镍基合金焊丝选用指南
镍及镍基合金焊材选用
镍及镍基合金焊材选用镍是一种用途广泛的重要有色金属,具有熔点高﹑耐腐蚀性好﹑力学性能优良等特性。
镍基合金是含镍量大于50%并含有多良其他元素的合金,镍基比铁基能固熔更多的合金元素,所以镍基合金不但保持了镍的良好特性,有兼有合金化组分的良好特性,既可耐高温,又可耐腐蚀。
工程上将其分为两大合金类型,即耐热用镍基合金(有称高温合金)和耐腐蚀用镍基合金。
前者主要用于航空﹑航天等高温工作构件;后者则用于化学﹑石油﹑核工业等苛刻腐蚀环境。
⑴镍基高温合金:它是以镍﹑铬固熔体为基体并天家多种合金元素进行固熔强化而得到的合金。
焊接结构常用的镍基高温合金的强化机制分为固熔强化和时效沉淀强化两大类。
固熔强化是加入Cr﹑Co ﹑W﹑Mo﹑Nb﹑Ta等元素,以提高原子间结合力,产生点阵畸变,阻止位错运动,提高再结晶度等来强化固熔体。
这类合金具有优良的抗氧化性,塑性较高,易于焊接,但热强性相对较低。
时效强化是在固熔强化的基础上,天家较多的Al﹑Ti﹑Nb﹑Ta等元素,他们与镍结合成共格稳定﹑成分复杂的金属间化合物,使合金的热强性大大提高。
但是,Al﹑Ti﹑Nb等元素的加入使焊接性变差,故这类元素的加入总量宜限制在6%以下。
固熔强化和时效强化的形变镍基高温合金牌号有30个左右,如GH3030(Ni-20Cr-0.25Ti)﹑GH4033(Ni-20Cr-2.5Ti-0.8Al)等。
焊接时有可能产生凝固﹑液化裂纹或应变时效裂纹,Al﹑Ti等时效强化元素越多,裂纹敏感性越大。
⑵镍基耐蚀合金:为提高镍基耐蚀合金的耐腐蚀性能,也加入Cr﹑W﹑Mo等合金元素;且要求碳量越低越好;Ti﹑Nb等含量较低,主要作用是抑制碳的有害影响,以提高耐腐蚀性能,这均是与高温合金的重要区别。
我国的耐腐蚀合金牌号标准见GB/T15007-1994。
镍基耐腐蚀合金也有固熔和沉淀两种强化方式,但成分类型与镍基高温合金不同,有如下几种类型;Ni系,近于纯镍,如Ni200等;Ni-Cu系,如蒙乃尔(monel)400(66Ni31Cu);Ni-Cr系和Ni-Cr-Fe系,如因康镍(Inconel)600(76Ni15Cr8Fe)﹑因康镍718(53Ni19Cr3Mo5Nb18Fe);Ni-Fe-Cr系,如因康洛依(Incoloy)800(32Ni46Fe21Cr);Ni-Mo 系和Ni-Cr-Mo系,如哈斯特洛依(Hastelloy) C (64Ni16Cr16Mo4W);Ni-Cr-Mo-Cu系,含Cu在3%以上。
焊接用焊丝的选用原则方法及选用表(详细资料)
焊接用焊丝的选用详细资料及选用表1 焊丝选用的要点焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综合考虑。
焊丝选用要考虑的顺序如下。
①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐腐蚀性等方面的要求。
②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
焊接工艺性能包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。
对于碳钢及低合金钢的焊接(特别是半自动焊),主要是根据焊接工艺性能来选择焊接方法及焊接材料。
采用实芯焊丝和药芯焊丝进行气体保护焊的焊接工艺性能的对比见表1。
2 实芯焊丝的选用(1)埋弧焊焊丝焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
埋弧焊焊丝的选用既要考虑焊剂成分的影响,又要考虑母材的影响。
为了得到不同的焊缝成分和力学性能,可以采用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊剂(主要是烧结焊剂)配合。
对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
1)低碳钢和低合金钢用焊丝低碳钢和低合金钢埋弧焊常用焊丝有如下三类。
①低锰焊丝(如H08A)常配合高锰焊剂用于低碳钢及强度较低的低合金钢焊接。
②中锰焊丝(如H08MnA、H10MnSi)主要用于低合金钢焊接,也可配合低锰焊剂用于低碳钢焊接。
镍基焊丝
镍基焊丝、焊条、ERNiCrMo-4、镍基焊丝、焊条、ERNiCrMo-11用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接ERNiCrMo-11 用于镍铬钼合金自身的焊接,或镍铬钼合金和钢及大多数其它镍基合金的焊接,还可以用于镍铬钼合金和钢焊接焊缝的堆焊镍基焊丝ERNiCrMo-13、ENiCrMo-3用于焊接低碳镍铬钼合金焊条ENiCrMo-3 用于焊接镍铬钼合金,如625,800,8 01,825和600镍基焊丝ENiCrFe-3、ENiCrFe-2用于镍铬铁合金自身的焊接及与碳钢的焊接ENiCrFe-2 用于奥氏体钢,铁素体钢及高镍合金之间的异种焊接, 还可用于9%镍合金的焊接镍基焊丝ENiCu-7 、ENiCrFe-7主要用于镍铜合金自身及其与钢之间的异种焊接ENiCrFe-7 用于690(UNS N 06690)镍铬铁合金自身的焊接镍基焊丝ENiCrMo-4 、ENiCrCoMo-1用于焊接C-276合金及大多数其它镍基合金ENiCrCoMo-1 用于焊接镍铬钴钼合金以及各种的高温合金间的异种焊接ERCuNi 焊接锻造或铸造的70/30,80/2 0,90/10铜镍合金镍基焊丝ENiCrMo-13、ENiCrMo-11用于焊接低碳镍铬钼合金ENiCrMo-11 用于焊接低碳镍铬钼合金产品描述:镍铁型铸铁焊丝Techalloy 55用于铸铁辊堆焊修复和铸铁焊补等。
硬度高于Techalloy 99,需用碳化物刀具加工。
产品描述:825镍基合金焊丝Techalloy 825焊接825 (N08825)合金和其它类似镍铁铬钼铜合金。
.耐有机酸、热硫酸、磷酸和硫化氢腐蚀。
广泛应用于化工装备。
产品描述:82镍基合金焊丝Techalloy 606应用最广的镍基合金焊丝, 可用于焊接600,601,690,800,800HT等镍合金。
或用于不锈钢与低合金钢的异材焊接。
该填充金属强度高,耐腐蚀,高温下抗氧化抗蠕变。
镍基合金焊条焊接要点
镍基合金焊条焊接要点镍基合金焊条焊接要点镍基合金焊条是一种常用的焊接材料,常用于航空航天、化工、能源等领域。
它具有抗腐蚀、高温强度、抗氧化等优点,因此被广泛应用于高温、腐蚀性环境下的焊接工艺中。
在进行镍基合金焊接时,掌握一些重要的焊接要点是非常关键的。
本文将从深度和广度两个角度来探讨镍基合金焊条焊接要点,帮助读者更好地理解这一主题。
一、焊接材料的选择在进行镍基合金焊接之前,首先需要选择适合的焊接材料。
通常,选择合适的焊材应考虑以下几个方面:1. 镍基合金的成分和性能:不同的镍基合金具有不同的成分和性能,需要根据具体焊接需求选择合适的镍基合金焊条。
2. 适应焊接环境:需要根据焊接环境的要求选择适合的焊材,如高温、抗腐蚀等。
3. 焊接材料的可用性和成本:合适的焊材应具备易得性和经济性。
二、焊接工艺参数的确定焊接工艺参数的选择对焊接质量和效率有着重要的影响。
以下是一些重要的焊接工艺参数需要考虑的要点:1. 电流和电压:合理选择电流和电压,可以保证焊接电弧的稳定性和熔深的控制。
2. 保护气体:镍基合金焊接常使用惰性气体保护,如氩气,它可以保护焊缝免受氧化和污染。
3. 焊接速度:焊接速度的选择应根据焊接件的材料和几何形状来确定。
4. 焊接顺序:根据焊接件的形状和结构特点,合理确定焊接的顺序,以确保焊接质量。
5. 熔深与熔宽的控制:控制焊接熔深和熔宽对焊接质量的稳定性和可靠性至关重要。
三、焊接过程中的注意事项在进行镍基合金焊接时,还需要注意以下方面:1. 清洁表面:在焊接前,应确保焊件的表面干净无污染,以保证焊缝的质量。
2. 焊接位置:根据焊接件的几何形状和支持结构选择合适的焊接位置。
3. 焊接工具的选择:针对不同的焊接要求,选择合适的焊接工具,如焊枪、夹具等。
4. 合理的预热和后热处理:对于某些镍基合金,可能需要进行预热和后热处理以提高焊接质量和冷脆性。
总结与回顾:镍基合金焊条焊接是一项常用的焊接工艺,它在高温、腐蚀性环境下具有出色的性能。
镍基合金焊接材料

镍基合金焊接材料镍及镍合金焊条产品名称:镍及镍基合金焊材产品说明:Ni102镍及镍合金焊条型号GB/T:ENi-0说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≤0.03 Mn 0.6-1.1 Si≤1Ni≥92Fe≤0.5 Ti 0.7-1.2 Nb 1.8-2.3S≤0.015P≤0.015Ni112镍及镍合金焊条型号GB/T:ENi-0 相当于AWS:ENi-1说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≈0.04Mn≈1.5Ni≥92Fe≈3Ti≈0.5Nb≈1S≤0.015P≤0.015Ni202镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15 Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5 S≤0.015 P≤0.02Al≤0.75 Cu余量Ni207镍及镍合金焊条型号GB/T:ENiCu-7 相当于AWS:ENiCu-7说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
用途:用于焊接蒙乃尔合金焊条或异种钢,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15Mn≤4Si≤1.5 Ni 62-69 Fe≤2.5Ti≤1Nb≤2.5S≤0.015P≤0.02 Cu余量Ni307镍及镍合金焊条型号GB/T:ENiCrMo-0有良好的抗裂性,采用直流反接。
常用镍及镍合金焊接材料的选用
常用镍及镍合金焊接材料的选用镍是一种化学元素,具有很高的腐蚀抗性和热稳定性,因此广泛应用于航空航天、石油化工、化学工业等领域。
在这些领域中,镍及镍合金的焊接是常见的工艺。
在选择焊接材料时,需要考虑熔点、机械性能、化学成分等因素。
下面将介绍几种常用的镍及镍合金焊接材料及其选用原则。
1.纯镍(Ni201)焊丝:纯镍焊丝具有良好的耐腐蚀性和抗氧化性,适用于焊接镍、镍合金和其他耐腐蚀金属。
纯镍焊丝的熔点较低,易于焊接,但焊缝强度较低,不适用于高强度要求的焊接。
2.镍铬合金焊丝(ERNiCr):镍铬合金焊丝是常用的镍合金焊接材料,其主要成分为镍和铬,具有良好的耐腐蚀性和耐高温性能。
镍铬合金焊丝适用于焊接镍基合金、不锈钢、高温合金等,可用于制造耐腐蚀设备和高温结构。
3.镍钛合金焊丝(ERNiTi):镍钛合金焊丝主要由镍和钛组成,具有优异的耐腐蚀性和抗氧化性能。
镍钛合金焊丝适用于焊接含钛的镍合金,可用于制造耐高温和耐腐蚀的设备。
4. 镍基高温合金焊丝(ERNiCrMo):镍基高温合金焊丝适用于焊接镍基高温合金,如Inconel 625、Hastelloy等。
这些合金具有良好的耐高温和抗腐蚀性能,广泛应用于高温环境下的航空发动机、石油化工和核工业等领域。
选择焊接材料时,需根据具体应用条件进行考虑。
一般来说,应考虑以下几个方面:1.材料的化学成分:根据焊接材料与被焊材料的化学成分,确定焊接材料的选择范围。
要求焊接材料具有良好的相容性和匹配性。
2.强度要求:根据焊缝的要求强度,选择适当的焊接材料。
对于高强度要求的焊接,可以选择强度较高的镍铬合金焊丝或镍基高温合金焊丝。
3.抗腐蚀性能:根据焊接部件所处的环境条件,选择具有良好耐腐蚀性的焊接材料。
镍钛合金焊丝具有良好的耐腐蚀性能,适用于一些腐蚀性较强的环境。
4.焊接工艺:根据具体的焊接工艺要求,选择适合的焊接材料。
不同材料需要不同的焊接方法和设备,因此要选择相应的焊接材料。
Ni-Cr-Fe系镍基合金的焊接特点分析

Ni-Cr-Fe系镍基合金的焊接特点分析摘要:本文简要介绍了镍基合金的特点、分类和其在AP1000核电中的应用。
以SB168 UNS N06690镍基合金为代表,分析了Ni-Cr-Fe合金的焊接性,从焊接工艺特点和焊接接头性能方面分析了其焊接特点,针对焊接难点,总结了各难点的解决措施。
并结合SB168 UNS N06690的焊接性和工艺试验,总结了几点关于今后现场施工中应注意的建议。
关键词:Ni-Cr-Fe系镍基合金;焊接性;焊接难点;解决措施0.前言随着科技的进步,不锈钢的应用越来越广泛,但在某些特殊的领域,一般不锈钢已经无法满足其特殊要求,故一些特种不锈钢便随之而出,镍基合金就是这种特殊钢种之一。
镍基合金在海洋领域、环保领域、能源领域、石油化工领域及食品领域应用都非常广泛,这些领域中,普通不锈钢304是无法胜任的,在这些特殊的领域中,特种不锈钢是不可缺少的,也是不可被替代的。
1.概述镍基合金是指在650~1000℃高温下有较高的强度与一定的抗氧化腐蚀能力等综合性能的一类合金。
按照性能要求,镍基合金可分为镍基耐蚀合金,镍基耐热合金,镍基耐磨合金,镍基精密合金,镍基形状记忆合金。
按照化学组成,镍基合金可分为哈氏(Hasteolly)合金,蒙乃尔(Monel)合金,英科耐尔(Inconel)合金,因瓦(Invar)合金,纳什(NAS)合金等。
其中哈氏(Hasteolly)合金,蒙乃尔(Monel)合金,部分英科耐尔(Inconel)合金为耐蚀合金,以其独特的物理、力学和耐蚀性能在化学、石油、冶金和核电等领域得到了广泛应用;特别是其耐蚀性,可以解决一般不锈钢和其他金属材料无法客服的腐蚀问题,在200~1090℃,镍基耐蚀合金对各种腐蚀介质,都有很好的耐蚀性。
在核电站蒸发器管板耐蚀层堆焊,堆芯支撑块[1]等关键部位得到了广泛的应用。
2.Ni-Cr-Fe系镍基合金在AP1000核电中的应用AP1000核电反应堆堆内构件安装工作主要包括上部堆内构件、下部堆内构件(包括辐照监督管)、压紧弹簧、控制棒导向筒组件、热电偶柱组件等。
镍基合金UNS NO6600的焊接
镍基合金UNS NO6600的焊接摘要:根据镍基合金UNSNO6600材料的特点,针对有害气体对镍基材料焊接时的影响、焊缝金属流动性差、焊接熔深浅等分析该材料的焊接性能,论述UNSN06600的焊接工艺。
关键词:镍基合金UNSN06600;焊接性能分析;焊接工艺一.概述公司2018年承接内蒙古久泰能源(准格尔)有限公司甲醇深加工空分装置安装项目中,有一条管线氧气管道,工作压力为9.7MPa,工作温度为60℃,管道采用UNSN06600材料,主要规格为:φ219.1×12.7mm。
针对UNSN06600材料焊接难度大,合格率偏低的现象,进行焊接性能分析、制定出焊接工艺并指导实际焊接工作。
二、材料特性镍基合金UNSN06600材料是Inconel系列中的Ni-Cr-Fe固溶强化耐蚀合金,在化学、石油、湿法冶金、航天等许多领域广泛应用。
其特点是熔点高、耐热、耐腐蚀、强度高,具有良好的抗氧化性能、力学性能和加工性能;其化学成分见表1,力学性能见表2。
表1 UNSN06600材料的化学成分(质量分数)(%)三、焊接性分析UNSN06600焊接时,有害气体对焊缝金属性能有很大的的影响,焊件表面的杂质对焊缝金属性能有很大的的影响,焊接时容易产生热裂纹,熔池流动性差,熔深较浅等特点,应限制热输入,控制线能量。
1.有害气体对镍基合金材料焊接时的影响常温下,镍基合金材料是比较稳定的,随着温度升高,它的性能开始变化,其吸收氮、氢、氧的能力随之上升。
镍基合金材料在500℃高温空气中出现轻度氧化,当温度达到750℃时,则剧列氧化。
随着焊缝含氧量上升,焊缝的抗拉强度和硬度明显上升,而塑性明显下降,焊缝因氧的污染而变脆。
同时由于镍的氧化物的熔点比镍本身的熔点高出了近45%,即当镍熔熔化(熔点1446℃)的时候,氧化镍(熔点2090℃)还远远没有达到其熔点。
所以,在表面上没有完全清除的氧化镍,掺杂在熔池中就会形成夹渣。
哈氏合金焊丝型号
哈氏合金焊丝型号哈氏合金焊丝是一种常用于焊接的金属材料,它具有很多不同的型号,每个型号都有特定的特点和适用范围。
今天,我们将为您介绍一些常见的哈氏合金焊丝型号,并探讨它们的应用和选用方法。
首先,让我们来了解一下哈氏合金焊丝的特点。
哈氏合金焊丝主要由镍、钴和铁等金属组成,具有良好的耐腐蚀性、高温强度和抗氧化性能。
它们的焊接性能出众,能够在极端环境下工作,如高温、高压和腐蚀性介质等。
第一个型号是哈氏合金焊丝Hastelloy C-276(C276)。
它是一种镍基合金焊丝,具有出色的抗腐蚀性和耐热性能。
C276焊丝适用于焊接活塞和阀门等需要抗腐蚀和抗蠕变的部件,并能在酸性环境和高温条件下保持稳定。
第二个型号是哈氏合金焊丝Hastelloy B-3(B3)。
B3焊丝是一种具有高度耐腐蚀性的镍钼合金焊丝。
它可以防止氢化物开裂和应力腐蚀裂纹的产生,并且在强酸、强氧化剂和高温条件下具有出色的性能。
第三个型号是哈氏合金焊丝Hastelloy X(HX)。
HX焊丝是一种镍基合金焊丝,适用于高温环境下的焊接。
它具有优异的耐氧化性能和抗蠕变性能,适用于制造燃烧器喷嘴、石化设备以及航空发动机等高温应用领域。
除了这些型号外,哈氏合金焊丝还有其他许多型号,如Hastelloy C-22、Hastelloy G-30等,每个型号都有其独特的特点和应用范围。
因此,在选择哈氏合金焊丝时,需要根据具体的焊接要求和工作环境来决定最合适的型号。
在选用哈氏合金焊丝时,需要考虑以下几个因素。
首先,要了解焊接材料的特性和要求,例如耐腐蚀性、耐高温性等。
然后,根据焊接条件和要求选择合适的型号。
最后,根据焊接工艺和设备选用合适的规格和尺寸。
总之,哈氏合金焊丝是一种重要的焊接材料,具有良好的耐腐蚀性、高温强度和抗氧化性能。
不同型号的哈氏合金焊丝适用于不同的工作环境和应用领域。
在选择和使用时,需要考虑焊接要求、工作条件和设备等因素,以确保焊接质量和效果。
镍及镍合金的焊接工艺

镍及镍合金的焊接工艺一、常用镍及镍基合金及其分类镍及镍基合金具有特殊的物理、力学及耐腐蚀性能,镍基耐蚀合金在200~1090℃范围内能耐各种腐蚀介质的侵蚀,同时具有良好的高温和低温力学性能,尤其在一些苛刻腐蚀条件下是一般不锈钢所无法取代的优良材料。
在镍中添加铬、铜、铁、钼、铝、钛、铌、钨等元素后,通过固溶强化,不但可以改善纯镍的力学性能,而且可适应于各种腐蚀介质下侵蚀,并使之具有优良的耐腐蚀性。
镍基耐蚀合金根据其合金元素的含量和所占比例进行分类和命名,如Ni-Cu合金称为蒙乃尔合金;Ni-Cr-Fe合金中镍含量占优势,称因康镍合金,若铁含量高则称因康洛依合金;对于钼含量较高的Ni-Cr-Mo合金则多数称哈斯特洛依合金,也称海氏合金或哈氏合金。
二、镍及镍合金的焊接特点1、焊接热裂纹由于镍基合金为单相奥氏体组织,所以与不锈钢相比,具有高的焊接热裂纹敏感性,特别是焊缝易产生多边化晶间裂纹。
这种裂纹为微裂纹,焊后对焊缝进行着色检查时,短时间一般发现不了,但经过一段时间后,才会显露出来。
2、限制热输入采用高热输入焊接镍基耐蚀合金可能产生不利的影响。
在热影响区产生一定程度的退火和晶粒长大,高热输入可能产生过度的偏析、碳化物的沉淀或其他有害的冶金现象,易引起热裂纹或降低耐蚀性。
如果热输入过小,会加速焊缝的凝固结晶速度,更易形成多边晶界,在一定应力下有助于多边化裂纹的产生。
3、耐蚀性能对于大多数镍基耐蚀合金,焊后对耐蚀性能并没有多大影响。
通常选择填充材料的化学成分与母材接近。
但有些镍基合金焊接加热后对靠近焊缝的热影响区产生有害影响,如Ni-Mo合金通过焊后退火处理来恢复热影响区的耐蚀性,而对于大多数镍基合金不需要通过焊后热处理来恢复耐蚀性。
4、工艺特性(1)镍及镍基合金液态焊缝金属流动性差,不像钢焊缝金属那样容易润湿展开。
由于需要控制接头的焊缝金属,镍基耐蚀合金接头形式与钢不同,接头的坡口角度更大,以便使用摆动工艺。
镍基合金焊接材料选用
镍基合金焊接材料选用镍基合金焊条Ni102镍及镍合金焊条? 型号GB/T:ENi-0??? 说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
??? 用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≤0.03? Mn 0.6-1.1? Si≤1? Ni≥92? Fe≤0.5? Ti 0.7-1.2? Nb 1.8-2.3S≤0.015? P≤0.015Ni112镍及镍合金焊条?? 型号GB/T:ENi-0?? 相当于AWS:ENi-1??? 说明:钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
??? 用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
熔敷金属化学成份/%C≈0.04? Mn≈1.5? Ni≥92? Fe≈3? Ti≈0.5? Nb≈1? S≤0.015? P≤0.015?Ni202镍及镍合金焊条?? 型号GB/T:ENiCu-7?? 相当于AWS:ENiCu-7??? 说明:钛钙型药皮的Ni70Cu30蒙乃尔合金焊条,含适量的锰、铌,具有较好的抗裂性,焊接时电弧燃烧稳定,飞溅小,脱渣容易,焊接成形美观,采用交流或直流反接,采用直流反接。
??? 用途:用于镍铜合金与异种钢的焊接,也可用作过渡层堆焊材料。
熔敷金属化学成份/%C≤0.15? Mn≤4? Si≤1.5? Ni 62-69? Fe≤2.5? Ti≤1? Nb≤2.5? S≤0.015 ?P≤0.02? Al≤0.75? Cu余量?Ni207镍及镍合金焊条?? 型号GB/T:ENiCu-7?? 相当于AWS:ENiCu-7??? 说明:低氢型蒙乃尔合金焊条,具有良好的抗裂性和焊接工艺性能。
镍及镍合金焊材
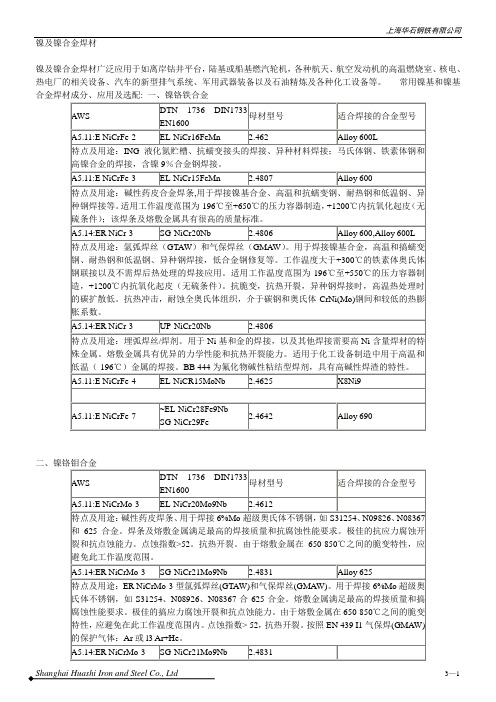
镍及镍合金焊材镍及镍合金焊材广泛应用于如离岸钻井平台,陆基或船基燃汽轮机,各种航天、航空发动机的高温燃烧室、核电、热电厂的相关设备、汽车的新型排气系统、军用武器装备以及石油精炼及各种化工设备等。
常用镍基和镍基二、镍铬钼合金三、铜镍合金四、镍铬钴钼合金五、纯镍及其他镍合金AWS 母材型号适合焊接的合金型号A5.11:E Ni-1特点及用途:用于焊接铸锻态纯镍材料(200,201等)。
也用于异材焊接镍与不锈钢或碳钢。
应用于需要耐盐、卤化物和碱腐蚀的化工容器和管线等。
A5.14:ER Ni-1特点及用途:用于焊接镍201或202,在钢材上堆焊耐腐蚀层以及维修铸铁工件。
也用于镍合金与不锈钢或铁素体钢间的异材焊接。
在钢上堆焊铜镍合金时可作为过渡层。
A5.11:E NiCu-7特点及用途:用于焊接镍铜合金(N04400)。
也用于在堆焊复合板。
耐海水、盐和还原酸的腐蚀。
应用于海洋工程、船舶、化工、热交换器、容器等。
A5.14: ER NiCu-7特点及用途:用于N04400,R405,K500等镍铜合金焊接。
在钢上堆焊时,需要先堆一层纯镍过渡。
还用于蒙乃尔合金与镍200或铜镍合金的异材焊接。
具有良好的强度和热导性,耐海水腐蚀,耐多种酸碱盐。
大量应用于海洋工程,水面和水下船舶,化工电力行业的热交换器、蒸发器、容器等。
A5.15:E Ni-C1特点及用途:用于灰口铸铁焊接、补焊和堆焊以及灰口铸铁与不锈钢和碳钢的焊接。
可加工性好。
推荐焊接预热温度和层间温度不低于175℃。
镍基合金焊条的应用指南
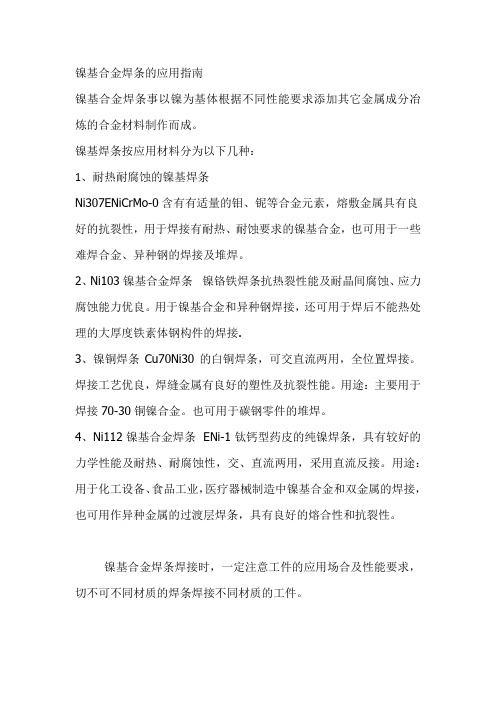
镍基合金焊条的应用指南
镍基合金焊条事以镍为基体根据不同性能要求添加其它金属成分冶炼的合金材料制作而成。
镍基焊条按应用材料分为以下几种:
1、耐热耐腐蚀的镍基焊条
Ni307ENiCrMo-0含有有适量的钼、铌等合金元素,熔敷金属具有良好的抗裂性,用于焊接有耐热、耐蚀要求的镍基合金,也可用于一些难焊合金、异种钢的焊接及堆焊。
2、Ni103镍基合金焊条镍铬铁焊条抗热裂性能及耐晶间腐蚀、应力腐蚀能力优良。
用于镍基合金和异种钢焊接,还可用于焊后不能热处理的大厚度铁素体钢构件的焊接.
3、镍铜焊条Cu70Ni30的白铜焊条,可交直流两用,全位置焊接。
焊接工艺优良,焊缝金属有良好的塑性及抗裂性能。
用途:主要用于焊接70-30铜镍合金。
也可用于碳钢零件的堆焊。
4、Ni112镍基合金焊条 ENi-1钛钙型药皮的纯镍焊条,具有较好的力学性能及耐热、耐腐蚀性,交、直流两用,采用直流反接。
用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。
镍基合金焊条焊接时,一定注意工件的应用场合及性能要求,切不可不同材质的焊条焊接不同材质的工件。
Inconel690镍基合金材料焊接技术要点
4.1 焊前清理
裂纹、未熔合、焊接变形以及咬边等缺陷。
清理是Inconel 690镍基合金获得好的
5.1 焊缝气孔
焊接质量重要的措施之一,焊前应该严格将
5.1.1 焊缝气孔的产生原因
焊接坡口及周围50mm范围内清理干净,尤其
最主要的原因有两个,一是气体在液态
要去除表面的氧化层、油污等杂质。焊接过 金属和固态金属中溶解度的差别,另一个是
从而避免晶界附近产生缺铬现象,可增进抗 形,最为理想焊缝一般为凸状,若焊缝平坦
氧化的能力。Inconel 690合金有约60%的高 或下凹状就会由于应力作用产生裂纹。
Ni成分,其在氢氧化钠溶液和氯化物的环境
4.4 Inconel 690镍基合金焊接材料选择
中具有抗应力腐蚀龟裂的特性。
Inconel 690镍基合金的焊接材料的选择
及镍基合金焊接中的主要有害杂质Zn、S、
焊接坡口及其两侧的油污、水分、灰尘
C、Bi、Pb、Cd等,其能增加镍基合金的焊 及氧化层清理不干净都会产生焊缝气孔。镍
接裂纹倾向。坡口周围的油污、水分、灰尘 基合金中主要是H2O、CO和N2气孔。药皮过烧
及氧化层会造成焊接气孔的产生。
脱落起不到保护作用;焊炬过高,气体保护
参考文献
[1]姜萍,周英顺.Inconel 690与321不锈钢异种管材的焊 接[J].一重技术,2000(4):54-58. [2]万军.镍及镍合金的焊接[J].锅炉制造,2004(3):32-34. [3]于世行,郝丁华.镍基耐腐蚀合金焊接工艺[J].石油化 工应用,2008,27(3):87-89.
系数大,导热率低,焊接接头中会产生较大 晶粒,晶粒粗大容易导致在粗大的柱状晶粒
的焊接应力,容易产生焊接变形,同时镍属 边界上,集中了一些低熔点共晶体,其强度
焊工操作镍及镍合金的焊接性工艺参数及注意事项
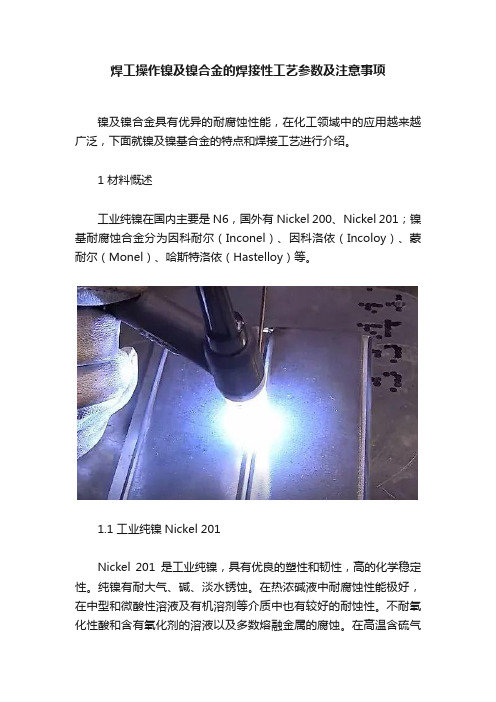
焊工操作镍及镍合金的焊接性工艺参数及注意事项镍及镍合金具有优异的耐腐蚀性能,在化工领域中的应用越来越广泛,下面就镍及镍基合金的特点和焊接工艺进行介绍。
1 材料慨述工业纯镍在国内主要是N6,国外有Nickel 200、Nickel 201;镍基耐腐蚀合金分为因科耐尔(Inconel)、因科洛依(Incoloy)、蒙耐尔(Monel)、哈斯特洛依(Hastelloy)等。
1.1 工业纯镍Nickel 201Nickel 201是工业纯镍,具有优良的塑性和韧性,高的化学稳定性。
纯镍有耐大气、碱、淡水锈蚀。
在热浓碱液中耐腐蚀性能极好,在中型和微酸性溶液及有机溶剂等介质中也有较好的耐蚀性。
不耐氧化性酸和含有氧化剂的溶液以及多数熔融金属的腐蚀。
在高温含硫气体中也会发生硫化变脆。
1.2 因科耐尔Inconel 600因科耐尔Inconel 600具有理想的强度、加工性、耐腐蚀和耐热性能。
有良好的抗高温氧化、腐蚀、冷热加工性能及低温力学性能。
1.3 因科洛依Incoloy 825Incoloy 825含铬量与不锈钢接近,因而在一般腐蚀性介质中的耐腐蚀性能也和不锈钢类似,对热碱液,碱性硫化物的耐蚀性比不锈钢好,抗高温腐蚀性能更好。
1.4 蒙耐尔Monel 400Monel 400对卤素、中性水溶液、苛性碱溶液、稀硫酸、氢氟酸和磷酸等具有良好的耐蚀性能。
对氯化物、浓硫酸、高温含硫气体等不够耐蚀。
对非氧化性酸,特别是对氢氟酸的耐蚀性非常好。
1.5 哈斯特洛依HastelloyB-2HastelloyB-2的碳、硅含碳量极低,改变了在敏化状态和焊后状态的抗晶间腐蚀性能。
它可以在沸腾温度下任何浓度的盐酸介质中使用。
1.6 HastelloyC-276HastelloyC-276在氧化性和还原性介质中都具有很好的耐蚀性能,尤其适用于混入铁离子Fe3+、铜离子Cu2+等强氧化性离子的盐酸、硫酸溶液、以及氯化物和海水的孔蚀。
2 焊接材料2.1 填充金属在选择焊丝时,应选择加入Ti、Al、Nb等元素的焊丝。
镍基合金的焊材选用
镍基合金的焊材选用1、镍基合金的分类与牌号(七类):◆工业纯镍(P41):含镍99.5%。
如Ni200、Ni201。
◆Ni-Cu合金(P42):如:Monel 400(蒙乃尔,Ni66Cu32)等。
◆Ni-Cr合金(P43):如:0Cr30Ni70Corronel230(柯罗镍,Cr35Ni65)Inconel671(因康镍,Cr50Ni50)◆Ni-Cr-Fe合金(P43):如:Inconel600 (因康镍,Cr76Ni15Fe8 )Inconel625 (Cr61Ni21Mo9Fe3 )◆Ni-Mo合金(P44):如:Hastelloy A(哈斯特洛依A,Ni60Mo19Fe20)Hastelloy B(0Ni65Cr28Fe5V)Hastelloy B-2(00Ni70Mo28)◆Ni-Cr-Mo合金(P44):如:Hastelloy C (Ni60Cr16Mo16W4)Hastelloy C-276 (000Ni60Cr16Mo16W4)Hastelloy C-4 (000Ni60Cr16Mo16Ti)。
◆Ni-Fe-Cr合金(P45):如:Incoloy 800(因康洛依,Ni32Fe46Cr21)Incoloy 825(Ni42Fe30Cr21)2、镍基合金的焊接特点:镍基合金的焊接有奥氏体不锈钢焊接相类似的问题:(1)焊接热裂纹(2)气孔:与低碳钢、低合金钢比较,气孔倾向更大,特别对不干净的坡口及焊丝。
(3)耐腐蚀性能:大多数镍基耐蚀合金焊后对耐蚀性能没有多大影响。
但对于Ni-Cr、Ni-Mo、Ni-Cr-Mo系的一些合金的热影响区附近会发生贫铬现象,导致在某些介质中的晶间腐蚀、应力腐蚀性能下降。
(4)工艺特性:液态焊缝金属的流动性差;焊缝金属熔深浅。
3、焊接工艺要点:(1)正确选择焊材(2)接头型式:采用大坡口角度和小纯边的接头型式(3)坡口附近及焊丝的清理:特点重要,以防止热裂纹和气孔。
N06022_镍基合金TIG+SMAW_焊接接头微观组织及力学性能
2024 年束电弧超窄间隙的焊接装置,提高了焊接过程稳定性以及焊接过程的自动化。
(2)通过改变焊剂带送进速度和焊接电压进行试验,发现焊接电压和送带速度的变化都会改变焊剂片对电弧的作用长度C,进而影响焊缝成形。
(3)当焊剂片对电弧的作用长度C过大,即焊剂片对电弧固壁约束面积S≥19.0 mm2时,电弧受约束程度强,焊后熔池会堆积在焊道中央;当焊剂片对电弧的作用长度C适中,即焊剂片对电弧固壁约束面积8.4 mm2<S <19.0 mm2时,电弧受到来自于焊剂片的热压缩作用和固壁约束效果最好,电弧对间隙底部和侧壁根部集中加热,焊缝成形良好;当焊剂片对电弧的作用长度C较小,即焊剂片对电弧固壁约束面积S≤8.4 mm2时,电弧受约束程度较弱,电弧沿侧壁攀升导致流经间隙底部的电流密度较小,焊缝内部出现孔洞成形较差。
(4)依据此进行工艺参数匹配实验,得到了焊接电压U、焊剂带送进速度v最佳匹配范围,即在21.5 V≤U≤24.5 V,2.1 mm/s≤v≤2.6 mm/s内,焊剂片对电弧作用长度C适中,在此范围内选择参数进行超窄间隙单道多层焊接试验,焊后可以得到成形良好的焊缝。
参考文献:[1] 杨卫东. 窄间隙埋弧焊焊接接头工艺参数的优化[J].金属加工(热加工),2008, 569(14):74-77.YANG W D. Optimization of Welding Process Param‐eters of Narrow Gap Submerged Arc Welding Joint [J].MW Metal Forming, 2008,569(14):74-77.[2] 谭环.日本窄间隙焊的现状及其发展趋势[J]. 现代兵器,1983(02):31-39.TAN H. Current Situation and Development Trend ofNarrow Gap Welding in Japan[J]. Modern Weapons,1983(02):31-39.[3] 郑韶先.焊剂带约束电弧超窄间隙焊接方法研究[D].甘肃:兰州理工大学,2007.ZHENG S X. Research on Welding Method of Ultra-Narrow Gap Arc Confined by Flux Belt[D]. Gansu:Lanzhou University of Technology,2007.[4] 朱亮,冯志鹏,李宗志. 焊剂带约束电弧超窄间隙焊接工艺实验[J]. 热加工工艺,2011,40(15):117-119.ZHU L,FENG Z P,LI Z Z. Experimental Study onWelding Process of Ultra-Narrow Gap Arc with FluxBelt Confinement [J]. Hot Working Technology,2011,40(15):117-119.[5] 苗红丽. 超窄间隙焊接焊剂带研制及电弧特性[D].甘肃:兰州理工大学,2009.MIAO H L. Development of Flux Belt and Arc Charac‐teristics for Ultra-Narrow Gap Welding[D]. Gansu:Lanzhou University of Technology,2009.[6] 姚仁,朱亮,陈欢,等. 送进式焊剂片约束电弧超窄间隙焊方法[J]. 焊接技术,2021,50(11):24-27.YAO R,ZHU L,CHEN H,et al. Ultra-narrow gapwelding method with flux sheet confinement[J]. Weld‐ing Technique, 2021,50(11):24-27.[7] 张兴有. 铸钢接管焊剂带约束电弧超窄间隙横向焊接工艺试验[D]. 甘肃:兰州理工大学,2021.ZHANG X Y. Welding Process Test of Cast SteelNozzle with Flux Belt Confined Arc Ultra-Narrow Gap[D]. Gansu: Lanzhou University of Technology,2021.[8] Wang L, Qiao J, Chen J. The Mechanism of Effect of Flux Bands on The Arc Behavior in Flux Bands Con‐stricting Arc Welding Process[J]. Materials, 2020, 13(7): 1652.[9] 朱亮,金将,苗红丽,等.焊剂带约束超窄间隙焊接母材熔化及熔池形成[J]. 焊接学报, 2010, 31(09):9-12+113.ZHU L, JIN J, MIAO H L, et al. Fusion and Pool For‐mation of base Metal in Ultra-Narrow Gap Welding Re‐strained by flux Strip[J]. Transactions of the ChinaWelding Institution,2010,31(09):9-12+113.[10] 朱亮,苗红丽,金将,等. 超窄间隙焊剂带约束电弧电压及电流波形特征[J]. 焊接学报,2010,31(08):85-88+117.ZHU L,MIAO H L,JIN J,et al. Characteristics of ArcV oltage and Current Waveform constrained by Ultra-Narrow Gap Flux Strip[J]. Transactions of the ChinaWelding Institution,2010,31(08):85-88+117.[11] 龚练,朱亮,张爱华,等. 超窄间隙焊接中焊剂片与电弧相互作用机制分析[J]. 焊接学报, 2017, 38(12):57-60+131.GONG L, ZHU L, ZHANG A H, et al. Analysis of In‐teraction Mechanism between Flux Sheet and Arc inUltra-Narrow Gap Welding[J]. Transactions of theChina Welding Institution,2017,38(12):57-60+131.[12] 王宝. 焊接电弧物理与焊条工艺性设计[M]. 北京:机械工业出版社,1998.编辑部网址:http://66Electric Welding MachineVol.54 No.3Mar. 2024第 54 卷 第 3 期2024 年3 月N06022镍基合金TIG+SMAW 焊接接头微观组织及力学性能乔小丽1, 武靖伟2*, 张建晓1, 郝朝辉3, 赵洪波3, 康治国31.兰州兰石重型装备股份有限公司,甘肃 兰州 7303142.中国科学院兰州化学物理研究所 固体润滑国家重点实验室,甘肃 兰州 7300003.新疆化工机械有限公司,新疆 乌鲁木齐 831400摘 要:采用钨极氩弧焊(TIG )+焊条电弧焊(SMAW )对10 mm 厚的N06022镍基合金进行焊接,分析研究接头的微观组织、显微硬度、腐蚀性能和拉伸性能。
镍基合金ASTM B167 N06600的焊接工艺
镍基合金ASTM B167 N06600的焊接工艺刘欢龙【摘要】结合工程实例,介绍了镍基合金N06600的材料特性及焊接性能,从焊接方法与焊材选用、坡口形式、焊件清理、组对等方面,论述了镍基合金N06600的焊接工艺,并说明了焊接工艺评定方法,以保证工程的焊接质量.%Combining with the engineering example,the paper introduces the material features of the nickel base alloy N06600 and its welding performance,indicates its welding craft from the selection of welding methods and materials,groove forms,welding cleansing,and its assembly, and indicates the welding method evaluation methods,so as to ensure the welding quality.【期刊名称】《山西建筑》【年(卷),期】2016(042)003【总页数】2页(P82-83)【关键词】镍基合金;焊接工艺;电弧;焊条【作者】刘欢龙【作者单位】山西省工业设备安装有限公司,山西太原 030012【正文语种】中文【中图分类】TU758.11山西省工业设备安装有限公司承建的稷山焦炉气综合利用生产尿素联产LNG转型升级项目工程气化工段氧气管道采用镍基合金N06600材料,主要规格有:φ168×14. 27,φ114×14,φ89× 11. 0,φ60. 3×7. 78等。
针对镍基合金N06600材料焊接,我单位首次遇到。
施工前,进行焊接性能分析,并通过焊接工艺评定试验,制定出焊接工艺并指导工程焊接施工。
镍及镍合金焊材选用
镍及镍合金焊材选用镍及镍合金焊材的选择对于焊接工艺的成功至关重要。
镍及镍合金焊材具有优异的耐腐蚀性、高温强度和优秀的可焊性,广泛应用于航空航天、能源、化工等领域。
本文将讨论镍及镍合金焊材的选用标准和常见的焊接方法。
一、镍及镍合金焊材的选用标准1. 材料性能需求:选择合适的焊材需要首先明确所需材料的性能需求。
例如,如果焊接部件要求具有优异的耐腐蚀性,可选择镍基焊材;如果要求具备高温强度和耐氧化性能,可选择镍基合金焊材。
2. 使用环境条件:了解焊接部件所处的使用环境条件也是选用焊材的重要考虑因素。
不同的环境条件对焊材的性能要求不同,例如高温、低温、腐蚀介质等。
3. 可焊性和机械性能:焊材的可焊性和机械性能直接影响焊接接头的质量和可靠性。
需要综合考虑焊材的熔化性、液滴匀称性、气孔敏感性等指标,确保焊接接头的强度和可靠性。
4. 社会经济因素:选用焊材时还需要考虑其成本和可获取性。
根据具体情况,进行成本效益的综合评估,选择性价比较高的焊材。
二、常见的镍及镍合金焊接方法1. TIG焊(氩弧焊):TIG焊是一种常用的镍及镍合金焊接方法,适用于各类镍及镍合金焊材的焊接。
其优点是热输入控制精准,焊接接头成形美观,气孔敏感性较低。
然而,TIG焊的工艺要求较高,操作技术熟练度要求较大。
2. MIG/MAG焊(气体保护焊):MIG/MAG焊是一种高效、高产量的焊接方法,适用于较大工件和长焊缝的焊接。
采用合适的焊接参数和气体保护,可实现镍及镍合金焊材的高质量焊接。
3. 电弧焊:电弧焊是一种传统的焊接方法,适用于各类焊材的焊接。
可根据具体要求选择手工电弧焊、自动电弧焊等不同形式。
4. 热焊接:热焊接包括电阻焊、等离子焊、电渣焊等,适用于特殊材料或特殊构型的焊接。
需要根据实际情况选择适当的热焊接方法。
三、镍及镍合金焊接的注意事项1. 良好的准备工作:焊接前需要对工件进行彻底清洁,去除表面氧化物、油污等杂质。
同时,根据不同的焊接方法,选择合适的预热和保护气体,并确保焊缝的合适几何形状。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AWS 双相不锈钢 2205(UNS S31803)对应的焊接材 A5.9 料。
SAF 2507 双相钢
AWS ER2594/P100
超级双相钢 2507 对应的焊接材料。
A5.9
纯钛焊丝
ERTi-1、ERTi-2 AWS
纯钛 GR.1、GR.2、GR.3、GR.4 配套焊丝
INCOLOY (N08810)
800H
AWS
ERNiCrCoMo-1
A5.14
用于 INCOLOY800、800H、800HT 合金以及 其它耐热高温铸造合金自身及它们之间的焊 接。
INCOLOY (N08811)
800HT
AWS
ERNiCrCoMo-1
A5.14
用于 INCOLOY800、800H、800HT 合金以及 其它耐热高温铸造合金自身及它们之间的焊 接。
超级双相钢 2507 对应的焊接材料。
A5.4
注:特殊工况条件下,焊材的选用不一定完全与上表对应,详情请致电我司。
INCONEL (N06600)
600 ENiCrFe-3
技术标 备注
准
AWS A5.11
在室温和高温下具有较高的强度和很强的耐蚀 能力,包括耐点蚀,裂隙腐蚀以及在多硫酸性 介质中的应力腐蚀开裂等。 该焊条可用于异种金属的焊接,包括 INCONEL 系列合金、INCOLOY 系列合金、超级不锈钢 和普通不锈钢等。
及裂隙腐蚀等局部侵蚀的能力。
INCONEL (N06625)
625 ERNiCrMo-3
AWS A5.14
应用广泛的镍基焊丝。在宽泛的氧化和还原介 质中耐超强腐蚀,耐应力腐蚀裂纹,点蚀和隙 蚀。
INCOLOY (N08800)
800 ERNiCr-3
AWS A5.14
有较高的强度和较好的耐蚀性,在高温下具有 较好的抗氧化能力和较高的蠕变破裂强度。 应用于超低温到高温,不锈钢铬钼钢异材焊接 等。
INCOLOY 800HT
(N08811)
ENiCrCoMo-1
AWS A5.11
用于 INCOLOY800、800H、800HT 合金以及 其它耐热高温铸造合金自身及它们之间的焊 接。
INCOLOY (N08825)
825 ENiCrMo-3
AWS A5.11
在室温和高温下具有较高的强度和很强的耐蚀 能力,包括耐点蚀,裂隙腐蚀以及在多硫酸性 介质中的应力腐蚀开裂等。 该焊条可用于异种金属的焊接,包括 INCONEL 系列合金、INCOLOY 系列合金、超级不锈钢 和普通不锈钢等。
INCOLOY (N08825)
825 ERNiCrMo-3
AWS 在宽泛的氧化和还原介质中耐超强腐蚀,耐应 A5.14 力腐蚀裂纹,点蚀和隙蚀。
253MA 节镍耐热钢 /
AWS 253MA 钢配套焊丝。 A5.9
317L 不锈钢
ER317L
AWS 317L 配套焊丝。 A5.9
2205 双 相 钢 ER2209
ERNiCu-7
AWS A5.14
焊接镍铜合金——蒙乃尔 MONEL 系列材料。 主要用于海洋工程,盐业,蒸发器,冷凝器等 设备。
蒙 乃 尔 MONEL K-500(N05500) ERNiCu-7
AWS A5.14
焊接镍铜合金——蒙乃尔 MONEL 系列材料。 主要用于海洋工程,盐业,蒸发器,冷凝器等 设备。
AWS A5.11
焊接镍铜合金——蒙乃尔 MONEL 系列材料。 主要用于海洋工程,盐业,蒸发器,冷凝器等 设备。
AWS A5.11
应用于超低温到高温,不锈钢铬钼钢异材焊接 等。 有较高的强度和较好的耐蚀性,在高温下具有
较好的抗氧化能力和较高的蠕变破裂强度。
INCONEL (N06601)
INCONEL (N06625)
AWS 超级奥氏体不锈钢 904L(UNS N08904)对应的 A5.4 焊接材料。
AWS 焊接哈氏合金 C-276 及其他 Ni-Cr-Mo 耐蚀合 A5.11 金。高钼成分,耐强腐蚀。
AWS 高镍含量,焊接镍 Ni200、Ni201、铸铁、钢与 A5.11 镍异种材料。
AWS A5.11
焊接镍铜合金——蒙乃尔 MONEL 系列材料。 主要用于海洋工程,盐业,蒸发器,冷凝器等 设备。
Ti+0.2Pd 钛钯合金焊
丝
ERTi-0.2Pd
AWS 钛钯合金(Gr.7)配套焊丝
A5.16
Ti-3Al-2.5V 合 金 焊
AWS
丝
ERTi-3Al-2.5V A5.16 Ti-3Al-2.5V(Gr.9、半 TC4)合金配套焊丝
Ti-0.3Mo-0.8Ni 合金
焊丝
ERTi-12
AWS Ti-0.3Mo-0.8Ni(Gr.12)合金配套焊丝
AWS A5.11
不锈钢铬钼钢异材焊接等。 有较高的强度和较好的耐蚀性,在高温下具有 较好的抗氧化能力和较高的蠕变破裂强度。
INCOLOY (N08810)
800H ENiCrCoMo-1
AWS A5.11
用于 INCOLOY800、800H、800HT 合金以及 其它耐热高温铸造合金自身及它们之间的焊 接。
253MA 节镍耐热钢 /
AWS 253MA 钢配套焊条。 A5.4
317L 不锈钢
E317L
2205 双 相 钢 E2209
(S31803/S32205)
AWS A5.4
AWS A5.4
317L 配套焊条。
双相不锈钢 2205(UNS S31803)对应的焊接材 料。
SAF 2507 双相钢
AWS E2594/P100-4D
C-276)
ERNiCrMo-4
AWS 焊接哈氏合金 C-276 及其他 Ni-Cr-Mo 耐蚀合 A5.14 金。高钼成分,耐强腐蚀。
镍 Ni201 (N02201)ERNi-1
AWS 高镍含量,焊接镍 Ni200、Ni201、铸铁、钢与 A5.14 镍异种材料。
蒙乃尔 MONEL 400
(N02200)
基材
对应焊接 牌号
技术标 备注
准
254SMO(S31254) ERNiCrMo-3
AWS 在宽泛的氧化和还原介质中耐超强腐蚀,耐应 A5.14 力腐蚀裂纹,点蚀和隙蚀。
904L(N08904) ER385
AWS 超级奥氏体不锈钢 904L(UNS N08904)对应的 A5.9 焊接材料。
哈 氏 合 金 ( Hastelloy
A5.16
焊条选材指南
基材
对应焊接牌号
254SMO(S31254) ENiCrMo-3
904L(N08904) E385-16
哈氏合金(N10276) ENiCrMo-4
镍 Ni201 (N02201)ENi-1
蒙乃尔 MONEL 400
(N02200)
ENiCu-7
蒙 乃 尔 MONEL K-500(N05500) ENiCu-7
INCONEL (N06600)
600 ERNiCr-3
AWS A5.14
应用于超低温到高温,不锈钢铬钼钢异材焊接 等。 有较高的强度和较好的耐蚀性,在高温下具有 较好的抗氧化能力和较高的蠕变
601
AWS 在较宽的温度范围内具有较高的强度和耐点蚀
ERNiCrCoMo-3 A5.14
ERTi-3、ERTi-4 A5.16
Ti-6Al-4V 合金焊丝 ERTi-6Al-4V
AWS TC4(Gr.5、Ti-6Al-4V)航空级钛合金配套焊 A5.16 丝
Ti-6Al-4V Eli 合金焊
AWS
丝
ERTi-6Al-4V-Eli A5.16 Ti-6Al-4V Eli(Gr.23)钛合金配套焊丝
601 ENiCrFe-3
625 ENiCrMo-3
INCOLOY (N08800)
800 ENiCrFe-2
AWS 在较宽的温度范围内具有较高的强度和耐点蚀 A5.11 及裂隙腐蚀等局部侵蚀的能力。
AWS 焊接镍铬钼合金,堆焊复合层,异材焊接,超 A5.11 低温至 980℃应用。
应用广泛的镍基焊材。应用于超低温到高温,