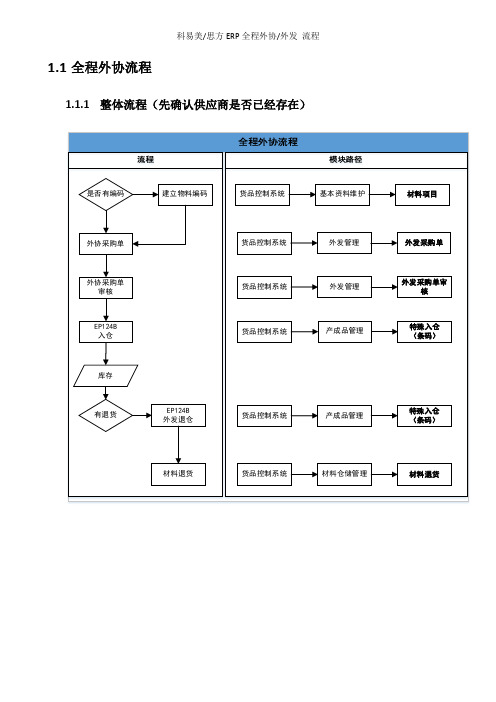
1.1 全程外协流程
1.1.1 整体流程(先确认供应商是否已经存在)
建立物料编码是否有编码外协采购单外协采购单
审核
EP124B 入仓
库存
有退货
EP124B 外发退仓
材料退货货品控制系统基本资料维护材料项目
货品控制系统外发管理外发采购单
货品控制系统外发管理
外发采购单审
核
货品控制系统产成品管理
特殊入仓(条码)
货品控制系统材料仓储管理材料退货
货品控制系统产成品管理
特殊入仓(条码)
1.1.2物料编码建立
注意扩展属性中外发单位设置
1.1.3全程外发(协)采购单
菜单路径:货品控制系统→外发管理→外发采购单
注意【外发采购单】界面下方的单选框,选择全程才能看见全程外发记录采购单。
1.在采购单管理界面,点击鼠标右键→手工新建→全程外发
2.在新窗口点击物料编码一栏的望远镜图标进行查找待外发订单。
3.
4.选择对应的订单点击确定,选择供应商,录入价格等信息。
5.保存,提交审核。
1.1.4全程外协收货
通过EP124B 特殊入仓(条码)进行入仓操作。
1.1.5全程外协退货
1.在EP124B 特殊入仓(条码)模块,选择全程外协的入仓单,点击菜单栏退仓处理—>外发退货。
将产品从成品仓转入材料仓,通过材料退货退给供应商。
2.通过【材料退货】进行退货给供应商操作,并打印退货单。
服装工厂 外发加工如何管理?(珍藏版)

真正的自由属于那些自食其力的人,并且在自己的工作中有所作为的人。
—— 罗·科林伍德绝大多数服装企业都有外发加工业务,有的外发加工业务量远远超过了企业自身的生产量。
有的企业由于外发加工管理不善,导致产品质量不合格,给企业造成了很大的经济损失。
外发加工业务的增加,对企业的质量管理提出了更高的要求。
寻找外发工厂设立统一标准根据自己所在工厂订单设立一个标准,什么样工厂只要做不到自己的标准就一定不要发,否则会害死自己。
很多加工厂的老板刚接触的时候想做你订单,他就会把自己吹的天花乱坠的,到最后越是吹的自己厉害的就越是出问题最大的。
展开剩余 84 %考察加工厂考察加工厂,这个事情无论你多忙都好,一定要去做,不要给手下的QC去做,不是说信不过,而是保险一点。
去考察工厂不能约好时间去,要突然就去,如果去了他没什么人,他们会没什么事做好多工人都放假了或是说有哪些工人家里有事回家了这些话,可以相信也可以不信,但是可以抽时间再去看看,保险为主。
不要接触炒单人员不要接触炒单人员,很多为了把订单发出去赶货期,就会接触些炒单人员,这个绝对是杜绝的,因为现在行业的利润越来越低,很多加工厂本来就不是很赚钱,再被人中间宰一下,根本就没有利润可言。
相对来说有些为了赚钱他也会降低成本去做,到时候做出来的东西就会一塌糊涂,又会闹翻。
新厂合作需谨慎对于新接触的加工厂尽量不要发大单给他做。
要求做产前样所有外发的订单一定要要求他们做产前样,如果你一开始没要求,后面就会越做越乱。
外发QC一定要控制对外发QC一定要控制,因为他们就是你的眼睛,最好每天都询问他们每天的工作,适当时候去抽查他们跟的工厂,每隔一段时间就让他们调换一下工厂。
从发单开始追货期追货期一定从他们拿单开始就追,不要等到要出货了才来追。
生产过程跟单主要是了解企业的生产进度能否满足定单的交货期,产品是否按订单生产,因此跟单员要深入企业的生产车间查验产品的质量与生产进度,发现问题要及时处理。
IATF16949外包加工管理程序(含乌龟图)
文件名称 外包加工管理程序文件编号:DXC - 13 版本:A 编制部门采购部编制日期:2020.07.08页码:1/31.目的对外发加工作业进行管制,确保外发加工工件及产品能够满足本公司质量和交期要求,特制定本程序。
2.适用范围适用于本公司外发工件加工和整单外包的控制。
3.定义外包是指本公司基于技术能力、成本、设备或产能等的考虑,对组成产品的零部件、半成品、产品委托外部厂商或处理。
4. 外包管理过程图或过程乌龟图如何做(方法/程序/技术): 外包管理程序过程责任者: 采购主管其职权和资格见《岗位职务说明书》。
使用资源:1.电脑、网络2.电话、传真机3.车辆、资金过程风险控制: 外发加工产品不合格、 外发未按时交货 过程输入:1.外协加工通知单2.质量要求3.产品包装要求4.运输要求5.图纸技术资料过程输出:1.加工合格的零部件或产品2.相关出入库记录3.检验和实验记录过程顾客:生产部门输入部门:生产部、技术部 支持部门:仓储部、技术部、品管部过程管理目标:1.外发加工批次合格率99%以上2.按时交货率95%以上,具体数值见《年度目标规划表》门部口接SP 外包管理过程制控险风文件名称外包加工管理程序文件编号:DXC - 13 版本:A 编制部门采购部编制日期:2020.07.08 页码:2/3序号外包管理作业流程权责部门/人作业要求参考文件/使用表单5.1 生产部技术部5.1.1生产工序外发由生产部依据《生产通知单》、工艺文件要求及生产能力提出工序外发加工要求,并填写《外发加工通知单》。
5.1.2整单外发由技术部提供《生产通知单》并注明是整单外发。
《生产通知单》《外发加工通知单》5.2PMC仓管员采购5.2.1PMC将外发产品及《外发加工通知单》交仓管点收签字确认。
5.2.2PMC将《外发加工通知单》及外发所需图纸交采购确认要求及交期。
《外发加工通知单》5.3 采购5.3.1采购接到《外发加工通知单》根据《合格供应商名录》选择相应的外发加工商。
外发加工作业流程
外发加工作业流程1.当生产部计划员接到供销部的《订单需求汇总表》后,需要结合当前生产情况,包括生产计划、负荷和生产工艺等因素,判断是否能够满足订单需求。
如果无法满足,计划员需要在2小时内编制《发外加工计划》或《物料请购单》提出物料发外加工申请,并在1小时内提交给生产主管审核。
审核通过后,生产主管需要根据当前产能负荷情况决定是制定生产排产计划还是发外计划。
2.审核后的《发外加工计划》或《物料请购单》需要进行发外评审。
评审由生产主管召集技术质量部、计划员、采购和相关业务员参与,采取一票否决制。
如果发外申请被否决,申请部门负责人需要在1小时内向总经理汇报并决定是否执行外发。
如果评审通过,发外申请部门负责人需要在1小时内提交总经理审批,并将审批后的《发外加工计划》或《物料请购单》在半小时内分发至技术质量部、采购和仓库负责人。
3.采购收到总经理批准后的《发外加工计划》或《物料请购单》后,需要跟进要求进行发外加工期、量分析,并选择合适的加工厂。
采购需要编制《发外加工订单》或《发外加工协议》并与加工厂签订后,将其分发至财务部门。
技术质量部需要根据发外产品的需求准备技术图纸与相关技术资料产品图纸,产品电子图和加工工序,并在技术资料外发前向总经理提交审批。
4.仓管员需要根据《发外加工订单》准备好发外加工物料,并制作外发清单。
采购员通知加工厂来厂提货,并通知仓管员准备好发外加工物料后开具《材料/半成品出仓单》或《放行条》交给加工厂收货人员,同时提供相关技术资料。
外发清单应一并签收。
如果需要我司送货,则采购部门需要安排仓库准备好发外所需物料、相关技术资料、《材料/半成品出仓单》和《放行条》。
送货者在送货后,需要在回厂后1小时内将加工厂签收的《材料/半成品出仓单》和外发清单交给仓管员。
在外发前,采购员需要将外发的产品及要求记录在《外发加工跟进表》中,并在___过程中做好发外跟进,确保外发产品按要求回厂。
如果加工过程中出现异常,加工厂责任人或公司采购员需要进行沟通和协商。
外发产品控制流程
外发产品控制流程外发产品控制流程是指企业将自身的一部分生产工序或者业务环节交由外部供应商或者合作伙伴进行处理的管理流程。
外发产品控制流程的核心目标是确保外发产品的质量和交货时间符合企业的要求,同时降低成本并提高效率。
下面我们将详细介绍外发产品控制流程的步骤和注意事项。
1.外发产品策略确定首先,企业需要明确外发产品的策略,包括外发业务的范围和目标,外发产品的种类和数量,以及与供应商合作的方式等。
同时,还需要确定外发产品的质量标准和时间要求。
在确定外发产品策略时,企业应该充分考虑自身能力和资源,并与供应商进行充分沟通和协商。
2.供应商评估和选择在外发产品控制流程中,供应商评估和选择是非常重要的一步。
企业应该根据外发产品的要求和标准,对供应商进行综合评估,包括供应商的技术能力、生产能力、质量控制能力、交货能力、价格竞争力等。
在选择供应商时,企业应该注重稳定可靠的合作关系,并为此签订合同或者协议,明确双方的权责和约束。
3.外发产品生产计划制定在确定供应商后,企业需要与供应商共同制定外发产品的生产计划。
生产计划应该包括具体的生产任务、交货时间、质量要求、验收标准等。
在制定生产计划时,企业需要考虑自身的生产能力和供应链的稳定性,确保计划的可行性和合理性。
4.供应商生产监控外发产品控制流程中,供应商生产监控是确保产品质量和交货时间符合要求的关键环节。
企业应该建立有效的监控机制,包括需求确认、生产进度跟踪、质量检验等。
在生产过程中,企业可以通过与供应商的沟通和协调,及时解决生产中的问题和风险,确保产品的质量和交货时间。
5.外发产品质量控制质量控制是外发产品控制流程中的一个重要环节。
企业应该制定明确的质量标准和检验流程,对外发产品进行质量检验和验收。
在质量检验中,企业可以采取抽样检验或者全检验的方式,确保产品的质量符合要求。
同时,企业还应该建立反馈机制,及时向供应商反馈质量问题,并要求供应商进行改进和整改。
6.外发产品交付外发产品交付是外发产品控制流程的最终目标。
外发加工管理规定
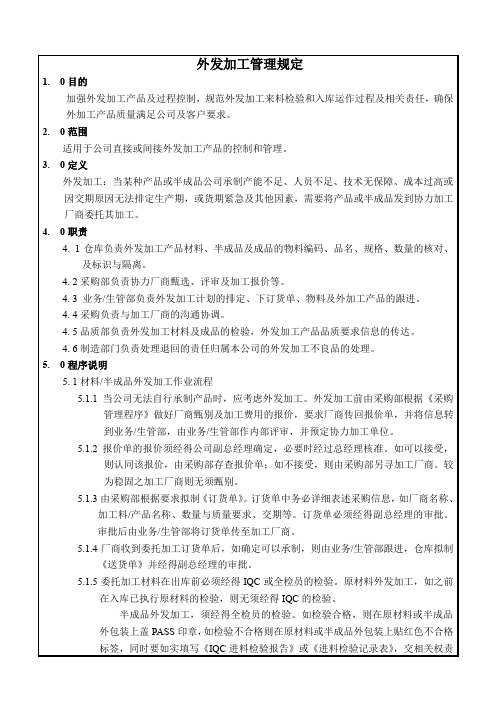
退回仓库
检验判定 NG
OK
出仓单/发料
外协加工商
仓为本公司
QC 签单入库
检验判定
责任为厂商 QC 出联络单
检验判定
OK NG
入库
厂商退、返工 采取措施
资料归档
资料归档
【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文
章,期待你的好评和关注,我将一如既往为您服务】
.
人员审批,并将经检验后的外发加工材料交仓库处理。 5.1.6 经检验合格的外发加工材料入库后,仓库管理员对照《送货单》和相应机型的 BOM
表进行发料作业。发料时要针对外发料的要求,如称重、度量、包装等,并核对 材料名称、数量等内项。确认无误后,出具《出货单》经相关权责人员审批,予 以发料,并登记帐簿。 5.1.7 外发材料/半成品时,品质部应将相关的品质要求的资料(如工程图纸、检验规范、 作业指导书等)由文控备案后,连同材料/半成品一起送协力厂商。 5.1.8 协力加工厂商领料并进行制造作业。 5.1.8.1 首次外发加工时,工程、品管等部门人员应到供应商现场跟进试产情况,并视 试产结果是否派验人手。 5.1.8.2 当厂商不能确保工艺能力时,经与业务/生管部协商,公司可派出工程、品管 等部门人员对厂商给予适当的辅导。 5. 2 不良品退货作业流程 5.2.1 在收到加工厂商不良品退货时,仓库收货人员应先清点数量、核对品名、物料编 码,填写《入库单》交品管部 QC 优先检验。 5.2.2 品管部 QC 接到仓库《入库单》后,依《检验和试验控制程序》执行检验,并分 析不良原因及判定不良的责任归属,必要时应主导会议会同相关部门(制造部门、 采购部门、工程/研发部门等)共同执行。 5.2.3 若责任归属确认为本公司,由品管部 QC 在《入库单》上签名,仓库物料员凭单 签收入库,品管部判定外发加工不合格品的处理方式(报废或返工返修),由制造 部门依《不合格品控制程序》处理。 5.2.4 若责任归属加工厂商,不合格产品直接由厂商送货车辆拉回,或暂存放于仓库由 业务/生管部通知协力加工厂商处理。由品管部 QC 开具联络单(一式二份),一份 品管部 QC 自行保存,另一份交业务/生管部传真给外协加工厂商,并要求外协厂 商确认签回,交财务部作为结帐核算的依据。 5.2.5 所有外发加工不良品的不良原因分析,责任归属判定结果及处理均应呈报副总经 理审核批准后方可有效。 5.2.6 在不良原因分析、责任归属判定及外发加工不合格品的处理过程中与协力加工厂 商的沟通协调工作由业务/生管部负责。 5. 3 外发加工成品进货作业流程 5.3.1 协力加工厂商生产完成到交期时,出《送货单》入我司交货。 5.3.2 由仓库管理员依据厂商《送货单》点收外发加工成品,清点数量、核对名称等, 填写《入库单》交品质部 IQC 检验。 5.3.3 协力厂商应同时归还相关的品质要求的资料,品质部应进行清点,若有差错时,会 同业务/生管部索要追讨。 5.3.4 如外发加工品产生废料、边角料,如铁屑、铜渣、胶件等则废料应与产品同时交 货,业务/生管部跟踪返回。
森林认证FSC V3外发加工管理控制程序及外包协议
森林认证FSC V3外发加工管理控制程序及外包协议1、目的本办法规定了本公司外发加工供应商资格评定、外发计划与跟踪、外发过程质量/FSC控制等管理办法,以满足我方对外发加工供应商的质量/FSC与交货期的要求。
2、适用范围本办法适用于由我方提供全部物料或部分重要物料,供应商负责按我方质量/FSC与工艺要求进行加工的过程。
4、职责4.1 采购负责开发新的外发供应商,组织对外发供应商进行资格评定;外发计划的制定、外发进度的跟催及同外发供应商的联络工作。
4.2 品保课负责对外发供应商的品质/FSC保证能力进行评估,外发产品过程质量/FSC跟踪及检验工作。
4.3 总经理负责确认批准外发供应商的资格。
5、内容5.1 外发供应商资格的确认5.1.1 采购部采购对新的外发供应商发放“供应商调查表”,并根据反馈情况进行初选。
5.1.2 采购部采购根据生产进度情况及工厂生产情况安排组织、品管部、生产部\工程部按《供应商评审/再评审报告》要求对外发供应商进行评估。
5.1.3 总经理对采购部、品管部、生产部、工程部的评估结果作最终的评定。
将合格的外发供应商纳入“合格供应商名录”,经总经理批准后,分发相关部门。
5.1.4 在选用外发供应商时优先选用顾客指定的外发供应商。
5.1.5 采购部在执行外包前,需要按相关品质、FSC等相关要求,与外包供应商签订采购协议;5.2 生产计划及外发供应商领料。
5.2.1 采购部采购根据本公司生产计划申请外发情况制作外发加工计划,并注明外发生产,在外发物料采购备齐后,知会货仓备料,并通知外发商领料。
由仓管员与外发商进行发、领料作业,采购跟进全过程,以保证外发物料及时、准确发放。
5.3 技术资料及夹具辅料等跟进。
注塑模具外发管理规定
生产:注塑车间XXX注塑模具外发流程及管理规定1目的规范模具调度至外协厂的产前准备工作,缩短产前准备周期,保证生产供料及时。
2范围经过品管,研发,注塑评签OK后所有注塑外协生产厂商。
3职责3.1生管负责根据内外销订单产能,生产计划以及注塑车间生产计划制定《模具外发通知单》和《外发采购订单》,通知采购制定外协生产厂商。
3.2注塑负责提供产前技术资料、技术支持,品管提供样品,研发提供样规3.3注塑根据《模具外发通知单》调度模具,仓库根据《外发采购订单》备齐有关原材料和辅料;3.4品管负责签板工作,提供检验标准(注意事项)和检验配合件,有效监督外协技术执行情况、合理控制外协品质以保证生产;3.5注塑车间负责落实模具维护保养工作,协助外协厂解决生产中的注塑工艺问题,安排调模及提供注塑工艺参数、模具配件;3.6外协厂根据《模具外发通知单》和《外发采购工单》安排领料、拉模、打样等产前准备工作,与生管、注塑、品管等各部门及时协调沟通,反馈生产状况。
4程序4.1模具调配4.1.1生产根据内外销整机生产计划和注塑车间生产计划及模具的结构状态拟制《模具外发通知单》发至相关部门,并跟进相关部门的资料准备工作;4.1.2研发负责提供产品净重,提供产品的外形尺寸和关键尺寸,并将资料提供给外协管理组;4.1.3注塑根据《模具外发通知单》后发给注塑车间,并注明须携带的有关模具配件;4.1.4 注塑车间在收到《模具外发通知单》后,做好模具维护保养工作然后外发,同时准备好相关模具配件及《注塑成型工艺表格》或产品SOP,偕同模具外发,外协厂商需在本司《模具外发明细记录表》签名,对两次及两次以上发往同一外协厂的模具,不需重复发放《注塑成型工艺摘要》或SOP;4.1.5品管根据《模具外发通知单》提供检验装配件和相关的检验标准(注意事项),并将其交至注塑模具管理员处;4.1.6外协厂根据《模具外发通知单》安排车辆拉模具及其配件,并到注塑模具管理员处拿取相关资料,如需要参考样品,可到品管处观看样板或申领样品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1目的
1.1明确公司产品外发业务中相关部门职责,规范产品外发加运作程序和要求,以保证外
发加工产品符合本公司质量要求。
2适用范围
适用于以本公司外发“”品牌产品的控制。
3相关文件
供应商管理流程 TF/QA-C-0012
物料采购流程 TF/PUR-C-0007
物料样品及规格书的确认 TF/R&D-C-0005
4产品外发流程及相关要求
流程职责工作要求相关文件/记录
✍业务部门/制造中心
✍品管部✍产品外发提出:
1、市场部门提出,经制造中心同意决定外发;
2、制造中心根据公司生产安排情况,可提出
产品外发;
3、产品的外发业务接口为采购部;
4、采购部负责寻找和预选外发厂商;
✍厂商资格审查应考虑:
1、是否为合作中厂商,新厂商需填写《新供
应商申请表》申请;
2、是否有生产同种或类似产品的经验、条件
和质量保证能力等;
3、近期有生产同种或类似产品记录;等
“产品外
发作业工
作安排计
划/会议记
录”
《新供应
商申请表》
开始
产品外发
提请
厂商资格审查。