(优选)服装工业制版第三章推版知识
服装工业推板的原理与原型推板

服装工业推板的原理与原型推板服装工业推板的原理1、推板的定义服装工业推板是工业制板的一部分,它是以中间规格标准纸样(或基本纸样)作为基准,兼顾各个规格或号型系列之间的关系,进行科学地计算,正确合理地分配尺寸,绘制出各规格或号型系列的裁剪用纸样的方法。
在服装生产企业中,通称推板,也称放码、推档或扩号。
2、推板的类型推剪法▼推画制图法(一图全号法)▼3、推板的原则服装的造型结构不变,是“形”的统一;推板是制板的再现,是“量”的变化。
4、推板的依据选择和确定中间规格绘制标准中间码纸样基准线的约定推板的放缩约定档差的确定合理选择基准线和基准点要适应人体体型变化规律;有利于保持服装造型、结构的相似和不变;便于推画放缩和纸样的清晰。
常用的基准线位置如下:上装:前片——胸围线,前中线或搭门线、前宽线;后片——胸围线,后中线、后宽线;一片袖——袖根线,袖中线;领子——通常从后领中线进行放缩,基准位置为领尖;下装:裤装——横裆线,裤中线(挺缝线);一般的裙装——臀围线,前、后中线;圆裙以圆点为基准、多片裙以对折线为基准线。
档差档差是指某一款式同一部位相邻规格之差。
各部位档差不相同,这主要是由人的体型变化特点决定的;根据款式及产品定位不同,档差有所不同;各规格间,档差并非均匀变化,可存在有“跳档”或“零档差”现象。
女装原型的推板1、女上装原型的推板规格尺寸及档差(单位:cm)后片:后背长AF=38后袖窿深AD=B/6 7后领宽=B/20 2.9后背宽=B/6 4.5后胸围=B/4 2.5后腰围=W/4 1.5-1后领深=后领宽/3后落肩=后领宽/3后冲肩=2后肩省长=后肩斜长/2前片:前领深=后领宽-0.2 1前落肩=后落肩*2前领宽=后领宽-0.2前胸省宽=前领宽/2前胸宽=B/6 3前胸围=B/4 2.5前腰围=W/4 1.5 1前肩斜长=后肩斜长-1.5 袖片袖长54(档差1.5)袖山高=AH/4 2.5袖肘线高=袖长/2 2.5。
服装工业推板的原理

服装工业推板的原理通常,同一种款式的服装有几个规格,这些规格都可以通过制板的方式实现,但单独绘制每一个规格的纸样将造成服装结构的不一致,如:牛仔裤前弯袋的这条曲线,如果不借助于其他工具,曲线的造型或多或少会有差异。
另外,在绘制过程'p,由于要反复计算,出错的概率将大大增加。
然而,采用推板技术缩放出的几个规格就不易出现差错,因为号型系列推板是以标准纸样为基准,兼顾了各个规格或号is!系列关系,进行科学地计算,绘制出的系列裁剪纸样,保证了系列规格纸样的相似性、比例性和准确性。
目前,服装工业纸样推板通常有两种:(一)推拉探剪法〔又称推剪法〕这种方法一般是先绘制出小规格标准基本纸样,再把需要推板的规格或号型系列纸样,依此剪成各规格近似纸样的轮廓,然后将全系列规格纸样大规格在下,小规格(标准纸样,在上,按照各部位规格差数逐边、逐段地推剪出需要的规格系列纸样。
这种方法速度快,适于款型变化快的小批量、多品种的纸样推板,由于需要较高的熟练技艺,方法又比较原始,已不多用:。
(二)推画制图法(_又称一图全号法)该方法伴随着数学及技术的普及而发展起来,是在标准纸样的基础仁,根据数学相似形原理和坐标平移的原理,按照各规格和号型系列之间的差数,将全套纸样画在一强样板纸上,再依此拓画并复制LI各规格或号"l3系列纸样,随着推板技术的发展,推画制图法.又分“档差法”、“等分法”和“射线法”等(,服装工业推板一般使用的是毛板(也可以使用净纸样)。
本书推荐介绍的推板方法是目前企业常用的档差推画法。
这种方法又有两种方式;①以标准板作为基准,把其余几个规格在同一张纸板止推放出来,然后再一个一个地使用滚轮器复制,最后校对一遍;②以标准板作为基准,先推放出相邻的一个规格,剪下并与标准板核对,在完全正确的情况下.再以该板为基准,放出更大一号的规格,依此类推。
对于缩小的规格,采用的方法与放人的过程- 样。
推板的原理来自于数学中任意图形的相似变换,各衣片的绘制以各部位间的尺寸差数为依据,逐部位分配放缩量。
精选服装工业制版第三章推版知识讲义.

基准点线的定位和选择要注意:
1、要适应人体体型变化规律; 2、有利于保持服装造型、结构的相似和不变; 3、便于推画放缩和纸样的清晰。
第39页,共71页。
约定的常用基准线
上装:前片—胸围线,前中线或搭门线; 后片—胸围线,后中线; 一片袖—袖肥线,袖中线;
领子:一般放缩后领中线,基准位置为领尖; 下装:裤装—横档线,裤中线;
第46页,共71页。
(七)连接各规格放码点
服装推板属于相以形的放大与缩小,所以在连 接各规格的放码点时,所使用的线型一定要与 中间号型线型接近,要反复修正连接线的形状 使连接线清晰、准确。
第47页,共71页。
(八)卸板/拓板
卸板是将推板所得到的系列样板逐件分解开来, 得到各规格样板。具体做法是在系列样板的背 面垫上一张样板纸并用重物压牢,避免在复制 样板时产生滑动,用滚轮分别沿着各个规格的 轮廓线在样板纸上压印。在压印的痕迹线外围 按照工艺要求加放缝份和折边量,最后剪切成 系列样板。
第42页,共71页。
(五)确定放码量及放缩约定
放码量是根据: 1.参照国家颁布的服装号型系列标准(各类型体的控制
部位数值);
2.主要部位成品规格档距、档差,只要计算出各号型之间的 差数即可得到相应的数值;
3.配属部位成品规格的档距、档差,多无现成的数据,则 须按:
a.结构制图原理与计算公式推导; b.以线段的比例关系(比率法)推导求取,并保持与标
第15页,共71页。
一、几何图形的缩放
第16页,共71页。
第17页,共71页。
将坐标原点设置于A点。根据边长差数,在x轴 扩展1cm确定B1点。
第18页,共71页。
第19页,共71页。
服装工业推板制板大纲
陕西国际商贸学院《服装工业制板推板》课程教学大纲一、说明1、课程的性质与任务《服装推板制板》课程是“服装设计”、“服装设计与工程”专业学生的一门重要的专业课程,主要内容包括服装工业制版推板基本原理、服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;同时对服装工业样板制板工艺技术、服装工业样板应用等内容进行了阐述;使学生熟练掌握服装工业制版推板原理、程序和方法,以及服装工业样板的应用等技术。
2、课程的目的与要求通过对本课程的学习,使学生理解并掌握服装工业制版推板的基本原理;掌握或熟练掌握成衣规格制定方法与组成;熟练掌握服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
基本要求如下:(1)、理解并掌握服装工业推板制板基本原理。
(2)、熟练掌握服装工业净样板的结构设计制图。
(3)、熟练掌握服装号型规格系列推板原理和方法。
(4)、熟练掌握服装工业净样板等分法的推板程序。
(5)、熟练掌握服装工业样板档差放缩法的推板程序和方法。
(6)、熟练掌握服装工业样板投影射线推画法的推板程序和方法。
(7)、掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
3、教学方式本课程实践性较强,故采用讲授和实训操作相结合的方式进行教学。
4、课时本课程计划总课时为108课时。
其中讲授课时54,课内实训课时54。
5、推荐教材及参考书目本课程根据《服装工业制版推板原理和技术》一书编写的。
周邦桢主编,中国纺织出版社出版,2009年7月第3次印刷。
二、讲授内容及要求第一章服装工业推板制板基本原理【主要内容】1、概述;2、人体尺寸测量及样板结构设计基础。
【所需课时】 2【基本要求】1、熟练掌握人体测量的方法及测量的要素;2、理解服装样板结构设计的基础。
服装工业推板的基本原理与基本依据

服装⼯业推板的基本原理与基本依据⼀、服装⼯业样板推板的基本原理服装号型、规格系列推板,运⽤了数学中相似形原理、坐标等差平移原理和任意图形在投影射线中的相似变换原理,图4-1是任意图形投影射线相似变换原理⽰意图。
服装样板推放、绘制出的成套号型规格系列样板,必须具备三个⼏何特征,即相似性、平⾏性和规格档差⼀致性。
(1)同⼀品种、款型、体型的全套号型规格系列样板,⽆论⼤⼩,都必须保持廓形相似。
(2)全套号型规格系列样板的各个相同部位的直线、曲线、弧线都必须保持平⾏。
(3)全套号型规格系列样板,由⼩到⼤或由⼤到⼩依次排列,各相同部位的线条间距必须保持相等的规格档差和结构部位档差。
服装⼯业样板推板的基本依据(⼀) 标准样板是服装⼯业推板的基准依据(⼆) 产品的号型规格系列是样板形成系列的技术依据(1) 推板的号型系列设置执⾏上装5.4系列,下装5.2系列国家标准。
(2) 推板的号型规格系列,按国标要求进⾏Y、A、B、C四种体型搭配组合。
(3) 不论采⽤何种⽅法制图推板,全套号型规格系列样板都必须具备:款型相似、线条平⾏、全套样板从⼩号到⼤号各相同的结构部位必须保持等差或等距。
(4) 不论是⼿⼯推板,还是运⽤计算机辅助推板,在设计绘制标准样板的平⾯结构图(净样板)时,最好运⽤数学⽐例设计公式,尽量不⽤定⼨或少⽤定⼨。
(三) 号型规格系列档差是号型规格系列样板扩放、推画的数值依据(1) 上下装成⾐规格系列主要结构部位,如⾐长、胸围、肩宽、领围、袖长及裤长、腰臀围的规格档差,从号型控制部位分档档差转化、移植。
(2) ⼀些没列⼊号型控制部位的次要的具体结构部位的规格档差值,则可运⽤标准样板结构设计制图的⽐例公式,从上下紧相邻的号型相同部位规格差值中计算求取。
今天的⽂章分享就到此结束,如果对我⽂章有任何疑问和看法,可以在下⽅留⾔和⼩编互动!。
服装工业制版复习资料
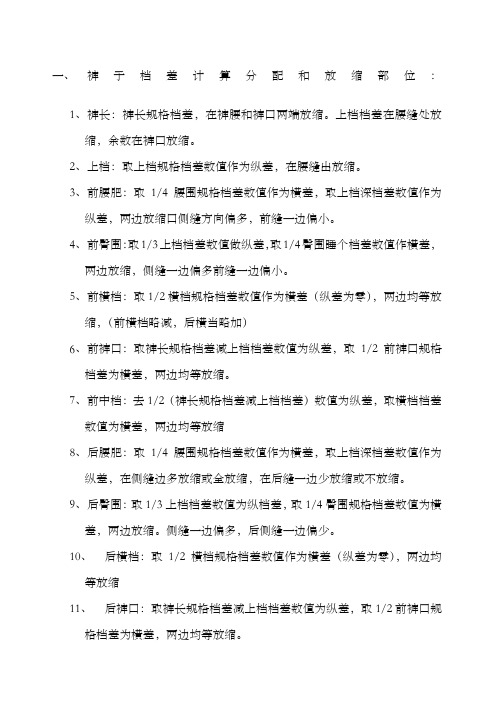
一、裤子档差计算分配和放缩部位:1、裤长:裤长规格档差,在裤腰和裤口两端放缩。
上档档差在腰缝处放缩,余数在裤口放缩。
2、上档:取上档规格档差数值作为纵差,在腰缝出放缩。
3、前腰肥:取1/4腰围规格档差数值作为横差,取上档深档差数值作为纵差,两边放缩口侧缝方向偏多,前缝一边偏小。
4、前臀围:取1/3上档档差数值做纵差,取1/4臀围睡个档差数值作横差,两边放缩,侧缝一边偏多前缝一边偏小。
5、前横档:取1/2横档规格档差数值作为横差(纵差为零),两边均等放缩,(前横档略减,后横当略加)6、前裤口:取裤长规格档差减上档档差数值为纵差,取1/2前裤口规格档差为横差,两边均等放缩。
7、前中档:去1/2(裤长规格档差减上档档差)数值为纵差,取横档档差数值为横差,两边均等放缩8、后腰肥:取1/4腰围规格档差数值作为横差,取上档深档差数值作为纵差,在侧缝边多放缩或全放缩,在后缝一边少放缩或不放缩。
9、后臀围:取1/3上档档差数值为纵档差,取1/4臀围规格档差数值为横差,两边放缩。
侧缝一边偏多,后侧缝一边偏少。
10、后横档:取1/2横档规格档差数值作为横差(纵差为零),两边均等放缩11、后裤口:取裤长规格档差减上档档差数值为纵差,取1/2前裤口规格档差为横差,两边均等放缩。
12、后中档:取1/2裤长规格档差减去上档档差数值作为纵差,去后横档档差数值为横差,两边均等放缩13、小部位:如省道,取相应部位数值计算推挡,裤子推挡时横档的上下和裤中线的左右均不推移放缩、二、放缩率:织物在缝制时,由于缝针的穿刺动作,缝线的张力,布层的滑动及缝线挤入织物组织的关系。
使织物产生经向和纬向的变化,其变化程度可用缩缝率表示。
缝缩率=缝制前长度---缝制后长度/缝制前长度×100%测试方法:一、服装工业制版的概念及概述:1、服装工业制版是企业从事服装生产所使用的一种模版,它是将服装的立体形态按一定的结构形式分解成的平面型板,它在排料、划样、裁剪、缝制过程中起着模版模具的作用,能够高效而准确地进行服装的工业化生产,同时也是检验产品形状、规格、质量的依据,服装工业化生产的显着特点是批量大,具分工细致,明确、样板必须达到全面、系统、准确、标注2、服装工业制版:服装设计是包括造型设计、结构设计、工艺设计的系统工程,由分解立体形态,产生平面制图到加放缝份产生样板的过程。
服装工业制板
(3)全套号型规格系列样板,由小到大或由大到 小依次排列,各相同部位的线条间距必须保 持相等的规格档差和结构部位档差。
二、服装工业样板推板的基本依据
(一) 标准样板是服装工业推板的基准依据 (二) 产品的号型规格系列是样板形成系列的技术依据 (1) 推板的号型系列设置执行上装5.4系列,下装5.2系列
号型系列以各体型中间体为中心,向两边依次递 增或递减组成。服装规格也应以此系列为基础同时按 需要加上放松量进行设计。身高以5 cm分档组成系列。 胸围、腰围分别以4 cm、3cm、2cm分档组成系列。 身高与胸围、腰围搭配分别组成5·4、5·3、5·2号型系 列。 二 男装号型分档
第四章 服装推板 第一节 服装工业推板的基本原理
3) 服装号型表示方法 号与型之间用斜线分开,后接体型分类代号。 例:上装170/88A。
4) 服装号型系列分档数值参考(表3-3)
第二节 服装号型分档
一 女装号型分档 服装上标明的号的数值,表示该服装适用于总体
高与此号相近似的人。标明的型的数值及体型分类代 号,表示该服装适用于胸围或腰围与此型相近似及胸 围与腰围之差数在此范围之内的人。例如:上衣 160/84A型、下装160/68A型。
二) 标字要求
(1) 标字常用的外文字母和阿拉伯数字应尽量用单字图章拼盖, 其他的相关文字要清楚地书写。
(2) 标字符号要准确无误。
三) 样板整理
(1) 当完成样板的制做后,还需要认真检查、复核,避免欠缺 和误差。
(2) 每一片样板要在适当的位置打一个直径约1.5 cm的圆孔, 这样便于串连和吊挂。
国家标准。
(2) 推板的号型规格系列,按国标要求进行Y、A、B、C 四种体型搭配组合。
服装工业制版-优质课件
2、号型配置
服装企业应根据选定的号型系列编制出产品的规格 系列表。规格系列表中的号型,基本上能满足某一 体型90%以上人们的需要。但在实际生产和销售中, 由于种种客观原因,如投产批量小、品种不同、服 装款式不同等,不可能也没有必要全部完成规格系 列表中的规格配置,而是选用其中一部分规格进行 生产或选择部分热销的号型安排生产,即号型配置 就是选出最常用的号与型的搭配形式,使其使用更 加合理。配置一般有几种形式:
点、结构线条的拐点或交叉点。
10、位移方向: 11、坐标原点:基准点 12、缩水率或热缩率
第二节 服装工业纸样的种类
一、裁剪样板
1、面子样板 2、里子样板:缝份比面子需适当增加(穷面子富夹里),但在贴
边处相对于面子样板需减少一定的量。尽量不分割。 3、衬料样板
二、工艺样板
工艺样板通常是在成衣生产的缝制和熨烫过程中运用的。
13、He who seize the right moment, is the right man.谁把握机遇,谁就心想事成 。21.6.1021.6.1014:36:1014:36:10June 10, 2021
14、谁要是自己还没有发展培养和教 育好, 他就不 能发展 培养和 教育别 人。2021年6月 10日星 期四下 午2时36分10秒14:36:1021.6.10
15、一年之计,莫如树谷;十年之计 ,莫如 树木; 终身之 计,莫 如树人 。2021年6月下 午2时36分21.6.1014:36June 10, 2021
16、提出一个问题往往比解决一个更 重要。 因为解 决问题 也许仅 是一个 数学上 或实验 上的技 能而已 ,而提 出新的 问题, 却需要 有创造 性的想 像力, 而且标 志着科 学的真 正进步 。2021年6月10日星期 四2时36分10秒14:36:1010 June 2021
服装工业制版 推版知识共74页文档

服装工业制版 推版知识
46、法律有权打破平静。——马·格林 47、在一千磅法律里,没有一盎司仁 爱。— —英国
48、法律一多,公正就少。——托·富 勒 49、犯罪总是以惩罚相补偿;只有处 罚才能 使犯罪 得到偿 还。— —达雷 尔
50、弱者比强者更能得到法律的保护 。—— 威·厄尔
பைடு நூலகம் 6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
服装工业推板制板大纲
服装工业推板制板大纲-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII陕西国际商贸学院《服装工业制板推板》课程教学大纲一、说明1、课程的性质与任务《服装推板制板》课程是“服装设计”、“服装设计与工程”专业学生的一门重要的专业课程,主要内容包括服装工业制版推板基本原理、服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;同时对服装工业样板制板工艺技术、服装工业样板应用等内容进行了阐述;使学生熟练掌握服装工业制版推板原理、程序和方法,以及服装工业样板的应用等技术。
2、课程的目的与要求通过对本课程的学习,使学生理解并掌握服装工业制版推板的基本原理;掌握或熟练掌握成衣规格制定方法与组成;熟练掌握服装号型规格系列推板原理和方法、服装工业净样板等分法的推板程序、服装工业样板档差放缩法的推板程序和方法、服装工业样板投影射线推画法的推板程序和方法;掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
基本要求如下:(1)、理解并掌握服装工业推板制板基本原理。
(2)、熟练掌握服装工业净样板的结构设计制图。
(3)、熟练掌握服装号型规格系列推板原理和方法。
(4)、熟练掌握服装工业净样板等分法的推板程序。
(5)、熟练掌握服装工业样板档差放缩法的推板程序和方法。
(6)、熟练掌握服装工业样板投影射线推画法的推板程序和方法。
(7)、掌握服装工业样板制板工艺技术、服装工业样板应用等技术。
3、教学方式本课程实践性较强,故采用讲授和实训操作相结合的方式进行教学。
4、课时本课程计划总课时为108课时。
其中讲授课时54,课内实训课时54。
5、推荐教材及参考书目本课程根据《服装工业制版推板原理和技术》一书编写的。
周邦桢主编,中国纺织出版社出版,2009年7月第3次印刷。
二、讲授内容及要求第一章服装工业推板制板基本原理【主要内容】1、概述;2、人体尺寸测量及样板结构设计基础。
推板基础知识

胸围B 腰围W 臀围H 领围N 肩宽SW 头围HS 袖长SL 袖口CW 袖笼周长AH衫规格设计:『170/88A』身高170CM;净身胸围在86~89之间1、衣长L:742、胸围B:1103、肩宽SW:47.24、袖长SL:595、领围N:39推板基础知识一、推板的定义按照服装号型档差规格,以母版(一般为中间码)为依据,考虑各个部位尺寸的相关性,通过计算缩放量,绘制完成同款多规格系列工业样板的缩放过程就称为推板或放码二、推板的依据在进行推板前首先应对标准母版进行核对;其次应以人体或服装各部位的规格档差为依据设置产品的规格系列,进行全套裁剪样板的推移与放缩。
规格系列可分为号型规格、成品规格、配属规格三大类。
三、推板的方法1.点放码法(坐标法)2.纸板推放法3.线放码法4.摞剪法5.等分法四、推板的流程确定基准线→确定放码点→确定放码方向→确定放码量→拓板→复验与标注五、服装推版原理分析与计算(一)原理分析:1.服装结构制图过程中比例计算的基数是服装成品尺寸,而服装推版过程中比例计算的基数却是服装各尺码之间的规格档差2.服装推版过程中比例计算公式是删除了调节值内容的,只要是因为在衣片的结构设计过程中,已对衣片作了相应的调节;3.服装推版过程中某些控制点或控制部位可以采用该部位所占整体比例进行推算。
(二)公式计算1.上装推版计算(1)衣长:当袖窿深线为X坐标时,衣长的推放量分配在衣长两端水平线处。
(2)腰节长:腰节长档差-衣长上平线处的放缩量{3}袖窿深:2/10胸围档差(4)横开领:2/10领围档差(5)前直开领:2/10领围档差(6)后直开领:不变,一般保持原有数值(7)肩宽:1/2肩宽档差(8)落肩量:保持原有的肩线斜度(9)前胸宽:1.8/10胸围档差或 1.5/10胸围档差(10)后背宽:1.8/10胸围档差或 1.5/10胸围档差(11)袖窿宽:1/10胸围档差(12)胸围大:一般四开身结构按照1/4胸围档差计算;三开身按照胸宽加袖窿宽的档差计算(13)袖长:袖长档差—袖山高放缩量(14)袖山高:1.5/10胸围档差(15)袖肥:2/10胸围档差。
服装工业推板_服装工业制版与推板

服装工业推板_服装工业制版与推板服装工业推板是工业制板中的一种方法,而一种方法的掌握和灵活运用必须要有扎实的基础知识和丰富的施行经验,同时,应摸索服装工业制版与推板的一些规律和方便操作的步骤。
一、选择和确定中间规格进行服装工业推板,无论采纳何种推板方法,首先要选择和确定标准规格纸样,也称基本纸样。
本书进行推板的基本纸样,依据习惯的档差推板法,基本纸样又称中间规格纸样或封样纸样,是制板人员依据号型系列或订单上提供的各个规格,选择具有代表性并能左右兼顾的规格作为基准。
用来制作样衣的样板就是依此规格绘制的服装工业纸样。
例如,在商场中卖的T恤后领处缝有尺寸标记,但标记不是只有一种规格,通常的规格有S. M. L. XL等。
绘制纸样时,在这四个规格中多项选择择M规格作为中间规格进行首先绘制。
S规格以M规格为基准进行缩小,L规格也以M规格为基准进行扩大,XL规格则又以L规格为参照进行扩大。
选择合适的中间规格主要合计三个方面的因素:第一,由于目前大多数推板的工作还是由人工来完成,合适的中间规格在缩放时能减少误差的产生。
如果以最小规格去推放其余规格或以最大规格推缩其他规格,产生的误差相对来说会大些,尤其在最大规格推缩其他规格比最小规格推放其余规格的操作过程更麻烦些。
在服装CAD的推板系统中,凭借计算机运算速度快及准确的作图则不会产生上述的问题。
第二,由于纸样绘制可以采纳不同的公式或方法进行计算,合适的中间规格在缩放时能减少其产生的差数。
第三,关于批量生产的不同规格服装订单,通过中间规格纸样的排料可以估算出面料的平均用料,减少浪费,节约成本。
假设一份订单中有以下7种规格:28. 29. 30. 31. 32. 34. 36,常选择30规格或31规格作为中间规格进行制板。
二、绘制标准中间规格纸样能够作为推板用的标准中间规格纸样必须要进行以下工作。
在确定中间规格之后,首先,分析面料的哪些性能影响纸样的绘制;其次,分析各部位测量的方法和它们之间的联系;第三,采纳合理的制板方法,绘制出封样用裁剪纸样和工艺纸样;第四,按裁剪纸样裁剪面料,并严格按工艺纸样缝制及后整理;第五,验收缝制好的样衣,写出封样意。
服装制板与推板技术第三章下装的工业制板与推板

二、筒裙的规格档差 筒裙的规格档差见表 3-1。
任务一
第一节 裙装的工业制板与推板
任务一
三、筒裙的基准样板(160/64A) (一)筒裙前片的制板 (1)上平线。 (2)前中心线。 (3)下平线距上平线距离为 L- 腰头宽 =55-3=52 cm。 (4)臀围高为 H/6+2= 1 7.3 cm。 (5)臀围宽为 H/4+1=24 cm。 (6)腰围宽为 W/4+1+ 省道宽 =22.5 cm。 (7)腰侧缝起翘 0.7 cm。 (8)腰口弧线。 (9)下摆向内进 1 cm。 (10)侧缝弧线。 (11)将腰口弧线三等分,三等分点设省道长分别为 9 cm、9 cm。 (12)标注纱向线、名称和号型。
第一节 裙装的工业制板与推板
任务二
(6)腰口弧线。 (7)侧缝弧线。 (8)腰省长 10 cm,省宽 2 cm。 (9)育克分割线平行腰口弧线取 9 cm。 (10)侧缝下摆出 4 cm,上移 1.5 cm。 (11)修正裙下片省侧缝。 (12)标注纱向线、名称和号型,完成育克裙的制板,如图 3-8 所示。
第一节 裙装的工业制板与推板
任务三 塔裙的工业制板与推板
(二)塔裙裙腰的制板 (1)腰围 W=68 cm。 (2)搭合 3 cm。 (3)腰围宽 3 cm。 (4)标注纱向线、名称和号型,如图 3-13 所示。
图 3-13 塔裙的制板
第一节 裙装的工业制板与推板
任务三 塔裙的工业制板与推板
四、塔裙的推板说明 (一)确定基准线 1.裙片 X 轴为下平线,Y 轴为前中心线。 2. 腰头 X 轴为下平线,Y 轴为前中心线。 (二)计算放码量 1. 塔裙裙片的推板 (1)A 点:X 轴不变; Y 轴为裙长档差 =2 cm。 (2)B 点:X 轴为腰围档差 ÷ 4=1 cm ; Y 轴为裙长档差 =2 cm。 (3)C、E 点:X 轴不变; Y 轴为裙长档差 - 裙长档差 ÷ 6=1.67 cm。
服装工业制版 推版知识共74页

21、静念园林好,人间良可辞。 22、步步寻往迹,有处特依依。 23、望云惭高鸟,临木愧游鱼。 24、结庐在人境,而无车马喧;问君 何能尔 ?心远 地自偏 。 25、人生归有道,衣食固其端。
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪
27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
▪
29、勇猛、大胆和坚定的决心能壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
74
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在实际的工业推板中,应尽可能将坐标轴设置 在与服装样板的主要控制线相重合的位置,以 减少计算所带来的麻烦,并使推板制图更加简 单明确。
完成各个放码点的定位后,将放码点与原控制 点用直线连接并分别向两端延长,以控制点与 放码点之间的直线长度为单位,分别向上下测 量并定出所需要的放码点,最后用相应的线连 接各个放码点,便可以完成系列样板的缩放。
二、推板要求
1、把各部位的档差合理地进行分配,根据需要放缩。使放缩后的 规格系列样板与标准母板的造型、款式相似或相同。
2、在放缩样板时,根据各部位的规格档差和分配情况,只能在垂 直或水平的方向上取点放缩,而不能在斜线上取点为放缩的档差。
3、某一部位的挡差分配在几个缝头(部位),则这几处放缩的档 差之和,等于该部位总档差。
4、某些辅助线或辅助点如腰节高、袖肘线、中裆线等,也需要根 据服装的比例推移、放缩。但这些辅助部位的放缩值不能加在部 位总档差的“和”内。
5、某些局部其放缩量应保持一定的量,不能随意改变。
三、服装推板原理分析与计算
服装推板计算方法与比例制图中所使用的计算 方法基本相同,但推板过程中的公式计算与结 构制图中的公式计算还是有区别的:
8、肩宽:取1/2肩宽档差
9、落肩量:保持原有的肩线斜度。
10、横开领:取2/10领围档差。
11、前直开领:取2/10领围档差。 12、后直开领:保持原有数值。 13、袖长:取袖长档差-袖山高放缩量。 14、袖山高:取1.5/10胸围档差。 15、袖肥:取2/10胸围档差。
(二)下装推板计算
2、腰节长: 计算方法为:腰节长档差-上端放缩量
3、袖窿深:取2/10胸围档差 4、前胸宽:取1.5/10胸围档差(1.8/10) 5、后背宽:取1.5/10胸围档差(1.8/10) 6、袖窿宽:取1/10胸围档差
7、胸围大:四开身结构按照1/4胸围档差,三开 身结构按照胸宽加袖窿宽的档差计算。
(优选)服装工业制版第三章推 版知识
第一节 推板基础知识
一、基本概念 1、推板 按照服装号型档差规格,一般以中间码的母板 为依据,考虑各个部位尺寸的相关性,通过计 算缩放量,绘制完成同款多规格系列工业样板 的缩放过程就称为推板或放码。
2、放缩点
裁片的外形轮廓是由点和线构成的,其中点的 位置是决定裁片外形大小和形状的关键。当移 动这些点的位置时,裁片的大小和形状发生相 应的变化。如果将这些点按一定档差移动并按 照原裁片对应结构部位相似的结构线连接对应 的点,所得的裁片既是按一定档差放大或缩小 了的裁片。这些点为放缩点。
2.规格系列
产品的全套规格系列,是推板的推移变化依据, 没有系列的规格,也就无从进行规格系列的推 板。
打制母板的主要任务是确定样板的基础样板, 而推板的主要任务是解决全套的样板系列,打 制各个号型的裁剪样板。
1ห้องสมุดไป่ตู้服装规格分类
①号型规格:以人体高度和主要围度区分人体的 类型,是制定相应的服装成品规格的根据。
第二节 推板原理
推板的原理来自于数学中任意图形的相似变换, 各衣片的绘制以各部位间的尺寸差数为依据, 逐部位分配放缩量。
推板一般是以二维坐标体系中的交点为基准点, 在x轴上确定衣片围度或宽度的横向变化的增 减量,在y轴上确定衣片长度或深度的纵向变 化的增减量,因此,衣片各个控制点在x轴和y 轴方向上的数值变化共同决定该放码点的移动 方向和移动量。
一、几何图形的缩放
将坐标原点设置于A点。根据边长差数,在x轴 扩展1cm确定B1点。
在正方形ABCD的中心位置设置坐标原点,沿 坐标轴的四个方向都要增长,每边的增加量为 1/2档差,即(6-5)/2=0.5cm。
因为每边是总边长的1/2,所以增加量为总边 长增加量的1/2,即1*1/2。
②成品规格:按照服装款式和穿用要求加放松度 而定长度、围度,制定服装各主要部位的成衣 规格尺寸。
③配属规格:是各主要部位以外的各较小部位的 成品尺寸。
2)规格系列档距 同一部位排列的相互之间的差数为档距。
所有部位的规格是均衡增减,档距都相同为完 全规格系列;有一个或多个部位档距不完全相 等,即为不完全规格系列。
三、推板的方法
1.推画法
在标准样板的基础上,根据数学相似形原理和 坐标平移原理,按照各规格和号型系列之间的 差数,将全套样板画在一张样板纸上,再依次 拓画并复制出各号型规格系列样板。
2.推剪法
先绘制出小规格标准样板,再把需要推板的规 格系列样板,依此剪成各规格近似样板的轮廓, 然后将全系列规格样板大规格再下,小规则在 上,按照各部位规格差数逐边、逐段地推剪出 需要的规格系列样板。
放码量表示出:1)要移动的点,即放缩点;2) 该点移动的方向;3)该点移动的距离。
5、放量标注
放量标注是指用放量表示纸样中结构点在放缩 时的移动方向和距离。
进行放量标注时,应首先确定服装纸样放缩的 基准点,并加以标注,然后确定各个放缩点和 放量。
二、推板依据
1.标准母板 母板是推板的基础依据。以母板为标准,逐部 位地按规格系列的档距进行推移放缩,按其构 图轮廓推移画线或直接剪制出各号型衣片系列, 这便是推板的简略过程。
3、基准线和基准点
放缩时,各结构部位按照档差大小放大或缩小, 但是各结构部位放缩必须有一个共同的基准, 否则相互之间的结构关系就会混乱。因此,应 确定基准线和基准点。
确定一条垂直基准线,一条水平基准线。垂直 基准线作为围度放缩的基准,水平基准线作为 高度放缩的基准。
4、放量
确定基准线和基准点后,各个放缩点按照各个 结构部位相应的档差移动,可以用一对相互垂 直的箭头和数值表示移动的方向和距离,称为 放码量。
1、服装结构制图过程中比例计算的基数是服装 成品尺寸,而服装推板过程中比例计算的基数 是服装各尺码之间的规格档差;
2、服装推板过程中某些没有计算公式的控制点 或控制部位可以采用该部位所占整体比例进行 推算。
(一)上装推板计算
1、衣长:一般坐标x轴设置在与袖窿深线相重合 的位置,所以衣长的放缩量由上下两端水平线 处放缩。 计算方法是:衣长档差-上端放缩量