装配工序卡片
装配工序卡片

电器有限公产品型件图产品名件名工序FZ2工序名装配接线车工设工序工简图工艺装辅助材工定(min编制(日期
审核(日期
标准化(日期
会签(日期
标处更改文件标处更改文件日
电器有限公产品型件图产品名件名工序FZ3工序名装测试车工设工序工简图工艺装辅助材工定(min检查测试杆无划缺用塞规检查测试杆过端全部通端不能通检查测试杆隔爆无划用千分尺测量杆-0.02
用游标卡尺测量测试杆长12.50.5测量结果填入质检装测试焊片簧M螺编制(日期-0.15
审核(日期标准化(日期
会签(日期
标处更改文件标处更改文件日。
箱梁预制各工序作业要点卡片
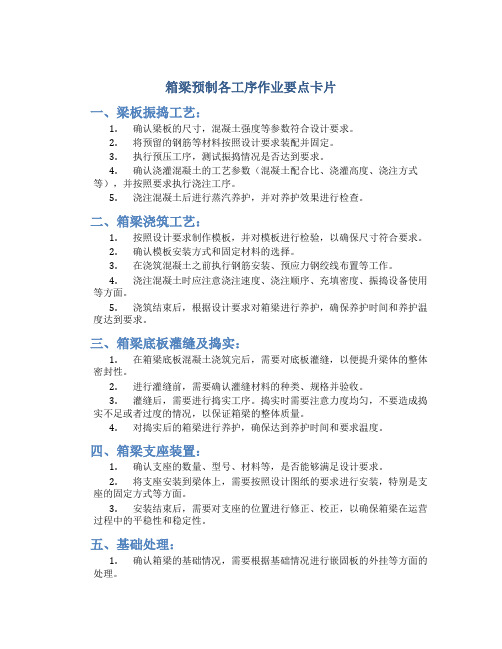
箱梁预制各工序作业要点卡片一、梁板振捣工艺:1.确认梁板的尺寸,混凝土强度等参数符合设计要求。
2.将预留的钢筋等材料按照设计要求装配并固定。
3.执行预压工序,测试振捣情况是否达到要求。
4.确认浇灌混凝土的工艺参数(混凝土配合比、浇灌高度、浇注方式等),并按照要求执行浇注工序。
5.浇注混凝土后进行蒸汽养护,并对养护效果进行检查。
二、箱梁浇筑工艺:1.按照设计要求制作模板,并对模板进行检验,以确保尺寸符合要求。
2.确认模板安装方式和固定材料的选择。
3.在浇筑混凝土之前执行钢筋安装、预应力钢绞线布置等工作。
4.浇注混凝土时应注意浇注速度、浇注顺序、充填密度、振捣设备使用等方面。
5.浇筑结束后,根据设计要求对箱梁进行养护,确保养护时间和养护温度达到要求。
三、箱梁底板灌缝及捣实:1.在箱梁底板混凝土浇筑完后,需要对底板灌缝,以便提升梁体的整体密封性。
2.进行灌缝前,需要确认灌缝材料的种类、规格并验收。
3.灌缝后,需要进行捣实工序。
捣实时需要注意力度均匀,不要造成捣实不足或者过度的情况,以保证箱梁的整体质量。
4.对捣实后的箱梁进行养护,确保达到养护时间和要求温度。
四、箱梁支座装置:1.确认支座的数量、型号、材料等,是否能够满足设计要求。
2.将支座安装到梁体上,需要按照设计图纸的要求进行安装,特别是支座的固定方式等方面。
3.安装结束后,需要对支座的位置进行修正、校正,以确保箱梁在运营过程中的平稳性和稳定性。
五、基础处理:1.确认箱梁的基础情况,需要根据基础情况进行嵌固板的外挂等方面的处理。
2.嵌固板外挂结束后,需要对箱梁基础进行检查,确认基础质量和尺寸等问题符合设计要求。
3.在确认基础处理完毕后,可以进行箱梁安装。
结论:以上即为箱梁预制各工序作业要点卡片,对于箱梁预制各工序作业的标准化、技术化,领导者和相关工人们在实际操作中应按照要点卡片要求组织操作,坚持技术规范和标准要求,以保证箱梁产品的质量和安全性。
机械加工工艺过程卡片及工序卡
机械加工工艺过程卡片及工序卡学生姓名届 2021学院〔系〕机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第〔2〕页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85〔1〕保证加工面距中心线尺寸18.35±0.102t=0.5〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 〔1〕其一平面必垂直设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔3〕页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面〔先加工凸起面〕刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5〔1〕保证加工面距中心线尺寸18.35±0.10〔2〕两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0〔1〕其中一大平面赢平直不直度≯0.10mm设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔4〕页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体第〔5〕页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计〔日期〕校对〔日期〕审核〔日期〕标准化〔日期〕会签〔日期〕标记处数更换文件号签字日期标记处数更换文件号签字日期产品名称连杆总成零件名称连杆体和盖第〔6〕页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平坦一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
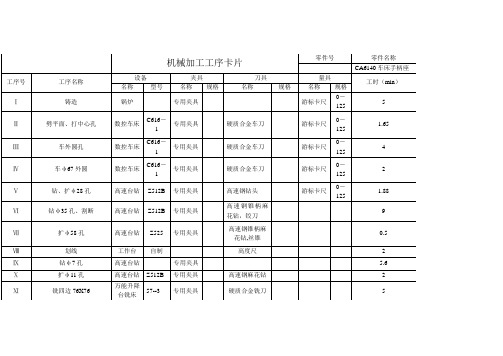
CA6140车床手柄座工序过程卡
MB1312
专用夹具
棕钢玉砂轮
13
XVI
去除锐边毛刺
工作台
自制
什锦锉
9
XVII
终检
工作台
自制
游标卡尺
15
XVIII
入库、防锈
工作台
自制
1Ⅳ
车φ67外圆
数控车床
C616-1
专用夹具
硬质合金车刀
游标卡尺
0-125
2
Ⅴ
钻、扩φ28孔
高速台钻
Z512B
专用夹具
高速钢钻头
游标卡尺
0-125
1.88
Ⅵ
钻φ35孔、割断
高速台钻
Z512B
专用夹具
高速钢锥柄麻花钻,铰刀
9
Ⅶ
扩φ58孔
高速台钻
Z525
专用夹具
高速钢锥柄麻花钻,丝锥
0.5
Ⅷ
划线
工作台
自制
高度尺
2
Ⅸ
钻φ7孔
高速台钻
专用夹具
5.6
Ⅹ
扩φ11孔
高速台钻
Z512B
专用夹具
高速钢麻花钻
2
Ⅺ
铣四边76X76
万能升降台铣床
57--3
专用夹具
硬质合金铣刀
5
Ⅻ
划线
工作台
自制
高度尺
4
ⅩⅢ
攻丝M3
高速台钻
Z512B
6
XIV
倒φ8圆角
数控车床
C616-1
专用夹具
硬质合金车刀
7
XV
磨φ67外圆及肩胂面
机械加工工序卡片
零件号
零件名称
装配实用工艺过程卡和工序卡

注塑模
部件名称
动模板
第1页
车间
装配
装配部分
动模板、型芯1、型芯2、导柱
工序号
20
工序名称
装配动模板
工
序
号
工步内容
工艺装备及辅助材料
作业
时间
准备
时间
名称规格或编号
名称规格或编号
21
清理、去毛刺
机油、棉纱、锯条
22
找正
23
将4根导柱放进相应的孔内,用皮锤将其底面与动模板底面锤至平齐。(保证导柱与动模板的垂直度,垂直精度为0.02。导柱与动模板为φ16P7/h6过渡配合)
推板、推杆固定板、推杆
工序号
30
工序名称
装配推出机构
1-推杆固定板2-M6X21.5内六角螺钉3-推板4-复位杆5-拉料杆6-推杆
装配工艺卡片
产品型号
CI1518
部件图号
J40-1
共2页
产品名称
注塑模
部件名称
定模座
第1页
车间
装配
装配部分
定模扳、定模座板、主流道衬套
工序号
40
工序名称
装配定模座
工
序
号
工步内容
35
将推板与推杆固定板对齐,用4个M6 20的螺栓连接紧固
内六角扳手
设计(日期)
校对(日期)
审核(日期)
会签(日期)
标准号(日期)
车间会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配工艺附图
产品型号
CI1518
装配工艺过程卡片
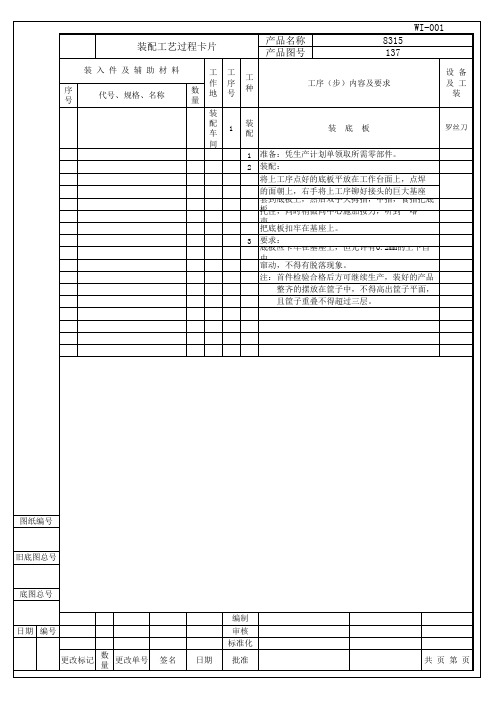
装 入 件 及 辅 助 材 料 序 号 代号、规格、名称 数 量 工 作 地 装 配 车 间 工 序 号 工 种
产品名称 产品图号
8315 137
工序(步)内容及要求 设 备 及 工 装
1 装配
装
底
板
பைடு நூலகம்
罗丝刀
1 准备:凭生产计划单领取所需零部件。 2 装配: 将上工序点好的底板平放在工作台面上,点焊 的面朝上,右手将上工序铆好接头的巨大基座 套到底板上,然后双手大拇指,中指,食指把底板 托住,同时稍微向中心施加按力,听到“喀”声, 把底板扣牢在基座上。 3 要求: 底板应卡牢在基座上,但允许有0.2mm的上下自由 窜动,不得有脱落现象。 注:首件检验合格后方可继续生产,装好的产品 整齐的摆放在筐子中,不得高出筐子平面, 且筐子重叠不得超过三层。
图纸编号
旧底图总号
底图总号 编制 审核 标准化 批准
日期 编号 更改标记 数量 更改单号 签名 日期
共 页 第 页
机械加工工艺规程卡片

如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
11种机械加工工艺卡片(模板)

标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
砂型铸造工艺卡片
产品型号
零件图号
产品名称
零件名称
第页
第页
材料编号
毛重
浇冒口重
收得率
每箱总重
每台件数
模样
砂箱
砂型与涂料
芯
撑
编号
砂芯
材料
名称
规格
砂型名称
面砂编号
背砂编号
涂料编号
数量
芯盒编号
芯盒编号
芯盒编号
强度等级
每毛坯可制件数
备
注
工时定额(单件)
牌号
规格尺寸
工序
牌号
规格尺寸
工序
工序号
工序
名称
工序内容
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
重量
序号
工序
名称
工序内容与要求
设备与工具
材料
施工条件
工时
颜色
代号
型号与名称
定额
粘度
厚度
干燥
时间
单件
准终
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
公司名称
加工工艺过程卡片【范本模板】

第四届全国大学生工程训练综合能力竞赛湖北省预赛机械加工工艺过程卡片Machining Process Card共页第1页编号229产品名称小车生产纲领500件/年零件名称后轮套筒生产批量42件/月材料铝6061 毛坯种类棒料毛坯外形尺寸Ф35x100 每毛坯可制作件数 3 每台件数 2 备注序号工序名称工序内容工序简图机床夹具刀具量具辅具工时(min)1 下料Ф35圆棒料长为100。
直尺 22 锯断Ф35圆棒料,锯断为长度30。
直尺、游标卡尺23 车1、夹一端伸出长度20,齐端面;2、粗车外圆至ф32。
5,长15,再粗车外圆至ф15.5,长8;3、精车台阶圆至ф15⨯8;ф32⨯5。
C6140三爪卡盘45外圆车刀直尺、游标卡尺64 车1、掉头,夹ф15圆,齐端面;2、钻孔ф5;3、粗车外圆至ф12。
5长度到ф32处;4、精车外圆至ф12⨯12;5、倒2的倒角。
C6140三爪卡盘45外圆车刀直径为5的麻花钻游标卡尺75 钳1、画线确定圆心;2、横卧着夹在钻床上,钻孔;3、将台阶轴竖直立在钻床上,再钻通孔;4、攻螺纹.钻床直径为2。
5麻花钻M3的丝锥游标卡尺96 检验按着图纸要求检验后轮套筒是否符合要求。
游标卡尺2 编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期学校名称:湖北工业大学参赛项目:“S”型赛道场地常规赛装订线。
机械加工工艺过程卡片

欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺过程卡片一、机械加工工序卡片的内容1.工件信息:包括工件名称、工件图号、工件材料等。
工件信息是确定加工方法和操作的基础,对于正确编写工艺过程卡片至关重要。
2.设备信息:包括机床型号、加工中心等设备的具体参数信息。
设备信息是为了确保在正确的设备上进行机械加工,保证加工质量和效率。
3.工序顺序:记录每个工序的次序和顺序,包括粗加工和精加工的顺序、表面处理的顺序等。
工序顺序是为了合理组织工序的进行,确保每个工序之间的衔接和连贯性。
4.工艺参数:包括切削速度、进给速度、切削深度、刀具修整等工艺参数。
工艺参数是决定加工质量和效率的关键因素,需要根据具体工件和刀具的情况进行调整和设定。
5.刀具信息:包括刀具型号、切削材料、刀具尺寸等。
刀具信息是确保刀具选择正确、刀具寿命控制在合理范围内的关键因素。
6.夹具信息:包括夹具类型、夹具安装方式、夹具定位方式等。
夹具信息是确保工件在加工过程中能够稳定固定,避免因夹具失效导致的加工失误。
二、机械加工工序卡片的编写方法编写机械加工工序卡片需要按照一定的方法和规范进行,以下是一般的编写方法:1.分析工件特性:根据工件的形状、尺寸和材料等特性,确定合适的加工方法和工序顺序。
同时需要考虑到工件的加工难度和特殊要求等因素。
2.设定工艺参数:根据工艺要求和技术经验,设定合适的切削速度、进给速度、切削深度等参数。
可以利用试切、试车等方法进行优化和调整。
3.选择刀具和夹具:根据工件材料和形状,选择合适的刀具,并确定刀具的刀径、齿数和刀片材料等参数。
同时需要根据夹具的类型和要求,选择合适的夹具进行加工。
4.组织工序顺序:根据工序的要求和衔接关系,合理组织工序的次序和顺序。
在组织工序时,需要考虑到加工中心和夹具的可用性、工艺过程的连续性和效率等因素。
5.编写工序卡片:根据上述内容,编写机械加工工序卡片。
写清楚每个工序的具体操作要求和参数设定,并附上相应的图纸、程序等资料。
电气装配工艺过程卡

活板手
3
将件10平面集电器和软缆引入器用件M12固定在主梁上
活板手螺丝刀
4
将件11螺钉和件12线卡子固定在端梁上,并将件16开
描图
式螺旋扣固定于端梁另一端
5
将件14铅丝按电器设备安装(地面)表格截好长度一端
钢丝钳
描校
固定于件16开式螺旋扣上,另一端固定在件11螺钉上
6
调节件16将件14铅丝拉紧
产品型号
LDA
部件图号
RY1.00
共页
产品名称
电动单梁起重机
部件名称
软缆引入器安装
第页
工
序
号
工序
名称
工序内容
装配部门
设备及工艺装备
辅助材料
工时定额
(min)
1
将件10滑轮穿过件14滑轮,用件11、12M10固定
活板手
在件6支架上
2
将件4线卡子角件5固定在件6支架上
活板手
3
将件7挡板用件5、件8固定在件6支架上
调节件16将件14铅丝拉紧活板手螺丝刀底图号将软电缆和件15锁链按跨度截好长度并按一定距活板手螺丝刀离固定在件13吊线夹上装订号各线上套好护线嘴设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020c产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒安装在操纵室顶上电气部活板手照明灯用件3456固定好活板手螺丝刀将件13电铃用件101112m6螺钉固定在操纵室活板手螺丝刀侧面活板手将件19控制柜用年月日415m10螺栓固定好螺丝刀201固定好描图底图号装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020b产品名称电动单梁起重机部件名称土寸闭司机室电器设备安装工序名称装配部门设备及工艺装备辅助材料工时定额min接线盒固定在司机室顶上螺丝刀活板手照明灯用件3456m4螺钉固定在司螺丝刀活板手将件13电铃用件101112螺钉固定在侧面螺丝刀活板手将件15照明变压器箱用件111214m6螺钉固定螺丝刀活板手将件16控制箱用件m10螺钉固定在里面螺丝刀活板手将件17按钮开关箱用件111214m6螺钉固定好活板手螺丝刀活板手钉固定在上面螺丝刀活板手底图号各线管套好护线嘴钢丝嘴装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工艺过程卡片产品型号lda部件图号ld204020a产品名称电动单梁起重机部件名称开式操纵室电气设备安工序名称装配部门设备及工艺装备辅助材料工时定额min电线管和件2安全门开关装配件点焊在操纵室里面电气部电焊机电焊条控制箱用件4567m8螺栓固定在操纵室里照明灯用件810固定在上面将件11凸轮控制器用件1314m81固定在件12支架上活板手螺丝刀电焊机电焊条将件15按钮开关箱用件1718m4螺钉固定在件16支架描图将件19电铃用件202122m6螺钉固定在操纵室侧面将件23363031分别用件24线卡子和件25活板手螺丝刀2729螺钉m4m6固定好底图号将件电阻器安装在操纵室顶上装订号设计日期审核日期标准化日期会签日期标记更改文件号签字日期标记更改文件号签字日期限公司起重机车间电气装配工
陶瓷制造工艺过程及工序卡片

陶瓷制造工艺过程及工序卡片引言陶瓷是一种广泛应用于日常生活和工业领域的材料,其制造工艺包括多个工序。
本文将介绍陶瓷制造的主要工艺过程,并提供相关工序卡片。
工艺过程1. 原料准备- 天然材料的选择- 矿石研磨和筛分- 添加剂的准备和搅拌2. 材料成型- 采用手工或机械成型- 压制、注塑或浇铸等方式3. 绿坯处理- 烘干绿坯- 粘结剂的使用和处理- 绿坯的修整和修整4. 烧结- 烧结工艺的选择- 火炉控制和调整- 温度和时间的控制5. 表面处理- 釉料的选择和准备- 釉料施加和涂装- 釉炉烧制6. 装饰和装配- 采用彩绘、丝网印刷等装饰工艺- 配件的组装和安装7. 产品质量检验- 尺寸和重量的检测- 裂纹和瑕疵的检查- 物理和化学性能的测试8. 包装和出货- 采用适当的包装材料- 标签和标识的贴附- 运输和存储安排工序卡片示例工序:原料准备- 目的:准备用于陶瓷制造的原料,确保质量和性能要求。
- 步骤:1. 选择合适的天然材料,如矿石和粘土。
2. 对矿石进行研磨和筛分,去除杂质。
3. 准备添加剂,并进行搅拌以确保均匀混合。
- 检查点:- 原料的成分符合要求。
- 添加剂的质量和配比准确。
工序:烧结- 目的:通过高温处理使陶瓷坯体结合更牢固。
- 步骤:1. 根据陶瓷类型选择适当的烧结工艺。
2. 控制火炉温度和气氛,使陶瓷坯体均匀加热。
3. 确定合适的烧结时间。
- 检查点:- 烧结后的陶瓷坯体具有理想的硬度和结构。
- 不存在过烧或欠烧情况。
工序:产品质量检验- 目的:确保制造的陶瓷产品符合质量标准和规范要求。
- 步骤:1. 测量并记录产品尺寸和重量。
2. 对产品表面进行目视检查,查找裂纹和瑕疵。
3. 进行物理和化学性能测试,如密度、抗压强度等。
- 检查点:- 产品尺寸和重量符合要求。
- 产品表面光滑,无可见裂纹和瑕疵。
- 物理和化学性能测试结果符合标准要求。
结论陶瓷制造涉及多个工序,从原料准备到产品质量检验,每个工序都对最终产品的质量和性能起着重要作用。
装配卡片模板

产品名称电控锁零部件名称合单元共4页第1 页工序号工序名称车间工段设备工序工时见附图工步号工步内容工艺装备辅助材料工时定额(min)描图 1 准备:凭领料单向仓库领取本工艺所需要整件印制板,零领料单件及元器件。
(详见附图及明细表)描校 2 2.1整形:用钳子将待元器件按需进行弯角整形。
2.2插装、焊接:按图相应位置插装各类元器件,并按印底图号制板装焊工艺,先电阻、电容、二极管、三极管、集成电路、插脚、输入变压器等次序进行插装、焊接。
装订号 3 剪角:用剪刀或钭口钳将线路板下面的元器件引脚剪截,编制日期审核日期标准化日期会签日期产品名称蓄电池监测仪零部件名称合单元共4页第2 页工序号工序名称车间工段设备工序工时工步号工步内容工艺装备辅助材料工时定额(min)描图平整,不得剪截时,使劲拖拉,以防焊盘脱落。
4 反面贴片元器件的安装:安装贴片集成块时,应先将元器描校件摆放整齐后,用左手按牢,右手拿电烙铁,电烙铁有接地保护,温度不应过高,焊接迅速,无短路现像。
底图号 5 晶振的接地安装:晶振焊接好后,其外壳应焊接到地。
6 充电池的安装:确定电池的正负极后,并在印制板上的丝装订号印层找到正(+)、负(-)后,对应插入,插到底按牢后,编制日期审核日期标准化日期会签日期产品名称蓄电池监测仪零部件名称合单元共4页第3页工序号工序名称车间工段设备工序工时工步号工步内容工艺装备辅助材料工时定额(min)描图用电烙铁在印制板反面焊接上,焊点不应过大,勿短到旁边的集成块。
焊牢后用胶枪在充电池的两边打上胶。
描校7 变压器的安装:确定变压器的管脚后,插入到底后,用烙铁焊接。
底图号8 自检:图中的元器洱海插装正确、型号无误、焊接牢靠、焊点光洁、无虚焊及漏焊。
装订号编制日期审核日期标准化日期会签日期。
装配工艺过程卡和工艺流程图

工艺流程图产品名称产品图号LED显示屏电缆AAA-1信号线制作流程电源线加工流程旧底图总号更改标记数量更改单号签名日期签名日期第3页项宏红2013.10 拟制共7页底图总号项宏红2013.10 审核第1册魏纤2013.10 标准化共1册工艺流程图产品名称产品图号LED显示屏电装AAA-2LED显示屏电装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第 4 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第 1 册魏纤2013.10 标准化共1 册装配工艺过程卡片产品名称LED显示屏名称电装-元件加工产品图号AAA-3 图号装入件及辅助材料工作地工序号工种工序(步)内容及要求设备及工装工时定额序号代号、名称、规格数量1 电容、发光二极管电装车间装配工发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm,电容成型按《元器件预加工典型工艺》GLL.780.0001要求加工,成型后电容引脚应垂直,剪切口无毛刺。
LED自动剪脚机手工发光二极管发光二极管加工:H=T(印制板厚度)+L(1.5mm)=3.1±0.2mm电容:成型后电容引脚应垂直,剪切口无毛刺。
H=3.1±0.2mm 旧底图总号底图总号更改标记数量更改单号签名日期拟制项宏红魏纤2013.10 审核魏纤2013.10标准化第5页共7 页批准描图: 描校:H工艺流程图产品名称产品图号LED显示屏封装AAA-4LED显示屏封装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第6 页项宏红2013.10 拟制共7 页底图总号项宏红2013.10 审核第1 册魏纤标准化共1 册工艺流程图产品名称产品图号LED显示屏组装AAA-5LED显示屏组装基本流程旧底图总号更改标记数量更改单号签名日期签名日期第7 页项宏红2013.10 拟制刘凯2013.10共7 页底图总号项宏红2013.10 审核郭东超2013.10第 1 册魏纤2013.10 标准化共 1 册。
电动三轮车装配工艺卡片

xx电动车有限公司装配工艺过程卡产品型号产品代号产品名称第1页牛头倒装款通用通用电动三轮车共46页工序号W0001 工序名称漆后件周转车间整车工段工序类别关键工序序号图号名称单位数量工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按照生产计划及上线顺序,确认漆后件,只周转检验合格分拣不合格品,品管部评审。
周转车、毛毡布互检:漆面有无橘皮、流的漆后件。
有漆面接触的部位就有防护挂、残渣、针孔、色差等2 周转过程中,摞放时要采取防护措施,避免漆面磕碰损伤。
摞放高度不超过4个缺陷以及磕碰、变形、划3 车架摞放,采取前后交错的方式;摞放高度不超过4个伤等4 车厢摞放,采取底—底、面—面相对的方式;自检:磕碰、变形、划伤编制审核会签A 赵彬编制 审核 会签A B 工序号 W0001 工序名称漆后件周转 车间 整车工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 1 BV504DQZKB 504DQZK-2801010B1 504DQZK-8500010B 800×880 折叠车厢 504DQZK-2802010B1 专用座桶 2 BV504DQZKC 504DQZK-2801010C1 504DQZK-6800100C 830×740折叠车厢 504DQZK-2802010C专用座桶 3 BV504DQZKD 504DQZK-2801010D 加宽车架504DQZK-8500010D 830×910折叠车厢专用座桶5 BV504DQZK-2B BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 504DQZK-2-2802010B小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 5 BV504DQZK-2C BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 6 BV504DQZK-4A BV504DQZK-4-2800001A BV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护 7 BV504DQZK-4C BV504DQZK-4-8500001 1.1m×0.8m 小方座桶504DQZK-4-8500020C 980×755×425单开高护 8 BV504DQZK-4D BV504DQZK-4-8500001D 1.1m×0.8m小方座桶 504DQZK-4-2801030D/40D 280×755×425前后双护栏 9 BV505DQZK-4A BV504DQZK-2-2800001BBV504DQZK-2-8500001B 1.2m×0.85m 小方座桶 504DQZK-2-8500020B 1090×800×425单开高护 10 BV505DQZK-4B BV504DQZK-2-8500001C 1.2m×0.85m 小方座桶 504DQZK-2-8500020C/21C 330×800×425 前后双护栏 11 BV505DQZK-5A BV504DQZK-4-2800001ABV504DQZK-4-8500001A 1.0m×0.8m 小方座桶 504DQZK-4-8500020A 880×755×425单开高护BV505DQZK-5CBV504DQZK-4-8500001 1.1m×0.8m小方座桶504DQZK-4-8500020C980×755×425单开高护编制 审核 会签A B BV505DQZK-5DBV504DQZK-4-8500001D1.1m×0.8m 小方座桶504DQZK-4-2801030D/40D 280×755×425前后双护栏 工序号 W0001 工序名称漆后件周转车间 整车 工段工序类别关键工序序号 车型 车架货厢座桶护杠备注 图号 说明 图号 说明图号说明 图号 说明 12 BV505DQZK-6A504DQZK-2801010B1504DQZK-8500010B800×880 折叠车厢 504DQZK-2802010B1专用座桶13 14 15 16工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注1 按车型确认物料车型电机半管长度BV504DQZKB 48V 350W 270mm, 后桥总长670,支架390*15下置,无拉杆支架BV504DQZKC 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZKD 48V 350W 350mm, 后桥总长830,支架540*15下置BV504DQZK-2B/2C 48V 350W 295mm, 后桥总长720,支架385*15下置,BV504DQZK-4A/4C/4D 48V 350W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-4A/4B 48V 500W 295mm, 后桥总长720,支架385*15下置,BV505DQZK-5A/5C/5D 48V 500W 270mm, 后桥总长670,支架390*15下置,BV505DQZK-6A 48V 500W 270mm, 后桥总长670,支架390*15下置,编制审核会签A B工序号B0101 工序名称电机后桥部装车间整车工段工序类别关键工序序号图号名称单位数量1 电机只 12 后桥左半管只 13 后桥右半管只 14 GB/T70.1-2008 内六角螺栓M8*12 个125 GB/T83-87 弹垫Φ8 个12工步号操作内容工序工作质量标准工辅具辅料检验内容备注2 将电机放置到装配台架上,如图1示,把左半桥配装到电目测弹垫压平气扳机目视电机轴向与后桥轴机上(电机加油口与后桥板簧座反向),用6颗M8*12的内向平行高度无明显偏斜六角螺丝加6颗Φ8弹垫连接,先如图2用气扳机(带六角紧固扭力矩值:16-21N.m旋具头)打紧,再用9mm六角扳手复紧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
φ4-0.02 -0.16
5 用游标卡尺测量测试杆长度
12.5±0.5
6测量结果填入质检卡
7装测试杆
φ5焊片φ5弹簧垫M5螺母
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
日期
描图
描校
底图号
装订号
电器有限公司
装配工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共页
第 页
工序号
FZ3
工序名称
装测试杆
车间
工段
设备
工序工时
简图:
工步号
工步内容
工艺装备
辅助材料
工时
定额
(min)
1检查测试杆孔
无划伤,缺损
2用塞规检查测试杆孔
过端全部通过,止端不能通过
3检查测试杆隔爆面
无划伤
描图
描校
底图号
装订号
电器有限公司
装配工序卡片
产品型号
零(部)件图号
产品名称
零(部)件名称
共页
第 页
工序号
FZ2
工序名称
装配接线柱
车间
工段
设备
工序工时
简图:
工步号
工步内容
工艺装备
辅助材料
工时
)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字