两相厌氧消化系统
2-CSTRs 两相厌氧消化系统在不同乙醇回收率下的联合产能
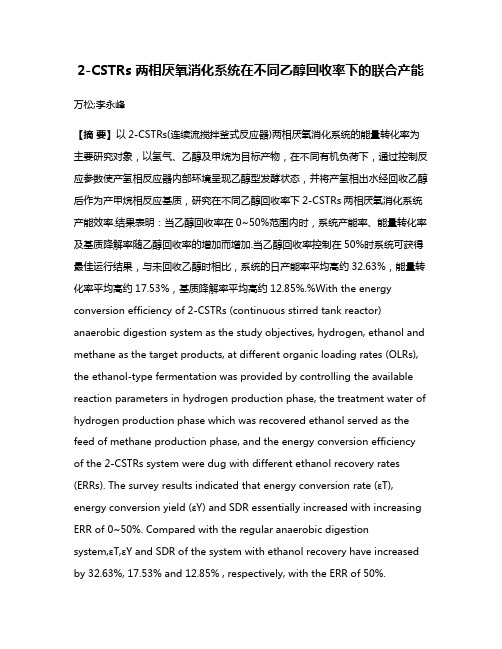
2-CSTRs 两相厌氧消化系统在不同乙醇回收率下的联合产能万松;李永峰【摘要】以2-CSTRs(连续流搅拌釜式反应器)两相厌氧消化系统的能量转化率为主要研究对象,以氢气、乙醇及甲烷为目标产物,在不同有机负荷下,通过控制反应参数使产氢相反应器内部环境呈现乙醇型发酵状态,并将产氢相出水经回收乙醇后作为产甲烷相反应基质,研究在不同乙醇回收率下2-CSTRs两相厌氧消化系统产能效率.结果表明:当乙醇回收率在0~50%范围内时,系统产能率、能量转化率及基质降解率随乙醇回收率的增加而增加.当乙醇回收率控制在50%时系统可获得最佳运行结果,与未回收乙醇时相比,系统的日产能率平均高约32.63%,能量转化率平均高约17.53%,基质降解率平均高约12.85%.%With the energy conversion efficiency of 2-CSTRs (continuous stirred tank reactor) anaerobic digestion system as the study objectives, hydrogen, ethanol and methane as the target products, at different organic loading rates (OLRs), the ethanol-type fermentation was provided by controlling the available reaction parameters in hydrogen production phase, the treatment water of hydrogen production phase which was recovered ethanol served as the feed of methane production phase, and the energy conversion efficiency of the 2-CSTRs system were dug with different ethanol recovery rates (ERRs). The survey results indicated that energy conversion rate (εT), energy conversion yield (εY) and SDR essentially increased with increasing ERR of 0~50%. Compared with the regular anaerobic digestion system,εT,εY and SDR of the system with ethanol recovery have increased by 32.63%, 17.53% and 12.85% , respectively, with the ERR of 50%.【期刊名称】《中国环境科学》【年(卷),期】2015(000)007【总页数】6页(P2027-2032)【关键词】连续流搅拌釜式反应器(CSTR);两相厌氧消化系统;基质降解率;能量转化率【作者】万松;李永峰【作者单位】东北林业大学生态研究中心,黑龙江哈尔滨 150040; 东北林业大学林学院,黑龙江哈尔滨 150040;东北林业大学林学院,黑龙江哈尔滨 150040【正文语种】中文【中图分类】X703.5工业进程的加速发展伴随着化石类燃料能源的巨大消耗及由此带来的环境污染[1].因此,生物乙醇、氢气、甲烷等发酵产物因其自身的高热值、无污染等特性成为重点研究的替代性能源[2].1971年,美国学者Ghosh和Pohland将发酵过程分为产酸相及产甲烷相,提出两相厌氧发酵系统,获得了氢气及更高的甲烷产量[3].根据代谢产物的不同,产酸相发酵类型主要分为乙酸型发酵、丙酸型发酵、丁酸型发酵和乙醇型发酵[4].从热力学角度考虑,乙醇是从产酸相进入产甲烷相的最适宜代谢产物[5];同时研究显示,当发酵菌群以乙醇为主要液相末端产物时,系统氢气产率(HPR)最高[6].因此将乙醇型发酵作为产酸相目标发酵类型是两相厌氧系统高效运行的基础.连续流搅拌釜式反应器(CSTR)具有传质率高、污泥保有量大、启动速度快等特点[7],但在以往的研究中,上流式厌氧污泥床反应器(UASB)以其污泥浓度高、有机负荷(OLR)高等特点,成为联合制取生物发酵能源(氢气及甲烷)研究中普遍应用的反应器[8],针对 CSTR反应器的研究主要集中在反应底物(糖蜜废水[9]、木薯废水[10]、食物发酵液[11]等)、反应参数[水力停留时间(HRT)[12]、pH值[13]、有机负荷[14]等]、载体类型(活性炭[15]、烧陶粒[16]等)等对HPR的影响.现阶段已证实两相厌氧系统能得到更高的发酵气体产量,但在能源转化率方面仍存在疑问.本实验利用CSTR反应器建立两相厌氧消化系统,将乙醇、氢气及甲烷作为目标产物,对在不同比例乙醇回收率下(ERR)的系统产能效率作对比研究,为了解两相厌氧系统产能潜能提供依据.1.1 实验装置本研究通过将两个CSTR反应器联接在一起构成“2-CSTRs两相厌氧消化系统”.产氢相反应器(HyCSTR)的有效容积为 5L,产甲烷相反应器(MeCSTR)的有效容积为3L.恒温装置将系统反应温度控制在(35±1)℃,利用输水泵控制反应系统的HRT及OLR,并连接温度计、氧化还原电位指示计等仪器监控反应条件.实验装置如图1所示.1.2 方法研究表明,两相厌氧系统适用于多种基质,其中以食品废水和高浓度有机废水应用较多[17].本次实验接种污泥取自哈尔滨污水厂二沉池,经过滤、沉淀、淘洗后,加基质糖蜜废水(原水取自哈尔滨市某制糖厂排放废水,加有机肥调节COD:N:P=100:5:1,经自来水稀释至 COD= 2000mg/L,并调节pH=5.5±0.5)间歇好氧培养2周后接种进反应器,此时活性污泥SS为18.42g/L,VSS为10.95g/L. HyCSTR的HRT控制在6h,反应基质为上述调配后的废水,并阶段性控制OLR:第 1~37d为8kgCOD/(m3·d),第38~52d为16kgCOD/(m3·d),第53~70d为24kgCOD/(m3·d),第71~77d为32kgCOD/(m3·d).MeCSTR反应基质为HyCSTR出水.为研究ERR与系统产能效率的关系,在进入下一反应阶段前,利用主要产物沸点的不同(乙醇沸点为78.4℃,乙酸沸点为117.9℃,丁酸沸点为163.5℃),HyCSTR出水需经水浴分离乙醇,ERR分别控制在0%、20%、50%及80% 4个系列.MeCSTR的HRT控制在24h.pH值、温度、SS和VSS等常规监测项目采用国家标准方法测定[18];产气量利用湿式气体流量计(Model LML-1,Changchun Filter Co. Ltd.,Changchun,China)计量;气体组分利用气相色谱(SC-Ⅱ型)分析;液相组分利用液相色谱(GC112,Shanghai Anal. Inst.Co.)分析.2.1 HyCSTR的运行特征图2为HyCSTR在整个运行阶段中氢气产率(HPR,mol/d)、氢气比例(HP,%)、乙醇的产率(EPR,mol/d)及乙醇比例(EP,%)的变化.如图所示,在运行期间,当实验阶段在第1~70d时,OLR为8~24kgCOD/(m3·d),系统的HPR及EPR随OLR的增加呈现波动性增长,并在24kgCOD/(m3·d)时分别达到最大值: HPR为1.12mol/d,约占总产气量的41.98%;EPR为0.42mol/d,约占代谢产物总量的 45.88%.随着实验的进行,OLR的继续增加,HyCSTR的HPR及EPR持续下降.在显微镜下观察污泥的状态发现,系统运行至67d时,污泥呈团状,质地较紧实,絮凝状态及沉降性较好;当系统运行至72d时,污泥絮体开始解体,污泥上浮;至76d时,污泥解体现象越来越严重,出水中含有大量污泥,污泥系统显出冲洗现象,HyCSTR系统崩溃(图3).HyCSTR在运行期间的 COD 去除率ηCOD(%),通过式(1)计算.式中:C0为初始COD浓度;CT为出水COD浓度.从图 4中可看出,HyCSTR系统启动初期ηCOD波动较大.第 1~3dηCOD呈现上升趋势,在4~7d迅速下降,这主要是因为启动初期系统中含氧量较为充足,为好氧反应,ηCOD较大;当氧逐渐耗尽,系统变为厌氧环境,菌群结构突变导致ηCOD急剧下降;8~13d时,因接种污泥中产甲烷菌的存在,ηCOD进入短暂的平稳期,并略呈上升趋势;随着反应的继续进行,系统内环境逐渐酸化,产甲烷菌受到抑制,ηCOD出现第二次骤降.启动后期,由于菌群结构逐渐稳定,污泥活性及污泥量不断增加,HyCSTR系统ηCOD升高,稳定在45%左右.图5为HyCSTR污泥活性,以VSS/SS表示.对比图2、图4、图5可以看出,在反应器运行稳定后的第28~52d内,OLR在8~16kgCOD/(m3·d)范围内变化时,污泥活性随系统OLR的增加而增加;第52d后,当OLR超过16kgCOD/(m3·d)时,污泥活性呈下降趋势,但由于此时污泥的VSS绝对值仍然较高,因此目标产物(氢气及乙醇)产率及ηCOD依然可以保持较高的状态.2.2 MeCSTR的甲烷产率及转换率图6表示不同ERR下的MeCSTR甲烷产量(MPR,mol/d).由图6可见,当HyCSTR出水直接作为MeCSTR进水时,随OLR的增加,MPR总体呈现上升趋势.在启动初期的MPR波动较大,这是由于系统内微生物菌群结构尚不稳定,部分活性污泥被洗出.当优势菌群形成后,MPR呈规律性变化,最大MPR为0.34mol/d.当HyCSTR出水经乙醇回收后进入MeCSTR时,MPR大幅减低,与ERR成反比.如图所示,对比各OLR下的MPR,系统不经乙醇回收比ERR为50%时分别高20.71%、30.73%及35.46%,平均高约28.96%.且ERR越大,MeCSTR系统对冲击的适应时间越长,这是由于乙醇回收间接降低了进水pH值. 式(5)~式(8)[19]是基质代谢为甲烷的主要机制.从式中可以看出,H2和CO2是生产甲烷的基础,这也是乙醇降解后的主要产物,乙醇的回收减少了MeCSTR进水中乙醇的含量,同时HyCSTR内置的“固—液—气”三相分离装置将产生的氢气从反应系统中分离并收集.这两个过程在很大程度上减少了产甲烷菌的反应基质,而过低的 pH值抑制了产甲烷菌的活性,两个因素共同作用,影响了甲烷的产量.因此,当ERR达到80%时,甲烷产量最高只有0.12mol/d.表1为MeCSTR甲烷转化率及基质降解率[SDRM,kg COD/(m3·d)],表2为 MeCSTR的VSS/SS及VSS变化.从表1可看出,在不同OLR及ERR条件下,MeCSTR的MY及ηCOD虽有波动,但波动范围较小,总体趋于稳定状态,只在ERR达到80%时出现大幅下降;SDRM总体呈现下降趋势.这说明,虽然乙醇回收过程改变了MeCSTR进水各组分的比例,但菌群结构趋于稳定,在ERR达到80%时前,菌群以产甲烷菌为优势;但随着 ERR的增加,MeCSTR进水COD的降低,菌群可用基质浓度的减少导致VSS绝对值的降低(如表2所示),因此在ηCOD及MY基本不变的情况下,SDRM呈现下降趋势.2.3 2-CSTRs两相厌氧消化系统的能量转化及基质降解图7为2-CSTRs两相厌氧消化系统在不同ERR下的日产能率(εT,kJ/d).该结果基于系统目标产物的产率(PR,mol/d)以及它们的热值(Q,kJ/mol).即:式中:QH=286kJ/mol,QEtOH=1366kJ/mol,QM= 890kJ/mol.由图7可知,总体而言,系统的εT随ERR的增加而增加,对比图6,虽然在HyCSTR出水不经乙醇回收时MPR最高,但由于εEtOH远远高于εM,因此系统ERR越高,εT越高;当ERR为80%、OLR 为 24kgCOD/(m3·d)时,系统εT达到最大值844.52kJ/d;与不经乙醇回收相比,在不同OLR下,分别高35.24%、34.95%及 37.65%,平均高约35.95%.但是相比 ERR为 51.12%时只分别高1.23%、2.58%及3.69%,平均高2.50%.对比图6可看出,ERR最高时,系统MPR较低,且波动较大,这是由于MeCSTR内pH值的降低影响了MPR,影响了εT.虽然较高的ERR带来较高的εT,但基于分离乙醇时所消耗的能量,该乙醇回收率不是获得高εT的最佳选择.图8表示系统在不同ERR下的SDR及能量转化率(εY,kJ/kgCOD).从图8(a)可看出,在不同OLR及ERR下,MeCSTR的MPR虽然有所波动,但2-CSTRs两相厌氧消化系统的SDR总体却随着ERR的增加呈现上升趋势,这可能是基于两个原因:一方面分离的部分乙醇,在一定程度上起到了减少水中基质含量的作用;另一方面由于MeCSTR的进水负荷较低,减小了产甲烷菌的有机负荷,使产甲烷菌能长时间保持较高活性,提高了系统的SDR.但是就εY而言,如前所述,由于乙醇回收减小了产甲烷菌的可利用基质,并间接降低了MeCSTR的pH值,一定程度上抑制了产甲烷菌的活性,使MPR较低,从而导致系统的εY降低.如图8(b)显示,当ERR为50%时,系统的εY最高,在不同OLR下,系统的εY分别 2541.63kJ/kgCOD、 2221.89kJ/kgCOD及2057.52kJ/kgCOD,相比不经乙醇回收的εY分别高出17.00%、16.93%及18.67%,平均约为17.53%. 综合以上实验结果,当 ERR为 50%时,2-CSTRs系统可获得最佳运行结果.3.1 本实验2-CSTRs两相厌氧消化系统可承受的最大OLR为24kgCOD/m3·d;当OLR过高时,HyCSTR内因有机酸积累过多导致污泥絮体解体,系统崩溃.3.2 当HyCSTR系统OLR为24kgCOD/m3·d时可得到最大 HPR及 EPR,分别为:HPR为1.12mol/d,约占总产气量的 41.98%;EPR 为0.41mol/d,约占代谢产物总量的45.88%.3.3 MeCSTR系统MPR随ERR的增加而降低,污泥活性趋于稳定,污泥量则有明显下降趋势.3.4 当ERR为80%、系统OLR为24kgCOD/ m3·d时,两相系统的εT最高,达844.52kJ/d,但基于分离乙醇时所消耗的能量,该ERR并不是获得高εT的最佳选择.3.5 两相系统的SDR随ERR的增加而升高,εY则在ERR为50%时最大.3.6 在ERR为50%时,2-CSTRs两相厌氧消化系统可获得最佳运行结果,在OLR为8~24kgCOD/m3·d时,与不经乙醇回收相比,系统εT分别高33.59%、31.55%、32.74%,平均约为32.63%;SDR分别高14.19%、12.51%、11.86%,平均约为12.85%;εY分别高17.00%、16.93%、18.67%,平均约为17.53%.China Environmental Science,2015,35(7):2027~2032【相关文献】[1] Rai Pankaj K,Singh S P,etal. Biohydrogen production from cheese whey wastewater in a two-step anaerobic process [J]. Appl. Biochem. Biotechnol.,2012,167(6):1540-1549.[2] Jung K W,Kim D H,etal. Bioreactor design for continuous dark fermentative hydrogen production [J]. Bioresour. Technol.,2011,102:8612-8620.[3] Lin C Y,Lay C H,etal. Fermentative hydrogen production from wastewaters: A review and prognosis [J]. Int. J. Hydrogen. Energy,2012,37:32-42.[4] Pakarinen O,Kaparaju P,Rintala J. The effect of organic loading rate and retention time on hydrogen production from a methanogenic CSTR [J]. Bioresour. Technol.,2011,102:3-7.[5] Hwang M H,Jang N J,etal. Anaerobic biohydrogen production from ethanol fermentation: the role of pH [J]. Biotechnol.,2004,111:297-309.[6] Ren N Q,Chua H,Chan S Y,etal. Assessing optimal fermentation type for bio-hydrogen production in continuous acidogenic reactors [J]. Biores. Technol.,2007,98:74-80.[7]郑国臣,李建政,昌盛,等.ABR发酵系统运行特性及产氢效能研究[J]. 中国环境科学,2013,33(1):75-81.[8] Han W,Wang B,Zhou Y,etal. Fermentative hydrogen production from molasses wastewater in a continuous mixed immobilized sludge reactor [J]. Biores. Technol.,2012,110:219-223.[9] Luo G,Xie L,Zou Z H,etal. Anaerobic treatment of cassava stillage for hydrogenand methane production in continuously stirred tank reactor (CSTR) under high organic loading rate (OLR). Int J Hydrogen Energy,2010,35:11733-11737. [10] Han W,Liu D N,Shi Y W,etal. Biohydrogen production from food waste hydrolysate using continuous mixed immobilized sludge reactors [J]. BioresourceTechnology,2015,180:54-58.[11] Ozlem S K,Delia T S. Effects of nitrobenzene concentration and hydraulic retention time on the treatment of nitrobenzene in sequential anaerobic baffled reactor (ABR)/continuously stirred tank reactor (CSTR) system [J]. Biores. Technol.,2009,100:2162-2170.[12]李建政,苏晓煜,昌盛,etal. ABR pH对发酵系统的产甲烷活性抑制及产氢强化[J].哈尔滨工业大学学报,2012,44(4):63-66. [13]李永峰,韩伟,徐菁利,等.利用OLR和pH调控快速建立生物制氢反应器[J]. 太阳能学报,2009,30(5):708-712.[14]袁瑛,韩伟,周雅珍,等. CSTR厌氧发酵产氢系统中载体强化的研究[J]. 化工进展,2010,29:215-217.[15] Jung K W,Kim D H,Shin H S. Continuous fermentative hydrogen productionfrom coffee drinks manufacturing wastewater by applying UASB reactor [J]. Int. J. Hydrogen Energy,2010,35:70-78.[16]魏勃,刘文辉,袁林江.产氢产甲烷两相厌氧发酵的研究进展[J]. 工业水处理,2014,34(8):10-13.[17]国家环保局《水和废水监测分析方法》编委会.水和废水监测分析方法[M]. 4版.北京:中国环境科学出版社,2002.[18] Kim S H,Han S K,Shin H S. Optimization of continuous hydrogen fermentationof food wastes as a function of solids retention time independent of hydraulic retention time [J]. Process Biochem,2008,43:3-8.[19]任南琪,马放.污染控制微生物学原理与应用[M]. 北京:化学工业出版社环境科学与工程出版中心,2003.[20] Lay J J. Modeling and optimization of anaerobic digested sludge converting starch to hydrogen [J]. Biotechnol.,Bioeng.,2000,68:69-78. [21] Yu H,Zhu Z,Hu W,Zhang H. Hydrogen production from rice winery wastewater in an upflow anaerobic reactor using mixed anaerobic cultures [J]. Int. J. Hydrogen Energy,2012,27:59-65. [22]吕凡,蔡涛,朱敏,等.蔬菜类废物两相厌氧消化水解酸化相颗粒降解规律[J]. 中国环境科学,2014,34(10):2610-2616.[23]王博,王淑莹,袁悦,等.典型酸碱条件下 NO2-对剩余污泥水解产酸的影响[J]. 中国环境科学,2014,34(9):2252-2258.资源生态修复资源化研究.发表论文3篇.。
两相厌氧消化反应器设计及启动方法

两相厌氧消化反应器设计及启动方法作者:杨红艳尹芳赵兴玲柳静杨红王昌梅刘士清张无敌来源:《现代农业科技》2017年第23期摘要本文设计应用UASB和EGSB 2种反应器进行串联耦合处理猪粪废水。
由于产氢产乙酸菌和产甲烷菌繁殖特性的差异性,传统的厌氧消化工艺并不能使其发挥各自的优势。
两相厌氧消化工艺可以使2个反应在各自最适宜的环境内进行厌氧发酵,由于产氢产酸和产甲烷2个阶段相互独立,故酸化反应器具有一定的缓冲作用,能够缓解冲击负荷对后续产甲烷反应器的影响,可以提高厌氧消化的反应效率。
试验设计的目的在于将产氢气与产甲烷两相耦合起来,并探讨运行参数对猪粪两相厌氧消化的影响,同时为两相厌氧工艺的实施提供参考。
关键词两相厌氧消化反应器;串联耦合;能源转换效率;设计中图分类号 X713 文献标识码 A 文章编号 1007-5739(2017)23-0152-03Abstract In this paper,two digester(UASB and EGSB)were series-coupled,which were designed and applied to treatment of pig manure wastewater.Due to the difference of reproductive characteristics between obligate H2-producing acetogenic bacteria and methanogens,the traditional anaerobic fermentation process is not beneficial for methanogens and the obligate H2-producing acetogenic bacteria.Two-phase anaerobic process make the two anaerobic process in the more suitable for different fermentation.Due to the two stage of the producing acid and methane are independent and simultaneous,the acidification digester has a certain buffer action.It can alleviate the impact of shock load on the subsequent methane production digester,so the reaction rate of anaerobic digestion can be improved.The purpose of this experiment is to couple the hydrogen and methane together,and to discuss some factors on the effect of pig manure two-phase anaerobic fermentation. It′s hoped to find the optimal anaerobic fermentation conditions in order to maximize the energy conversion efficiency of raw materials,and to provide a reference for the implementation of two-phase anaerobic process.Key words two-phase anaerobic digester;series-coupling;energy conversion efficiency;design两相厌氧工艺(two-phase anaerobic process)是由Ghosh和Pohland在20世纪70年代初开发的,将水解发酵菌归为第一相产酸相,将共生的产氢产乙酸菌和产甲烷菌归为第二相[1]。
一种两相干法厌氧消化发酵系统[发明专利]
![一种两相干法厌氧消化发酵系统[发明专利]](https://img.taocdn.com/s3/m/535f5cc5e2bd960591c6779e.png)
专利名称:一种两相干法厌氧消化发酵系统
专利类型:发明专利
发明人:刘石明,高彪,黄蕾,贾永胜,王秀萍,肖波,胡智泉,王训,王雨
申请号:CN202011583261.2
申请日:20201228
公开号:CN112625873A
公开日:
20210409
专利内容由知识产权出版社提供
摘要:本发明适用于沼气发酵技术领域,提供了一种两相干法厌氧消化发酵系统,包括:水解酸化池、甲烷化池、堆肥反应器和换热装置。
与现有技术相比,一则本发明通过将沼气发酵技术与堆肥技术相结合,利用堆肥过程中所产生的热量来为水解酸化池和甲烷化池提供沼气发酵所需的热量,无需其他诸如电热膜、沼气锅炉等额外加热设施;二则甲烷化池内产生的沼渣可作为好氧堆肥的原料使用,后续生产有机肥;三则在整个反应系统中,消化原料依靠自重和压差自动流动,不需要额外的进出料装置。
本发明大幅度降低了沼气发酵的成本,且基本无沼渣、渣液等废弃物排放,便于沼气生产技术在村镇推广应用。
申请人:华中科技大学
地址:430074 湖北省武汉市洪山区珞喻路1037号
国籍:CN
代理机构:北京金智普华知识产权代理有限公司
代理人:杨采良
更多信息请下载全文后查看。
两相厌氧消化反应器设计及启动方法

两相厌氧消化反应器设计及启动方法杨红艳;尹芳;赵兴玲;柳静;杨红;王昌梅;刘士清;张无敌【摘要】本文设计应用UASB和EGSB 2种反应器进行串联耦合处理猪粪废水.由于产氢产乙酸菌和产甲烷菌繁殖特性的差异性,传统的厌氧消化工艺并不能使其发挥各自的优势.两相厌氧消化工艺可以使2个反应在各自最适宜的环境内进行厌氧发酵,由于产氢产酸和产甲烷2个阶段相互独立,故酸化反应器具有一定的缓冲作用,能够缓解冲击负荷对后续产甲烷反应器的影响,可以提高厌氧消化的反应效率.试验设计的目的在于将产氢气与产甲烷两相耦合起来,并探讨运行参数对猪粪两相厌氧消化的影响,同时为两相厌氧工艺的实施提供参考.【期刊名称】《现代农业科技》【年(卷),期】2017(000)023【总页数】4页(P152-154,160)【关键词】两相厌氧消化反应器;串联耦合;能源转换效率;设计【作者】杨红艳;尹芳;赵兴玲;柳静;杨红;王昌梅;刘士清;张无敌【作者单位】云南师范大学能源与环境科学学院,云南昆明 650500;云南师范大学能源与环境科学学院,云南昆明 650500;云南师范大学能源与环境科学学院,云南昆明 650500;云南师范大学能源与环境科学学院,云南昆明 650500;云南师范大学能源与环境科学学院,云南昆明 650500;云南师范大学能源与环境科学学院,云南昆明650500;云南师范大学能源与环境科学学院,云南昆明 650500;云南师范大学能源与环境科学学院,云南昆明 650500【正文语种】中文【中图分类】X713两相厌氧工艺(two-phase anaerobic process)是由Ghosh和Pohland在20世纪70年代初开发的,将水解发酵菌归为第一相产酸相,将共生的产氢产乙酸菌和产甲烷菌归为第二相[1]。
传统的单相厌氧反应包括厌氧消化的全过程,即将产酸阶段和产甲烷阶段放置在一个反应器中。
而两相厌氧发酵工艺是将水解酸化过程的反应器和产甲烷过程的反应器进行串联。
两相厌氧消化处理工艺特点说明

两相厌氧消化处理工艺特点说明两相厌氧消化处理工艺与单相厌氧消化处理工艺相比,除了运行稳定、耐冲击负荷能力强、处理效率高,还有以下特点。
①两相厌氧消化处理工艺为产酸菌和产甲烷菌分别提供了最佳的生长和代谢条件,使生物活性、处理能力和效率得以提高。
有实验表明∶两相厌氧消化系统的产甲烷率为0.168m³CH4/(kgCOD·d),而单相厌氧消化系统的产甲烷率仅为0.055m3CH4/(kgCOD·d)。
②产酸反应器相当于对污水进行预处理,不仅为产甲烷反应器提供了更适宜的基质,还能够降低水中有毒物质的毒性,改变难降解有机物的复杂结构,减少对后续产甲烷菌的毒害作用和影响,从而增强了系统运行的稳定性。
③加大产酸反应器的污泥负荷率,提高工艺处理能力。
由于产酸菌的缓冲能力较强,冲击负荷造成的酸积累不会对产酸反应器产生明显的影响,也不会对后续的产甲烷反应器造成危害,提高了系统运行的稳定性。
④由于产酸菌的世代时间远低于产甲烷菌,而产酸菌的产酸速率又高于产甲烷菌降解酸的速率。
所以,两相厌氧消化处理工艺中产酸反应器的容积小于产甲烷反应器的容积。
两相厌氧消化工艺

两相厌氧消化工艺
两相厌氧消化工艺,这可真是个了不起的存在啊!它就像是一个神奇的魔法,能把那些让人头疼的有机废弃物变废为宝!
你知道吗,在这个世界上,每天都有大量的有机垃圾产生。
如果没有好的处理方法,那可真是糟糕透顶!但两相厌氧消化工艺就像一位超级英雄,挺身而出!它把有机垃圾分成两个阶段来处理,这是多么巧妙的设计啊!
在第一阶段,产酸菌们开始大显身手,它们欢快地工作着,把那些复杂的有机物分解成简单的有机酸。
这就好像是一场热闹的派对,产酸菌们是派对上最活跃的舞者!而在第二阶段,产甲烷菌接过了接力棒,它们把有机酸进一步转化为甲烷和二氧化碳。
这不就像是一场接力赛吗,每一棒都至关重要!
想想看,如果没有两相厌氧消化工艺,这些有机垃圾会怎么样呢?它们可能会堆积如山,散发着难闻的气味,污染我们的环境。
但是有了它,一切都变得不一样了!它不仅解决了垃圾问题,还为我们提供了宝贵的能源。
这难道不是一举两得吗?
两相厌氧消化工艺的应用范围也非常广泛啊!无论是污水处理厂,还是农业废弃物处理,它都能发挥重要的作用。
它就像是一把万能钥匙,能打开各种难题的大门!而且它还在不断发展和进步呢,未来肯定会有更多更先进的技术加入进来,让它变得更加强大!
两相厌氧消化工艺真的是太神奇了!它是我们保护环境、实现可持续发展的重要武器。
我们应该大力支持和推广它,让它为我们的生活带来更多的美好和便利!难道不是吗?。
两相厌氧消化工艺有什么优点
两相厌氧消化工艺有什么优点?
厌氧生物处理的消化过程中最为重要的有产酸和产甲烷两个阶段。
而这两个阶段的过程集中在一个厌氧消化池处理时,两类不同生化特性的微生物之间的协调和互相平衡比较困难,涉及众多因素,操作控制也十分不容易。
为此,开发了两相厌氧消化工艺,即把产酸和产甲烷分在两个独立的反应器内进行,互不干扰,两反应器串联运行。
这样的优点是:两个独立的反应器分别培养产酸菌和产甲烷菌,
各自控制不同的参数,分别满足不同生化特性的微生物最适宜的生命活动所需的条件,从而使反应器的处理能力大为提高,可以在相当高的负荷下进行处理,承受负荷变动的冲击能力增强了,克服了两种微生物的协调和平衡的矛盾。
两相厌氧消化工艺的关键是要做到产酸发酵的反应器中,保持产
酸菌的优势;在产甲烷的反应器中保持产甲烷菌的优势。
要做到这一点,可以采用的方法有:物理方法,利用选择性半渗透膜实现分离;或采用化学的方法,有选择地投加微生物抑制剂;或是调整氧化还原的电位,改变环境来抑制产甲烷菌在产酸菌中生长;或是采用动力学控制法,利用两菌生长速率上的差异,控制好两个反应器的水力停留时间,使产甲烷菌不可能在停留时间很短的产酸菌反应中存活。
其中,以动力学控制法最为简单,故广为采用。
预处理低有机质剩余污泥两相厌氧消化

第40卷 第12期2008年12月哈 尔 滨 工 业 大 学 学 报J OURNAL OF HARBI N I NSTI TUTE OF TECHNOLOGYV ol 40N o 12Dec.2008预处理低有机质剩余污泥两相厌氧消化张立国1,2,尹 军1,3,刘 蕾1,崔崇威1(1.哈尔滨工业大学市政环境工程学院,哈尔滨150090,E-m ai:l zhang1li2guo3@163.co m;2.华南师范大学化学与环境学院,广州510006;3.吉林建筑工程学院水污染控制与资源化利用吉林省重点实验室,长春130021)摘 要:为提高低有机质剩余污泥的厌氧消化效率,采用超声波(40k H z,50W)与生石灰(投量为560m g/L)联合预处理剩余污泥,然后将预处理的剩余污泥进行中温两相厌氧消化.试验污泥取自长春市某污水处理厂,试验中主要考察剩余污泥的消化性能、产气情况及脱水性能变化.结果表明,当剩余污泥的VS/TS比值为0 56、水力停留时间(HRT)为20d时,预处理污泥厌氧消化后V S去除率达到40 8%.在消化过程中系统稳定,产酸相内挥发酸成分以乙酸和丁酸为主,而产甲烷相内以少量乙酸为主.产甲烷相的甲烷产率为0 33L/gV S去除,产气中甲烷平均含量可达到59 2%,但消化后污泥的脱水性能变差.污泥的联合预处理增加了液相中溶解性有机物的含量,提高了进料污泥的p H与碱度,有助于低有机质剩余污泥的后续厌氧消化处理.关键词:剩余污泥;两相厌氧消化;超声波;生石灰中图分类号:X703 1文献标识码:A文章编号:0367-6234(2008)12-1941-04Two-phase anaerobic digesti on of pretreated wasteactivated sl udge w ith a l ow organic contentZHANG L-i guo1,2,Y IN Jun1,3,LIU Lei1,CU I Chong-w e i1(1.School o fM unic i pal and Env iron m enta l Eng i neering,H arbi n Institute o f T echno l ogy,H arb i n150090,China,E-m ai:lzhang1li2guo3@;2.School o f Che m i stry and Env iron m ent,Sou t h Ch i na N o r m al U niversity,G uang zhou510006, Ch i na;3.Jili n K ey L ab.o fW ater Po ll u tion Contro l and R esources R euse,Jilin A rchitec t ura l andC i v il Eng i neering Institute,Chang chun130021,Ch i na)Abst ract:In order to i m prove t h e efficiency of anaerob ic digesti o n o f w aste acti v ated sludge(WAS)w it h a lo w organ ic conten,t the co mb i n ed pretreat m en t of ultrason ication(40kH z,50W)and li m e(dosage o f 560m g/L)w as used before the m esoph ilic(35 1 )t w o-phase anaerobic digesti o n o fWAS.TheWAS w as obtai n ed fro m i n a w aste w ater treat m ent plant(WWTP)i n Changchun.The digestion efficiencies,biogas pro-ducti o n and de w atering ability of the pretreated sl u dge i n t w o phases w ere m easured duri n g the anaerob ic d-i gesti o n.The experi m ental results sho w ed t h at the VS reduction of t w o-phase syste m w as40 8%when the ratio of VS/TS w as0 56and t h e hydrau li c retention ti m e(HRT)w as20d.The anaerob ic digesti o n syste m w as sta-b le,acetic acid and butano ic ac i d w ere the m ajor inter m ediate pr oducts i n the ac i d ogen ic phase,and acetic acid w as the m a jor co m ponent i n the m ethanogen ic phase.The m ethane y ield of m ethanogenic phase w as 0 33L CH4/gVS re m,and the m ethane content o f biogasw as59 2%i n average.H ow ever,t h e de w ateri n g abi-l ity of digested sludge beca m e poorer after t h e anaerob ic digestion.The co m bined pretreat m ent o f sludge i m-proves the a m ount o f so l u ble organ i c m atter i n li q u i d phase,increases the p H val u e and alka li n ity of feeding sl u dge,w h ic h is favourab le to the anaerob ic d i g esti o n ofWAS w ith l o w organic conten.tK ey w ords:w aste acti v ate d sl u dge(WAS);t w o-phase anaerobic digesti o n(TP AD);ultrasonic;lm i e;pr etreat m ent 收稿日期:2007-03-07.基金项目:国家高技术研究发展计划资助项目(2004AA601020);吉林省重大科技项目(20040405-1).作者简介:张立国(1978 ),男,博士研究生;尹 军(1954 ),男,教授,博士生导师. 与传统的单相厌氧工艺相比,两相厌氧工艺的优势已经逐步得到了证实[1,2].温度两相厌氧消化工艺已经应用于处理城市污水处理厂剩余污泥[3].然而,污泥的分解仍然是污泥消化的限速步骤.因此,为了强化污泥絮体的分解,超声波、生物、化学预处理等各种方法受到了普遍关注[4-6].低频超声波因其显著的污泥分解性能而成为国内外的研究热点.近年来,由于生物营养去除(B NR )工艺的普遍应用,使之产生的剩余污泥有机质含量(挥发性固体,VS)数值偏低[7,8].目前有关污泥厌氧消化的研究,其污泥有机质含量通常较高(VS /TS 值约为70%~84%)[9],但对于有机质含量偏低的剩余污泥,其厌氧消化的研究尚罕见相关报道.本文采用低频 弱 超声与生石灰联合对剩余活性污泥进行预处理,再经过两相中温厌氧消化工艺进行污泥的稳定处理,重点考察了预处理剩余污泥两相厌氧消化去除有机物的效能、污泥脱水性能及产气情况.1 试 验1 1 试验污泥及其预处理本试验所用剩余活性污泥取自北方某城市污水处理厂,试验污泥在4 下保存备用(不超过一周).进行预处理之前,原污泥TS 质量浓度调节至约40 3 5 2g /L ,相应的VS 质量浓度为22 3 4 3g /L .然后,在盛有1L 剩余污泥的烧杯中加入560m g 生石灰,采用盘式超声换能器(购自昆山超声仪器有限公司)对该污泥处理1h ,超声波频率和功率分别为40kH z 和50W.预处理前后污泥特性如表1所示.表1 预处理前后污泥特性变化性质处理前处理后p H 6 9 0 18 2 0 2ORP /mV -103 9 6 6-144 9 8 5SCOD /(mg L -1)59 57 18 2639 2 26 2N H 3-N /(m g L -1)5 31 0 346 09 2 1TP /(m g L -1)1 26 0 47 16 0 6VS /(g L -1)22 32 4 3119 81 3 96SV 30%/%56 4 2 183 3 1 6S -CST /(s L g -1)5 6 0 814 1 2 31 2 两相厌氧消化工艺参数两相厌氧消化系统主要由两个连续搅拌反应器(CSTR )构成,其有效容积分别为4 5和15 75L .两相反应器温度均控制在35 1 .污泥的水力停留时间为20d ,有机负荷为1 1 0 2g /(L d).1 3 分析方法在工艺运行过程中,p H 、ORP 、产气量等每日监测.重碳酸盐碱度与总挥发酸、TS 、VS 、比CST (单位TS 质量浓度污泥的毛细吸水时间)、甲烷产率等每隔1d 测定.挥发酸和气体成分分别采用岛津GC -14C 气相色谱和GC -2010气相色谱测定.GC -2010气相色谱条件:不锈钢柱(Po -rapak N 担体,60~80目,1m 6mm ),热导检测器.其余所有指标根据国家标准方法测定.污泥样品直接用于检测TS 、VS 、比CST 、甲烷产率等,溶解性挥发酸、重碳酸盐碱度、pH 等上清液指标测定之前首先将污泥于4500rad 下离心20m in ,然后用0 45 m 滤膜过滤之后测定.2 结果与讨论2 1 p H 与碱度变化由于生石灰的加入,剩余污泥经预处理后p H 从6 9增加至8 2(见表1).图1给出了消化过程中pH 的变化曲线.从图1可见,产酸相和产甲烷相的平均p H 分别为6 42和6 89.从图2可以看出,进料碱度在1500~2100mg /L 的范围内,产酸相和产甲烷相平均碱度分别为1057 14和2296 19m g /L.虽然中温发酵降低了产酸相的碱度,但其p H 仍然稳定在6 4左右,这说明产酸相具有较高的稳定性,不会发生酸积累而产生的酸化现象.在产甲烷相由于挥发酸的降解,碱度又大幅度提高.图1 厌氧消化过程中p H 的变化图2 厌氧消化过程中碱度的变化2 2 两相内溶解性挥发酸及其主要成分本试验对稳定运行的反应器中主要挥发酸成1942 哈 尔 滨 工 业 大 学 学 报 第40卷分及其含量进行了分析.由于剩余污泥已处于部分消化状态且经过预处理,对投加污泥也进行了上述分析,结果如图3所示.图3表明进料中丁酸含量最高,其次是丙酸,其总含量约为423 86mg /L .产酸相内乙酸含量最高,达到537 16mg /L ,其次是丁酸,但是丙酸和戊酸的质量浓度也提高至约200mg /L ,这说明经过中温发酵产酸相内挥发酸的成分发生了一定的变化,且以乙酸为主.而产甲烷相内各种酸的质量浓度都大幅度下降,含量最高的乙酸质量浓度仅为118m g /L,其余3种挥发酸质量浓度均低于20m g /L .这充分说明了在产甲烷相内的挥发酸大量降解,用于产生沼气.图3 溶解性挥发酸主要成分及其含量2 3 VS 去除情况厌氧消化的主要目的之一在于去除有机物,使待处理基质达到稳定.因此,VS 去除率是厌氧消化过程的重要考察指标.由于本研究采用的剩余活性污泥取自A /O 工艺的污水厂,而且污泥龄较长使其处于部分消化状态,因此,原污泥的VS /TS 值相对较低,约为0 56.由图4可见,产酸相和产甲烷相平均VS 去除率分别为14 5%和21 7%.Bhattacharya 等人[10]报道了采用中温两相系统的VS 去除率为42 3%(HRT =12d),而传统的单相系统VS 去除率仅为34 6%.T ieh m 等人采用超声预处理后得到的最高VS 去除率为33 7%[11].本研究中经过联合预处理后厌氧消化总VS 去除率可达到40 8%,略低于Bhattachar ya等人的结果.其主要原因是实验中所采用的剩余污泥VS /TS 比值较低,使污泥中的有机物含量过低所致.2 4 污泥脱水性能变化试验表明预处理后剩余污泥的沉降和脱水性能都发生较大变化,污泥比CST 从5 6增至14 1s L /g(表1).由图5可见,投加预处理污泥后,在前10d 产酸相污泥比CST 从29 0增加至38 1s L /g ,并保持相对稳定;而产甲烷相污泥脱水性能又降至约26 4s L /g .这说明污泥经过厌氧消化后脱水性能变差,主要是由于消化过程中释放了溶解性有机基质.这与Novak 等人得到的结论一致[12].图4 厌氧消化过程中V S 去除率的变化图5 厌氧消化过程中污泥比CS T 变化2 5 产气情况甲烷产率是衡量厌氧消化过程的一个重要指标.试验过程中分别考察了两相内的甲烷产率并分析了其主要成分.从图6中可以看出,产酸相和产甲烷相的甲烷产率分别为0 06和0 33L /g VS 去除,而且均保持相对稳定.产酸相中甲烷含量在10%~20%之间,且中期产生一定波动,而其主要成分为C O 2和H 2.产甲烷相中甲烷含量平均约为59 2%.Song 等人[13]采用高温(55 )-中温(35 )联合厌氧消化处理污水污泥得到的甲烷产率为0 42~0 47L /g VS 去除,这主要是因其采用的高温工艺消化效率较高.本研究中的低VS /TS 也是甲烷产率低于Song 等人研究结果的原因.图6 两相内甲烷产率及沼气中甲烷含量1943 第12期张立国,等:预处理低有机质剩余污泥两相厌氧消化3 结 论1)低功率超声波与生石灰联合预处理可以释放胞内溶解性有机物,强化污泥的后续厌氧消化效率,并且可以提高进料的p H,增加产酸相的运行稳定性.2)在联合预处理过程中可实现约12%的VS 去除,预处理剩余污泥经中温两相厌氧消化后VS 去除率提高至40 8%.因此,可在污泥厌氧消化之前增加预处理工艺,以提高后续厌氧消化的效率.3)在本试验条件下,产甲烷相甲烷产率为0 33L /g VS 去除,产气中甲烷含量可达到59 2%,产酸相也有少量甲烷产生.但是,消化污泥的脱水性能变差.参考文献:[1]GHO S H S ,CONRA D J R,KLASS D L.A naerob i c ac-idog enesis o f w aste w ate r sl udge [J].J W PCF ,1975,47:30-45.[2]SOLERA R,ROM ERO L I ,S A LES D.The evo l u tion ofb i om ass i n a t w o -phase anaerob ic treat m ent process duri ng start-up[J].Che m B ioche m Eng Q,2002,16(1):25-29.[3]GHO S H S ,BUOY K,DR ESSEL L ,et al .P ilot-andfull -scale t w o-phase anaerob i c d i gesti on o fm un ici pa l sl udge[J].W at Env iron R es ,1995,67(2):206-214.[4]BOUGR I ER C ,C ARRER E H,DELG ENES J P.So l u -b ili sati on of w aste-acti va ted s l udge by ultrason i c trea-t m ent[J].J Che m Eng ,2005,106:163-169.[5]GRONROO S A,KYLLON E N H,KORP IJ ARV I K,etal .U ltrasound ass i stedm e t hod to i ncrease solub l e che m-ical oxygen dem and (SCOD )of sew age sludg e f o r d i ges -ti on[J].U ltrason i cs Sonochem istry ,2005,12:115-120.[6]C HU C P ,CHANG B V,L IAO G S ,et a l .Obse rvationson changes i n u ltrasonicall y treated w aste -ac tivated sl udge[J].W at R es ,2001,35(4):1038-1046.[7]BOLZONELLA D,PAVAN P,BATT IS TON I P ,et al .M esophilic anae robic d i gesti on o fw aste acti va ted sl udge :Infl uence of the so lid reten ti on ti m e in the wastewa ter treat ment pro cess[J].P rocess B ioche m istry ,2005,40:1453-1460.[8]N I ELSEN B ,PETER SEN G.T her m ophilic anae robic d-igesti on and pasteur isati on ,practica l expe rience fro m dan -ish wastewa ter treat m ent plants[J].W at Sc i T echno ,l 2000,42(9):65-72.[9]BOL ZON ELLA D ,I NNOCENT I L,CECC H I F.B NRw aste w ater trea t m ents andsewage sl udge anae robic m eso -ph ilic digestion perfor m ances [J].W at Sc i T echno ,l 2002,46(10):199-208.[10]B HATTAC HARYA S K,M ADURA R L ,WA LL I NG DA,et al .V o latile so li ds reducti on i n t w o -phase and conventiona l anaerob i c sl udge digestion[J].W at R es ,1996,30(5):1041-1048.[11]T IE HM A,N ICKEL K,ZELL HORN M,et a l .U ltra -son ic waste ac tivated sl udge d isi ntegrati on for i m prov i ng anaerob i c stabilization [J].W a t R es ,2001,35(8):2003-2009.[12]NOVAK J T,SADLER M E ,MURTHY S N.M echa -n i s m s o f floc destructi on dur i ng anaerob ic and aerob ic d i gesti on and the e ffect on cond iti on i ng and dew ater i ng o f bioso lids[J].W a t R es ,2003,37:3136-3144.[13]SONG Y C ,KW ON S J ,W OO J H.M esoph ili c andthe r moph ili c te m pe ra t ure co -phase anaerobic d i gesti on compared w ith si ng l e-stage m esoph ili c-and ther moph -ilic di g estion o f se w age sl udge[J].W at R es ,2004,38:1653-1662.(编辑 刘 彤)1944 哈 尔 滨 工 业 大 学 学 报 第40卷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两相厌氧消化(TPAD)的研究现状及展望两相厌氧消化系统(Two-Phase Anaerobic Digestion,简称TPAD)是20世纪70年代初美国戈什(Ghosh)和波兰特(Pohland)开发的厌氧生物处理新工艺[1],并于1977年在比利时首次应用于生产。
该技术与其他新型厌氧反应器不同的是,它并不着重于反应器结构的改造,而是着重于工艺的变革。
两相厌氧技术的研究将促进国内厌氧技术的发展,同时解决目前对高浓度有机废水进行厌氧生物处理时易酸化、靠稀释废水的技术局面,是废水厌氧生物处理的一个技术飞跃。
1 两相厌氧消化的原理传统的应用中,产酸菌和产甲烷菌在单个反应器中,这两类菌群之间的平衡是脆弱的。
这是由于两种微生物在生理学、营养需求、生长速度及对周围环境的敏感程度等方面存在较大的差异。
在传统设计应用中所遇到的稳定性和控制问题迫使研究人员寻找新的解决途径。
一般情况下,产甲烷阶段是整个厌氧消化的控制阶段。
为了使厌氧消化过程完整的进行就必须首先满足产甲烷相细菌的生长条件,如维持一定的温度、增加反应时间,特别是对难降解或有毒废水需要长时间的驯化才能适应。
二相厌氧消化工艺把酸化和甲烷化两个阶段分离在两个串联反应器中,使产酸菌和产甲烷菌各自在最佳环境条件下生长,这样不仅有利于充分发挥其各自的活性,而且提高了处理效果,达到了提高容积负荷率,减少反应容积,增加运行稳定性的目的。
从生物化学角度看,产酸相主要包括水解、产酸和产氢产乙酸阶段,产甲烷相主要进行产甲烷阶段。
从微生物学角度,产酸相一般仅存在产酸发酵细菌,而产甲烷相不但存在产甲烷细菌,且不同程度存在产酸发酵细菌[2]。
2 相分离的优势及方法相分离的实现,对于整个处理工艺来说主要可以带来以下两个方面的好处:1)可以提高产甲烷相反应器中产甲烷菌的活性;2)可以提高整个处理系统的稳定性和处理效果。
厌氧消化过程中产生的氢不仅能调节中间代谢产物的形成,也能调节中间产物的进一步降解。
两相厌氧生物处理系统本质的特征是相的分离,这也是研究和应用两相厌氧生物处理工艺的第一步。
一般来说,所有相分离的方法都是根据两大类菌群的生理生化特征差异来实现的。
目前主要的相分离的技术可以分为物理化学法和动力学控制法。
管运涛等[3]采用传统两相厌氧工艺与膜分离技术相结合的系统(MBS)处理有机废水的研究结果表明:系统COD去除率达到95%,SS去除率在92%以上,酸化率为60%~80%,气化率在80%~90%左右,产酸反应器出水酸化水平高,低分子有机酸含量高,使两相工艺分相较为完全。
随后,应用该系统于处理造纸废水的研究。
洗萍等[5]采用两段UASB厌氧反应器为主体的工艺处理木薯淀粉废水,在温度为20℃左右,进水为CODCr6000~8000mg/L反应条件下二次启动。
经过33d的运行,两段厌氧处理CODCr去除率累计达85%以上,出水CODCr为400~800mg/L。
试验结果表明,甲烷段是整个反应器启动的控制阶段,只要控制好各反应器的运行参数,便能很好达到两相分离的目的。
樊国锋等[6]以蔗糖为基质,采用连续进水的方式,研究两相UASB反应器的相分离。
结果表明,控制酸化相pH值为5.50~6.00,可得到满意的相分离效果。
运行80d后,酸化相颗粒污泥直径为2~8mm,污泥浓度为73.61kg/m3,COD去除的产气率740.0ml/g,COD容积负荷为20.82kg/(m3?d);产甲烷相颗粒污泥直径为1~3mm,污泥浓度为53.73kg/m3,COD去除的产气率614.4ml/g,COD的容积负荷为19.91 kg/(m3?d)。
两相UASB反应器的COD总去除率达93.3%,COD容积负荷为20.82kg/(m3?d)。
Beccari M等[7]在产酸相和产甲烷相中,基于不同水力停留时间和污泥龄的动力学控制法,在不添加任何化学抑制剂的情况下,实现了部分相的分离。
产酸相中主要为产酸菌以及少数的氢营养产甲烷菌。
同时,产甲烷相中同时进行酸化和甲烷化过程。
3 影响因素和评价指标3.1 影响因素(1)温度厌氧降解过程受温度影响较大,厌氧降解的温度可以分为低温(0~20℃)、中温(20~ 42℃)和高温(42~75℃)。
在中温范围,35℃以下每降低10℃,细菌的活性和生长速率就减少一半[8]。
温度对产酸过程的影响不是很大,对产甲烷过程则影响较大。
高浓度废水或污泥的厌氧处理通常采用中温或高温范围。
两相厌氧降解过程的每个阶段也可采用中温或高温范围。
根据厌氧消化的温度范围,两相厌氧消化的温度有高温-高温系统[9]、中温-中温系统[10]、高温-中温系统[11]和中温-高温系统。
(2)pH值产甲烷菌的最适宜pH范围是6.8~7.2,而产酸菌则需要偏低一点的pH。
传统厌氧系统通常维持一定的pH,使其不限制产甲烷菌生长,并阻止产酸菌(可引起VFA累积)占优势,因此必须使反应器内的反应物能够提供足够的缓冲能力来中和任何可能的VFA累积,这样就防止了在传统厌氧消化过程中局部酸化区域的形成。
而在两相厌氧系统中,两相分别采用不同的pH,以便使产酸过程和产甲烷过程分别在最佳的条件下进行,pH的控制对产甲烷阶段尤为重要。
(3)HRT最大去除效率经常是通过操作保证产酸段短的水力停留时间(HRT)从而防止产甲烷菌的生长来实现的。
这个过程主要是通过调整水力停留时间来实现的,而不是微生物的量[12]。
(4)硫酸盐[13]当进水中含有较高浓度的硫酸盐时,在厌氧条件下硫酸盐会对厌氧细菌特别是产甲烷菌产生严重的抑制作用。
主要是硫酸盐还原菌(sulphate reducing bacteria, 简记SRB)和产甲烷菌存在明显的基质竞争,而动力学分析表明,硫酸盐还原作用更容易进行。
另一方面,硫酸盐的还原底物H2S对产甲烷有毒害作用。
SRB对环境的适应能力强于产甲烷菌,产酸相中SRB含量比产甲烷菌高2~3个数量级,用两相厌氧消化工艺处理含硫酸盐废水时,在产酸相中控制适宜的条件促进SRB的生长,强化硫酸盐还原作用,尽可能去除硫酸盐,可减轻对下一阶段产甲烷菌的抑制作用,使SRB和产甲烷菌都能发挥很好的活性。
(5)难降解有机物Komatsu等[13]人研究了脂类物质对两相厌氧系统的抑制作用。
结果发现,脂类可以在一个两相厌氧滤池系统得到满意的降解,而在单相系统中其降解就相对较差。
(6)毒性物质Leighton等人研究了进水中铜、锌、镍、铅4中不同的重金属离子对两相厌氧消化工艺的影响。
结果发现产酸相污泥对锌和镍没有很好的吸附作用,而对铅的吸附很好,铜则适中。
同时发现,相的分离并没有对产甲烷UASB反应器提供任何保护作用。
所有的金属离子都会引起COD去除率明显下降,而在停止重金属的加入后,又会立即恢复。
四种金属中,镍和铅影响较大[12,13]。
除了以上因素,其他的参数也应该考虑,主要有进水底物浓度、有机负荷率(organic loading rate,简记OLR)、循环(recycle)、污泥停留时间和营养需求等。
两相厌氧消化过程是个多种微生物群系参与的复杂的生物反应系统,郭养浩(1997)对两相厌氧消化系统中影响反应器内微生物群系的生态平衡、微生物本征活性和反应器宏观行为的主要因素进行了分类(见表2)和综合讨论[14]。
表2 两相厌氧消化过程参数分类3.2 评价指标(1)酸化程度的衡量指标表示水解酸化过程酸化程度的最主要参数是一些短链有机酸的浓度,即挥发性脂肪酸(V FA)的浓度,通过测定进入和流出反应器的VFA浓度的变化可以判断反应进行的情况。
通常将不同的酸折算成COD当量值,以酸化率(acidification)来衡量有机物的酸化程度。
在水解酸化反应器,在没有甲烷产生下,进水的有机物质被降解为VFA和其他次要的发酵产物。
在该情况下,酸化率等于出水VFA的COD当量和进水VFA的COD当量差与进水COD的比值,也就是酸化度(acidification degree,简写AD)[8]。
醋酸计,mg/L);——进水挥发酸浓度(以醋酸计,mg/L);——进水COD(mg/L);——VFA的COD当量系数,见表3。
(2)消化效率的评价参数Jeyaseelan S.和 Matsuo T.在研究厌氧消化过程中相分离对不同底物降解的影响时,提出如果处理效率(treatment efficiency)建立在厌氧消化系统实际出水浓度基础上,不能反映处理效率。
同时,积累的生物量没有考虑,以及出水中需要进一步处理的生物污泥。
因此,采用甲烷产量评价消化效率(digestion efficiency,简记DE),甲烷的体积为标准温度和气压下,评价采用的理论COD当量为0.35m3/kgCOD。
通过测定气体的产量和成分,甲烷的体积就可以得出[15]。
4两相厌氧生物处理系统的应用应用两相厌氧处理潜在的优势在于:更好的控制酸化阶段和产甲烷阶段,减少了反应器体积,较高的悬浮物去除效率,增强产酸微生物生长而不影响产甲烷菌,第二相中更高的产甲烷活性。
此外,第一相可能产生的产甲烷菌有毒物质(氨、长链脂肪酸及硫化物等)可以在两相间的中间阶段去除。
由于两相厌氧具有一系列优点,使它具有广泛的使用范围[2]。
(1)适合处理易酸化废水(富含碳水化合物而有机氮含量低的高浓度废水),可以避免易酸化、易降解废水负荷过高时,因单相反应器中产酸速率远大于产甲烷速率而导致厌氧系统pH迅速下降,是反应器中生态系统崩溃[2,16]。
(2)众多研究显示,两相厌氧系统更适合处理含高悬浮有机颗粒的废水[8],由于在第一个反应器中水解菌和酸化菌可以把其转化为挥发性脂肪酸(Volatile Fatty Acids,简称VFA),并在第二个反应器中转化为甲烷。
有关研究表明,最终产生的VFA的组分分布特征(即不同产酸发酵类型)主要依赖于底物的特性(有机物浓度,氧化还原电位ORP等),操作条件(水力停留时间HRT,有机负荷,温度等),尤其是pH。
(3)两相厌氧技术可广泛应用于中药废水[4,17]、造纸废水[18-19]等高浓度难降解废水的处理,应用范围广泛,是常用厌氧技术(UASB、接触厌氧等)的取代技术。
橄榄油废水(OME)[20]属季节性排放、地区分散性高浓度有机废水,且含有难生物降解或产甲烷抑制性底物:脂类、多酚及不饱和长链脂肪酸(LCFAs)。
Beccari M等[12]采用部分相分离的两相系统(two-reactor system with partial phase separation)处理该种废水。
在产酸相中得到不饱和LCFAs到棕榈酸近乎定量的生物转化,因此大大降低了产甲烷相中脂类对产甲烷菌的抑制作用。
并认为部分相分离的两相系统可以应用于含脂类废水的厌氧处理。